|
|
|
|
ma 18:59 | Válasz | #4049 |
|
A #4011 ben Varsa altal
belinkelt kezelofeluleten
fent ,balra, rogton az elso gomb az X mellett? Mi az? |
|
| © nádházi | ma 18:58 | Válasz | #4048 |
|
mert uigy nem vagy elég
érthetö!:)))
|
|
| © nádházi | ma 18:57 | Válasz | #4047 |
|
azért nem volna rossz
mikor válaszolsz valakinek,a "válasz-ra kattintani,és lehet jobban
értenénk miröl van szo!:))))
|
|
| © Dudkin | ma 18:55 | Válasz | #4046 |
|
Kerdezem mashogy hatha
nem vagyok eleg ertheto.
Tehat ha megmunkalom egy darab egyik oldalat, megforditanam, es fel lehetne venni az asztalon akarhogy rogzitett targy elen mert tavolsagban ket pontot es az ott kapott szog alapjan elforgatni a szerszampalyat. Dud |
|
| © Dudkin | ma 18:52 | Válasz | #4045 |
|
Szoval senki nem adott
otletet ax X Y tengelyen fokban elforgathato szerszampalyara felvett
ertekek alapjan?
S |
|
|
|
ma 17:47 | Válasz | #4044 |
|
Ezzel én is sokat
próbálkoztam. Sosem lett tökéletes. Körről ne is álmodj.
Egyetlen megoldásként marad, amit Náddházi bátyó javasolt a #4034-ben. A Strigon nálam is most kapott golyós orsókat. |
|
|
|
ma 17:42 | Válasz | #4043 |
|
A Magi István által
készített MBIO kártya szerintem kell hozzá.
|
|
| © nyiszi | ma 17:32 | Válasz | #4042 |
|
Szia Zoli!
Köszi, keresem. |
|
| © Kulcsar Zoltan | ma 10:23 | Válasz | #4041 |
|
Szia
Ugytudom hogy kezeli , de hogy kimenet vagy bemenet azt nemtudom . A "generál config"-ban van valami beállitása . Valahol volt már rola szo .  |
|
| © nyiszi | ma 07:55 | Válasz | #4040 |
|
Azt tudja valaki,hogy a
Mach tudja e kezelni a soros portot is?
|
|
|
|
ma 06:42 | Válasz | #4039 |
|
Igen.
|
|
| © elektron | tegnap 21:15 | Válasz | #4038 |
|
Milyen az, hardver
kulcsos ?
|
|
|
|
tegnap 20:46 | Válasz | #4037 |
|
Mach és WinPC-NC...
Összesen 3db WinPC-NC-m van/volt...(2x economy 1x professional) Egyiket feltettem az Ebay.com-ra (nem a németre!) kb. 50 Euroval olcsóbban mint a listaára... (hátha Mach kedvelő leszek:) 4 óra és 25 perc alatt megvették... Érdekes... ...
Sok a félbolond :) |
|
| © nádházi | tegnap 17:24 | Válasz | #4036 |
|
ezzel én is
kisérleteztem már,és szoftweresen nem tudtam meg csinálni,mert kavar
lett belöle.szerintem nem te tehetsz rola!sok kontroller progiba
berakják,de én nem hallottam még pozitiv vissza jelzést ezzel
kapcsolatban!
|
|
| © nyiszi | tegnap 17:17 | Válasz | #4035 |
|
Köszi de ha
pillanatnyilag ez nem megoldható akkor miért nem úgy működik a
szoftveres ahogyan kitalálták?Vagy csak nekem nem?Hiába állítom a
százalékot,hogy mekkora sebességgel szedje ki semmit se
változik.Amúgy csak 0,07mm-ert kéne kiszednie.Csapágy illesztésnél
ez is számít.
|
|
| © nádházi | tegnap 16:25 | Válasz | #4034 |
|
hogyne tudnánk rá jo
megoldást!:)))pontos kottyanás mentes mekhanika!:)))az ilyen
szoftweres ingyom-bingyomok még sajnos nem tökéletesek!:)))
|
|
| © Dudkin | tegnap 16:21 | Válasz | #4033 |
|
Sziasztok,
Az a beteg almom volt, hogy a MAch alkalmas a szerszampalya elforgatasara valahogyan, tehat felteszem a munkadarabot, ket erintot veszek egy sikon, es az ertekeket hasznalha elforgathatom a sikot, letezik ez igy, vagy jobban jarok ha nem torom ilyesmint a fejem? D |
|
| © nyiszi | tegnap 16:18 | Válasz | #4032 |
|
Üdv az Uraknak!
Tudna valaki segíteni abban,hogy a tengely kottyanást a MACH3 használhatóan kezelje? |
|
|
|
2010. feb. 05. 21:34 | Válasz | #4031 |
|
6 tengely vágyálma....
?:) Tuch Screen lehetősége? Jó sok KHz? Galil kártyák alkalmazása?
Step/dir-es servó főorsó? "fórum kompatibilitás" ? :).... nem
tudom...
De ilyen hüleségért már a WinPC-NC-t kidobtam volna :) Attól rettegek, hogy még bármi jöhet... Ahogy a CNC-zone-on írták ezt jól megismerni egy művészet :) |
|
| © svejk | 2010. feb. 05. 21:29 | Válasz | #4030 |
|
Nem szidni, hanem
megtanulni!
Miért akarsz akkor áttérni? Mert a "hüle" német progid még a G-kódokat is csak hírből ismeri :) |
|
|
|
2010. feb. 05. 21:26 | Válasz | #4029 |
|
Probléma megoldódott...
A hüle Mach a 320mm-at megette... ezzel nem ment... a 320.00mm-el jó
lett!
Kell az a fránya két nulla a és a pont után:) Hát elég Béta verziós a kicsike... mi jöhet még? :) |
|
| © Erdélyi Róbert | 2010. feb. 05. 19:24 | Válasz | #4028 |
|
Elnézést, #4027 és
#4026 is a #4025-re válaszként ment.
|
|
| © Erdélyi Róbert | 2010. feb. 05. 19:21 | Válasz | #4027 |
|
Ha az általad használt
vezérlő felületen nincs ez az opció, próbára egy magyar Mach3
vezérlő felület:
http://t2cnc.hu/downloads/Mach3felulet.zip |
|
| © Erdélyi Róbert | 2010. feb. 05. 19:09 | Válasz | #4026 |
|
A képernyőn van egy
olyan gomb pl: ezen is:
http://www.hobbycnc.hu/CNC/Mach3/Eredeti.jpg |
|
|
|
2010. feb. 05. 19:06 | Válasz | #4025 |
|
Az hol, mire gondolsz?
|
|
| © Erdélyi Róbert | 2010. feb. 05. 18:57 | Válasz | #4024 |
|
Soft. limit be van
kapcsolva?
|
|
|
|
2010. feb. 05. 18:42 | Válasz | #4023 |
|
Úgy szar*k menni...
simán túl megy JOG-ban a refkapcsolón és a 320mm-en is... sem minusz
se plusz... mintha nem is állítanák semmit.
|
|
| © Erdélyi Róbert | 2010. feb. 05. 18:23 | Válasz | #4022 |
|
Remélem ezt keresed:
http://www.t2cnc.hu/downloads/Mach3_gyorsbeallitas.pdf 10.oldal |
|
|
|
2010. feb. 05. 18:06 | Válasz | #4021 |
|
Az asztal területi
védelmét azaz a maximális mozgástartományt nem bírom beállítani.
Ref pont (kapcsolók) rendben... Gépi koordináták nullázodnak... Hova mit kell beírni? 320x320mm a munkaterem... A leírások mind vacakok... szépen lenagyolják ezt témát... |
|
| © svejk | 2010. feb. 05. 15:35 | Válasz | #4020 |
|
Nálam célkereszt nuku,
de zölddel jól befesti :)
Tehát kellene a célkereszt, de nem kellene a zöld festék. |
|
| © VViktor | 2010. feb. 05. 12:00 | Válasz | #4019 |
|
Szia Svejk.Nem tudom
nekem szól-e a kérdés,de nálam célkereszt mutatja hol jár a gép a
programban és zölddel jelöli a kész részeket.
|
|
| © svejk | 2010. feb. 05. 10:53 | Válasz | #4018 |
|
Van olyan beállítás a Mach3-nál hogy a Toolpath képernyőt ne firkálja össze zölddel , hanem csak egy kis kurzor mutassa merre jár a szerszám? |
|
| © VViktor | 2010. feb. 05. 06:35 | Válasz | #4017 |
|
Sziasztok az én
jogtiszta Masch3-am pl.:le tudja lekövetni a munka darab a lemezt ha
nem párhuzamosan van fent a géppel.
|
|
| © Danibá | 2010. feb. 05. 00:31 | Válasz | #4016 |
|
Kedves Tamás! Nagyon hasznos dolgot csinálsz nekünk. Reméllem, nem megy el a kedved tőle, és folytatod e nemes cselekedetedet. Már csak az kellene, valaki készítené az alprogramokat is. Köszönöm! |
|
|
|
2010. feb. 04. 22:10 | Válasz | #4015 |
|
Valami olyasmi...
|
|
| © elektron | 2010. feb. 04. 21:37 | Válasz | #4014 |
|
Biztos megvették
licencbe és saját kóddal megy...
|
|
|
|
2010. feb. 04. 21:31 | Válasz | #4013 |
|
Nem megy... az Mach.exe
más... az a baj...:)
|
|
| © lovas gyula | 2010. feb. 04. 20:58 | Válasz | #4012 |
|
Próbáltad már ezt a
képernyőt betölteni?
|
|
|
|
2010. feb. 04. 20:52 | Válasz | #4011 |
|
Pl ilyen....
Vagy.... 
|
|
|
|
2010. feb. 04. 20:48 | Válasz | #4010 |
|
Ez a német Mach még
belsőleg is más! Menürendszer (almenük) is... Annyira, hogy reg file
sem megy vele :)

|
|
| © elektron | 2010. feb. 04. 18:16 | Válasz | #4009 |
|
Azok a Smooth stepper
kártyák elég mutatósak, látom még van ahol Made In Germany felirat
is van, nem Made in EU.

|
|
|
|
2010. feb. 04. 18:09 | Válasz | #4008 |
|
www.cnc-steuerung.com (DE) 299 Euro :) Itt van valami demo és
gépkönyv... de szerintem a standart... eredeti....
|
|
| © elektron | 2010. feb. 04. 18:05 | Válasz | #4007 |
|
Nem rossz, átlátható,
nem túlbonyolított, értik a dolgukat.
 |
|
|
|
2010. feb. 04. 18:02 | Válasz | #4006 |
|
Egyébként közbe
lesegetem a Mach magyar gépkönyvét... Hát elég elavult...
Az angol is csak egy lehelettel frissebb... Állítólag a németek mindig "frisset" adnak a (a megvett!) Machhoz... persze van pofájuk 250 Eurót kérni egy Machért! ... persze egy "spéci" németes felülettel adják... ami bevallom közelebb áll a lelkivilágomhoz nekem is... Nem tud valaki egy német (azaz friss) leírásról? Ilyen a BZT féle Mach :) PDF. ... jó pénzért :) |
|
| © nyiszi | 2010. feb. 04. 17:55 | Válasz | #4005 |
|
Üdv az Uraknak.
Nem tudja valaki,hogy melyik Mach verzióban van olyan képernyő a mi csak DRO-ként működik? Csak lineáris enkódert akarok rárakni mérésre. |
|
|
|
2010. feb. 03. 12:03 | Válasz | #4004 |
|
Köszönöm mindenkinek!
Dolgozom a folytatáson.
Lakatos, átnézem majd és bővítem azt a részt a G81 változattal. És minden más egyéb észrevételt, javaslatot szívesen látok. :) |
|
| © nádházi | 2010. feb. 03. 10:20 | Válasz | #4003 |
|
garatulálok,és várjuk a
folytatást!!!!:)))
|
|
| © nyiszi | 2010. feb. 03. 09:26 | Válasz | #4002 |
|
Sziasztok!
Tudja valaki,hogy hol lehet találni Screen Designer4-1.5-nél frissebb verziót? |
|
| © Lakatos | 2010. feb. 03. 07:33 | Válasz | #4001 |
|
Nagyon profi munka és
jól érthető.
Még annyit hozzátennék sagítségként,hogy a furatraszternál ha valamelyik fúróciklust használjuk,akkor egy alprogram elhagyhato,mert egy irányba képes ismételni az "L" használatával.Inkremens módban "G81 X10 Z-3 L10" 10 db furatot eredményez egymástól 10mm távolságra,ezt már elég egy alprogrammal léptetni Y irányban és máris kész a háló. Ez csak a fúróciklusokra igaz. |
|
| © elektron | 2010. feb. 03. 03:09 | Válasz | #4000 |
|
Azt nevezik tudásnak,
amikor valaki így össze tudja szedni, foglalni a dolgokat és még
érti is, amit csinál.
Van olyan ember, aki egy tál rizsért megír neked egy komplett CNC vezérlést is hidd el, vagy iszonyat pénzért más töredékét sem csinálja meg, kinek milyenek a belső és külső kényszerei. Ha megnézed pl. szoftver író bérmunka oldalakon, pár dollárokért hihetetlen mit meg nem csinálnak. Pedig amatőrök ilyesmire nem is képesek. |
|
|
|
2010. feb. 03. 01:11 | Válasz | #3999 |
|
Köszi, de az angol
fordításra én már nem vállalkoznék. Volt munka ezzel az 5 oldallal
is elég. :)
Amúgy összefoglalóval (mach3 vonatkozásban) tényleg nem találkoztam még én sem. Fórumokon be-be böknek egy-egy mintapéldát, ha ilyen kérdés van, de azokat sem kevés idő összeszedegetni. És kicsit talán ironukus, de az ingyenes TurboCNC leírása jóval kimerítőbb... |
|
|
|
2010. feb. 02. 23:01 | Válasz | #3998 |
|
Valahogy így:

|
|
|
|
2010. feb. 02. 22:59 | Válasz | #3997 |
|
General configban, bal
oldalt át van kapcsolva, hogy mit csináljon a mach a szerszámcsere
esetén? Három lehetőséget kínál fel. Nálad az AutoTool Changer kell
bejelölve legyen.
|
|
| © Kulcsar Zoltan | 2010. feb. 02. 22:55 | Válasz | #3996 |
|
Most hogy átolvastam az
irásod szerintem simán meglehet hivni egy alprogramot amiben levan
irva hogy melyik tengely hova menjen és ott mit csináljon .Az M6 azt
hiszem ez a cserélö de csak kéziben dolgozoik ( Magyarul meg áll ott
ahol van és kiemel és vár ( startra ) .
Ok . Folytasd az érdekesebb most  
|
|
| © HJózsi | 2010. feb. 02. 22:50 | Válasz | #3995 |
|
Nagyon szép munka,
abszolút hiánypótló! Talán még angolra is érdemes lenne átfordítani
és felajánlani Atrcsoftéknak ...
|
|
|
|
2010. feb. 02. 22:41 | Válasz | #3994 |
|
Szerintem - ahogy írod
- az tényleg csak saját M-kód segítségével kezelhető.
A vbscript-ek, wizardok, screenset-ek, pluginek és ilyesmik prgoramozásával most (egyelőre még) nem szeretnék foglalkozni. :) Az iménti doksit azzal az elképzeléssel kezdtem el, hogy komolyabb G-kódot is meg tudjanak írni (akik nem tudnak) kézzel gépelve, CAM program használata nélkül. A továbbiakban is ezt az irányelvet követném. A Mach3 tuningolás viszont egy teljesen más témakör. :) |
|
| © Kulcsar Zoltan | 2010. feb. 02. 21:47 | Válasz | #3993 |
|
Szia
Számomra ez a hasznos info . Köszönjök szépen és várjuk a fojtatást . Lehetne egy olyan hogy az automata szerszám cserélöre is kitérnél ( a Mach nem tugyja csak alprogival ha jol tudom ) . 
|
|
|
|
2010. feb. 02. 21:08 | Válasz | #3992 |
|
Fogom még folytatni, de
most a második részt írom (paraméteres programozás). ;)
|
|
| © svejk | 2010. feb. 02. 20:44 | Válasz | #3991 |
|
Húú, most csak
átfutottam, de nagyon tetszik.
Olvasható, érthető, szépen tagolt... Köszönjük!!! |
|
|
|
2010. feb. 02. 19:57 | Válasz | #3990 |
|
Mivel a Mach3 kézikönyv
(itt most az eredetire gondolok és nem a magyar fordításra :), nem
viszi túlzásba a g-kód programozás részletezését (és hiába van sok
anyag erről a neten, amik nem igazán Mach3 dialektus alapján íródtak
:), írtam egy néhány oldalas mesét az alprogramok használatáról.
Igyekeztem úgy összeszerkeszteni, hogy programozásban egyáltalán nem vagy kevésbé jártasabbak számára is hasznos legyen. De elsőre így is bonyolult lehet... (És persze lehetnek benne hibák.) Itt található. |
|
| © HJózsi | 2010. feb. 02. 17:14 | Válasz | #3989 |
|
Nyomógobbal tudod
felfele, lefele léptetni, mint a képernyőn de a poti szerűhöz
intelligens csatolás kell, vagy sok szabad bemenet a párhuzamos
porton ...
|
|
| © Gruber Márton | 2010. feb. 02. 17:00 | Válasz | #3988 |
|
Köszönöm, ezt a
megoldást ismerem, de ezért az egy funkcióért nem akarok sokat
kiadni. Ha enkóderrel tengelyeket lehet mozgatni, akkor előbb-utóbb
valami kódrészlettel ezt is meg kell hogy lehessen oldani.
|
|
| © HJózsi | 2010. feb. 02. 11:52 | Válasz | #3987 |
|
Ajánlom figyelmedbe
Magi István ModBus-os megoldását :
MBIO
Itt a Leítása (MBIO.pdf) , 41. oldal |
|
| © Gruber Márton | 2010. feb. 02. 06:10 | Válasz | #3986 |
|
Sziasztok!
Érdeklődnék hogy enkóderes vagy potis feed rate-et hogyan lehet Mach3-hoz csinálni? Előre is köszi. |
|
| © nyiszi | 2010. feb. 01. 13:00 | Válasz | #3985 |
|
Köszi szépen. :)
|
|
| © HJózsi | 2010. feb. 01. 11:55 | Válasz | #3984 |
|
Ha nem nyílna meg
Adobeval, a
Foxit Reader megnyitja ...
|
|
| © nádházi | 2010. feb. 01. 11:42 | Válasz | #3983 |
|
és a szakálas ur
középen???ö ki??:)))
|
|
| © AMC | 2010. feb. 01. 11:29 | Válasz | #3982 |
|
Sziasztok!
Hallottatok már a Click&Move nevű szoftverről? Ez egy komplett fejlesztőrendszer, amivel PC-n futó vezérlőprogramokat lehet készíteni (nem kell tudni programozni, tisztán logika az egész!), ráadásul grafikus kezelőfelület szerkesztő is van benne (nem is akármilyen!). Érdemes kipróbálni! Flash videók segítik az ismerkedést, és részletes Helpek írják le (sajnos csak angolul) az apró titkokat. A Mach3-al ellentétben buszos kommunikációt használ (CAN, Ethernet), így akár valós idejű szabályzásra is használható. (Amúgy egy digitális I/O segítségével - pl. USB-re kötve - akár step/dir jeleket is lehet vele generálni.) A teljes vezérlő elkészíthető és kipróbálható a képernyőn anélkül, hogy rácsatlakoznál bármilyen mozgó alkatrészre! A program nem ingyenes, de a letölthető változat full funkciós, csak időnként jön fel egy emlékeztető ablak, hogy nincsen regisztrálva. Mi a véleményetek? |
|
| © HJózsi | 2010. feb. 01. 11:16 | Válasz | #3981 |
|
Ez is kérdés szokott
lenni : pwm-10V Mach3- frekiváltóhoz

|
|
| © HJózsi | 2010. feb. 01. 11:13 | Válasz | #3980 |

:) |
|
| © HJózsi | 2010. feb. 01. 11:11 | Válasz | #3979 |
|
Center Finder :

Minden a doksiban : MachCenterfindertoolsSetup.pdf |
|
| © nyiszi | 2010. jan. 31. 21:45 | Válasz | #3978 |
|
Sziasztok!
Szeretném kérdezni,valaki tudja azt,hogy hogyan lehet használni azt Offsets lapon pl.maró null pont felvételét?Nekem nem akar működni azon a lapon jóformán semmi.Felraktam egy bemérőt,és azt ha letestelem akkor a diagnosztika lapon kigyullad a digitize lámpa de más nem történik. |
|
|
|
2010. jan. 31. 20:58 | Válasz | #3977 |
|
M98 szubrutin hívásnál,
esetleg ha még a szubrutinok is hívnak szubokat, olykor a szimuláció
is megkavarodhat. Akad néhány szitu, amikor nem csak a hossz miatt
nem előnyös adott sorról indítani...
|
|
|
|
2010. jan. 31. 19:59 | Válasz | #3976 |
|
Hű az anyukám... de
bonyolult... elő kell vennem a Magyar Mach könyvet... de gondolom az
angolt is le lehet tölteni...
|
|
|
|
2010. jan. 31. 19:57 | Válasz | #3975 |
|
Kényszer... írtam a
Sneci topikjába... olvastad?
|
|
| © vbodi | 2010. jan. 31. 19:47 | Válasz | #3974 |
|
Szia Péter!! Ez nagy
dolog az életedben, most már teljesen közénk tartozol!!!!!!
Hogy-hogy rászántad magad a Mach3-ra?
|
|
| © HJózsi | 2010. jan. 31. 19:17 | Válasz | #3973 |
|
Az biztos egy jó hoszú
kód lehetett és cifra, mert nekem az esztergánál gyorsan
odapörgeti... sőt, ha belegondolok, nem valós időben ... valami gond
lehetett nálad... talán valaki megerősít ...
|
|
| © Dudkin | 2010. jan. 31. 19:11 | Válasz | #3972 |
|
Ez meg igaz is volna,
de ez a buta joszag szimulal adott sorig, volt egy hibas G kodom,
ahol valamiert ezredenkent haladt lefele egy 10es anyagban, vagy 10
percig. Nem voltam hajlando ujrairni a gkodot, es gondoltam atugrom
az adott reszt. Ahelyzett hogy ripszropsz onnan indulna,
vegigszimulalja a kodot a gyartas sebessegevel, ergo a vegtelensegig.
D |
|
| © HJózsi | 2010. jan. 31. 19:08 | Válasz | #3971 |
|
2. A G-kód ablakban
ráállsz a kívánt sorra és "Run from here" gomb ...
Sokféle screen van, sokan a Magi István által készítettet használják, az magyar ... |
|
| © HJózsi | 2010. jan. 31. 19:03 | Válasz | #3970 |
|
1. Config -> Homing/Limits
-> SoftMax, SoftMin tengelyenként...
|
|
| © D.Laci | 2010. jan. 31. 19:01 | Válasz | #3969 |
|
|
2010. jan. 31. 18:58 | Válasz | #3968 |
|
Egy kezdő Mach használó
alapkérdései...
1. Hogy lehet beállítani a munkaterület "térfigyelését" (ref. ok. megy.) ... hogy ne tudjak kézmódban kimenni belőle ill. hibajelzést adjon ha nagyobb a Gcode? 2. Hogyan lehet egy adott Gcode sortól indítani a marást? (illetve milyen más köztes pont indítási lehetőségek vannak) ... |
|
| © VViktor | 2010. jan. 31. 08:15 | Válasz | #3967 |
|
Üdv ismét
mindenkinek.Mint már írtam a relébekötése megoldódott opto csatolós
leválasztásos ketyerével.:D de máson bukott meg a festő gép
projekt:S Minden szép és jó a festéssel amikor elindul,de amikor a
motorok megállnak a munka menet után a relé még 1-2 s-ot tovább
nyitva vannak. ezt nem lehet kiküszöbölni? A g-kódban nincsen
időzítés tehát ez nem csinálhatja. Van valakinek ötlete? JA a relék
sincsenek késleltetve,mert ugye mach3-ban azt is lehet de nincsen.
|
|
| © VViktor | 2010. jan. 28. 21:55 | Válasz | #3966 |
|
Köszönöm már
megoldódott minden.Pál segítségével. Isten éltessen Pál.
|
|
| © Kulcsar Zoltan | 2010. jan. 28. 20:49 | Válasz | #3965 |
|
Erre gondoltam .
Az LPT port nemterhelhetö ( max5-10mA ) de ha ahsználsz egy ULN IC-t az már simán elvissz egy relét és az LPT is meghajtja . 

Ugyan ezt használom én is csak nálam a kimeneten szilárdtest relék vannak . |
|
| © VViktor | 2010. jan. 28. 20:40 | Válasz | #3964 |
|
Sziasztok köszönöm a
segítő szándékot.Úgy tűnik már megoldódott a dolog.Valóban nem volt
szó reléről eddig de már arra is kellet gondolnom kínomban :S De
valóban nem jó mert a lpt nem tud akkora ampert leadni ami teljesen
behúzza :D Így marad az irlz34n fet :D
|
|
|
|
2010. jan. 28. 20:09 | Válasz | #3963 |
|
Szia Viktor !
Szerintem közvetlenül az LPT port kivezetése nem alkalmas relé meghajtására. Minden képp kell hozzá egy illesztő áramkör. Én a Magi féle P2B I/O kártyát használom. Komplett, teljes értékü megoldás a ki, és bemeneti jelek illesztésére. |
|
| © Kulcsar Zoltan | 2010. jan. 28. 19:59 | Válasz | #3962 |
|
Szia Viktor
Kicsit konkrétabban .Olvasom visszafelé de ott nincs szo reléröl és bekötésröl . |
|
|
|
2010. jan. 28. 18:54 | Válasz | #3961 |
|
Ha még nem késő
magánban elküldtem.
|
|
| © VViktor | 2010. jan. 28. 17:14 | Válasz | #3960 |
|
Feladom. Egyszerűen nem
tudom hova kell bekötni a reléket hogy működjön is :( Valaki árulja
el hogy hogyan kell beforrasztani melyik lábakra? És hogy hol tudom
megnézni melyik lábak aktívak?
|
|
| © T.Robert | 2010. jan. 22. 23:18 | Válasz | #3959 |
|
Szia! Itt van pár
fajta, az egyik tud fúrni, de a kőrinterpolációval van gondja a
másik meg fordítva. Próbáltam, de nekem nem sikerült tökéletesíteni.Edgecam_mach3
|
|
| © sneci | 2010. jan. 22. 21:56 | Válasz | #3958 |
|
Van valakinek
EdgeCamhez mach postprocesszora?
A 4. tengely forgatóhoz lenne. Ha nincs ilyen, de van bármi mach postproci, akkor annak a forrása is jó lenne. Abból könnyebb kifaragni a 4. tengelyt és nem kellene 0-ról indulni. |
|
| © Pál | 2010. jan. 22. 13:51 | Válasz | #3957 |
|
VB Script Editort kell
megynyitni A mach3ban az operator menü alatt és ebben tudod
szerkezteni az M kódokat PL igy :
M3 ActivateSignal(OUTPUT1) ez bekapcsolja az egyik relét M4 ActivateSignal(OUTPUT2) ez bekapcsolja az másik relét M5 DeActivateSignal(OUTPUT1) ez kikapcsolja mindketőt DeActivateSignal(OUTPUT2) Miután igy megszerkeztetted az M kódokat külön külön a Config menü alatt a port and pins-ben az output signal-nál hozzá kell renedelni az output 1 és 2-hez az adott portot és kimenetetet. Röviden ennyi.  |
|
| © lovas gyula | 2010. jan. 22. 13:43 | Válasz | #3956 |
|
Ilyenkor átirom a
jegyzettömbe a G2-G3 vagy forditva G3-G2
|
|
|
|
2010. jan. 22. 12:57 | Válasz | #3955 |
|
Most direkt
kiprobaltam, Mozzilla, forum frissites percenkent, Luxfunk Radio
Online, ;
bombol a funky Sorozatlyuk furas Mach 3-al, Compaq 760MHz proci. 560M ram, Semmi gond.  , megy az! , megy az! (Azert igenytelen munkan probaljatok ki!) |
|
| © VViktor | 2010. jan. 22. 12:50 | Válasz | #3954 |
|
Ment a Pm És én is
megyek sajna :( Sziasztok mára :)
|
|
| © Pál | 2010. jan. 22. 12:46 | Válasz | #3953 |
|
Megvan a megoldás !
Ha érdekel akkor irj egy mailt aztán magánba megbeszéljük |
|
| © VViktor | 2010. jan. 22. 12:31 | Válasz | #3952 |
|
Pál ha tudnám hogy kell
nem kérdeztem volna :D Ezért is írtam le a jelenlegi kódokat talán
úgy könnyebb nektek a segítségadás.
|
|
| © VViktor | 2010. jan. 22. 12:30 | Válasz | #3951 |
|
Zoltán Egy IRZL34es fet
kapna jelet a nyomtató portról és azt nyitná ami meg adná a 1 Voltot
ami menne a relére.
|
|
| © Pál | 2010. jan. 22. 12:21 | Válasz | #3950 |
|
Erröl lemaradtam.
(3946)
Az a megoldás hogy az M3 kódot nem használod hanem csinálsz egy új M kódot pl:M7. Aztán a VB editorban megszerkeszted és hozzárendelsz egy plusz kimenetet. |
|
| © Pál | 2010. jan. 22. 12:21 | Válasz | #3950 |
|
Erröl lemaradtam.
(3946)
Az a megoldás hogy az M3 kódot nem használod hanem csinálsz egy új M kódot pl:M7. Aztán a VB editorban megszerkeszted és hozzárendelsz egy plusz kimenetet. |
|
| © Kulcsar Zoltan | 2010. jan. 22. 12:19 | Válasz | #3949 |
|
Te hogyan szeretnéd
hogy müködjön ?
A külsö elektronika alatt a vezérlést gondoltam nem a teljesitmény elektronikát .  |
|
| © VViktor | 2010. jan. 22. 12:17 | Válasz | #3948 |
|
Szia Pál nem nem erre
kell. Hanem ez a script ami most van az egy lángvágó gépé. És át
akarom alakítani festék fújásra,de nem a gépet csak a programot.
Ahhoz kellene az a lehetőség hogy vagy csak egy szelep kapcsoljon be
vagy mind kettő.
|
|
| © Pál | 2010. jan. 22. 12:12 | Válasz | #3947 |
|
Ha elmondod miért kell
ez a plusz relés akármi lehet hogy találuk rá más megoldás.
Csak nem látom át miért is kell hogy ez így működjön. Csak nem egy öntartó mágneskapcsolós megoldáshoz kell ? Az egyik bekapcsol a másik relé meg megszakitaná at öntartást? Modjuk ennek semmi értelem. 
|
|
| © VViktor | 2010. jan. 22. 12:04 | Válasz | #3946 |
|
Szia Zoltán. Most jelen
esetben úgy működik,hogy az m4el bekapcsol egy mágnes szelep,amíg
melegítem a vasat és utána jön az m3 ami kikapcsolja a melegítő
oxigént és bekapcsolja a vágó oxigén szelepét.Tehát most is
kapcsolgatja csak nem úgy ahogy szeretném:( A külső elektronika
megvan azaz fet-es hajtás.
|
|
| © Kulcsar Zoltan | 2010. jan. 22. 11:53 | Válasz | #3945 |
|
Szia Viktor
Szoftveresen a Mach-bol nemhiszem hogy lehetséges . Használj valami külsö elektronikát .( logikai IC-ket ) de ehez tudni kell az egész folyamatot . Nem is olyan egyszerü , föleg ha többször jön az m3 -m4-es sor . |
|
| © Kulcsar Zoltan | 2010. jan. 22. 11:45 | Válasz | #3944 |
|
A Mach3-hoz igen , de a
bennelévö wizard-hoz is ?
Az külön licensz . A Mach szerintem nemtud ilyet csinálni föleg nem külsö programmal készitett G-cod nál . Azt a progit (ArtCam) kellene megnézni amivel generálod a g-codot .Még valami a kép vagy ábra az nem Demo véletlen?Letöltött ábráknál gyakran elöfordul hogy bele bele firkál akár a G-codba is . |
|
| © VViktor | 2010. jan. 22. 11:34 | Válasz | #3943 |
|
Sziasztok Ezek szerint
senki nem tud segíteni nekem?
|
|
| © giraffe | 2010. jan. 22. 11:32 | Válasz | #3942 |
|
Szia!
ArtCam -ben készült a kód. G-Code(Arcs)mm beállítással. A Mach3-hoz van lic. fájlom. |
|
| © Messer | 2010. jan. 22. 11:30 | Válasz | #3941 |
|
Config/General
Config/IJ Mode - próbáld ki úgy, hogy ezt átállítod.
|
|
| © Kulcsar Zoltan | 2010. jan. 22. 11:23 | Válasz | #3940 |
|
Szia
Ezt akkor csinálja ha a Wizard-al generálod a G-codot . Az csak demo licensz kell hozzá . Hol csináltad a G-codot ?
|
|
| © giraffe | 2010. jan. 22. 10:55 | Válasz | #3939 |
|
Üdv Mindenkinek!
Lenne egy kérdésem. A Mach3 a következőt műveli egyik napról a másikra: G-kód betöltése után a marópálya megjelenik az ablakban, plusz telerajzolja körökkel. Ha elindítom a marást, ezeken is végig akar menni. Mi lehet a gond? Újratelepítés után is ugyanez van. |
|
| © D.Laci | 2010. jan. 22. 09:05 | Válasz | #3938 |
|
Egy link szerintem
elfér minden hozzászólásod végén!
Nekeljen már mindig keresgélni.... http://www.cnc.hupont.hu/3/kapcsolat |
|
| © Sz.József | 2010. jan. 22. 08:47 | Válasz | #3937 |
|
Szia. Kössz az infót.
Milyen konfigurációval viszi a MAC3-at? Hátha mást is érdekel. |
|
| © DeaK Jozsef | 2010. jan. 21. 20:05 | Válasz | #3936 |
|
Szia Komolyra fordítva
a szót nekem most ajánlottak egy G320 notit. Elhoztam rátettem a
MACH3 csodálatosan fut rajta. Honlapomon megtalálod elérhetőségemet
hívj ha érdekel.
|
|
| © DeaK Jozsef | 2010. jan. 21. 19:59 | Válasz | #3935 |
|
Ez így igaz, de 2x2 gb
tettem a HP gépbe. A VGA is innen kapja a ramot. Akkor a VGA a 3 ból
veszi el?
|
|
| © Kardos Kálmán | 2010. jan. 21. 19:35 | Válasz | #3934 |
|
Érdelne a gép.kérlek
add meg a számod,felhívlak a részletek ügyébe.
|
|
| © Svertel Istvan | 2010. jan. 21. 18:29 | Válasz | #3933 |
|
XP-röl fut ? Akkor kár
bele a 4 giga memória , ugyanis az XP csak 3 gigát lát !!!
 
|
|
| © Gruber Márton | 2010. jan. 21. 17:40 | Válasz | #3932 |
|
Helló Mindenki!
Kamerásoktól kérdezném hogy a Z magassága mennyire befolyásolja a kép minőségét és a beállíthatóság pontosságát? |
|
| © Sz.József | 2010. jan. 21. 13:03 | Válasz | #3931 |
|
Kössz az ötletet és a
"hasznos" infókat...
Akkor a diplomata táskával kezdem... 
 |
|
| © lovas gyula | 2010. jan. 21. 12:44 | Válasz | #3930 |
|
Ha nagyon profin
dolgozol minden csili-vili laptopot lekörözöl, és van foganytyúja.
Viszont nem megy akkúról, ami nem is baj mert csak nyafog a hálózati
töltésért
|
|
| © lovas gyula | 2010. jan. 21. 12:41 | Válasz | #3929 |
|
Ha mindenáron laptop,
akkor épits magadnak. Egy nagyobb diplomata táskába belefér egy
profi alaplap táppal és a néhány még nélkülözhetetlen elem. Szemben
pedig elfér egy lecsupaszitott 17" monitor. A táskát még meg is
vasalhatod igy atombiztos vezérlő géped lesz
|
|
| © Sz.József | 2010. jan. 21. 12:04 | Válasz | #3928 |
|
Kössz az infót..,
megnézem.
Egyetértek veled, én sem használnák 200e Ft-os szerkezetet ilyen célra. Én is egy 40-50e Ft-os gépre gondoltam. De pl. egy subnoti + replikátor vagy dokkoló nem tudom megfelelne-e? A 12,1”-os képernyő nem akadály, mert már a 15”-hoz is szemüveg kell.  
|
|
| © svejk | 2010. jan. 21. 11:50 | Válasz | #3927 |
|
A régebbi tipusok
mentek a saját dokkolójukon keresztül...
Vegyél 40-50 ezerért egy használt régebbi márkás notit ha mindenképpen ragaszkodsz ha mobilitáshoz. Én biztos sajnálnék egy 200-ezer forintos notit ilyenre használni. a 100-ezres kategóriában meg semmilyen LPT nincs, nem hogy dokkolót adnának hozzá. Legtutibb egy használt márkás asztali gép, nem sokkal nagyobb mint egy noti (Pl. dell optiplex GX260 mini), és másra nem használni. |
|
| © Sz.József | 2010. jan. 21. 11:29 | Válasz | #3926 |
|
Üdvözöllek Gyula!
Ez azt jelenti, hogy ez irányba (dokkoló, portreplikátor) ne gondolkozzak? |
|
| © Sz.József | 2010. jan. 21. 11:27 | Válasz | #3925 |
|
Az előbbi kérdésemből
kimaradt.
Van-e preferált notebook (vagy laptop? A fene tudja mikor melyiket használni) típus amelyiket nagyon nem ajánlotok, vagy éppen fordítva amelyik nagyon megbízható az alant említett feladatra. IBM? HP COMPAQ? FUJITSU SIEMENS? TOSHIBA? Vagy egyéb? Üdvözlettel Sz. József. |
|
| © lovas gyula | 2010. jan. 21. 11:22 | Válasz | #3924 |
|
Nem lesz egyszerű az
életed!
|
|
| © Sz.József | 2010. jan. 21. 10:58 | Válasz | #3923 |
|
Üdvözlök mindenkit! Egy
segítségre (információra, esetleg konkrét tapasztalatra) lenne
szükségem. A Mach3-at notebookról szeretném "megszólaltatni" (a
mobilitás miatt gondoltam a notebookos megoldásra). Az lenne a
kérdésem, hogy portreplikátoros vagy dokkolós megoldás szóba
jöhet-e? Itt az LPT portra gondolok. Mivel a vásárlás elött állok
ezért szeretném tudni, hogy ezirányba érdemes-e "nézelődni'"?
Ha esetleg erre egyértelmű igen vagy nem a válasz akkor nézzétek el nekem mert nem értek a számítógépekhez. Úgy érzem, hogy az összes ide vonatkozó témát visszaolvastam, de erre vonatkozólag sehol nem találtam utalást. (vagy csak elkerülte a figyelmemet?) Segítségeteket előre is köszönöm |
|
| © svejk | 2010. jan. 21. 10:43 | Válasz | #3922 |
|
Igen, azért írtam.
|
|
| © VViktor | 2010. jan. 21. 08:50 | Válasz | #3921 |
|
A [code] részek nem
tartalmazzák a scriptet :D
|
|
| © VViktor | 2010. jan. 21. 08:49 | Válasz | #3920 |
|
Sziasztok mesterek. azt
szeretném megkérdezni hogy hogyan lehetne módosítani a meglévő m3-as
kódomat hogy az előtte lévő m4-el bekapcsolt relét ne kapcsolja ki
csak kapcsoljon be egy másikat is? Ez az m3as [code]If not
GetOEMLed(83) then DoOEMButton(103)
DoOEMButton(226) DoOEMButton(225) [/code] Ez az m4es [code] If GetOEMLed(83) Then DoOEMButton(103) Code ("M8") While IsMoving() WEnd SetVar(17,2) Code ("G4P#21")[/code] |
|
| © Sanzistift | 2010. jan. 21. 00:50 | Válasz | #3919 |
|
Dehonnem.
Rádiót, CD-t, akár még filmet is lehet nézni fél szemmel, de másik vasról. Itt a titok. :) |
|
| © elektron | 2010. jan. 20. 23:59 | Válasz | #3918 |
|
Meló közbe nem szabad
zenét hallgatni !
|
|
| © Sanzistift | 2010. jan. 20. 23:51 | Válasz | #3917 |
|
Na jó, de feltételezem,
hogy bélabá gépn esetleg más is műxik, mint Mach3.
A tapasztalatom az, hogy szűz telepítésre felrakva nincs gond, ha van RAM, és tűrhető videókártya. Ipari gépként a leggyengébb itteni Hurco-ban van 1 giga roci, meg 256 RAM, de azon nem megy winfos, szigorúan DOS-ban ketyeg minden. A vidikártya S3Trio, van neki vagy 32-64 RAM-ja. Néha lassú, de a melót nem akadályozza, csk rajzoláskor torpan meg néha egy pár pillanatra. Tehát jó ide az öreg vas is, az a fontos, hogy egyidőben mi terheli a masinát. Az XP már erős terhelés, ha az alapot telepítjük, és nem szedjük ki belőle a médiaplayert, meg egyéb szarokat a telepítőből. Szerintem. |
|
| © Sanzistift | 2010. jan. 20. 23:44 | Válasz | #3916 |
|
Nekem NF7, AMD 2500+,
Barton magos, ezért 3200+ sebességén futtatva.
1 Giga ram, videókártya (mert az sem árt, ha jó) nVidia GeForce 5700-E 128Mb. Eddig akármilyen tesztkódot generáltam, ment szépen. |
|
| © Sir-Nyeteg | 2010. jan. 20. 22:43 | Válasz | #3915 |
|
Haverokkal mi
mindannyian ~ P3 800MHz-es gépeket használunk, még nem volt gondunk
vele. Standard PC-ként van telepítve, semmi egyéb program. Szigorúan
ipari gépként használva. Memória sem több, mint 256-512M ram.
|
|
| © bélabá | 2010. jan. 20. 22:34 | Válasz | #3914 |
|
Akkor asszem kevés a
ram a gépemben :-( 512MB
Köszi mindenkinek! Az arc-sr posztprocit megnézem... Üdv! |
|
| © Kardos Kálmán | 2010. jan. 20. 22:16 | Válasz | #3913 |
|
Neked van?
|
|
| © svejk | 2010. jan. 20. 22:05 | Válasz | #3912 |
|
P4 2,4GHz 512Mb DDR1
40GB 13 ezer Ft.
|
|
| © Kardos Kálmán | 2010. jan. 20. 21:50 | Válasz | #3911 |
|
Kőszi, igy teszek.
|
|
| © Kulcsar Zoltan | 2010. jan. 20. 21:42 | Válasz | #3910 |
|
Jok lesznek csak kérjél
bele legalább 1Gb rammot .
|
|
| © Kardos Kálmán | 2010. jan. 20. 21:27 | Válasz | #3909 |
|
Köszi,beszélek velük.
|
|
| © DeaK Jozsef | 2010. jan. 20. 20:56 | Válasz | #3908 |
|
http://www.makrotex.hu/home.php?cat=1
ennél a cégnél vettem itt van tán még nekik |
|
| © Kardos Kálmán | 2010. jan. 20. 20:52 | Válasz | #3907 |
|
Ezek szerint nem kell
egy nagy gép.
|
|
| © Kardos Kálmán | 2010. jan. 20. 20:46 | Válasz | #3906 |
|
Ezt nagyon jó áron
veted.Hol lehet ilyet venni?
|
|
| © Kulcsar Zoltan | 2010. jan. 20. 20:43 | Válasz | #3905 |
|
Szia Kálmán
Nálam van olyan gép ani 1800as ( Intel Pentium IV ) procival és 1Gb rammal megy ( semmi gondom vele ) .Az 500 000sor az nem olyan tul sok egy reliefnek , érdemes egy külön gépet csinálni a CNC-hez .
|
|
| © DeaK Jozsef | 2010. jan. 20. 20:28 | Válasz | #3904 |
|
itt a gp fotója
|
|
| © DeaK Jozsef | 2010. jan. 20. 20:23 | Válasz | #3903 |
|
Nekem egy HP intel
pentium 3000 procival és 4 giga memóriával szerelt gépen fut.
Kizárólag csak a mach3 fut rajta nagyon jó gyors kis gép és nagyon
megbízható. a Gépet 22000 ft ért vettem.
|
|
| © Kardos Kálmán | 2010. jan. 20. 19:13 | Válasz | #3902 |
|
Szia!
Mijen gép az ideális a Mach-hoz? |
|
| © vakeger | 2010. jan. 20. 17:55 | Válasz | #3901 |
|
Üdv. Használj arc-os
posztprocesszort, ez körívekkel közelíti a pályát, ezért rövidebb
lesz az NC kód (függőleges ívekhez G18 v. G19 kell). Vagy bontsd fel
több darabra és részenként küld rá a kódot. Vagy ha a darab
megengedi, növeld a tolerancia értékét a pálya paramétereinél.
|
|
| © Sanzistift | 2010. jan. 20. 15:41 | Válasz | #3900 |
|
Jóval több memória, és
gyorsabb proci segíthet.
Ha leírod mi van benne, akkor tudjuk azt is, hogy hogy lehetne óccón tuningolni, ha lehet. Én elsősorban memóriára tippelek. Gondolom, XP alatt megy a Mach. Az sem jó, ha sok minden megy a háttérben. |
|
| © bélabá | 2010. jan. 20. 15:32 | Válasz | #3899 |
|
Sziasztok!
3D relief marással próbálkozgatok. Artcam által generált kódot adok a mach3-nak. A kód elég nagy lett (több mint 500000 sor). Amikor a mach megkapja rettenetesen belassul. Kézi mozgatásnál pl. a billyntyü leütés után gondolkodik másodperceket mire elindul:-) Ha bezárom a g-kódot azonnal "fellélegzika" a mach. Mit lehet kezdeni ezzel? Egy erősebb számítógép segíthet ezen? |
|
| © Laslie | 2010. jan. 17. 17:55 | Válasz | #3898 |
|
Ha javasolhatom a
kézikerék vásárlásnál érdemes olyan típust venni ahol nem egy kis
kar áll ki a síkból, hanem egy mélyedés van az újjhegynek. Bár én
nem dolgozom ilyennel, de annak idején kipróbáltam egy két gépen és
a gép kezelője is egyet értett abban, hogy sokkal biztonságosabbak a
mélyített kivitelűek. A kart könnyen meglöki az ember ha nyúl a
kerékhez. Bár előfordulhat, hogy lehet állítani a kerék feszességén.
Akkor talán mindegy a dolog.
|
|
| © mambablack2009 | 2010. jan. 17. 17:25 | Válasz | #3897 |
|
köszönöm az informáciot
mindenkinek rotary encoder kapcsolatban!
üdv jozsef |
|
| © motion | 2010. jan. 17. 17:11 | Válasz | #3896 |
|
Nekem van itthon néhány
rotary encoder.
Nincs ekkora tekerője, és úgy néz ki mint egy "modern" kinézetű potméter. NYÁK-ba ültethető, és ha jól emlékszem 25 vagy 30 impulzust ad egy fordulatra. De holnap megnézem az adatlapját. Ha kell küldök egyet grátiszba postaköltségért. |
|
| © Pál | 2010. jan. 17. 16:43 | Válasz | #3895 |
|
Svejk ezt lekésted
|
|
| © svejk | 2010. jan. 17. 16:39 | Válasz | #3894 |
|
Klavio kft.
kézikerék |
|
| © Pál | 2010. jan. 17. 16:39 | Válasz | #3893 |
| © Pál | 2010. jan. 17. 16:36 | Válasz | #3892 |
|
Ha ez megfelel akkor tudom ajánlani a klavio kft vagy másik
nevén T2CNC
|
|
| © mambablack2009 | 2010. jan. 17. 16:00 | Válasz | #3891 |
|
üdv mindenkinek!
érdeklödnék ilyesmi optical rotary encoder tud e valaki beszerzési forrást magyarországon ahol beszerezhetö lenne?  yog
kézikeréknek szeretném beépiteni! yog
kézikeréknek szeretném beépiteni! Amit találtam ithoni forgalmazoknál csak motor encoderként használatosak vanak csak! |
|
| © T.Robert | 2010. jan. 17. 14:41 | Válasz | #3890 |
|
Köszönöm a segítséget!
Ez lesz a tuti a kamerához is.
|
|
| © Kádár Ferenc | 2010. jan. 17. 14:18 | Válasz | #3889 |
|
Én egy laser pointer-t
használok poziciófelvételre nyák gravírozáskor.
Ehhez két gombot meg egy LED-et definiáltam a MACH3 képrnyőre. Egy egyik gomb a lasert a maró poziciójába viszi a másik pedig vissza. A LED akkor világít, amikor a laser pozicióba van. A LED nem csak vizuális jelzés miatt kell, hanem azért hogy a két script tudjon az aktuális állapotról. Ennek felhasználásával nem fordulhat elő, hogy valamelyik nyomógomb kétszer történő lenyomása esetén duplán offszeteli a poziciót. Nagyon FONTOS, hogy ha a MACH3-ban a koordináta korrekció nem 0-fokos akkor csak a X0 Y0 pozicióban szabad átváltani a gombokkal, mert a szögelfodulást a két script nem korrigálja! A SLEEP utasítás a script-ben szükséges, különben baromságokat csinál a program. 'Laser pzicióba állítás If GetUserLED(1500)=1 Then End x = GETOEMDRO(800) y = GETOEMDRO(801) z = GETOEMDRO(802) xx = x - 40.8859 yy = y - 42.0109 SetOEMDRO(800, xx ) SetOEMDRO(801, yy ) sleep 100 code "G00 X" & x & "Y" & y SetUserLED(1500,1) 'Maró pozicióba állítás If GetUserLED(1500)=0 Then End x = GETOEMDRO(800) y = GETOEMDRO(801) z = GETOEMDRO(802) xx = x + 40.8859 yy = y + 42.0109 SetOEMDRO(800, xx ) SetOEMDRO(801, yy ) sleep 100 code "G00 X" & x & "Y" & y SetUserLED(1500,0) |
|
| © DeaK Jozsef | 2010. jan. 16. 18:36 | Válasz | #3888 |
|
Szia ez piszok jó
ötlet!! Kíváncsi leszek a végeredményre

|
|
| © Rinaldo | 2010. jan. 16. 17:54 | Válasz | #3887 |
|
A "Ref All Home" gomb
dolgait nézd meg képernyő szerkesztővel. Az nullázza az aktiv
tengelyeket.
Írd át ha lehet csak X és Y -ra, vagy készíts egy új gombot annak a mintályára. Ehez úgy kell elhelyezned azt a kívánt pozíciót hogy amikor a kamera rááll a főorsó szimetria tengelye legyen fizikailag nullán és kész. |
|
| © T.Robert | 2010. jan. 16. 17:43 | Válasz | #3886 |
|
Természetesen ezt fogom
tenni, arra szeretnék írni egy gombot, hogy ne kelljen minden
alkalommal beírni az ofszetet.
|
|
| © vakeger | 2010. jan. 16. 17:39 | Válasz | #3885 |
|
A Mach3-at sajnos nem
ismerem, de általában úgy gondolom az a módszer, hogy először
kiméred a szálkereszt és a marótengely közötti xy ofszetet úgy hogy
a marótengelyt veszed nullának. Ezután beállsz a kereszttel a cél
fölé, majd ezt az ofszet értéket beírod aktuális pozíciónak. Ezután
beállsz nullába.
|
|
| © T.Robert | 2010. jan. 16. 17:35 | Válasz | #3884 |
|
Ott tartok, hogy a
mach3 screen szerkesztőben egy gombnak írtam scriptet: Code" g0 x50
y50"
Eddíg ez jó, már csak azt nem tudom mit írjak a következő sorba, hogy az X és az Y legyen nulla. |
|
| © D.Laci | 2010. jan. 16. 17:31 | Válasz | #3883 |
|
Írj hozzá egy makrót,
vagy deffiniáld szerszámként.
|
|
| © T.Robert | 2010. jan. 16. 16:58 | Válasz | #3882 |
|
Egy webkamerát
szeretnék felszerelni a gépemre. Készítettem egy kis tartót egy
optikával kombinálva. A mach3 kamera plugin ezt kezeli, egy
keresztet rak a kamera képére ezzel úgy látom egész pontosan be
lehet állítani a tengelyeket a kívánt pozícióba. Egy kis segítségre
lenne szükségem. Meg lehet azt oldani, hogy a kamerával ami a
marómotor mellé van felszerelve odaállok a kívánt pozícióra, ott
megnyomok egy a mach3 felületére elhelyezett gombot, és ő elmegy x-y
irányban annyit amennyit ahhoz kell, hogy a maró tengelyében legyen
aztán lenullázza a tengelyek helyzetét?
  
|
|
| © D.Laci | 2010. jan. 12. 10:13 | Válasz | #3881 |
|
A számitógép frekvencia
25KHz
A motor tuningba a beállítás Step/mm 20 Gyorsulás 9800mm/s2 Max seb. 750mm/min LookaHead 20 Constant Velocity 5:00 min Exact Stop 5:05 min |
|
| © D.Laci | 2010. jan. 12. 09:52 | Válasz | #3880 |
|
Nekem 25KHz-en
25.38386592G-s gyorsulást ir...
|
|
| © Szedlay Pál | 2010. jan. 11. 22:47 | Válasz | #3879 |
|
Nem ez egy új, de egy
új koncepció alpján és ugyan ott készítik. Nekem sem tudásom, sem
gránit derékszögem és hasonló adottságaim nincsenek( de ez pénzzel
pótolható( rezsi órabér))
|
|
| © Szedlay Pál | 2010. jan. 11. 22:43 | Válasz | #3878 |
|
8x2mm-es, de mi köze
van ennek a Mach3 program futásához? Most itt nem az a kérdés, hogy
milyen a mechanika, hanem az, hogy az állandó leállások mellett is
gyorsabban fut le a program mintha folyamatosan menne.
|
|
| © elektron | 2010. jan. 11. 22:36 | Válasz | #3877 |
|
Jó, de akkor az orsó
milyen emelkedésű, az össz áttételre gondoltam. ?
|
|
| © Szedlay Pál | 2010. jan. 11. 22:34 | Válasz | #3876 |
|
Direkt hajtás
|
|
| © rc | 2010. jan. 11. 22:21 | Válasz | #3875 |
|
Most már kicsit én is
lökött lettem.
750 mm/min ez egy kicsi sebesség direkt hajtásban, és azt hittem ez léptecses vezérlés. Szervóhoz nem értek (még)! |
|
| © elektron | 2010. jan. 11. 22:20 | Válasz | #3874 |
|
Mennyi az áttételed ?
|
|
| © Szedlay Pál | 2010. jan. 11. 22:11 | Válasz | #3873 |
|
Lehet, hogy lökött
vagyok de, szeretném elérni az 1G-s gyorsulást. A szervo hajtás
tudna ennél többet is de a mechanika, azt kétlem. Írd meg légyszíves
milyen beállításokkal teszteljem a Macht szoftveresen amikor még
tudja az 1G-t. Milyen felbontással?
Köszönöm. |
|
| © rc | 2010. jan. 11. 22:06 | Válasz | #3872 |
|
Na ez nekem magas, hogy
a Mach3 miért nem tud nálad nagyobb felbontást lekezelni?
|
|
| © Szedlay Pál | 2010. jan. 11. 22:03 | Válasz | #3871 |
|
Nem faipari gép! De
mivel a Mach3 szoftveresen nem tud többet, én pedig egy GALIL
kártyát ( DMC-1856)használok hardveresen és ezt a beállítást amit a
kártyával el tudok érni, itt nem biztos, hogy sokan tudnák
tesztelni, ezért maradtam ezeknél a paramétereknél.
|
|
| © Szedlay Pál | 2010. jan. 11. 21:57 | Válasz | #3870 |
|
Ja és egy kicsit
offolom a topikot, de mentségére legyen mondva ebben a
konstrukcióban direkt hajtást javasolt áttétel nélkül, tehát nem
áttétel függő!!!!!
|
|
| © rc | 2010. jan. 11. 21:56 | Válasz | #3869 |
|
Nem kicsi így ennek a
próba gépnek a felbontása (0,05 mm)?
Általában 100 ill. 200/mm felbontást használunk. Vagy ez egy faipari gép lesz? |
|
| © svejk | 2010. jan. 11. 21:55 | Válasz | #3868 |
|
Értem...
Ez még mindig az a bizonyos régi gép amit abban a komoly forgácsolóműhelyben készítettek? |
|
| © Szedlay Pál | 2010. jan. 11. 21:52 | Válasz | #3867 |
|
Nem tudom még, de most
építem( hisz a hobbysta kisérletezik) szerintem a beépített
alkatrészek minősége és a váz merevsége megengedi, Tibor45 a
dinamikát kiszámolta szerinte rendben. A mechanika meg majd kiderül)
|
|
| © svejk | 2010. jan. 11. 21:40 | Válasz | #3866 |
|
Kicsit más kérdés..A Te
mechanikád bírja is ezt a majdnem 1G-s gyorsulást?
|
|
| © Szedlay Pál | 2010. jan. 11. 21:33 | Válasz | #3865 |
|
Ha lúd, legyen kövér.
Én 300-ra állítottam és az eredmény 4:39 5:00 az exakt stop javára,
még mindig. De miért????? Abszolút nem logikus. Miért lassabb??
|
|
| © Szedlay Pál | 2010. jan. 11. 21:13 | Válasz | #3864 |
|
Ok megpróbálom úgy is a
tesztet.
|
|
|
|
2010. jan. 11. 20:45 | Válasz | #3863 |
|
Szia!
A LookaHead legalább 200 legyen. |
|
| © Szedlay Pál | 2010. jan. 11. 20:34 | Válasz | #3862 |
|
Aki A-t mond mondjon
B-t is.
Mindenki kipróbálhatja. Itt a fájl. http://www.cnctar.hunbay.com/Szedlay/2es_maro_teteje.tap Próba fájl A számitógép frekvencia 65KHz A motor tuningba a beállítás Step/mm 20 Gyorsulás 9800mm/s2 Max seb. 750mm/min a general configba exakt stop beállítás majd a Mach újra indítása és fájl futtatása nem szimulációban hanem valós időben. Utána folyamatos beállítás a generál configban, újra indítás és futtatás valós időben. És láss csodát az exakt stop beállítás rövidebb időalatt csinálja meg, Miért????????? |
|
| © DeaK Jozsef | 2010. jan. 11. 19:26 | Válasz | #3861 |
|
Miben van konvertálva
mielőtt a Mach 3 ba betőltöd.
|
|
| © Íjász | 2010. jan. 11. 15:22 | Válasz | #3860 |
|
Nem. Pontosan az a baj,
hogy az AC mindent egyenesekből rak össze. Gondold el, hogy akár egy
egyenes raszteren is megáll akár 50szer is. Szétrázza a gépet. Ha
meg leveszed a gyorsulást akkor meg megőszülsz, mire egyetlen csíkot
is megcsinál. Egyébként, nem vettem észre,hogy bármit is "gyengébben
" csinálna, de szép folyamatossá válik a mozgása. A normális
méretezett programokat, amiben már ívek is vannak, ugyanolyan
szépen, hiba nélkül megcsinálja.
|
|
| © mambablack2009 | 2010. jan. 11. 12:01 | Válasz | #3859 |
|
szia
azt nézd meg hogy a bilentyüzet és az egér ps2 csatija nincs e felcserélve ha ps2 mintketö! nálam máskor ezért fagyot az xp! |
|
| © svejk | 2010. jan. 11. 08:26 | Válasz | #3858 |
|
Nem fordítva?
Exact stop-nál minden sor végén teljesen lelassít 0-ra a motortuningban beállított gyorsulási érték szerint. Constant velocity-nél pedig próbálja a sebességet tartani, de ennek az az ára lehet hogy egyes sarkokat nagyvonalúan lekerekít. Főleg nagy sebesség és gyorsulásoknál. Sajnos magyar nyelvű részletes leírás még tudtommal nem született e funkciókról. A setup-ban elvileg a szög értékét is be lehet állítani ami alatt ne vegye figyelembe a constant velocity-t. |
|
| © Íjász | 2010. jan. 10. 23:47 | Válasz | #3857 |
|
Ennek az az oka, hogy
nem pontos a Mach saccolója. Az exakt stoppot egyébként nem ajánlom,
mert ArtCam G-kóddal szétszedi a géped... (az AC csak egyenes
szakaszokkal dolgozik)
|
|
| © Kulcsar Zoltan | 2010. jan. 10. 23:14 | Válasz | #3856 |
|
Szia Bodi
Igen Angol a felületem és nem variáltam vele semmit miota fent van . A 2.042-t használom az 1.09*** Lazy val . Meg várom hogy a Sanzi mit tud csinálni a magyaritással és ha ok akkor azt fogom használni . Valakinek van már tapasztalata a magyaritással ( Sanzi féle Mach3 ) . Ijász : Pontosan igy vagyok vele én is ha megy akkor nem bojgatom . |
|
| © Szedlay Pál | 2010. jan. 10. 23:08 | Válasz | #3855 |
|
Sziasztok!
Egy érdekességre lettem figyelmes a mai nap. Ha lefuttatok egy 6200 soros G kódot a Machban exakt stopp beállítással 4:56 alatt csinálja meg, Ha pedig constant velocity módban akkor 6:10 alatt. Na ennek mi lehet az oka? |
|
| © KoLa | 2010. jan. 10. 21:29 | Válasz | #3854 |
|
OK köszi!
|
|
| © vakeger | 2010. jan. 10. 20:15 | Válasz | #3853 |
|
Ha új telepítés, mindig
elsőnek rakd fel az alaplapi drivereket, majd a videokártya drivert.
Az eszközkezelőben ellenőrizd, hogy nincs-e sárga kérdőjeles eszköz.
Ha van, annak is rakd fel a driverét. Ha minden OK és mindig gond
van, (bár ha korábban nem volt akkor most se kellene) a videókártya
beállításoknál egy csúszkával több lépésben vissza lehet venni a
hardveres gyorsítást. Ez ugyan nem célszerű általában, hisz épp az a
cél hogy minél kevésbé terhelje a procit a megjelenítés, de
ideiglenesen ( új VGA kártyáig ) segíthet.
|
|
| © KoLa | 2010. jan. 10. 19:49 | Válasz | #3852 |
|
Én már többször is
bizonyítottam hogy hiányosak az ismereteim a számítástechnikában -
most megint-hol kell ezt állítani és mennyire?
|
|
| © vakeger | 2010. jan. 10. 19:44 | Válasz | #3851 |
|
VGA gyorsítás jó ? Ha
baj van vele akkor annyira lefogja a procit, hogy minden akad.
|
|
| © KoLa | 2010. jan. 10. 19:24 | Válasz | #3850 |
|
Nincs benne semmi csak
a videókártya és a vinyó na meg dvd író!
programok sincsenek rá telepítve a Mash3 és a TotalCommanderen kívül |
|
| © KoLa | 2010. jan. 10. 19:19 | Válasz | #3849 |
|
Próbáltam mindkettőt és
még egy rádiósat is nem az volt a baj!
|
|
| © KoLa | 2010. jan. 10. 19:17 | Válasz | #3848 |
|
Ez jó ötlet
 délután
amit lehetett a billentyűzetről kapcsoltam és az egér beállításainál
közepesre vettem a gyorsaságot, utána bírta végig! délután
amit lehetett a billentyűzetről kapcsoltam és az egér beállításainál
közepesre vettem a gyorsaságot, utána bírta végig! |
|
|
|
2010. jan. 10. 17:08 | Válasz | #3847 |
|
Beállítások->Szerszámút
beállítások->Rotations->A forgatás engedélyezése
Ha a rádiógombok közül az X van kijelölve, az X tengelyvonala mentén forgat. Egy öreg Walter szerszámélező CNC átalakításánál alkalmaztam. Mit mondjak...látványos. |
|
| © Svertel Istvan | 2010. jan. 10. 15:35 | Válasz | #3846 |
|
Ez szerintem nem egér
baj lesz ! Van vezeték nélküli internet kártya abban a számítógépben
? Amikor lefagy , be van kapcsolva a hálózati kapcsolat ? Én szívtam
így egy D-link kártyával .
|
|
| © vbodi | 2010. jan. 10. 14:29 | Válasz | #3845 |
|
És angol képernyőt
használsz? Nekem nagyon jól bejött a Magi-féle H2-es felület, minden
rajta van, amire szükségem van.
|
|
| © Íjász | 2010. jan. 10. 13:30 | Válasz | #3844 |
|
Szia!
Nem használom. Én a screen editorral igazítottam amennyire szükségem volt az egyik Hobby cnc verzión, azt használom, meg az alap képernyőt szeretem. Érintőképernyőm, meg nincs, minek szórakozzak vele, mikor amik vannak, már jól muzsikálnak. |
|
| © vakeger | 2010. jan. 10. 13:04 | Válasz | #3843 |
|
Cseréld ki a PS2-est
USB-re. Vagy fordítva.

|
|
| © D.Laci | 2010. jan. 10. 12:58 | Válasz | #3842 |
|
Ne használj egeret! :)
|
|
| © KoLa | 2010. jan. 10. 11:51 | Válasz | #3841 |
|
Ma sokmindent akartam
esztergálni de egész délelőtt az egérrel szívtam állandóan lefagy a
cursor és attól kezdve nem lehet mit kezdeni a géppel csak ha
kikapcsolom áramtalanítom és újból bekapcsolom! A max 1.5 óra volt
amit kibírt. pedig 3 egeret is kipróbáltam - tud valaki segíteni? az
XP-t 2 hete telepítettem eddig jól működött!
|
|
| © Kulcsar Zoltan | 2010. jan. 10. 09:50 | Válasz | #3840 |
|
Szia Ijász
Használod ? Megéri vele foglalkozni ,Nálam ott megállt a dolog hogy csináltam vele egy teljesen uj képernyöt és azt használtam egy darabig .Tudod , csak a csicsa maradt , de utánna vissza tettem az eredeti képet . Csak a garfikai résszel foglalkoztam ( alap kép, gombok , dro stb ) .Ennek igy nemsok értelme , biztosan sokkal többet tud csak én nem ismerem .
|
|
| © Íjász | 2010. jan. 10. 04:30 | Válasz | #3839 |
|
Ez nem egy külön
program, hanem egy screen (képernyő felület) a Mach3-hoz. Az R3.041
verzió fölött lehet installálni.
Támogatja az érintőképernyőt, lehet jelszavas védelmet beállítani, a diagnosztikára és többféle képernyőfelbontással is megy (640x480-tól). Meg még pár csicsa. |
|
| © elektron | 2010. jan. 10. 00:42 | Válasz | #3838 |
|
Csak venni kell
karácsonyra egy nagyobb PC-t.
|
|
| © Kulcsar Zoltan | 2010. jan. 10. 00:23 | Válasz | #3837 |
|
Ja
Egy probát megért .Igy megvagyok nyugodva. |
|
| © elektron | 2010. jan. 10. 00:20 | Válasz | #3836 |
|
A sok csicsa-micsa.
|
|
| © Kulcsar Zoltan | 2010. jan. 10. 00:09 | Válasz | #3835 |
|
Szia
Van saját szerkesztöje ha az tudja akkor nem nagy szám . Probáltam és csináltam uj képernyöt meg gombokat meg hu de szépet csak a végén annyira megterhelte a procit hogy elkezdett akadni a gép . |
|
| © Sir-Nyeteg | 2010. jan. 09. 23:28 | Válasz | #3834 |
|
Valaki mesélte, hogy ő
talált egy olyan mach3 verziót, amiben tök jól mutatja a 4 tengelyt
ahogy forog/forgatja. Tehát grafikusan is.
Ez nagy számnak minősül? |
|
| © Kulcsar Zoltan | 2010. jan. 09. 23:22 | Válasz | #3833 |
|
Szia
Szerintem ez a Mach2-3 , csak valami honositás és persze mivel uj ezért drágább is mint a Mach . Lehet hogy tévedek de vannak más pédák is ilyesmire .Csicsa micsa uj képernyö ( régi vagy még az sem program ).
|
|
| © Autotec | 2010. jan. 09. 23:14 | Válasz | #3832 |
|
Valakinek van valami
tapasztalata erröl a programról?MachMotion
|
|
| © Íjász | 2010. jan. 09. 20:00 | Válasz | #3831 |
|
Igen, láttunk már
ilyet.
Ezt a hibát az okozza (többek között) hogy betöltéskor nem áll x-y 0-án. Ilyenkor nullázni kell, majd újrarajzolás (vagy töltés) |
|
| © KoLa | 2010. jan. 09. 19:48 | Válasz | #3830 |
|
Mi okozhatja azt hogy a
G28.1 (tengelyek referenciálása)nem működik a Mach3Turn -ben, csak a
manual képernyő set home gombjaival tudok referenciálni!pontosabban
az MDI-be ha beírom semmi, ha megnyitok egy Gkódot és beírom a
végére M30 előtt semmi!
|
|
| © agabor | 2010. jan. 08. 17:27 | Válasz | #3829 |
|
Ez egy szériamunka
volt, ugyanazzal a betöltéssel martam előtte is már, és nem
állítgattam semmit.
Mindegy, biztos valamiért egy kis bug-ra futott a program. |
|
| © Kulcsar Zoltan | 2010. jan. 08. 08:36 | Válasz | #3828 |
|
Szia
Ha töbször megcsináltad már és az ujra inditás használt akkor valoszinü hogy a g code töltödött rosszul vagy azt a sort nemtudta kiolvasni .Elöfordul ez mással is ( nagyon ritkán ) .Olyan hülyeséget ir hogy szerkesztés nélkül csak a program tud ilyet csinálni véletlenül . |
|
| © vakeger | 2010. jan. 08. 05:55 | Válasz | #3827 |
|
Nem lehet hogy
átállítottad a körívek definiálási módját (abs/rel)?
|
|
| © elektron | 2010. jan. 08. 03:12 | Válasz | #3826 |
|
Csak nem valami
kerekítési hiba ...
|
|
| © agabor | 2010. jan. 08. 02:53 | Válasz | #3825 |
|
Ilyet már látott
valaki? Van egy file, amit többször is kimarattam már. Egyszercsak
leállt a Mach3 ezzel a hibával:
"Radius to end of arc differs from radius to startline" Hiába nyomkodtam bármit, nem volt hajlandó továbbmenni. Kiléptem a Mach3-ból, újraindítottam, innentől újra működött ugyanaz a maróprogram, akárhányszor futtatva. |
|
| © DeaK Jozsef | 2010. jan. 05. 10:37 | Válasz | #3824 |
|
Nézd meg a
beállításokat a honlapon fent van ezzel nagyon jól működik nálam.
Így több billentyűt is tudok használni.
|
|
| © elektron | 2010. jan. 05. 01:31 | Válasz | #3823 |
|
Köszönöm, már megvan ,
volt több oka is.
|
|
| © elektron | 2010. jan. 05. 01:31 | Válasz | #3822 |
|
Köszi, közben már rá is
jöttem, a Step Dir pinek még nem voltak kiosztva, most raktam csak
fel tegnap este. Most pörgetném a motort mikrolépéssel.
|
|
| © VTamás | 2010. jan. 05. 01:00 | Válasz | #3821 |
|
Katt. az operátor
fülre,aztán pipáld ki a controll offline-t.
|
|
| © Nemes János | 2010. jan. 05. 00:52 | Válasz | #3820 |
|
E-stop?
|
|
| © elektron | 2010. jan. 05. 00:48 | Válasz | #3819 |
|
Mach3-ban a kézi
mozgatáshoz mit kell beállítani ? Nem akar megnyikkanni, a Hot
key-eket már beállítotam. Mit kell még ? Képernyőn sem mozdul az
aktuális pozíció .
|
|
| © Tibio | 2010. jan. 04. 12:47 | Válasz | #3818 |
|
Mach3 indítása után a
következő üzenet jelenik meg a Status sorban:
"No shuttle detected of type selected" Mit hiányol? |
|
| © Tibio | 2010. jan. 04. 12:33 | Válasz | #3817 |
|
Üdv!
Milyen sebességet jelent a Mach3 Diagnostics ablakban a Blended spd? Futtatás közben a Feed rate és a Unit/min miért bnem egyezik? |
|
| © DeaK Jozsef | 2010. jan. 03. 21:56 | Válasz | #3816 |
|
mint ahogy írtam a
lassü sebességnél nincs ez a jelenség ez a régi kisgépem.
Nézd meg a honlapomon felvan téve ez az alkazrész amiből több ezerdb kell csinálni. aminta utáni marások ott megtalálod |
|
| © KoLa | 2010. jan. 03. 21:45 | Válasz | #3815 |
|
Ez csak most
jelentkezett vagy régebben is volt vele probléma? Ez az a nagy
marógép?vagy egy új?
Ha egy régebbi gépen nem változtattál semmit és most lépést veszt gyorsításnál akkor én mechanikai problémára gondolok |
|
| © DeaK Jozsef | 2010. jan. 03. 21:35 | Válasz | #3814 |
|
Sajnos nem egyenlő a
gémemen a gyorsulás a lassulással. Hirtelen megindul és ez most gond
mert több ezer ugyanolyan alkatrészt kel megmunkálni. Azt veszem
észre hogy induláskor hirtelen teljes gőzzel indul el a 0 0
koordinátáról és itt sajnos előfordul a 0,02 mm lépéstévesztés. ez
sajnos egy bizonyos darab után már átlépi a tizedeket is. Ha
leveszem nagyon lassúra sebességet akkor nincs probléma.
|
|
| © DeaK Jozsef | 2010. jan. 03. 21:29 | Válasz | #3813 |
|
Gyere be a skypére
nagyon fontos lenne |
|
| © KoLa | 2010. jan. 03. 21:23 | Válasz | #3812 |
|
Én úgy látom a
beállítási grafikonból hogy a gyorsítás egyenlő a lassítással ,és
hogy ott inkább a gyorsítást állítjuk nem a lassítást!
Mert ugye lassulni segít a mechanika........ De gyorsulásnál ellene dolgozik:) |
|
| © DeaK Jozsef | 2010. jan. 03. 20:59 | Válasz | #3811 |
|
A lassulást motor
tuning ba tudom állítani.
De az indulásnál hogy ne hirtelen induljon el azt is be kellene állítanom mert kigy van mikor sajnos 100-adokat téveszt. |
|
| © DeaK Jozsef | 2010. jan. 03. 20:57 | Válasz | #3810 |
|
Tudja e valaki hogy
hogy lehet beállítani a Mach3-ba az indulási sebességet ugyan úgy
mint a lassulást?
|
|
| © KoLa | 2010. jan. 03. 20:46 | Válasz | #3809 |
|
Tehát a softlimit
kapcsolót ha aktiváljuk akkor érvényesek csak a Homing/Limits
beállításai,de azt meg a Mach írja be a Gkód program végső pozícióit
figyelembe véve?
Én is tudtam oda beírni akármit,azt viszont szeretném tudni hogy ezt melyik koordináta rendszerben kell megadni? a gépi vagy a program? Vagy ez a softlimit kapcsolótól függ?
|
|
| © KoLa | 2010. jan. 03. 20:37 | Válasz | #3808 |
|
Van mind a kettő itt
vannak a képek
 
|
|
| © Lakatos | 2010. jan. 03. 12:47 | Válasz | #3807 |
|
Szofveres végállás
határolás.
Nem hardweres végálláskapcsolók vannak felszerelve a gépen,hanem a ref. kapcsoló és a softmax és softmin valamint a Gkódban megadott értékekből kiszámolja mikor vagy végállásnál és leállítja a programot. Milyen ref kapcsolókat használsz? |
|
| © KoLa | 2010. jan. 03. 10:37 | Válasz | #3806 |
|
Na jó lett! nem
telepítettem újra semmit, úgy kötöttem be hogy a számítógép GND-je
megy a bemenetre a kapcsolókon keresztül!
G28-al először az X aztán a Z tengely megy "haza" Tettem rá mérőórát , 0.01 mm en belül áll vissza , vagy 20-szor próbáltam egymás után. Még egyet kérdeznék a Homing/Limits beállításainál softmax és softmin mit jelent pontosan? |
|
| © Kulcsar Zoltan | 2010. jan. 03. 00:10 | Válasz | #3805 |
|
Háát , nemtudom nem
kéne hogy XP vagy Mach software hiba legyen de ha nincs más ötleted
csináld .
Valami nagyon régi Mach3.185 talán nem tudom pontosan de az biztos hogy legalább két éve ugyan az van fent .Csak Lazy-t cserélgettem de már az sem kell . |
|
| © KoLa | 2010. jan. 02. 23:46 | Válasz | #3804 |
|
Igen minden így van -
holnap újra telepítem az XP-t és a Machot is - melyik verzió a
legstabilabb?
|
|
| © Kulcsar Zoltan | 2010. jan. 02. 23:40 | Válasz | #3803 |
|
Szia
Nem rossz . Az elsöképen alapban a Mach gnd-n van és ha a kapcsolo szakit akkor kerül logikai 1 be ( +5V ) a másikon ez pont forditva van használva . Elvileg jo mind a kettö . Az LPT a mach-ban jol van konfigurálva ? Nem hiszem hogy a kapcsolokkal lenne a baj . A lábak stimmelnek , engedélyezve vannak ? A GND a PC GND-je?Ha van optikai leválasztás akkor feltétlen a PC GND-re kösd a kapcsolok közös pontját de ugy hogy a motortáp GND-töl független ( szigetelt ) legyen . |
|
| © KoLa | 2010. jan. 02. 21:54 | Válasz | #3802 |
|
Szia !
Ezeket tanulmányozom , hátha megértem , de itt van két foto az egyiken zárt a másikon nyitott érintkező, az egyiken ellenállás a másikon gnd összekötése a bemenettel 

|
|
| © Kulcsar Zoltan | 2010. jan. 02. 21:21 | Válasz | #3801 |
|
Szia
A H1 PcB vezérlök leirásánál megtalálod az Isvánnál a rajzot . Egyébbként GND-re kell huzni a bemeneteket . Néz át a rajzot az a biztos .  |
|
| © KoLa | 2010. jan. 02. 19:59 | Válasz | #3800 |
|
Három napja szívok a
home kapcsolókkal!
Nem érzékeli a kapcsolást a Mach3,ráfut a kapcsolóra és megy tovább , nem áll meg , nem nullázza magát, mintha ott se lenne 
Lehet hogy nem jól értelmeztem a leírást - a kapcsoláskor 5voltot kell adni a megfelelő bemenetre,vagy fordítva?nem tudom! |
|
| © vakeger | 2010. jan. 02. 17:02 | Válasz | #3799 |
|
Elvileg igen. De nem
tudom van-e hozzá postproci. Bár Fanuc van.
|
|
| © tebis79 | 2010. jan. 02. 16:46 | Válasz | #3798 |
|
köszönöm már keresem is
!
|
|
| © attila2323 | 2010. jan. 02. 16:37 | Válasz | #3797 |
|
Helló!
Mastercam-mal kilehet váltani a lazycam-ot a mach 3hoz? |
|
| © svejk | 2010. jan. 02. 15:37 | Válasz | #3796 |
|
Az xxx helyén mill vagy
turn vagy ilyesmi áll.
Ilyen esetekben érdemes egy értéken állítani aztán megnézni dátum szerint melyik file változott. |
|
| © elektron | 2010. jan. 02. 15:35 | Válasz | #3795 |
|
Valami XML típusba azt
hiszem, de ha nem találod, majd valaki beírja.
|
|
| © svejk | 2010. jan. 02. 15:34 | Válasz | #3794 |
|
Mach3xxx.xml
|
|
| © tebis79 | 2010. jan. 02. 15:32 | Válasz | #3793 |
|
üdv mindenkinek!
Nem tudja valaki véletlenül a mach3 milyen fájlba tárolja le a konfigurácio beállitásokat! Hogy ujra telepitéskor ne kelljen mindent ujra kezdeni mindig beállitásokal! Mert nem a rendszerleiro adatbázistba menti el ezeket a mach3 az már biztos mert ot nincsenek meg ha nem valami fájlba irja le a saját mappájába! |
|
| © vbodi | 2010. jan. 01. 21:30 | Válasz | #3792 |
|
Ok! Köszönöm Nektek a
segítséget. A Siftet ismerem és használom, a Ctrl+nyilllal szoktam
léptetni.
|
|
|
|
2010. jan. 01. 20:49 | Válasz | #3791 |
|
BUÉK.
Állítsál be egy előtolás értéket, és azzal fog menni, vagy nyomd le a sift gombot, és teljes sebességgel megy. |
|
| © Lakatos | 2010. jan. 01. 20:47 | Válasz | #3790 |
|
Írd át az előtolás
ablakban az értéket a Mach minden újraindítás után 6mm/min értékkel
indít.
Amikor G kód futtatás után mozgatod,olyankor a kódban szereplő érték marad az ablakban és azért gyorsabb. |
|
| © vbodi | 2010. jan. 01. 19:40 | Válasz | #3789 |
|
Hol lehet azt
beállítani, hogy kézi léptetésnél a beállított léptetési értéket,
pl.0.5 ne kis lépésekkel lassan, hanem egy ugrással tegye meg a gép?
Néha jól megy, ugrik, de nem tudom, hogy mitől.
|
|
| © Api24 | 2009. dec. 31. 19:34 | Válasz | #3788 |
|
Wizardokat lehet
valahonnan szerezni?
Nincs valami gyűjtemény...stb. Előre is köszi! János BUÉK!!! |
|
| © KoLa | 2009. dec. 30. 22:04 | Válasz | #3787 |
|
Hahóóó!!!
|
|
| © KoLa | 2009. dec. 30. 21:17 | Válasz | #3786 |
|
Sziasztok!
Van egy kis problémám a referencia kapcsolók beállításával valamiért mindíg túlmegy a mikrokapcsolón és csak a második állítja meg ami a tápot szakítja meg! A Mach3 Turn leírását használom az esztergagépem építéséhez,ott azt írja hogy amikor eléri a kapcsolót megáll majd lelép róla és a dro adatait átírja a home limits - home off mezőbe beírt értékre, de nálam nem így működik megy tovább a második kapcsolóig akkor megáll de, a dro mutatja , megy tovább a végtelenségig!amikor már minden megállt! Volna erre egy korrekt leírása valakinek? |
|
| © Sir-Nyeteg | 2009. dec. 25. 22:56 | Válasz | #3785 |
|
Köszönöm! Még tanulnom
kell ezek szerint!
|
|
| © Lakatos | 2009. dec. 25. 22:00 | Válasz | #3784 |
|
Lenze AC szervo lesz a
felelős a leütésért és annyira komplikált nekem a proramozása,hogy
inkább egy PLC-re bíznám a vezérlését.
Pedig valszínű be lehetne állítani egy bemenetet,hogy adott fordulatot megtegyen és utánna pihi,de már az is nagyon sok idő volt mire megmozdult a tetüje,agyon van komplikálva. |
|
| © Lakatos | 2009. dec. 25. 21:55 | Válasz | #3783 |
|
Ácsi!
Neked "csak" egy fúró ciklus kell. pl:G81 X.. Y.. Z-.. R.. F.. X,Y,Z értelemszerű(adott koordináták,a Z a mélység) R visszahúzási pont(az a magasság ahonnan kezdi a fúrást és ahová visszaér fúrás után,két pozició közötti átlépésnél) F előtolás Abban az esetben működik így ha a G81 előtt nem használsz Z pozicionálást,ha igen akkor egy kicsit másképp megy,de a lényege ugyanez. Az első G81 után már csak X,Y kell irnod a többi öröklődik,addig amíg nem használsz más G azonos csoportba tartozó G kódot vagy G80-at. |
|
| © vbodi | 2009. dec. 25. 21:46 | Válasz | #3782 |
|
A PLC-re miért van
szükség? A Mach3 nem tudja közvetlenül(relével) vezérelni?
|
|
| © Sir-Nyeteg | 2009. dec. 25. 21:15 | Válasz | #3781 |
|
Ez jól hangzik! Ebben a
makróban megadható az is, hogy pl z-ben fúrjon egyet? Pl
nyákfúráshoz ne kelljen folyton z-ben mozgatni le fel még min 2
sorral. Ha igen, akkor szívesen elfogadnám a forráskódot hozzá :)
Grat!
|
|
| © Lakatos | 2009. dec. 25. 21:02 | Válasz | #3780 |
|
Heuréka!,Sikerült!
Sikerült kitalálnom egy furfangot,amivel írtam egy olyan makrót,ami öröklődik,azaz nem egylövetű. A program elején egyszer beírom és utánna minden pozicionálást csak X,Y koordinátával megadok és a pozicióba érkezés után várakozik a makróban kitrükkölt ideig,közben a Z tengely Dir kimenetét felhasználom egy PLC-nél bemeneti impulzusnak.Tehát,így tökéletesen alkalmas lesz a Mach3 egy lyukasztó vezérléséhez. |
|
| © mambablack | 2009. dec. 21. 00:15 | Válasz | #3779 |
|
köszi csak jo lenne ha
nagyobbak lenének a képek mert igy nem kivehetöek a beálitások!:(
|
|
| © vakeger | 2009. dec. 20. 19:54 | Válasz | #3778 |
|
De biztos tovább
tartott megtanulni neki így programozni, mint a mérnök úrnak
modellezni. :D Amúgy én is láttam repülőről leesett kínai mérnököt
magyar Autocad-en (amit rühellek) úgy rajzolni, hogy alig tudtuk
követni. Nem volt türelme kivárni amíg nagy nehezen átállítjuk
angolra (ha lehet egyáltalán) :D Azt mondta tolmácson keresztül: jó
lesz az így. És tényleg.

|
|
| © vakeger | 2009. dec. 20. 19:47 | Válasz | #3777 |
|
Szerény véleményem
szerint. Bocs rám ragadt.
|
|
| © vbodi | 2009. dec. 20. 19:44 | Válasz | #3776 |
|
SZvsz.=?
|
|
| © Pál | 2009. dec. 20. 19:40 | Válasz | #3775 |
|
Láttam olyan gépkezelőt
miközben tolta befelé a reggelit fél szemmel ránézett a rajzra és
potyögte be a G kodokat nem kis sebességel.
Pofám leszakad a fazontól. Ránézett egy fröcsszerszám rajzára és mondta hogy ez itt és itt be fog akadni, mondták neki hülye vagy aztán lemodelezték és tényleg úgy volt. Nem kis térlátása lehet a csókának. |
|
| © vakeger | 2009. dec. 20. 19:15 | Válasz | #3774 |
|
Akkor nincs vita.
Szvsz. a régi Charmilles legalább olyan megbízható mint a Fanuc. De
mivel kimúlt, béke poraira. :D Lényegi különbséget nem látok a
Heidenhain és a Fanuc között, csak más parancsot használnak
ugyanarra a funkcióra. Mindkettőn segítene egy, a vezérlésre
ráhúzott magas szintű programozási felület.
Van egy marógépünk aminek Win-es vezérlése van, és nagyon kézreálló a kezelése, de a Win (pontosabban a real módba kapcsolt PC alaplap) miatt nem túl megbízható. Szívesen kombinálnám a kettőt. Pl. az NCT-nél láttam hogy mit kínlódnak azzal, hogy mindenféle metszéseket lekezeljen a vezérlés, hogy a gépkezelő rajzról tudjon programozni, miközben egy egyszerű 16 bites Vector 1.0 megteszi ugyanezt, ráadásul grafikus felületen. És sokkal kisebb a hibalehetőség. Akkor a sok meló helyett célszerűbb volna egy egyszerű robusztus vezérlés ami kezeli a kapott koordinátákat, plusz egy minimál CAM progi kombinálása. Én pl. sohasem programozok parametrikus makrókat, mert a Mastercammal gyorsabban generálok egy helix fúrást, vagy egy zsebmarást, mint ahogy feltöltök adattal egy makrót. És még rendesen szimulálni is tudom. Sőt sugárkorrekciót sem használok, mert a korrigált pálya számítása semmivel sem lassabb, mintha a maróátmérőt kellene átírnom a regiszterben, és az alámetszésekkel, kontúrra állással sem kell foglalkoznom. Bár az ilyesmi egyéni megszokás kérdése. |
|
| © Pál | 2009. dec. 20. 18:46 | Válasz | #3773 |
|
Én is a
megbizhatóságról beszéltem nem a programozásárol.
Nem véletlen hogy a legtöbb helyen a programozást PC-n csinálják aztán feltöltik a gépre. A beágyazott rendszerek nem is a csicsárol szólnak. Akkor mit szolsz a heidenhain beágyazott vezérlések programozásához? Akkor inkább Fanuc mint Heidenhain. |
|
| © vakeger | 2009. dec. 20. 18:16 | Válasz | #3772 |
|
Nyilván nem véletlenül
kvázi szabvány a Fanuc. Szvsz. a beágyazott vezérlések sokkal
megbízhatóbbak mint a PC-n alapulók. Meg a több évtizedes
tapasztalat is rengeteget számít, hiszen egy csomó hibát
kiküszöbölnek az évek alatt. A mostani Charmilles gépek már Fanuc
vezérléssel kerülnek forgalomba, nyilván nem érte meg a fejlesztés.
Mindenesetre nekem nem voltak rossz tapasztalataim, sőt. Az új
gépünk Fanuc, amire egy Win-es felületet húztak rá és a plusz
kényelmi funkciók mellett sem kedvelem annyira, mint a régi
Charmilles vezérlést(mondjuk egy beégett relét én nem igazán
vezérlési hibának tekintek). Azokkal a Fanuc-okkal amikkel
találkoztam leginkább ugyanaz a bajom, mint az Autocad-el. Kiváló,
és sokat tud de mivel folyamatosan fejlődött, nem tud kilépni egy
régebbi gondolkodásmódból. Kevés memória, DNC-zés, regiszter alapú
parancsfeldolgozás... persze ez kissé ellentmond annak a
véleményemnek, hogy a beágyazott rendszerek milyen frankók. :D
De a megbízhatóság mellett nem igazán tudok megbarátkozni azzal, hogy pl. a szerszámadatokat ilyen-olyan cellákba kell ki és betölteni, ahelyett hogy a gép tudná minden egyes szerszám összes adatát, függetlenül attól hogy az éppen hol van. A makróírás meg kész röhej. Még jó hogy nem a csipek lábaira kötött feszültségekkel kell programozni. |
|
| © Pál | 2009. dec. 20. 17:32 | Válasz | #3771 |
|
Fanuc 1956-óta gyárt
vezérléseket csak nálunk kezd mostanába elterjedni.
Tudomásom szerint 1955-ben John Parson kérte fel az MIT-t mint alvállalkozót hogy megépítse az első NC gépet. A Fanuc 1 ével utánna már kiadta az első nem kutatási céllal fejlesztett NC-t. És 1958-ban elsőként gyártott kereskedelmi forgalomba NC vezérlés, Makino Milling Machine Co., Ltd. részére. Több mint 50 év gyárt ezek szerint vezérléseket, azért ez sejtet valamit. Én 8 év alatt egyszer láttam hibával leállt Fanuc vezérlést de ott a motor tekercsfeje zárlatos lett és szó szerint felrobbant. A vezetékekből kb 8-10 mm eltűnt, de mikor kicserélték a motort a vezérlő simán működött tovább. Mondjuk ez egy 12kW ac szervó volt. |
|
| © vakeger | 2009. dec. 20. 17:03 | Válasz | #3770 |
|
Ja arról meg is
feledkeztem, hogy télen +10 és +35 között változik a gép
hőmérséklete (előírás 21+-1 fok), mert a főnök spórol a fűtésen.
Ennek ellenére gond nélkül megy mindegyik.
|
|
| © vakeger | 2009. dec. 20. 16:55 | Válasz | #3769 |
|
Hm. Érdekes. A miénk
évek óta gond nélkül megy. Mondjuk eredeti vezérlés van benne, nem a
Winnel megfejelt Fanuc ami újabban divat. Ha áramszünet van, utánna
ott folytatja a munkát ahol leállt. Még az utoljára parancssorba
beütött karakterekre is emlékszik. Lehet típusfüggő, mert az igaz
hogy nincs két egyforma gépük.
|
|
| © DeaK Jozsef | 2009. dec. 20. 16:47 | Válasz | #3768 |
|
Köszi a segítséget
|
|
| © Pál | 2009. dec. 20. 16:15 | Válasz | #3767 |
|
Láttam és mindig
szívóágon voltak a géppel.
Svájci huzalszikra és úgy meg volt bonyolitva hogy a kapcsolási rajzon is csak úgy lehetett elmeni ha letetted a földre. Azt sohasem értettem hogy minek kelle egymás után kötni 5db mágneskapcsolót a betápra ami mindig beéget. És ez csak egy a gyerekbetegségek közül. Télen a csarnokba kinyitották az ajtót és leált a gép mert lehült a levegő kb 0.1 fokot. Erre a hibára még a gyártó cég se tudott mit mondani. Szerintem mindenki ilyen vezérlésre vágyakozik |
|
| © D.Laci | 2009. dec. 20. 15:59 | Válasz | #3766 |
|
Józsi bácsi nem lehetne
egy direkt linket ? :)
http://www.cnc.hupont.hu/4/linkek |
|
| © vakeger | 2009. dec. 20. 15:34 | Válasz | #3765 |
|
Ezt csak azért mondod,
mert nem találkoztál még eredeti Charmilles vezérléssel. :)
|
|
| © DeaK Jozsef | 2009. dec. 20. 15:31 | Válasz | #3764 |
|
Szia!
A mach3 beállításait megtalálod honlapomon a www.cnc.hupont.hu linkek oldalon. Ott fogod látni a teljes beállítást az lpt port kiosztást is. |
|
| © Pál | 2009. dec. 20. 14:01 | Válasz | #3763 |
|
Fanuc vezérlésű gépen
melóztam 8 évet.
Egy biztos hogy megbizhatóbb vezérlést még nem gyártottak. |
|
| © mambablack | 2009. dec. 20. 13:23 | Válasz | #3762 |
|
A mach3 még nálam
vezérlö nélkül futt tehát nincs az lpt semmi eletronika!
még most jön a mézes mazag az eletronika és a mechanika!:):) |
|
| © mambablack | 2009. dec. 20. 13:20 | Válasz | #3761 |
|
szerencsére van egy pár
cnc vezérlö tipus a világon és mindegyik igen eltér egymástol
ugy mint egy fanuc vagy siemens vezérlö sem egyforma! szerencsére mért is ne! na a mach3 egy ilyen egyedi csoda! nincs mese kivüröl megkel tanulni! bár g- codban szinte meg egyezik a fanuc vezérlönek de van pár g cod eltérés az már el elnyészö max ezekre kell odafigyelni! rhinocam 2 elég jol tud forditani mach2..mach3 postprosssor motorként edig nem kiabált gépi kod problémára a mach3! udv jozsef |
|
| © Pál | 2009. dec. 20. 13:14 | Válasz | #3760 |
|
Mit kötöttél be?
Vakegér mást javasolt.
|
|
| © lari | 2009. dec. 20. 13:13 | Válasz | #3759 |
|
Ez megvan,de ezen belül
nem találom....
|
|
| © mambablack | 2009. dec. 20. 13:08 | Válasz | #3758 |
|
Ez beköt és lám fut a g
code!
köszönöm vakeger! és mindenkinek! |
|
| © vakeger | 2009. dec. 20. 11:53 | Válasz | #3757 |
|
Akkó megérdemli...

|
|
| © Pál | 2009. dec. 20. 11:37 | Válasz | #3756 |
|
Az is megoldás, de
amint mozgatni is szeretné a gépet kezdödik a fejvakarás hogy miért
nem mozog.
|
|
| © vakeger | 2009. dec. 20. 11:27 | Válasz | #3755 |
|
Rá kell nyomni az
Offline gombra, és utánna a Reset-re.
|
|
| © Pál | 2009. dec. 20. 10:54 | Válasz | #3754 |
|
A hiba oka az hogy a
resett gombot nem is tudodnád kinyomni mert a LPT port 10-es
bemenetét le kellene huznod földre egy kis elenálásal , kb 10-100
Ohm.
Vagy a Config menüben a ports and pins-ben az input signal alatt keresed meg a EStop bemenetet és pipáld ki az active low-ot. Ezután már tudod kapcsolni a resett gombot. |
|
| © D.Laci | 2009. dec. 20. 10:45 | Válasz | #3753 |
|
mach3turn
wizards pick wizard |
|
| © lari | 2009. dec. 20. 10:40 | Válasz | #3752 |
|
Üdvözletem!
Tanulgatni próbálom én is a mach3 használatát. Olvasgatom a kézikönyvet de egy kicsit az elején elakadtam Azt írja, hogy a varázslók közül tültsük be az eszterga varászlót . Nos én ezt nem találom a varázslók között. Hol keressem? Be lehet ezt máshogy is tölteni? |
|
| © D.Laci | 2009. dec. 20. 08:32 | Válasz | #3751 |
|
"RESET" gomb villog?
|
|
| © mambablack | 2009. dec. 20. 03:34 | Válasz | #3750 |
|
Üdv mindenkinek!
most ismerkedek a mach3 mill verzioval de el akadtam benne! egy egyszerü szüzen fel telepitet demo verziorol van szo és a saját demo g-kodokat megnyitva a mach3 mal nem tudom el inditani egy egyszerü futatási szimuláciot sem! Cycle start gombal lehetne inditani ezt a futtatást a "program run" menü alat de nem törtánik semi el indulás a gcode futatásként! ez mért van hogy nem történik meg a szimuláció??? a mach3 leirást már át nyálasztam de nem jötem rá mért nem reagál a szoftver semilyen egy egyszerü szimulácio lefutatásra! ezt probáltam régebbi verzioknál is 1.82 és ujaknál is 3.042! mit csinálok roszul! valaki nem tudna küldeni egy olyan config fájlt amibe a mach3 letárolja az alap beálitásokat ezt biztos valahova vagy valamibe le menti! |
|
| © Fokti Mihály | 2009. dec. 18. 22:38 | Válasz | #3749 |
|
Köszönöm de azzal volt
problémám, hogy nem tudtam megnyitni mert maga az ikon ott volt és
semmi több..#3675.Azt hiszem ott hibáztam, hogy lefagyott a program
és nem csináltam utána "Driver Test" -et
|
|
| © DeaK Jozsef | 2009. dec. 18. 21:47 | Válasz | #3748 |
|
Bemész a motor tuning
ott az első.
|
|
| © Fokti Mihály | 2009. dec. 18. 18:33 | Válasz | #3747 |
|
Köszönöm segítséged én
is hasonlóra gondoltam.
Léptetőmotoros 1.8 fok. tehát 200 egész lépéses. Korábban be volak állítva ezek az értékek, csak most nem tudom elérni a Mach3-on belül. |
|
| © vbodi | 2009. dec. 18. 18:25 | Válasz | #3746 |
|
Attól függ, hogy milyen
mikrolépést használsz.A mikrolépések számát osztod a
menetemelkedéssel, megkapod az egy mm-re eső lépések számát.
Pl 800-as mikrolépés, 5-ös emelkedésű orsó =160 ezt kell beírni a Mach3 ablakába. |
|
| © Fokti Mihály | 2009. dec. 18. 18:12 | Válasz | #3745 |
|
Segítségetekre lenne
szükségem Mach3-on szeretném beállítani a Config/Motor Tuning/Steps
Per értéket 8mm és 10 mm-es menetes szárakhoz, ha jól tudom a
8-asnak 1.25mm azaz 160-as érték és a 10-esnek 1.5 mm
menetemelkedése azaz 133.33 értékre kell állítani.Segítségeteket
előre is köszönöm.
|
|
| © vbodi | 2009. dec. 18. 18:01 | Válasz | #3744 |
|
Köszönöm a tanácsokat.
|
|
|
|
2009. dec. 18. 09:02 | Válasz | #3743 |
|
Bármelyik, kivéve az
ECP-t (a DMA-s módot a Mach nem kultiválja...)!
|
|
| © Kulcsar Zoltan | 2009. dec. 18. 07:35 | Válasz | #3742 |
|
Szia Bodi
Tulsok variácio nincs SPP , Standard Paralel Port Ez a szokványos , azt hiszem müködik mással is de ez a tuti . |
|
| © vbodi | 2009. dec. 18. 06:32 | Válasz | #3741 |
|
Sziasztok!
A KIcsi gépemhez összeraktam egy konfigot:Gigabyt G31M-ES2C alaplap; ATI HD4670 VGA;Kingmax 2x1GB 1066MHz RAM; Intel Core2Duo E7500 2.93GHz proci. A Bios LPT port beállításánál a következőket lehet vállasztani:SPP;EPP;ECP;ECP+EPP. A Mach3-hoz melyik beállítást javasoljátok? |
|
| © Lakatos | 2009. dec. 11. 21:41 | Válasz | #3740 |
|
Alakulok,már sikerült
megtalálnom egy funkciót a G81-hez,csak sajnos pont fordítva
működik,akkor aktiválja a kimenetet amikor a Z pozitív tartományban
van,jó lenne valahogy megfordítani a működését.Ne kelljen relékkel
vackolni.
Vajon a nem használt furó ciklusokat lehet valahogy szerkeszteni? Esetleg belepiszkálni a működésbe? Tud valaki ilyesmi funkcióról? |
|
| © Lakatos | 2009. dec. 10. 22:42 | Válasz | #3739 |
|
Köszi a léptetőm már
vagy 2-3 éve várja a sorsát,hogy bekerüljön a helyére,vezérlőt azt
még nem sikerült szerezni hozzá.De van egy hasonló méretű DC szervóm
is talán lehet azzal könnyebben zöldágra vergődök majd.Mivel
manapság már a szervó megy jobban,A terv folyamatosan
formálódik,attól függően mi akad a kezem közé nagyon nyomott árakon.
A felesleg vagy ami kiesik a kosárból,mert nem bírok vele az piacra kerül,így jártak most az AC szervó cuccaim. Szerinted hogyan lehetne rávenni a mach3-at,hogy az Mkód funkciója öröklődjön sorról sorra. |
|
| © Sanzistift | 2009. dec. 10. 22:33 | Válasz | #3738 |
|
Így már sokkal
érthetőbb számomra.
Véletlenül pont van egy ipari 10Nm-es léptetőmotorom, beszerzési áron elviheted, nem akarok rajta keresni. Sajnos, macro ügyben addig nem tudok segíteni, míg én is el nem ásom magam a témában rendesen. A sajátomhoz is kell majd írni, közben fogok beletanulni. De ahhoz egy kész gép kell, az meg még csak folyamatban. Addig fordítom a Mach-ot, meg agyalok a gépen... :) |
|
| © Lakatos | 2009. dec. 10. 22:27 | Válasz | #3737 |
|
Na szóval valami
ilyesmit szeretnék összehozni:
http://www.youtube.com/watch?v=-pthkc0yf3o Az alapgép kb.60 éves:) Jelenleg 1Nm-es léptetőkkel és dos-os progival megy,ezt szeretném feljavítani szervósra és Mach3-mal megküldeni.Valamint a szerszám revolvert most kurblival tekerem,azt egy 10Nm-es léptetőre bíznám,az lenne az A tengely. Ehhez keresek megoldásokat.Mach3-hoz különböző macrokat amik vezérlik a szerszámcserét,jó lenne iránylogikával.Adnak jelet a PLC-nek a fő szervónak a leütéshez.Az egy 5Kw-os AC szervó lesz,remélem nem fogja széttépni a mechanikát,majd be kell lőni a nyomatékhatárolást. Szóval macroban keresek bármi segítséget. |
|
| © Sanzistift | 2009. dec. 10. 20:51 | Válasz | #3736 |
|
Ha valós futtatás
közben működik, akkor jó.
A szerkesztőben lehet, hogy nem is lenne értelme. Elvieg azért vagy ott éppen, mert tudod, hogy mit, és hogyan szeretnéd. A szerkesztő szerkesztésre van. Futtatás közben meg lehet próbázni. Nekem logikus, szerintem ez így rendben van. :) |
|
| © Lakatos | 2009. dec. 10. 20:48 | Válasz | #3735 |
|
A hiba a machban van
sajnos.
Nem is biztos,hogy hiba. Ha a g kód futtatás közben hívom meg a makrót akkor működik. Ha a script szerkesztőben indítom el akkor nem észlelni a várakoztatást. |
|
| © Lakatos | 2009. dec. 10. 20:46 | Válasz | #3734 |
|
Azért mondtam,mert a
fúróciklus tökéletes a számomra,de hogy a fenébe bírjam rá közben
valamelyik kimenetet a jeladásra.
Valamint nem szeretnék a többi értékkel foglalkozni (Z,F,R)amit használnék,az az ismétlés (L) |
|
| © Sanzistift | 2009. dec. 10. 20:29 | Válasz | #3733 |
|
Ez verzióhiba lehet. AZ
exe működésébe én nem tudok beleírni, csak a szöveges részt tudom
módosítani.
Ha megint piszkálod, mert nínózik, akkor sajtpapírra felvésni, hogy hol-mit módosítottál, miről, és mennyire. Ezek talán segítenek. Lehet, hogy egyedi a problémád, de lehet, hogy másnak is van, csak eddig nem tűnt fel neki. Én azon imádkozom, hogy kijönne egy hiba nélküli verzió, amiben ráadásul a szövegfájlok külön vannak. Az maga lenne a mennyország fordításkor. (most fogyott el az utolsó magyar szál cigim. Úgy tűnik abba is akarom hagyni már, mert itt 5€-ért nem veszek cigit. van is helyette 800g gumicukor, ha annak nem fogy el a fele reggelig, akkor még beteg sem leszek. Csak tapadni fogok, mint a gumi...)  
|
|
| © KoLa | 2009. dec. 10. 20:22 | Válasz | #3732 |
|
Szia Sanzi! bocs hogy
közbeszólok de most az van hogy amióta az általad magyarított
verzióval gyakorolok néha a motorok elkezdenek "szirénázni"
vagyis kb 0.5 Hz-es hullámzása van minden motornak! "nínó-nínó" - így mennek!!! Sikerült már kiküszöbölnöm valahogy tegnapelőtt de már nem tudom hogy mit állítottam , mert egyszercsak jó lett ,és tegnap megint nínózott amikor bekapcsoltam, de azóta sem jöttem rá mi okozhatja - ma bekapcsoltam és nínózik  van
valakinek hasonló tapasztalata? van
valakinek hasonló tapasztalata? |
|
| © Sanzistift | 2009. dec. 10. 17:58 | Válasz | #3731 |
|
Már csak azt kell
kideríteni, hogy miért lett jó, és utána hajrá... :)
Oprendszered tiszta? Futnak más dolgok a háttérben? Csak erre használod a gépet? Azért kérdezem, mert bár triviális kérdések, de az egyik ismimnél akkor nem mentek a bonyis kontúrok pontosan a hálózatra kötött gépen, mikor a gyerek épp torrentezett, meg a helyi hálózatot terhelte... Elvileg semmi köze hozzá, de a hálózati kábel kihúzásával minden probléma megoldotta magát. Hát csak ezért... :) |
|
| © Sanzistift | 2009. dec. 10. 17:55 | Válasz | #3730 |
|
Pedig a sima fúróciklus
addig nem megy a következő pozícióra, amíg nincs megint a kiindulási
helyzetben a fúró, esetünkben a lyukasztó.
Próbáld meg fúrásként megírni, fals fordulattal, meg maximális tolással(illetve amin lyukasztasz)... Akár még jó is lehet... de ez csak egy tipp. |
|
| © Lakatos | 2009. dec. 10. 17:51 | Válasz | #3729 |
|
Közben valami miatt
összejött és működik a várakoztatás,már csak az a gondom,hogy nem
öröklődik:(
Minden sort M kóddal kell befejezni. |
|
| © Lakatos | 2009. dec. 10. 17:49 | Válasz | #3728 |
|
Konkrétan úgy
híjják,hogy CNC lyukasztó.
A várakozás a lyukasztási ciklushoz szükséges. Jó lenne valami öröklődö dolog,sajnos az M kód nem az. A G81-en is töröm a fejem,de még nem jött semmi jó ötlet. A jelenlegi egy DOS-os progi az G81-el müködik,de nagyon béna. Pl.Nem ismeri az ismétlési lehetőséget Hiába irom be,hogy L6 akkor is egy sor 1 művelet. Valahogy aktiválni kellene egy kimenetet és várakoztatni a kód futását. |
|
| © Sanzistift | 2009. dec. 10. 17:44 | Válasz | #3727 |
|
Konkrétabban?
Mert erre van a feltételes programstop. Csak nyomni kell rá egy startot, és már megy is tovább. M1 parancs. A konkrét meg azért érdekel, hogy miért nem jó hozzá az M0 vagy az M1. |
|
| © Lakatos | 2009. dec. 10. 17:40 | Válasz | #3726 |
|
Majd szerszámcsere is
lesz,azt egy kicsit majd másképp kell megoldanom,biztonsági okokból.
Egyenlőre arra van szükségem,hogy a pozicionálás után legyen egy pillanatra egy aktív kimenetem,elég egy tüske is,csak egy olyan hosszú impulzus,hogy a PLC értelmezni tudja.És utánna egy várakozási idő kellene amit be tudok állítani,majd ugrás a következő G kód sorra azaz a következő pozicióra és kezdődik minden előről. Valami ötlet,hogy macróban a G4-en kivül még mivel tudok várakoztatni? A G kódokat vágom,de ez a macro halálos,minden bajára van és nem igazán akar menni. |
|
| © Sanzistift | 2009. dec. 10. 14:50 | Válasz | #3725 |
|
Ezt sem tudom, ennyire
még nem vagyok belemélyedve...
|
|
| © Pál | 2009. dec. 10. 14:46 | Válasz | #3724 |
|
Valahol található erröl
a VB script editorol leirás?
Mert ez igy használhatatlan, se paracsot se paramétert nem lehet tudni hogy mit csinál. |
|
| © Pál | 2009. dec. 10. 14:42 | Válasz | #3723 |
|
Én semmibe nem akarom
rakni egyelőre.
Lakatosnak kell, de én nem nyilatkozhatok az ő nevében. |
|
| © Sanzistift | 2009. dec. 10. 14:38 | Válasz | #3722 |
|
Nem tudom.
Mibe akarod rakni, mit csinál a makró? Szerszámcsere? |
|
| © Pál | 2009. dec. 10. 14:36 | Válasz | #3721 |
|
Kipróbáltam P1000-el is
de nincs változás.
|
|
| © Sanzistift | 2009. dec. 10. 14:21 | Válasz | #3720 |
|
A G4 tudomásom szerint
ms-ban várja az értékeket alapértelmezés szerint.
|
|
| © Pál | 2009. dec. 10. 13:39 | Válasz | #3719 |
|
VB script editorban
lépésenként tesztelve az időzitést nem veszi figyelmebe.
ha futtatod akkor egy pilanatra megjelenik a kimeneten egy inpulzus de a mach-ban ezt nem jelzi vissza, de a hozzárendert porton észlelhető. Az időzitó ciklusal van valami bibi. |
|
| © Lakatos | 2009. dec. 10. 13:17 | Válasz | #3718 |
|
Ha valaki tudna
segíteni örülnék neki.
Ez a macro vajon miért nem működik? ActivateSignal (output2) Code"G4 P1" DeactivateSignal (output2) |
|
| © KoLa | 2009. dec. 09. 22:35 | Válasz | #3717 |
|
A G76-t igen de a G32-t
érdemben még nem sikerült használni!
|
|
| © VTamás | 2009. dec. 09. 21:54 | Válasz | #3716 |
|
Mindjárt megpróbálom az
Általad javasoltakat.
KÖszönöm! |
|
| © KoLa | 2009. dec. 09. 21:04 | Válasz | #3715 |
|
Nekem működik XP alatt
a Sanzi által magyarítás alatt álló verzió!Ha nem az a verzió volt
fent akkor uninstalláld azt a verziót majd az eszközkezelőben töröld
ki a Mach drivert is, és még a C-ből töröld ki a mappát is majd
restart!A Sanzi mappájában benne van a telepítő is azt rakd fel és
restart után írd felül az exét, nekem így működik XP alatt a gépes
gépen , nincs rá telepítve csak a Mach3 és a Totalcommander , és
alegtöbb funkció is le van tiltva amire nincs szükség.
|
|
| © VTamás | 2009. dec. 08. 23:58 | Válasz | #3714 |
|
Mondjuk nem jól
kérdeztem.
Tudom,hogy van a Sanzi által ilyen. Az Vista alatt van.Én viszont nem tudom XP.re tenni. Már többször megpróbáltam.Nem ment. |
|
| © VTamás | 2009. dec. 08. 23:50 | Válasz | #3713 |
|
Köszönöm!
Mondd csak valami magyar nyelvű kezelőfelület van ehhez? Én nem tudok ángliusul."Kicsit" zavaró. |
|
| © KoLa | 2009. dec. 08. 23:47 | Válasz | #3712 |
|
Én is bénázok vele
eleget ,de ezt tudtam - örülök hogy segítettem!
|
|
| © VTamás | 2009. dec. 08. 23:40 | Válasz | #3711 |
|
Na,mielőtt segítséget
kértem itt,megpróbáltam egy csomószor,nem ment.
Most a segítség kérés után még egyszer nekifutottam.Működik. Természetesen én voltam a béna. :) Azzal volt a gond,amit mondasz Kola. |
|
| © KoLa | 2009. dec. 08. 23:33 | Válasz | #3710 |
|
Zend-et minuszba -
próbáltad?
|
|
| © VTamás | 2009. dec. 08. 23:30 | Válasz | #3709 |
|
Egy kis segítséget
szeretnék kérni Tőletek.
A Mach3 Turn wizzard-al támadt gondom. A menetvágás lemegy,viszont,ha a többit próbálom,az sehogyan sem működik. Mindegy milyen értéket adok meg,mindenképp azt írja a hibaüzenet,hogy Zstart<=Zend. |
|
| © KoLa | 2009. dec. 07. 22:21 | Válasz | #3708 |
|
Nem tudom nem igazán
úgy működik még a gépem mint kellene, a kódokat is még most tanulom
- esztergálni tudok, de a számítógép még zavarja az
együttműködésünket

|
|
| © Plk | 2009. dec. 06. 18:17 | Válasz | #3707 |
|
Ksznm. Valami ilyesmin
merengtem,mert hogy a stop gombra megál a progi futása is, és akkor
ahogy írod,ez megoldható. Majd keresek valkit, ki összehozza ezt a
vezérlőmbe. (tanultam, de nem eleget). Köszi ötlet.
|
|
| © Pál | 2009. dec. 06. 00:47 | Válasz | #3706 |
|
Reléknél gondoskodni
kell a védő diódákról is mert külömben szérverheti a vezérlést vagy
a PC-t is.
|
|
| © Pál | 2009. dec. 06. 00:42 | Válasz | #3705 |
|
Van egy primitív
megoldás.
A biztositékok után teszel reléket és a záró érintkezőket felsorolva bekötöt a vész stop körbe. Ha kimegy a bizti akkor elejt a relé és megszakad a stop kör ami a programot is leállitja. Esetleg relé helyett lehet megfelelő söntel optocsatolókat is tenni. |
|
| © Kulcsar Zoltan | 2009. dec. 06. 00:31 | Válasz | #3704 |
|
Szia
Szerinetem ha bármilyen biztosizék kimegy akkor a minkát elölröl lehet kezdeni ( home poziciorol ) , ha az elektronika kimegy azt a PC nemtudja és megytovább , ha a PC állmeg akkor nincs mentés ezért elvileg mindel leáll attol függ hogy az LPT portnak milyen kedve van. |
|
| © Lakatos | 2009. dec. 06. 00:07 | Válasz | #3703 |
|
A Machban van
menetfúróciklus,nem működik rendesen?
|
|
| © Plk | 2009. dec. 05. 23:39 | Válasz | #3702 |
|
Sziasztok!
Tud a Mach olyat,hogy ha gép leáll (biztositékot kivertem), a progi futása is leáll. A nulla pont miat. Vagy csak a gép home, és munkadarab nulla közöti táv feljegyzése a megoldás,hogy a zérom bizt megmaradjon. |
|
| © Sanzistift | 2009. dec. 01. 23:36 | Válasz | #3701 |
|
Nézd már meg, hogy a
menetfúró ciklus hogyan működik az esztergán, mert már rég volt vele
dolgom, és az sem Mach volt.
A levegőben próbáld le. Ha a levegőben műxik, akkor egy egyszerű rugós betéttel megoldható a dolog. És nem szükséges a gyors irányváltás sem. Mint a félautomata esztergáknál. A betétet rányomja a szán, után a megáll. A forgó menet ráhúzza magár a menetmetsző/fúrót, amikor megvan a mélység, akkor a betét kiakad, és nem meneszt tovább. A főorsó irányt vált programból (mindegy, mennyi idő), és ha már visszafelé forog, a szán kicsit rátol, hogy beakadjon a menesztés., utána kifelé jön az egész. De talán még egyszerűbben is meg lehet oldani. |
|
|
|
2009. dec. 01. 22:49 | Válasz | #3700 |
|
Ehhez még buta vagyok.
Még meg sem néztem az MPG-k működési elvét, mégis beszélek
össze-vissza.
|
|
| © KoLa | 2009. dec. 01. 22:45 | Válasz | #3699 |
|
Én úgy tudom hogy 1/50
az 100lépés mivel 2db optokapu kell hozzá hogy az irányváltást
rögtön érzékelje a jelsorozat alapján - nem tudom most linkelni - de
az alényeg hogy az mpg-nek az állásai 01-11-10-00 és ezek követik
egymást mindíg ha egy irányba forgatod ha irányt váltasz a Mach3
rögtön tudni fogja a sorrend megváltozását és máris a másik iráyba
léptet.
|
|
|
|
2009. dec. 01. 22:37 | Válasz | #3698 |
|
Úgy sejtem, nem igazán.
|
|
|
|
2009. dec. 01. 22:36 | Válasz | #3697 |
|
1/50=0,02 mm. De ez már
jó lenne.
És ha az emelkedés 1,5 mm (M10) akkor már más "MPG" beállítás kell. És még mindig ott a menet közbeni átváltás az automata és a kézi üzemmód között. Vagy ha kivűl belül menetes darabot kell készíteni két különböző emelkedéssel, akkor igazán beesik az eső. |
|
| © KoLa | 2009. dec. 01. 22:32 | Válasz | #3696 |
|
Erre a kérdésre
szeretnék választ kapni, hogy egyáltalán kivitelezhető-e ez az
"elvetemült"gondolat a Mach3-al?
|
|
| © KoLa | 2009. dec. 01. 22:29 | Válasz | #3695 |
|
Igen!!! és még az F
értéke is itt van, hogy közel legyen a sebessége a léptetésnek a
valós sebességigényhez, mert ha lassabb akkor nem jó! viszont ha
gyorsabb az jó lehet nagy felbontásnál!
Példáúl" ha a menet emelkedés 1mm (M6)akkor a lépések egy 50 fogas tárcsánál 0.01mm - vagyis az már sima futást jelent - vagy nem? |
|
|
|
2009. dec. 01. 22:15 | Válasz | #3694 |
|
És még valami belém
nyilallt. Minden emelkedéshez újra kellene konfigurálni az "MPG"-t,
hogy mekkora utat tegyen meg a Z egykörülfordulásra.
|
|
|
|
2009. dec. 01. 22:11 | Válasz | #3693 |
|
Program futás közben
hogyan váltasz kézi üzemmódba ?
|
|
| © KoLa | 2009. dec. 01. 22:05 | Válasz | #3692 |
|
No ezért lenne jó ha a
főorsó helyzetjelző tárcsa MPG-ként mozgatná a z tengelyt!
|
|
|
|
2009. dec. 01. 21:58 | Válasz | #3691 |
|
Én ezt úgy gondoltam,
hogy Gyorsjáratal megállni a darab előtt 2 mm-rel. Ekkor a főorsó
már forog, ezzel nincs gond.
A megfelelő előtolással elmenni majdnem a menethosszt programozva (számítva a főorsó túlfutására). És itt jön amit az imént írtam. (A Mach3-ban kell a főorsó visszafelé forgásának a várakozási idejét 0-ra állítani.) Ha az inverter miatt kell, az előre menet után programozzál szünetet, és utána indítd el visszafelé. A rugókat úgy gondoltam elhelyezni, hogy a mtszőbefogó szárán legyen egy váll, amit mindkét oldalról egy.egy nyomo rugó támaszt meg. Így mindkér irányban kiküszöböli a szinkronizálási hibát. Mert ugye a rákapatásnál sem biztos, hogy abban a pillanatban rákap a metsző, ahogy eléri az anyagot. |
|
| © KoLa | 2009. dec. 01. 21:42 | Válasz | #3690 |
|
Valami hasonló elven
gongolkodtam de szerintem elég egy nyomórugó is, az tud mindkét
irányba korrigálni.
Egyébként a cél, az automatizálása a menetvágás minden válfajának,ennélkül nincs értelme az egész gépnek. Van itt még egy probléma - az inverterrel megoldható a hirtelen irányváltás mint a hagyományos esztergákon, kézikarral, mert az sokat segítene a szinkronizálásban ha 0.5s alatt vissza fordulna a főorsó forgása. Próbáltam az inverteren szorítani az indítási és fékezési időt de 2s alatt már hibajelet adott
|
|
|
|
2009. dec. 01. 21:24 | Válasz | #3689 |
|
Igen ehhez hasonló.
Ha a metszőbefogót be teszed két rugó közé, szerintem jól fog működni. De vigyázni kell arra, hogy itt menet közben meg kell a tokmánynak állni, és visszafelé elindulni. Tehát lesz egy túlfutása a főorsónak, amikor a szán már nem követi. Vissza indulásnál pont a fordítottja áll elő. Beindúl a főorsó, és csak utána indúl meg az előtolás. A főorsó késleltetését a vissza forgásnál "0"-ra kell állítani. A fellépő asszinkronitást a rugók ki todják egyenlíteni. Így gondolom. Remélem jól gondolom. |
|
| © KoLa | 2009. dec. 01. 21:10 | Válasz | #3688 |
|
Nem tudom meglehet-e
oldani hiszen ez egy közönséges 3 fázisú motor inverterrel és PWM-el
vezérelve - tehát ezt a hajtást csak követni lehet :)
|
|
| © KoLa | 2009. dec. 01. 21:05 | Válasz | #3687 |
|
Ez az Miki?

|
|
| © Sanzistift | 2009. dec. 01. 21:01 | Válasz | #3686 |
|
De ezen az elven
indulva már egyszerűbb egy korrekt enkódert a főorsóval kapcsolatba
hozni, és megugrik a lehetőségeid száma.
|
|
| © Sanzistift | 2009. dec. 01. 20:59 | Válasz | #3685 |
|
Nekem, mint tök
laikusnak jó ötletnek tűnik.
A rések meg lehetnének többen is, pl amit egy 1-es maróval egy alulemezbe lehet marni. Csak az átmérőtől függ a rések száma. De az okosok mindjárt segítenek. :) |
|
| © KoLa | 2009. dec. 01. 20:56 | Válasz | #3684 |
|
Mechanikailag már
átgondoltam egy korrekciós megoldást ha esetleg nem sikerülne
vezérléssel megoldani ezt a problémát - mindjárt rákeresek a neten
az általad ajánlott gépekre - köszi!
|
|
| © KoLa | 2009. dec. 01. 20:52 | Válasz | #3683 |
|
Esztergán szeretném ezt
megoldani mert pl. M5-M6-t már inkább fúrnám menetfúróval vagy
metszeném metszővel!
Azt találtam ki hogy mi lenne ha a főorsón levő jeladó tárcsára tennék mondjuk 50 vagy 100 egyforma négyzetes kiosztású rést és két optokaput tennék rá 90fokban és mint MPG-t configolnám - de lehet hogy ez egy "szakmai sületlenség" - a főorsó fordulat itt nem lenne túl nagy úgy 200 körül elég lenne.Nem tudom meg lehet-e ezt oldani vezérlésben úgy hogy a Z tengely ne veszítse el a kontrollt vagyis hogy ne a háttérbe léptesse az MPG-ként a főorsó, hanem a Mach felügyelje ciklus közben. Ez elég bonyolult a Machnak, vagy nem? 
|
|
|
|
2009. dec. 01. 13:21 | Válasz | #3682 |
|
Szerintem igen. egy
kicsi mechanikai rásegítéssel minden képp.
Nézd med a hosszesztergág (billenőfejes rúdautomaták) működési elvét. Ott még nem volt CNC vezérlés, viszont vezértárcsával keményen rá vot nyomva a menetfúró. Az elvet elektronikára átültetve szerintem megoldható. Ilyen géptipus pl. a BPU12, vagy BPU 16 stb. Ezek valaha Lengyel gyártmányú gépek voltak. Rengeteg csavart, fogtükör szárat stb gyártottunk vele a valamikori Medecor-ban. |
|
| © D.Laci | 2009. dec. 01. 08:46 | Válasz | #3681 |
|
Esztergán vagy maró
gépen?
|
|
| © D.Laci | 2009. dec. 01. 08:44 | Válasz | #3680 |
|
Á semi titok, csak 4
tengely felet már semi félekép nem HOBBY, most keresem a
Proficnc.hu/forum oldalt :)
Évek óta kacérkodom az 5 tengelyes géppel. Én forditva kezdtem a dolgot mint mások. Szoftveres oldalon kezdtem találtam is olyan CAM progit ami nekem megfelelő G-codot állit elő. Csak ott volt a bibi, hogy a Mach3 Formulas funkciója nem müködik. Kipróbáltam az összes verziót!!! (jelentkezem az ARTSOFT- nál tesztelönek... :) ) A mach-ban a Paraméteres érték megadással sem tudtam adot tengely kordinátákkal számolni. Átt nyálaztam az egész netet de semi konkrétumot nem találtam, azon kivül , hogy keresem meg az adot cég Dillerét és jó pénzért faragnak egy Post procit. 4 napi kutatása tanulás reszelés után csináltam egy Post Processort. (Mostmár 1perc allat átt tudom a meglévőket alakitani.) Így még mindig az a baj, hogy a szerszámpályához csak egy adot kalibrált szerszámot lehet használni. Vagy a szerszám csere után újra generálom a kódod. |
|
|
|
2009. dec. 01. 07:14 | Válasz | #3679 |
|
Hű de titokzatos
valaki! Biztos 3/3-as akta...
|
|
| © KoLa | 2009. nov. 30. 22:29 | Válasz | #3678 |
|
Tudtam hogy megvan a
lépéselőnyöd megint!
Nekem meg lépéshátrányom van - több emeletnyi:) Laci és arra van -e megoldás ha egy PWM vezérlésű főorsóval akarunk menetfúrót használni? |
|
| © D.Laci | 2009. nov. 30. 22:21 | Válasz | #3677 |
|
Megoldotam machon
kivül.
Reszelem az 5. -6. tengelyeket :) |
|
| © KoLa | 2009. nov. 30. 22:17 | Válasz | #3676 |
|
"Ha többet szeretne
tudni keresse fel a Machsupport.com weboldalt"
|
|
| © Fokti Mihály | 2009. nov. 30. 22:10 | Válasz | #3675 |
|
Sziasztok eddigiekben
jól működött a Mach3 programom, azonban ,most a motor tuningra
rákattintva nem reagál a program.Nem tudom mi okozhatta ezt a hibát,
egyébként más problémám nincs vele .
Ez mitől lehet? |
|
|
|
2009. nov. 29. 18:10 | Válasz | #3674 |
|
Az nem én leszek.
|
|
|
|
2009. nov. 29. 17:48 | Válasz | #3673 |
|
Hát ha valaki megírja
Angolul a kérdést? Persze!
|
|
|
|
2009. nov. 29. 16:45 | Válasz | #3672 |
|
Köszönöm a választ. Ez
nem túl jó hir.
Szükség lenne erre a funkcióra. Meg lehetne kérdezni a fejlesztőktől, van-e szándék a módositásra? |
|
| © D.Laci | 2009. nov. 29. 16:18 | Válasz | #3671 |
|
A Formula-t használja
valaki a Mach-ban? Szögfügvényeket rosszul számolja szerszám átmérőt
nem veszi figyelembe, az utóbbi verziókban a szerszám hossznál hibát
jelez, de egyik 2-es verzió allat figyelembe vette de szögfügvények
nem müködnek rendesen.
Legalább 15 verziót kiprobáltam. Kész katasztrófa... |
|
|
|
2009. nov. 29. 16:03 | Válasz | #3670 |
|
Én nem tudok sajnos
ilyen beállítási lehetőségről. A slow zone a home kapcsolók
megközelítésénél játszik (ennyivel előtte belassít, hogy ne teljes
gázzal menjen neki a kapcsolónak).
Tudtommal a Mach addig jön le a kapcsolóról, míg az nem kapcsol ki (vagy be attól függ, hogy van a low active konfigolva). |
|
| © D.Laci | 2009. nov. 29. 15:57 | Válasz | #3669 |
|
Ha jól emlékszem "Slow
Zone".
|
|
|
|
2009. nov. 29. 13:24 | Válasz | #3668 |
|
Szervusztok !
Kérnék egy kicsi segitséget. Sehol nem találok olyan opciót, ahol be tudnám állitani a következő opciót: A HOME kapcsoló elérése utáni visszafutás nagyságát. Ha van ilyen, lényegesen könnyebb lenne beállitani a tengelyek pozicióját. Főleg a forgatófej HOME poziciójánál lenne jelentősége. Köszönöm a segitséget. |
|
| © nyiszi | 2009. nov. 29. 12:59 | Válasz | #3667 |
|
Köszönöm a
segítséget.Megpróbálom.Mechanikusan sajnos nem tudom ezt már
kiszedni.Az y-ba 0.15mm az x-be meg 0.04mm benn marad.
|
|
| © D.Laci | 2009. nov. 29. 10:12 | Válasz | #3666 |
|
A konyanás
kompenzálását a max sebességhez képest %-osan lehet megadni. Tehát
G1 hez nem tudod beálitani, csak legfeljegy nagyobb értéket adsz meg
mint amit általában használsz, így közzel olyan vagy kisebb nagyobb
sebességel fogja kompenzálni.
De célszerübb mechanikusan e lehető legkisebb kotyanást elérni. |
|
| © nyiszi | 2009. nov. 29. 09:34 | Válasz | #3665 |
|
Sziasztok.
Tudna nekem valaki tanácsot adni,hogy a kottyanást sebesség csökkenés nélkül vegye ki a MACH 3? |
|
| © KoLa | 2009. nov. 26. 21:58 | Válasz | #3664 |
|
OK Miki!A gyémántot is csiszolgatni
kell
|
|
|
|
2009. nov. 26. 21:48 | Válasz | #3663 |
|
Megnézem az előtolás
kijelzést, és a fordulatszám állítást is.
Ha korrigálom, jelentkezek újra. |
|
| © ucsreen | 2009. nov. 26. 21:27 | Válasz | #3662 |
|
Az az érdekes, hogy
előző verziónál rendesen kiment a véghelyzetekbe,de sehogy sem
mentette el a referencia pontokat, és a maximális megtehető utat sem
vette figyelembe.
|
|
| © elektron | 2009. nov. 26. 21:19 | Válasz | #3661 |
|
Nem kevertél össze
másféle verziójú Mach programot, vagy előtte nem uninstalláltad
rendesen esetleg ? Ez csak egy ötlet, ilyen olyan zagyva hibák
esetén ilyenekre is lehet gondolni, vagy valami driver keveredik.
|
|
| © ucsreen | 2009. nov. 26. 21:16 | Válasz | #3660 |
|
A diagnózis menüben
lelellenőriztem mindhárom kapcsolót, és tökéletesen működnek.
Nem értem, mi a gond ? |
|
| © Sanzistift | 2009. nov. 26. 21:13 | Válasz | #3659 |
|
Fáradt vagyok, holnap
is munka van...
|
|
| © elektron | 2009. nov. 26. 21:12 | Válasz | #3658 |
|
Mi az, ma nincs sörözés
? Ennek örömére.
|
|
| © Sanzistift | 2009. nov. 26. 21:10 | Válasz | #3657 |
|
Így van, de ma már nem
babrálom, megyek aludni.
|
|
| © Sanzistift | 2009. nov. 26. 21:09 | Válasz | #3656 |
|
Fent van, mach3.exe,
lehet frissítgetni. :)
A motortuning kész van, a főorsó beállítás is, meg pár kisebb tábla is. |
|
| © elektron | 2009. nov. 26. 21:06 | Válasz | #3655 |
|
Az az orsó
menetemelkedési hiba korrekciós táblázat lesz akkor gondolom, amit
kérdezel.
|
|
| © Sanzistift | 2009. nov. 26. 21:05 | Válasz | #3654 |
|
A Mach3-at nyüstölöm,
már elég jól állok.
Mindjárt felrakom a legfrissebb verziót a mappámba... |
|
| © Sanzistift | 2009. nov. 26. 21:04 | Válasz | #3653 |
|
Valami van ott a
kapcsolók körül.
Mitől aktív a kapcsoló, ha el sem ment odáig? |
|
| © KoLa | 2009. nov. 26. 20:56 | Válasz | #3652 |
|
Szia Miki!
Kipróbáltam a screen-t feltettem a "gépes-gépre"XP alá, jól működik - "ügyi" vagy gratulálok! Ami tapasztlatot gyüjtöttem a következő-alapvetően kézreáll, de nem tudom menet közben növekményesen léptetni a főorsó fordulatát csak százalékosan, vagy beírva a dro-ba(alap MachTurn-ben működik az inkrementális léptetés - belehet állítani a növekményt - nekem kényelmes a100-as érték, ez itt hiányzik) Menetvágás közben nem mutatja a tényleges menetemelkedés értékét - 0-án áll végig A futás nullára esztergagépen eléggé veszélyes művelet ha a program először x irányba teszi nullára a szerszámot és csak azután z irányba, de egyébként ahány munka annyi igény van az optimális beállításokra, nekem pl.plazmavágón kifejezetten előnyös a nullpontrafutás, hiszen így állok rá a tábla lemez bal alsó sarkára ami egyenlő a 0 ponttal! De a szívem az esztergáé!!!!itt van néhány kép a próbáról Miki! 
A menetvágás. 
Nullpontrafutás 
|
|
| © elektron | 2009. nov. 26. 20:52 | Válasz | #3651 |
|
Mit fordítasz, valami
programnak a menüpontjait ? És a program mire való ?
|
|
| © ucsreen | 2009. nov. 26. 20:52 | Válasz | #3650 |
|
A futás 0-ra gombnál:"safe
Z turn off.Ignoring safe Z move.
A referenciára futásnál is ezt, van mikor semmit.Ha mégegyszer nyomom a "Ref all home" gombot akkor a következőt írta :Requested home axis home switch is active, please fix,then home. Most viszont az x tengely végállás kapcsolója aktív. |
|
| © Sanzistift | 2009. nov. 26. 20:39 | Válasz | #3649 |
|
screw mapping
corrections
|
|
| © Sanzistift | 2009. nov. 26. 20:38 | Válasz | #3648 |
|
Mit ír ki?
Szerinte megérkezett? |
|
| © Sanzistift | 2009. nov. 26. 20:37 | Válasz | #3647 |
|
Például a Screwmap szót
ti mire fordítanátok a screw mapping nevű ablakban?
|
|
| © ucsreen | 2009. nov. 26. 20:36 | Válasz | #3646 |
|
Nem tudom elérni, hogy
a referencia pontot elmentse.Ma letöröltem a programot és újra
telepítettem, és vissza paramétereztem és rosszabb lett, mint előtte
volt.
A referencia pontra küldéskor, mind a három tengely 10-10mm-t megy, és kész, nem megy a végálásokba, nem éretem, hogy miért ? |
|
| © Sanzistift | 2009. nov. 26. 20:35 | Válasz | #3645 |
|
Szerintem az lesz, hogy
ha nem boldogulok egy táblával végképp, akkor kirakom ide, és a jó
angolosok majd segítenek nekem... :)
|
|
| © Sanzistift | 2009. nov. 26. 20:34 | Válasz | #3644 |
|
Egyértelmű, a
szövegkörnyezet meghatározó.
De eddig ez volt a legütősebb "választék". Nagyon nehéz a nevetéstől viháncolva dolgozni...
|
|
| © elektron | 2009. nov. 26. 20:34 | Válasz | #3643 |
|
Nekem a "kefélés"
jutott eszembe leghamarabb, attól függ milyen a szövegkörnyezet.
Ugye nem is kell pszihopatológust hívni. |
|
|
|
2009. nov. 26. 20:32 | Válasz | #3642 |
|
Én a "csavar-ra"
szavazok :) Főleg ha műszaki a tartalom... pl. ballscrew =
golyósorsó.
|
|
| © Sanzistift | 2009. nov. 26. 20:28 | Válasz | #3641 |
|
Fordítgatok, találatok
a "screw" szóra:
álkulcs baszás baszik becsavar becsavarás bér besrófol besrófolás betart vkinek betesz vkinek börtönőr csavar csavarás csavarmenetet vág csavarodik csavarral megszorít csavarral odaerősít csavarral összenyom csavarral rögzít csavart kagyló csavart labda csekély fizetés csiga dohány (pénz) egy kevés cukor stanicliban elbánik vkivel facsavar falsot ad figyel fintorít fintort vág fizetés fordít fordul forog fukarkodik gebe hajócsavar illetmény járandóság kefél kefélés kibaszik vkivel kikészít vkit kikúr vkivel közösülés krajcároskodik krajcároskodó ember kurva légcsavar meghúz megkefél megszorít menetet vág néz nyes nyesett labda nyomó csiga papírtölcsér papírzacskó pörget pörgetett golyó pörög propeller rossz gebe sanyargat smasszer sperhakni sróf srófol szándékosan árt vkinek szemmel tart szorongat takarékoskodik tolvajkulcs uzsorás vén gebe visszapattan zsugori zsugori ember Melyiket szeressem???  
|
|
| © Kulcsar Zoltan | 2009. nov. 26. 20:17 | Válasz | #3640 |
|
Kérdezel ?
Vagy irjuk hogy én én én stb?  |
|
| © ucsreen | 2009. nov. 26. 19:59 | Válasz | #3639 |
|
Ki tudna nekem segíteni
a Mach3 program beállításában, mert rajtam már kifogott.
|
|
| © Sanzistift | 2009. nov. 26. 17:01 | Válasz | #3638 |
|
Miki, a "Stop" egy
"P"...
|
|
|
|
2009. nov. 26. 16:38 | Válasz | #3637 |
|
Igy néz ki, ha mindent
bemásolsz.

Ha valami nem jó, javítom. |
|
|
|
2009. nov. 26. 16:28 | Válasz | #3636 |
|
És az alkönyvtárakban a
többire.
Ahogy ott elhelyezkednek úgy kell feltenni. Legegyszerübb, ha átmásolod úgy ahogy van a saját MACH3 könyvtáradra. Csak a képernyőhöz szükséges *.bmp fájlokat tartalmazza. |
|
| © Kulcsar Zoltan | 2009. nov. 26. 15:45 | Válasz | #3635 |
|
Nálam a telepen ez van
a gépen semmi rendkivüli dolog csak kiprobáltam a szerkesztöt .

 |
|
| © Sanzistift | 2009. nov. 26. 14:51 | Válasz | #3634 |
|
Elkezdtem visszaolvasni
és láttam a képet.
Utána meg elektron apó beírását. Olyan gyorsan nyitottam meg szerkesztésre a fájlt, hogy nem is olvastam tovább... Keresem a hibát, nem találom, basszus, mondom ennyire idióta lennék? Na mindegy, tovább olvastam, és jót röhögtem... :) Egyébként így kellene csinálni, aki aktívan használja a progit, attól ilyen képes visszajelzések jól jönnek, ha esetleg hibát találtok. Ha meg van egy-két lefordítatlan szó egy lapon, akkor az azért van, mert hirtelen nem találtam a megfelelő kifejezést hozzá. Megvitatásra, tanácsolásra az ilyeneket is fel lehetne tenni, többen okosabbak vagyunk... :) |
|
| © elektron | 2009. nov. 25. 23:43 | Válasz | #3633 |
|
Ott az Eszterga/Mach3
mappában az .lset file-ra gondolsz ?
|
|
|
|
2009. nov. 25. 23:20 | Válasz | #3632 |
|
A felhasználók
mappájában a nevem alatt megtalálod.
|
|
| © elektron | 2009. nov. 25. 23:14 | Válasz | #3631 |
|
Megnézem szivesen, csak
nem tudom hol lehet ezt letölteni, a cnctár-ról, vagy máshonnan ?
Nincs most egyik gépemen sem feltelepítve egyik verziója sem.
Tervben is van pár gép rendbetétele, egyúttal ezt is megnézhetem.
A programokban használt szavak szempontjából én is próbálok törekedni a jól bevált illetve elterjedt kifejezésekhez, amennyiben régóta a köztudatban vannak, ha pedig újdonság, lehet újítani nyilván. "Rend a lelke mindennek", ez a mondás sajnos megnehezíti a kreatív emberek életét. |
|
|
|
2009. nov. 25. 23:07 | Válasz | #3630 |
|
Akkor ezt meg is
beszéltük.
Azért ha van egy pár perc szabad időd, akár meg is nézhetnéd ezt a képernyőt, amúgy élesben, a gépeden. Az észrevételeidet szívesen meghallgatom, és ha szok a géppel végzett munkát elősegítik, módosítom a felületet. Üdv: Miklós |
|
|
|
2009. nov. 25. 22:58 | Válasz | #3629 |
|
A #3617-et olvasd el !
FONTOS. |
|
| © KoLa | 2009. nov. 25. 22:57 | Válasz | #3628 |
|
Nem! most már lefagyott
de majd holnap folytatatom - ma már nem küzdök vele majd holnap XP-n
|
|
| © elektron | 2009. nov. 25. 22:56 | Válasz | #3627 |
|
Az embert nem a
végzettsége minősíti, hanem az összes többi tulajdonsága is, sőt
néha félrevezető, persze vannak szakbarbárok, én azt hiszem nem
vagyok az. Inkább az a fajta, mint te is. Bár az eredeti
végzettségemet sem szégyellem.
|
|
|
|
2009. nov. 25. 22:52 | Válasz | #3626 |
|
Leírást nem találtam,
csak egy segédprogramot a MACH3 honlapján.
Sikerült rendesen elindítani? |
|
| © KoLa | 2009. nov. 25. 22:43 | Válasz | #3625 |
|
Miki van valami leírás
erről a képernyő felület szerkesztésről?
|
|
|
|
2009. nov. 25. 22:36 | Válasz | #3624 |
|
Tudod én nem vagyok
programozó. Inkább azok rémálma, autodidakta.
Tudod, aki "mindenhez ért" és igazából semmit nem tud. Csak próbálkozom a magam örömére. Persze ha ez valaki másnak is okoz egy kis örömet, esetleg derültséget akkor az számomra is tetsző dolog. |
|
| © elektron | 2009. nov. 25. 22:31 | Válasz | #3623 |
|
Látszott rajta, hogy
van benne egy kis kreativitás, meg hogy ne olyan legyen már, mint a
többi. Csak megjegyeztem, nem kritika lett volna. Több szem többet
lát, bár van aki kissé homályosan.
|
|
|
|
2009. nov. 25. 22:20 | Válasz | #3622 |
|
Ez NEM a MACH3
magyarítása. ez csak egy kezelő felület.
|
|
|
|
2009. nov. 25. 22:18 | Válasz | #3621 |
|
Akár úgy is lehetett
volna nevezni.
Nekem így volt szimpatikus és egyértelmű. Magamnak készítettem, nekem ez így jó. A fájl zárása <> mentés másként. Az az, ami oda van írva. Bezárja a fájlt. |
|
| © elektron | 2009. nov. 25. 22:07 | Válasz | #3620 |
|
Új fájl behívása =
Megnyitás
Fájl javítása = Szerkesztés Fájl zárása = Mentés másként ? Eddigiek = Előzmények vagy nem ez akarna lenni. (Sanzikám!) Amit így hirtelen észrevettem. |
|
|
|
2009. nov. 25. 21:42 | Válasz | #3619 |
|
Én is azt a verziót
használom XP alatt.
|
|
|
|
2009. nov. 25. 21:39 | Válasz | #3618 |
|
Helyesen: Az MDI módba
...
|
|
|
|
2009. nov. 25. 21:38 | Válasz | #3617 |
|
Igen, most nyilalt
belém a dolog.
Feltettem a kiegészítéseket is. Úgy. ahogy ott találod a MACH3 mappát másold a gépedre az eredetire. Nincsen benne más, csak a képernyőhöz szükséges képfájlok. Az almappa fontos az elérési utak miatt, és így legalább elválasztható az eredeti fájloktól. |
|
| © KoLa | 2009. nov. 25. 21:31 | Válasz | #3616 |
|
Sajnos csak ez jött be
Vista alatt 3.043 verzióval ha jól írtam ez a Sanzi által
magyarított verzió, te melyik verzióval használod?
Holnap majd felrakom a műhelybe XP-re - köszi! 
|
|
|
|
2009. nov. 25. 21:18 | Válasz | #3615 |
|
Még valami !
A program futása alatt a kézi mód inaktív, így a véletlen billentyű leütés nem befolyásolja a méreteket. A folyadékot menet közben is ki-be lehet kapcsolni. |
|
|
|
2009. nov. 25. 21:15 | Válasz | #3614 |
|
Már fel is tettem.
Én a pici gépen ezt használom. A gombokon levő betük a megfelelő funkciót hajják végre. Igen, a végrehajtás a program futását indítja el.Az MBO módba az enter leütésével jutsz,onnan a kilépés az esc billentyűvel lehetséges. |
|
| © KoLa | 2009. nov. 25. 21:10 | Válasz | #3613 |
|
Szia Miklós!
Nézegettem már ezeket a képeket de, bevallom néhány dolgot nem értettem mint pl. végrehajtás (ez lenne a cycle start?)vagy futás 0-ra ,ez esztergán eléggé veszélyes művelet attól függően hogy melyik szerszám aktív- és ott fent a jobb sarokba a kézi mozgatás, az a manual képernyő vagy csak a kézi léptetést aktiválja , csak hát automata üzemmódban ez nem működhet át kellene lépni a manualra. Légyszi tedd fel a set filét hogy ki lehessen próbálni, ha nem bánod hogy a munkád közkinccsé válik vagy email
|
|
|
|
2009. nov. 25. 20:40 | Válasz | #3612 |
|
Szia Kola !
Nézd meg a felhasználói mappámban levő képernyő képeket. Annál minden további nélkül meg lehet ezeket a dolgokat oldani. Egy képernyőre tettem az összes használandó utasítást, nem kell képernyőt váltogatni. Ha tetszik. felteszem a "set" fájlt is. |
|
| © KoLa | 2009. nov. 25. 20:20 | Válasz | #3611 |

|
|
| © KoLa | 2009. nov. 23. 22:50 | Válasz | #3610 |
|
Valami ilyesmit kell
használni?
Function OEMCode Screen 1 select(e.g. Program Run screen) 1 Screen 2 select (e.g. MDI screen select) 2 e.g. Toolpath screen select 3 e.g. Positioning screen select 4 e.g. Diagnostics screen select 5 e.g. Corrections screen select 6 e.g. Tables screen select 7 |
|
| © KoLa | 2009. nov. 23. 22:17 | Válasz | #3609 |
|
Elég lenne a manual és
a cycle is :)))
|
|
| © KoLa | 2009. nov. 23. 21:13 | Válasz | #3608 |
|
Újabb probléma adódott
- hogyan lehetne külső nyomógombra tenni a Mach3 turn
nyitóképernyőjén lévő ikonokat manual-cycle-tool table-diagnostic
felületek bekapcsolását?
|
|
|
|
2009. nov. 22. 17:47 | Válasz | #3607 |
|
MPG-re írtam.
|
|
|
|
2009. nov. 22. 17:31 | Válasz | #3606 |
|
Igaz, elnézést.
|
|
| © Pál | 2009. nov. 22. 17:18 | Válasz | #3605 |
|
Természetesen NEM
tudja. mert a com port igen lassú lenne erre a célra.
Mellesleg elnéztél valamit mert István a 3599. hozzászólásra válaszolt és nem a smooth steppe-re |
|
|
|
2009. nov. 22. 17:14 | Válasz | #3604 |
|
Az MBIO már tudja a
tengelyvezérlést is?
|
|
| © Pál | 2009. nov. 22. 17:09 | Válasz | #3603 |
|
Nem voltam a talin, de
egy Sunix lpt kártya a legdrágább helyen is max 5000ft.
Mivel csak a kézi irányító van rajta, külső áramforás nincs rákötve ezért leváleszto kártya se kell hozzá. Mondjuk az Mbio javára szóljon hogy van thc és analóg ki, bemenet is benne |
|
|
|
2009. nov. 22. 16:42 | Válasz | #3602 |
|
Vagy MBIO kell hozzá (a
talin láthattad élőben is)!
|
|
| © Pál | 2009. nov. 22. 16:12 | Válasz | #3601 |
|
Nem számit a pénz?
akkor remdeld meg.például
itt :Smooth Stepper
leirést is megtalálod az oldalon. |
|
| © Bencsik | 2009. nov. 22. 13:51 | Válasz | #3600 |
|
Azt ajánlották,hogy ne
kínlódjak a laptopon LPT-vel hanem Smooth Stepper-t használjak.Ki
tud
eladó kártyát,leírást stb.Segítségeteket nagyon megköszöném.A pénz nem számít úgy is kevés van belőle. Még kezdőnek is kezdő vagyok. |
|
| © Pál | 2009. nov. 21. 23:11 | Válasz | #3599 |
|
Ahoz hogy ezt meg tudd
csinálni telepiteni kell mégegy LPT portot a pc-be, aztán itt nézzd
a további lépéseket.
guide for MPG4 over LPT2 Tomktom forumtársunknak igy működik |
|
| © Zénó | 2009. nov. 21. 22:45 | Válasz | #3598 |
|
Sziasztok! Mach3-ba
közvetlenül be lehet kötni kézi kerekt (MPG-t).A bemeneteknél
találtam illyen helyeket de ha a tengelyt is az mpg-n akarom
kiválasztani akkor azt hová kell tenni bemenetként.Köszi
|
|
| © Sanzistift | 2009. nov. 21. 21:33 | Válasz | #3597 |
|
Nincs mit, örülök, hogy
valamit csak sikerült.
|
|
| © KoLa | 2009. nov. 21. 21:32 | Válasz | #3596 |
|
Sanzi köszi
regisztráltam - itt aztán van minden pl. a bőség zavara
Köszi!!!
|
|
| © Sanzistift | 2009. nov. 21. 20:48 | Válasz | #3595 |
|
A Fanuc kezelésije
szerintem megvan CncBankportál oldalon, a letöltések között.
|
|
| © KoLa | 2009. nov. 21. 20:24 | Válasz | #3594 |
|
Kinyomtattam és úgy
használom én is!Egyébként a PowerControl-nál azt mondták az
oktatáson hogy ezek a Gkódok a Fanuc kódjai amit a Mach használ-ezt
találtam a
mappámbatöltöttem fel ha esetleg már mrgint nem sikerült a
beillesztés
|
|
| © Sanzistift | 2009. nov. 21. 00:12 | Válasz | #3593 |
|
Egyszerűen nincs magyar
nyelven értelmezhetőbb kódlista, mint a Mach3 kezelésijében.
Kerestem mindenhogy. Tűrhetően leírja a dolgokat, tanulható anyag. Nyomtasd ki, akaszd a gép fölé, hogy mindig szem előtt legyen, ha megakadsz. Annyit tudok segíteni, hogy segítek programot írni, vagy a felmerülő kérdésekre legjobb tudásom szerint válaszolni. Sajnálom, nem akartam csalódást okozni... 
|
|
| © Sanzistift | 2009. nov. 20. 23:47 | Válasz | #3592 |
|
Neked elég a Mach3
által ismert G kód lista, vagy szeretnél pontos definíciókat is a
kódok mellé? (melyik mit csinál pontosan).
Sajnos, a ügyeske mappám nem találom, elképzelhető, hogy a döglött vinyón maradt anno. :( De valamilyen információval kárpótollak. |
|
| © Sanzistift | 2009. nov. 20. 23:21 | Válasz | #3591 |
|
Van Skype-od?
|
|
| © Sanzistift | 2009. nov. 20. 23:15 | Válasz | #3590 |
|
Bocsánat, itt is
zajlanak a dolgok.
Előtúrom mindjárt, lefekvés előtt.. Ne haragudj... :( |
|
| © KoLa | 2009. nov. 20. 22:20 | Válasz | #3589 |
|
Várom Sanzi, egy napja,
hogy küldöd !
|
|
| © Sanzistift | 2009. nov. 20. 21:47 | Válasz | #3588 |
|
Az alap G kódokat
vágja.
Azokat lehet kombinálni úgy, hogy jó legyen a végeredmény. Persze ehhez a G kódok tudása elengedhetetlen.... :( |
|
|
|
2009. nov. 20. 21:11 | Válasz | #3587 |
|
Hát... a Mach3
leírásában biztos benne van miket ismer. Az biztos, hogy nem tud
minden G-kódot...
|
|
| © KoLa | 2009. nov. 20. 21:07 | Válasz | #3586 |
|
Igen én rögtön
próbáltam egy pár kódot ami tetszett az esztergavezérléshez de sajna
nem működött - sok alap Gkód egyezik de a gyakorlatiasabb dolgok
egyediek benne - sajna
|
|
|
|
2009. nov. 20. 20:46 | Válasz | #3585 |
|
Igen? biztos? Én nem
teszteltem...
Ha így van, bocsi... |
|
| © KoLa | 2009. nov. 20. 20:44 | Válasz | #3584 |
|
István! ez az NCT amit
írtam hogy, nem jó a Mach-nak ! csak a fele - innen töltöttem le én
is
|
|
|
|
2009. nov. 20. 09:05 | Válasz | #3583 |
|
Pedig az is van!!!
Szintén baloldalt (Info Bázis)!!!
Gyerekek! Nézzetek már szét! |
|
|
|
2009. nov. 20. 09:04 | Válasz | #3582 |
|
Minek átküldeni, amikor
a weblapról mindent le lehet tölteni?! Csak a megfelelő menüben kéne
keresni...
|
|
| © Sanzistift | 2009. nov. 19. 22:40 | Válasz | #3581 |
|
Hogy ISO, vagy
párbeszédes vezérlő, az már teljesen részletkérdés.
|
|
| © Sanzistift | 2009. nov. 19. 22:39 | Válasz | #3580 |
|
A cégeknél egyedi
gyártásban ez az egyedüli termékeny eljárás a nem bonyis 2D/2,5D-s
megmunkálásoknál.
|
|
| © elektron | 2009. nov. 19. 21:53 | Válasz | #3579 |
|
Pont ilyet hallottam én
mikor ismerkedtem e témával, hogy a szakik, akik CNC-t is tudnak
használni ilyen kis szubrutinkákat irkálnak, na ez nem állt távol
tőlem sem, persze más területen.
Most példát is látok rá, hogy van is ilyen szakika. |
|
| © KoLa | 2009. nov. 19. 21:52 | Válasz | #3578 |
|
OK!!!
|
|
| © Sanzistift | 2009. nov. 19. 21:49 | Válasz | #3577 |
|
Semmi gond.
A Skype nevem is Sanzistift. :) |
|
| © Sanzistift | 2009. nov. 19. 21:48 | Válasz | #3576 |
|
Tudok jobbat, keresek
neked egyet a gyűjtimből, és elküldöm, csak pici türelmet kérek. :)
|
|
| © KoLa | 2009. nov. 19. 21:47 | Válasz | #3575 |
|
Sanzi
ezt
holnap kipróbálom! Tanulom a G kódokat de még "gyerekcipőbe" járok! Az a baj hogy a Mach leírásán kívül nem találtam érdemleges G kód leírást - vagy amit találtam NCT annak fele sem működik a machban , pedig nagyon f...sza a leírás példák is vannak esztergára, de a mach nem érti!Tudsz valami jó linket magyarul? |
|
| © ucsreen | 2009. nov. 19. 21:42 | Válasz | #3574 |
|
Bocsi, de nem értem.
|
|
| © Sanzistift | 2009. nov. 19. 21:37 | Válasz | #3573 |
|
Ugyanaz, mint a nickem.
Natürlich... :) |
|
| © Sanzistift | 2009. nov. 19. 21:36 | Válasz | #3572 |
|
Megírod alprogramba.
M0 aktív legyen, tehát amikor a végére ér, akkor megáll, és várja a következő startot. A főprogram abszolútban indul, beáll a kezdő pozícióra. Ott meghívja az alprogramot, ami neked léptetni fog. Itt G91-et használsz. Az alprogram növekményesen lelépi az X-et, és meghívja a második alprogramot ami elküldi a kést dolgozni, majd visszaáll a kiindulási pozícióba. Itt M99-el visszaadja a vezérlés a másik alprogramnak, amiben itt egy M0 van, és várja a következő startot. Ha elérted a méretet, akkor egyszerűen megszakítod a programot. A lényeg az, hogy minden startra az első alprogramban G91 növekménnyel megadott értékkel lépteted a kést befelé. Ha kész a méret, lelövöd a progit, és ha még további nútokat akarsz, akkor MDI módban elforgatod a főorsót egy mondattal, pl G0 G91 Cx, ahol most a kis x azt a növekményes értéket jelenti AMENNYIVEL el akarod forgatni a főorsót. Ha mindezt G90 módban írod be, akkor azt adod meg a kis x értékének AHOVÁ akarod forgatni a főorsót, mivel ez abszolút pozíció, és a referenciapont felvételétől állandó. Egyértelmű, hogy ha a másik irányba akarjuk forgatni a főorsót, akkor Cx értéke lehet mínusz is, de ennek CSAK G91 esetén van értelme, mivel inkrementális/növekményes a léptetés. Tehát plusz/mínusz irányba forgatod. Abszolútban a pozitív érték 0 és 360 fok között használatos, ennél többet, vagy mínuszt csak akkor programozunk, amikor a főorsót folyamatosan, és előtolással forgatjuk pozícióba, megmunkálás közben. Remélem, hogy érthető volt. :) Marósoknak, de főleg az esztergályosoknak érdemes megtanulni a G kódokat, és azok használatát, mert ilyen egyszerű dolgokkal nem sok generáló progi birkózik meg, nem beszélve arról, hogy a G kód tudásának birtokában (míg egyéb esetben rajzolsz-generálsz-miegymás) nagyjából két perc alatt bevered a gépbe a progit, és már mehet is. Tanuljátok meg a G kódokat! |
|
| © ucsreen | 2009. nov. 19. 21:35 | Válasz | #3571 |
|
Köszönöm a gyors
választ.
Van Skype-om. Ha megtudod adni a címedet, akkor tudlak hívni. |
|
| © KoLa | 2009. nov. 19. 21:18 | Válasz | #3570 |
|
D Laci gondolkodtam
ezen és az a baj vele hogy a mach nem tud majd ezekről a
léptetésekről és így elvesztem a fonalat - van ilyen rendszer a láng
és plazmavágón amin dolgozni szoktam, van két nyomógomb a Z
tengelyre, le és fel tudom velük mozgatni a vágófejet úgy hogy a
mach Z0 mutat egyfolytában , plazmavágásnál ezt használja a mach
felületkövetésre, egy képernyőgombbal lehet aktiválni - van két "rídrelé"(ha
jól gondolom - de a lényeg ha megközelíti egy acéllemez akkor
kapcsol) meg egy kiegyensúlyozott "himbilimbi" tapogató ami a
távolságtól függően vagy az egyiket vagy a másikat aktiválja - jól
működik .
No ez nekem nem jó az esztergán!!!olyan kellene amit kontrolál a progi, vagyis, fut a Gkód ami akárhány tengelyt mozgat az X-et én akarom mozgatni de úgy hogy a Mach tudjon róla
|
|
| © Sanzistift | 2009. nov. 19. 21:03 | Válasz | #3569 |
|
Kezdj bele, és
kialakul.
De ajánlom a topic átböngészét is. Ha gondolod, akkor valahogy átküldöm neked a magyar kezelői kézikönyvet is. Skype-od van? |
|
| © ucsreen | 2009. nov. 19. 20:34 | Válasz | #3568 |
|
Néhány napja
foglalkozom a Mach3 program beállításával, és van két problémám
amire nem tudok rájönni, hogy hogyan kell beállítani.Tud-e valaki
segíteni nekem ?
|
|
| © HJózsi | 2009. nov. 19. 17:58 | Válasz | #3567 |
|
A machsupport fórumról
: "You will only be able to use the encoder for monitoring of the
position and not for closing the loop."
Azaz csak pozíció kijelzésére tudod használni, zárt hurkú szabályozásra nem (az nincs megvalósítva)... |
|
| © 16gaborm | 2009. nov. 19. 17:39 | Válasz | #3566 |
|
Hali
Valakinek nincs meg a GIPPSY Grafikus Interaktív NC/CNC alkatrész programozó rendszer <--Ez a teljes neve! 1990 körüli program még DOS-os alapokon működik! |
|
| © KoLa | 2009. nov. 18. 23:32 | Válasz | #3565 |
|
Értem, és akkor kell
egy kapcsoló amivel kiválasztom hogy honnan kapja a step/dir jelet?
|
|
| © psychobilly | 2009. nov. 18. 23:27 | Válasz | #3564 |
|
Sőt, az IC nélkül is :)
|
|
| © D.Laci | 2009. nov. 18. 23:25 | Válasz | #3563 |
|
MPG vagy encoder.
Varsányi féle encoder számláló IC-vel a step/dir bemenetre
illeszthető.
|
|
| © psychobilly | 2009. nov. 18. 23:24 | Válasz | #3562 |
|
Szerintem sehogy, de
majd a hozzáértők megmondják :)
|
|
| © KoLa | 2009. nov. 18. 23:21 | Válasz | #3561 |
|
Magyarul hogy hangzik a
mondat második fele?
|
|
| © KoLa | 2009. nov. 18. 23:19 | Válasz | #3560 |
|
És mi a helyzet az
Mpg-vel az is ad jelet
|
|
| © D.Laci | 2009. nov. 18. 23:07 | Válasz | #3559 |
|
Fabrikálni kel valami
hernyó hergelő jelgenerátort ami megfelelő számóú step/dir jelet
állit elő gomb nyomásra. De akkár a step dir bemenetre
prelmentesitet nyomó gombokat illeszteni.
|
|
| © HJózsi | 2009. nov. 18. 23:02 | Válasz | #3558 |
|
|
|
| © D.Laci | 2009. nov. 18. 23:00 | Válasz | #3557 |
|
2 PC... :)
|
|
| © HJózsi | 2009. nov. 18. 22:58 | Válasz | #3556 |
|
Szerintem vagy
automatikusam működik - program futtatás - és akkor mindent ő
vezérel, meg feed overide és orsó fordulatszám override, vagy
manuálisan és akkor mindent neked kell ...
Egy fogásvétel override kellene ... ( megy hogy ne kapcsoljon be a főorsó .. ) |
|
| © KoLa | 2009. nov. 18. 20:15 | Válasz | #3555 |
|
Nekem is kérdésem lenne
- meg lehet-e oldani azt? hogy, futtatok egy G kódot ami mozgatja a
Z tengelyt (esztergáról van szó) oda-vissza M47-el a végén - viszont
az X tengelyt a jog gobbal léptetném inkrementálisan pl. 0.02 mm
-ként!
Ezt a beállítást véséshez használnám mivel, azt nekem kell eldönteni mehetek-e tovább egy lépéssel! |
|
| © demilali | 2009. nov. 18. 14:49 | Válasz | #3554 |
|
Sziasztok!
Hogyan oldható meg mach3-ban hogy egy léptetőmotoros hajtást az enkóder jele vezérelje? Az enkódereket bekötöttem, látom is az értékeit a settings ablakon, már csak az a kis lépés hiányzik hogy a mozgatáskor figyelembe vegye, úgy mint a szervós megoldásnál. Előre is köszönöm a segítséget. |
|
| © Sanzistift | 2009. nov. 17. 19:41 | Válasz | #3553 |
|
Az a tippem, hogy az
oprendszerrel is lesz még bajod.
A winfos híres arról, hogy ha egyedül van egy gépen önmaga, és tényleg csak pár progi megy még rajta, hajlamos úgy telerakni magát a saját szemetével, hogy a végén attól nem fog tudni mozdulni. Eddig mindegyikkel így jártam, most a winhétre vagyok kíváncsi, meddig húzza. |
|
|
|
2009. nov. 17. 17:31 | Válasz | #3552 |
|
No úgy tűnik rendben
lesz a dolog.
Töröltem a programot, és letöltöttem újra (lehet hogy hibásan jött le?) Most elkészíti a gkódot és eddig nem fagyott le. (CamBam free Beta Release 0.8.2) |
|
|
|
2009. nov. 17. 07:01 | Válasz | #3551 |
|
|
|
|
|
2009. nov. 17. 07:01 | Válasz | #3550 |
|
Ah, hagyjuk! Ezt sem
értem (az MBIO nem léptet!)
|
|
| © HJózsi | 2009. nov. 16. 20:24 | Válasz | #3549 |
|
Az is lesz jó darabig
... ha meg fél valaki, be kell tárazni mint Varsa DC szervóból a
jobb (vagy rosszabb )időkre

|
|
| © elektron | 2009. nov. 16. 20:05 | Válasz | #3548 |
|
Vagy annyira stabil a
Mach jele ? Akkor nem kell persze.
|
|
|
|
2009. nov. 16. 19:57 | Válasz | #3547 |
|
Az MBIO-hoz
|
|
|
|
2009. nov. 16. 19:51 | Válasz | #3546 |
|
Ezt abszolút nem
értem... minek?
|
|
|
|
2009. nov. 16. 19:51 | Válasz | #3545 |
|
Miki az RS232-USB
átalakítókra gondolt...
|
|
| © HJózsi | 2009. nov. 16. 19:47 | Válasz | #3544 |
|
Én valamikor 3 után
nyomtam be egy marhapörköltet a büfében, az jó volt és elég is...
|
|
|
|
2009. nov. 16. 18:59 | Válasz | #3543 |
|
Nem !
Az utcával szembeni étteremben múlattam az időt. A pacal finom volt, a környezet nyugodt. Az ár? Mint a büfében. Az adag? Kétszer akkora. |
|
| © HJózsi | 2009. nov. 16. 18:56 | Válasz | #3542 |
|
Hát akkor mit
csináltál?
Végig a büfében
voltál??? 
|
|
|
|
2009. nov. 16. 18:55 | Válasz | #3541 |
|
Akkor egyenlőre marad a
PCI kártya.
Amíg beszerezhető. |
|
| © HJózsi | 2009. nov. 16. 18:55 | Válasz | #3540 |
|
Ja, USB meg mindig
lesz, azt még az Apple sem dobta ki a gépeiből, pedig ő találta
ki... a PC meg csak kullog utána ... Valahogy továbbra is kell
perifériákat tudni csatolni a gépekhez, nem lehet minden Bluetooth
vagy wifi ... Nem látszik semmi olyan új periféria csatoló felület
ami kiválthatná az USB-t, pl webkamera, billentyű egér, kártyaolvasó
mind USB-vel dugható a gépre ... és a SmoothStepper is... :)
|
|
| © elektron | 2009. nov. 16. 18:46 | Válasz | #3539 |
|
A Machhal lehet olyat
csinálni, hogy valamelyik lábán az LPT-nek kijöjjön egy bitváltás
minden ciklusnál ? Mert ahhoz mérve lehetne könnyen szinkronizálni a
léptetéseit, azt helyretéve... Ha csak ide oda eltolódásai vannak,
Smooth stepper nélkül persze.
|
|
| © HJózsi | 2009. nov. 16. 18:46 | Válasz | #3538 |
|
Bocs, Csiki ...
|
|
| © HJózsi | 2009. nov. 16. 18:45 | Válasz | #3537 |
|
Ezt valszeg nem is
érdemes, annyi munka lenne, ráadásul a Mach3 fejlesztőkkel együtt
kellene dolgozni az új terméken a feladat összetettsége miatt...
Gondoljunk csak arra, hogy az SS plugin-ja ( ami lényegében a kártya
firmware-je) még mindíg beta, 2008 májusa óta, amikortól elérhetővé
tették és az Artsofttal teljes együttműködés + az SS
felhasználókkal... A fórumaikon lehet olvasni ... Persze csiszolódik
a gyémánt, most már biztos közel a végleges 1.0 ... Nem lepődnék meg
ha ez egy új mach verzió megjelenésével esne egybe és akkor lenne
hivatalos hardware támogatott MachX ami megelőzi az összes
versenytársat ... :)
(Sokoldalúságban már így is megelőzte ... :DD ) |
|
|
|
2009. nov. 16. 18:43 | Válasz | #3536 |
|
Sajnos, mint ahogy
Veled sem tudtam semmit szakmázni, nemjutottam oda
Egyújabbgépépítőhöz sem.... Meg Kolával, és még sok mindenki mással
nem tudtam érdemi dolgokról beszélgetni.
Hiába, na. Kell a két nap, ha ki akar az ember fia valamit vesézni. |
|
| © HJózsi | 2009. nov. 16. 18:35 | Válasz | #3535 |
|
Remélem jól kikérdezted
és megnézted, hogy jól működik a a SmoothStepper...
csiki egyből kipróbálta, ahogy
megjött, őt is kérdezheted... Ahogy időm engedi és én is oda jutok,
teszek fel teszt eredményeket ... Sajnos az idő ... nem csak erre
van ... A kisesztergáról még sok kép vár feltöltésre de még arra sem
jutott ... szóval step by step ...:) mint a léptető moci ... :D
|
|
|
|
2009. nov. 16. 18:22 | Válasz | #3534 |
|
Remélem, hogy az
Rs232-USB átalakítót még sokáig lehet kapni (jelenleg olyan olcsón
adják, hogy én ezt nem tudom überelni összerakott alkatrészekből)!
A Smooth Stepper-en gondolkoztam és egyenlőre olyan lépéselőnybe vannak (főleg információk terén), hogy nem látom esélyét egy konkurens fejlesztésnek. |
|
|
|
2009. nov. 16. 18:11 | Válasz | #3533 |
|
Szervusz István !
Te tervezed egy, a A Smoot-hoz hasonló IO kártya készítését? És az MBIO USB-re történő átállítását? Tudom, lehet venni USB-serial átalakítót. Van nekem is. De meddig lehet ezt beszerezni? A gyártók egyszer csak úgy gondolják, már nincs rá szükség, mert már "senki" nem akar sem soros, sem párhuzamos portot használni. |
|
|
|
2009. nov. 16. 18:04 | Válasz | #3532 |
|
A talin az
Egyújabbgépépítő (Tuba István) által kiállított gép már azzal
működött.
Ha jól emlékszem, már nálad is jócskán beporosodott. Éppen ideje lenne elővenni, és mindannyiunk okulására elindítani. Sajnos egyre nehezebb olyan alaplapokat beszerezni, amin LPT port is van. |
|
| © HJózsi | 2009. nov. 16. 15:29 | Válasz | #3531 |
|
Köszi! Jan 2-óta nem
volt újabb plugin ... sok mindent kiszedtek, amit a nép észrevett
...
|
|
|
|
2009. nov. 16. 11:37 | Válasz | #3530 |
|
A Smoot-hoz most van
valamilyen frissítés is!
|
|
| © HJózsi | 2009. nov. 16. 10:14 | Válasz | #3529 |
|
Még nem ... nem volt
időm ... amit olvastam, hogy az eddigi metódus átmenetileg nem lesz
elérhető, vagyis a Timing helyett ezeknél a verzióknál az Indexet
kell használni, ami egyúttal az egy rést sejteti, ráadásul
handycappes a dolog, mert le kellett csökkenteniük az elérhető
megmunkálási sebességet. Na de mielőtt valaki is kárörvendésre
ragadtatná magát, ez egy fejlesztési időszak, és a korábbiak
nincsenek betiltva, azokkal továbbra is szépen lehet menetet vágni
mint eddig ... Az sem kizárt, hogy most én is kivárom ezt a
fejlesztési periódust a ...029-es verzióval ... Inkább a
SmoothSteppert próbálom már végre ki, jó régóta megvan ... :D
|
|
| © Sanzistift | 2009. nov. 16. 02:52 | Válasz | #3528 |
|
Bocsi Amatőr, de ma
este már nem nézem meg.
Picit seggrészeg vagyok, és a csevegőben elolvashatod, hogy miért volt még rátöltés. Hihetetlen, de ez velem nem történhet meg. Tehát rá kellet borítanom még egy sörit, miközben szorongattam a névjegykártyát. Tesztelek, amint visszajön a józan eszem. Emilben küldhetsz olyan dolgot, amit nem tudott fordítani a progi. Üdv Sanzi |
|
|
|
2009. nov. 15. 19:28 | Válasz | #3527 |
|
Szervusz Józsi !
Tudod már mit csinál ? |
|
| © Kulcsar Zoltan | 2009. nov. 15. 12:54 | Válasz | #3526 |
|
Öcsém .
Még egy ilyen irás és mehetek a dutyiba . Nem "fogy" hanem "fagy" ( nem mindegy ). |
|
| © Sanzistift | 2009. nov. 15. 12:46 | Válasz | #3525 |
|
Rendben, este megnézem.
|
|
| © Kulcsar Zoltan | 2009. nov. 15. 12:45 | Válasz | #3524 |
|
Most megnyugtatlak
,nálam is fogy egy csomo ilyen progi .
Probáld már ki a " DXF 2 Gcode " nevezetü programot ( letölt ) ennek a cégnek a terméke a "BMP 2 cnc " nevezetü progi ami szépen hibátlanuk dolgozik . Még nem probáltam a DXF .... |
|
|
|
2009. nov. 15. 12:23 | Válasz | #3523 |
|
Több mint egy éves. A
CamBam nem a cnc-s gépen fagy hanem ezen... Ettől komolyabb
prociterhelésű programok zokszó nélkül mennek.
Próbáld ki légyszíves a CB-t, kíváncsi vagyok Nálad készít-e gkódot. |
|
| © Sanzistift | 2009. nov. 15. 11:47 | Válasz | #3522 |
|
Túl sok nálad a fagyás.
Mikori telepítésű az az oprendszer? |
|
|
|
2009. nov. 15. 09:22 | Válasz | #3521 |
|
Volt alkalmam egy napig
próbálkotni az Artcam Insigniával. Az eredei .dxf-et érdekesen
olvasta be: az egymáshoz közeli de nem érintkező görbéket egymásra
tolta, aztán a vector doctor megreklamálta.
Az az Artcam amit Ti használtok nem csinál ilyen torzításokat? |
|
|
|
2009. nov. 15. 09:19 | Válasz | #3520 |
|
Meg vagyok átkozva...
Megpróbáltam a CncZone-on sokat emlegetett
CamBam-ot, de nem csinál g-kódot és néha ez is lefagy.
|
|
| © Hunka Tibor | 2009. nov. 14. 15:00 | Válasz | #3519 |
|
ARTCAM !!felejtös
minden lazicam !!
|
|
|
|
2009. nov. 14. 11:40 | Válasz | #3518 |
|
Csak a CNC-hez
szükséges dolgok vannak rajta, amolyan műhelygép.
Milyen programmal lehet még g-kódot készíteni .dxf-ből? |
|
| © Sanzistift | 2009. nov. 14. 11:32 | Válasz | #3517 |
|
Próbálj más progival
konvertálni.
Szerintem a dxf verzió miatt akad ki a Lazy. A gépet csak a CNC-re használod, vagy minden másra (internet, játék, egyebek) is? |
|
|
|
2009. nov. 14. 11:26 | Válasz | #3516 |
|
Ja a gép egy 1,2GHz-es
Cerka, tudom nem egy turbótigris, de eddig elég volt.
|
|
|
|
2009. nov. 14. 11:25 | Válasz | #3515 |
|
Most próbáltam behívni
egy 700kB-os dxf-t a Lazy cam-be és lefagyott tőle :(
Valahogy g-kódot kellene faragnom belőle de így nem megy. |
|
|
|
2009. nov. 14. 11:23 | Válasz | #3514 |
|
Mach: R3.042.029
LC: 3.00.2 |
|
| © Kulcsar Zoltan | 2009. nov. 14. 11:11 | Válasz | #3513 |
|
DXF-et nem igazán
használok .
A PLT-t Corelben csinálom és max 1.5 Mb-ig a Lazy jol megeszi és egyszerü . Egyébbként van a régi Mach1 filter nevü file azzal szoktam dolgozni az gyors és türhetö . |
|
| © Sanzistift | 2009. nov. 14. 11:06 | Válasz | #3512 |
|
Melyik verziót
használod?
|
|
|
|
2009. nov. 14. 11:00 | Válasz | #3511 |
|
Ti hogyan/mivel
alakítjátok a .plt és a .dxf fájlokat a Mach3 számára ehetővé?
A Lazy Cam csak nálam ilyen katasztrofális? (nagyon lassú és néha lefagy) Kezdem visszasírni a Mach2-t ott pikk-pakk ment a dolog... |
|
| © mansell2 | 2009. nov. 10. 22:59 | Válasz | #3510 |
|
Megvan a hiba.
config/general logic konfig distance mode és IJ modoknál kell az absolute és inc funkciókat kapcssolgatni ha össze-vissza megy a marópálya. András |
|
| © Jozs | 2009. nov. 10. 22:40 | Válasz | #3509 |
|
Igen, de a hiba éppen
az volt, hogy a tengely a közelében sem járt a végálláskapcsolóknak,
azok mégis folyamatosan aktívak voltak ( nemrég vezetékeztem át, és
hát izé ... :-). Villogott az EStop, de mivel az Auto LimitOverRide
engedélyezve volt, lehetett mozgatni a tengelyeket. Sőt - és ez
tényleg hiba szerintem bár lehet hogy erre is van logikus magyarázat
- lehetett g kódot betölteni és futtatni is, mintha minden rendben
volna.
Jozs |
|
| © Csaba | 2009. nov. 10. 20:07 | Válasz | #3508 |
|
Pedig az E stopnak
kellett volna villognia, és csak addig lassú a tengely amíg leáll a
kapcsolóról utána ha elengeded és újra nyomod a kézi mozgatást már
rendes sebességgel kell mennie.
|
|
|
|
2009. nov. 10. 11:39 | Válasz | #3507 |
|
A végállások hatását
nem befolyásolja a használt képernyő.
Amikor az említett leírás készült (H1), az akkori angol felülettel valóban nem ment a Shift funkció (azóta valszeg ezt is korrigálták). |
|
| © Jozs | 2009. nov. 10. 10:17 | Válasz | #3506 |
|
Úgy néz ki sikerült
megtalálni a fura működés okát. Aktív volt néhány végálláskapcsoló,
ezért a Mach3 átállt „lassú” üzemmódba ( ez ugye akkor van, amikor
valamelyik tengely végállásra fut, és el kell onnan távolítani ).
Ilyenkor ha a settings –ben engedélyezve van az „Auto LimitOverRide”,
lehetséges a jogging, csak éppen nem működik a SHIFT gombos
gyorsítás és a százalékos megadás sem. A főképernyőn igazából semmi
nem utalt rá, hogy aktív a végállás. Az eredeti képernyőt használom.
BTW képernyő. Itt a hobbycnc oldalon a „H1 PCB CNC Vezérlők” szekcióban ez áll: „Az eredeti képernyővel nem működik a Shift+nyilak=gyors mozgások / nyilak=lassú mozgások funkció! A gép mindig gyors mozgásokkal üzemel! A Profi2.1-es képernyővel ezek működnek!” Ez a mondat enyhén bevitt a málnásba. Szerintem aki írta, hasonló szituba keveredett mint én ( a machsupport fórumon sem találtam említést ilyen rendellenes működésről ). Köszi. Jozs |
|
| © HJózsi | 2009. nov. 10. 00:15 | Válasz | #3505 |
|
Na, ezt megint csak
erős idegzetűeknek :
THREADING ON THE LATHE_revC
És még sok jó cucc a Members Doc-ban ... |
|
| © HJózsi | 2009. nov. 10. 00:10 | Válasz | #3504 |
|
nagyon jó képek, köszi!!! Nekem meg fotózni sem volt időm ...
Mindjárt linkelek valami jó cuccot, amit épp most találtam a
Machsuporton ... |
|
| © KoLa | 2009. nov. 09. 23:42 | Válasz | #3503 |
|
Ez az


|
|
| © HJózsi | 2009. nov. 09. 23:35 | Válasz | #3502 |
|
Na most kiváncsi leszek
mint csinál ez a 032-es változat az Indexre kapott nyolc réssel ...
de van egy sejtésem ... 7 rést majd be kell tömni ... persze
meglepetés még lehet ... Na megyek körbeszaglászok a Machsupport
fórumon ...
|
|
| © HJózsi | 2009. nov. 09. 23:32 | Válasz | #3501 |
|
Húha...
naná, hogy az ... A konfigot
manuálba kell, éérteed .... kéézikonfiig ...
|
|
| © KoLa | 2009. nov. 09. 23:32 | Válasz | #3500 |
|
Igen láttam jól működik
|
|
| © HJózsi | 2009. nov. 09. 23:29 | Válasz | #3499 |
|
Na most itt a Timing
elhagyása a 3.042.030 verziótól fölfelé értendő ...
Nálam a 4 réses is és a 8 réses is tökéletesen működik Timing-ra kötve, menetvágásnál és pontosan mutatja a fordulatszámot is |
|
| © KoLa | 2009. nov. 09. 23:06 | Válasz | #3498 |
|
No jól elbeszélgettem
magammal
|
|
| © KoLa | 2009. nov. 09. 22:53 | Válasz | #3497 |
|
Akkor lehet nálam is ez
okozza a bajt mert az xml egy 1.86 verzióról mentettem egy 3.042-re
és mikor menetet akartam vágni elment a levegőbe 15-ször aztán oda
adta neki egyfogásba a 16x2-s menetet, mondanom sem kell a piros
gomb túl messze volt
|
|
| © KoLa | 2009. nov. 09. 22:43 | Válasz | #3496 |
|
Persze elég egy tárcsa
csak másik átmérőn kell futnia a résnek - kellene nagyobb optokapu
|
|
| © KoLa | 2009. nov. 09. 22:39 | Válasz | #3495 |
|
Két tárcsa kell két
jellel - az egyiken egy rés az az index-é a másikon akárhány rés
(annyi amit fel bír dolgozni a mach)az timing-re, a Mach egy
fordulata alatt felismeri a rések számát csak az egyik 50
százalékkal lagyen szélesebb a többinél
|
|
| © KoLa | 2009. nov. 09. 22:33 | Válasz | #3494 |
|
Nekem is nyolc rés van
de ha átállítom index-re megbolondul a főorsó fordulat mérése -
vissza timing-re stabil lesz
|
|
| © HJózsi | 2009. nov. 09. 22:24 | Válasz | #3493 |
|
Ja, nincs jobb a kézi
konfignál!!!
 ... de tényleg!!! pláne, hogy nem
dokumentálják túl a változásokat... a nem kompatibilis XML
megmagyarázhatatlan jelenségeket produkál... gyanú esetén kézi
konfig ...
... de tényleg!!! pláne, hogy nem
dokumentálják túl a változásokat... a nem kompatibilis XML
megmagyarázhatatlan jelenségeket produkál... gyanú esetén kézi
konfig ... |
|
| © HJózsi | 2009. nov. 09. 22:20 | Válasz | #3492 |
|
Tovább frissítgettek,
megjelent ...
Mach3Version3.042.032 érdekes amit a
Change log ban írnak, " Threading fixes, Index threading now
works as it should .. Timming input no longer used " azaz a Timing
helyett a továbbiakban az Index bemenetet kell használni... azt nem
írja hány rés kell, nálam most van nyolc a kisesztergán
|
|
|
|
2009. nov. 09. 20:02 | Válasz | #3491 |
|
Inkább használ manuális
setup-ot! Lehet, hogy már megint variáltak az XML file formátumon és
a régi setup file (xml) már nem kompatibilis az új Mach3-al!
|
|
| © Sanzistift | 2009. nov. 09. 18:06 | Válasz | #3490 |
|
:)
|
|
| © DeaK Jozsef | 2009. nov. 09. 16:28 | Válasz | #3489 |
|
Az jó lesz mert nagyon
szuper amit idáig is tettél. De látod jutalmul... azért az én
Ördögöm veled volt, csak emlékezz hányszor hívtak a tombolára!!!
|
|
| © Kulcsar Zoltan | 2009. nov. 09. 15:23 | Válasz | #3488 |
|
Muszáj feltelepiteni ?
|
|
| © mansell2 | 2009. nov. 09. 14:54 | Válasz | #3487 |
|
Sziasztok!
A duplára veszi a köríveket a Mach3 probléma akkor jön elő ha a H2 vezérlőhöz javasolt H2_Setup.zip et is feltelepítem és profilként a H2 Controllerrel töltöm be a Mach3-at... Mi lehet a megoldás? Üdv: András |
|
| © Sanzistift | 2009. nov. 09. 11:02 | Válasz | #3486 |
|
A héten jól fogok
haladni a fordítással, mert úgy néz ki, talán csütörtökön már lesz
munka itt kint. Talán.
|
|
| © mansell2 | 2009. nov. 09. 10:20 | Válasz | #3485 |
|
Sziasztok!
Küzdök a Mach3-al. Amikor a wizzardban a "circle cut" ot választom és az általa legenerált G-kódot futtatom, dupla annyit mozog az X,Y tengely körív készítésénél, de amikor egyenesvonalú pályán halad akkor minden rendben van..... Üdv: András |
|
| © Pál | 2009. nov. 08. 22:31 | Válasz | #3484 |
|
Nincs mit.
én is küldtem levelet |
|
| © tomktom | 2009. nov. 08. 21:18 | Válasz | #3483 |
|
Köszönöm, köldtem
privát üzenetet.
|
|
| © Jozs | 2009. nov. 08. 19:44 | Válasz | #3482 |
|
Sajnos nem tudtam
elmenni a talira. Újabb érdekes dologra jöttem rá, mégpedig hogy a
"gyári" profile -lal (.xml) jól működik a programom, csak a
"sajáttal" nem. Már csak meg kellene találnom azt az eltérést, ami a
rossz működést okozza. Csak sajnos rengeteg sok eltérés van, nagyon
sok paraméter van az egyikben, ami a másikban nincs, és fordítva.
Nincs esetleg olyan doksid, amiben megvan a paraméterek leírása ? Köszi. Jozs |
|
| © Pál | 2009. nov. 08. 16:57 | Válasz | #3481 |
|
Egyátalán nem jó helyen
keresel.
A config menüben a prots & pin-ben input signal-ban keresed az OEM trig#1-et és ide rendeld hozzá az adott kontaktot amivel akarod álltani a tengelyt. ( X, Y, Z, 4, ) Ezután A config menüben a system hotkey-ben az external buttons oem codes-ben az adott tiger-hez rendeld azt a gomb oem kódját amit kapcsolni szeretnél, Ha nem érthető irj magánba, küldök elérhetőséget |
|
| © tomktom | 2009. nov. 08. 16:40 | Válasz | #3480 |
|
Eredetin.
Ha a Brain editor környkén nézgelődök, akkor jó nyomon haladok? Hogy kell ezt használni? |
|
| © Pál | 2009. nov. 08. 16:32 | Válasz | #3479 |
|
melyik screen
használod, profi21.set vagy az eredeti mach3?
|
|
| © tomktom | 2009. nov. 08. 16:19 | Válasz | #3478 |
|
Persze, de ezt írtam
is.
A Mach3 szépen megkapja a kézikerék jelét, illetve a tengely és szorzóválasztó jelét. Csak azt nem tudom megoldani, hogy ezt kezelje is. Gondolom valami makró vagy script kéne. Úgy működne, hogy 4 bemeneten (X, Y, Z, 4, persze mindig csak az egyiken) megkapja, hogy melyik tengelyen, és másik 3 bemeneten (x1, x10, x100, szintén mindig csak az egyik aktív) meg megkapja, hogy egy enkóder jelre mennyit mozduljon. |
|
| © Pál | 2009. nov. 08. 16:05 | Válasz | #3477 |
|
A config menüben a
prots & pin-ben beállitotad a encoder/MPG's-nél hogy melyik portról
és pin-röl várja a műsort ???
Nekem működött amig le nem szedtem a gépröl. |
|
| © nádházi | 2009. nov. 08. 15:50 | Válasz | #3476 |
|
a kézi kerék jo
téma!imádjuk!:)))
|
|
| © tomktom | 2009. nov. 08. 15:28 | Válasz | #3475 |
|
Sziasztok!
Mach3 - SmoothStepper - kézikerék hármassal van egy kis gondom. A Mach3 szépen megkapja a kézikerék jelét, illetve a tengely és szorzóválasztó jelét. Csak azt nem tudom megoldani, hogy ezt kezelje is. Gondolom valami makró vagy script kéne. Úgy működne, hogy 4 bemeneten (X, Y, Z, 4, persze mindig csak az egyiken) megkapja, hogy melyik tengelyen, és másik 3 bemeneten (x1, x10, x100, szintén mindig csak az egyik aktív) meg megkapja, hogy egy enkóder jelre mennyit mozduljon. Ebben kérnék segítséget, hogy mivel próbálkozzak. Tom |
|
|
|
2009. nov. 07. 05:32 | Válasz | #3474 |
|
A talin, ma megtudjuk
mutatni mik lehetnek...
|
|
|
|
2009. nov. 07. 05:32 | Válasz | #3473 |
|
Igen, felejtős...
|
|
| © Jozs | 2009. nov. 06. 21:01 | Válasz | #3472 |
|
Újabb érdekesség: ha
benyomom az OFFLINE -t tökéletesen működik a százalék és a shift is.
Viszont normál online -ban nem :-(
Jozs |
|
| © Jozs | 2009. nov. 06. 15:02 | Válasz | #3471 |
|
Hát akkor a hiba az én
készülékemben van, mert nekem nem műxik :-(
Azért fura, mert mintha a doksi is azt támasztaná alá, hogy nem működik csak joystick -kel vagy léptetőgömbbel: "A Continuous (Folyamatos) módban gyorsbillentyűkkel használt léptetési sebességet a tengelyhez tartozó gyorsmeneti sebesség százalékaként állítjuk be, míg a Windows kompatibilis joystick esetén a Slow Jog Percentage (lassú léptetési százalék) DRO-val megadott bot-elhajlással, az előtolás százalékaként. Ezt a DRO-ba begépelve (0,1%-tól 100%-ig tartó tartományban) állíthajuk be. A gombok vagy a gyorsbilletyűik egy „megbökése” 5%-nyi növekényt eredményez." Nincs esetleg valami ötletetek nálam mi lehet a gond ? Köszi. Jozs |
|
| © sanyike | 2009. nov. 06. 14:57 | Válasz | #3470 |
|
Sziasztok!
Van egy gyári isel vezérlőm. RS232 porton kommunikál. A mach3 ugye felejtős? Üdv! |
|
| © D.Laci | 2009. nov. 06. 14:09 | Válasz | #3469 |
|
Nyomj egy tabulátort.
Elő jön egy eldalsáv ott tudod százalékosan álitani.
|
|
|
|
2009. nov. 06. 14:00 | Válasz | #3468 |
|
Hát rosszul látod, mert
mindent lehet!
|
|
| © Jozs | 2009. nov. 06. 13:50 | Válasz | #3467 |
|
Úgy látom elég
bonyolultan tettem fel a kérdést :-)
Lényegében azt szeretném kérdezni, hogy jól látom-e, hogy a Mach3 -nál a gyorsbillentyűs folyamatos tengelymozgatásnál csak egyféle sebesség van, azaz nem lehet % -ot állítani, és a Shift nyomása sem hatásos ? Köszi. Jozs |
|
| © Jozs | 2009. nov. 05. 13:48 | Válasz | #3466 |
|
Sziasztok !
Kicsit bajban vagyok a Jog mód sebesség beállításával. Logikusan azt gondolnám, hogy ha a Jog Mode -nál 100 % van megadva, akkor a tengelyek sebessége a 'Motor Tuning' -nál beállított lesz ( ami egyébként megfelel a G0 sebességének ), és ahogy a % -ot változtatom, úgy változik a sebesség. Ehhez képest nekem úgy működik, hogy a program fütyül arra mit állítok be % -nak, hanem a Config menü Homing/Limits képernyőjének utolsó oszlopát veszi figyelembe. Vagyis ha ott pl. az Y tengelynél 50 % van, és a Motor Tuning -nál 800 mm/perc a velocity, akkor az Y feed -je 400 lesz. Mondom, teljesen függetlenül attól, milyen százalékot állítok a Slow Jog Rate -nek, sőt a Shift -et nyomva sem változik semmi. Nagyon nem értem a dolgot, megköszönném ha valaki felvilágosítana. Jozs |
|
| © Sanzistift | 2009. nov. 04. 23:53 | Válasz | #3465 |
|
Ezt ha lehet, megnézném
én is, mert pofám az van, meg rengeteg gyakorlati tudásom, de a
Mach3-ban még nem mélyedtem el minden szinten.
|
|
| © Lakatos | 2009. nov. 04. 22:27 | Válasz | #3464 |
|
Én egyszerűen a
Mach3-ban az operator menüből megnyitom a VB Script Editort(felülről
a 6.)beírom a parancsot és elmentem a megfelelő néven (M akármi).
|
|
| © KoLa | 2009. nov. 04. 22:23 | Válasz | #3463 |
|
Úgy érzem szombaton egy
lépcsővel feljebb lépek:)))
|
|
|
|
2009. nov. 04. 22:16 | Válasz | #3462 |
|
Még valami fontos!
Afájl egyszerű szövegszerkesztővel (jegyzettömb) elkészíthető. A fájl kiterjesztése .m1s Például M100.m1s Ezt az eszterga makróihoz kell lementeni. például ide: C:\Mach3\macros\Mach3Turn\ |
|
| © KoLa | 2009. nov. 04. 22:11 | Válasz | #3461 |
|
Kezdem kapisgálni!
|
|
| © Lakatos | 2009. nov. 04. 22:08 | Válasz | #3460 |
|
A Port és Pin configban
beállítod melyik outputhoz melyik port melyik pinje tartozik és
milyen állapotot vegyen fel,alacsony vagy magas szint.
|
|
| © Lakatos | 2009. nov. 04. 22:06 | Válasz | #3459 |
|
G kódba beírod az
M100-at,erre aktiválódik a reléd(csinálja a dolgát amit rákötöttél)
Irod tovább a programot,majd ha végeztél és ki szeretnéd kapcsolni akkor beírod az M101-et. Az M100 tartalmazza ezt a sort:ActivateSignal(Output5) Az M101:DeActivateSignal(Output5) Ha a 100 és 101 nem tetszik használhatsz bármi mást ami nincs még használatban. |
|
| © KoLa | 2009. nov. 04. 22:05 | Válasz | #3458 |
|
És főleg hol kell
beállítani hogy melyik tűre adjon jelet?
|
|
| © KoLa | 2009. nov. 04. 22:02 | Válasz | #3457 |
|
igen egyszerűnek
látszik és hogyan kell kikapcsolni,
|
|
|
|
2009. nov. 04. 22:02 | Válasz | #3456 |
|
Köszönöm a
megerősítést, én is így gondoltam.
Mostmár bátrabban továbbgondolom az esztergámat. |
|
| © Lakatos | 2009. nov. 04. 22:01 | Válasz | #3455 |
|
Ha valaki tudna
segíteni egy olyan script érdekelne engem is ami nibbelésnél
használható lenne.M21-el meghívnám adnék neki egy X értéket és a
lyukasztó méretének megfelelően az X távolságot kilépné.
|
|
| © KoLa | 2009. nov. 04. 22:01 | Válasz | #3454 |
|
Ok! el leszek halmozva
minden jóval:)))
|
|
| © Lakatos | 2009. nov. 04. 21:57 | Válasz | #3453 |
|
Az M100-ba beírod az
egyiket,a 101-be a másikat és tökéletesen müködik.Én már használtam
célgép vezérlésénél.
|
|
| © elektron | 2009. nov. 04. 21:57 | Válasz | #3452 |
|
Ha csak ennyi, akkor
azt nem lesz olyan nehéz megoldani.
|
|
| © Sanzistift | 2009. nov. 04. 21:55 | Válasz | #3451 |
|
Nagyon jó.
Én meg viszek neked kopott lapkákat, amit megígértem. Mindegyik még bőven köszörülhető, és mivel elvileg lesz ott gyémántköszörű is, így a gazda engedelmével talán meg is tudom neked ott helyben csinálni egy részét (pótgyémántkorong lesz nálam, nem vagyok szarfaszú)... :) Nem sok darab, de hirtelen most ennyi lesz. Nekem most nagyon gyorsan bezárult a pénzeszsák, bővebbet majd szóban... |
|
|
|
2009. nov. 04. 21:50 | Válasz | #3450 |
|
Egy relé bekapcsolása:
ActivateSignal(Output5)
Kikapcsolása: DeActivateSignal(Output5) Ezt azért kérdezzétek meg írástudóktól is, mert ez csak a saját kútfejemből pattant ki. Még nem volt alkalmam kipróbálni. |
|
| © KoLa | 2009. nov. 04. 21:43 | Válasz | #3449 |
|
Köszi Sanzi! Jó lessz
így, majd szombaton találkozunk viszek laptopot.
|
|
| © Sanzistift | 2009. nov. 04. 21:38 | Válasz | #3448 |
|
Kedves KoLa!
Én ott leszek és meg tudonm neked mutogatni mit csinálj, hogy működjön a relé kapcsolása. Sőt, azt is meg tudjuk csinálni, hogy az én gépemen megírjuk rá a szkriptet brainban, és csak annyi dolgod van, hogy otthon bemásolod. Mivel a magyarítás miatt elég mélyen el kellett merülnöm a dologban, így nemcsak neked, hanem másnak is tudok segítséget nyújtani. Amihez már én is hülye vagyok, ahhoz az kell, hogy az aktuális kuncsaft odasomfordál István főnökúrhoz, és segítséget kérünk. István veséje valószínűleg rendben lesz a tali után, tekintve a hatalmas folyadékevitelt... :) Akinek ilyen problémája lesz, és úgy gondolja, hogy a talin meg tudjuk oldani, azt nagyon kérem, hogy hozzon magával valamilyen adathordozó eszközt. Bármiléyen kapacitású USB eszköz, vagy akár a fényképezőgépe SD/MMC kártyáját is tudom írni. Ezenkívül bárkinek felmásolom a fent említett eszközökre az általam magyarosított verzió telepítőjét, és az eddig készen lévő/félig kész magyarosított fájlokat a Mach3-ból. Ez teljesen legális, nem kell fosni, akinek van licensze, annál ugyanúgy teljes verzióként fog működni a Mach3, a magyarra fordított fájlok mikéntjét pedig helyben elmondom. Esetleg, aki laptopról hajtja a gépét, az elhozhatja a lapost is, és helyben megcsinálom neki, ingyen, és bérmentve. |
|
| © elektron | 2009. nov. 04. 21:32 | Válasz | #3447 |
|
Milyen hosszú az a
script ? Hány soros kb ?
|
|
| © KoLa | 2009. nov. 04. 21:29 | Válasz | #3446 |
|
István szerénykedik !
:)))
|
|
|
|
2009. nov. 04. 21:15 | Válasz | #3445 |
|
Igen, ott leszek.
Bár ebben a dologban István sokkal többet tud nálam. |
|
| © KoLa | 2009. nov. 04. 21:09 | Válasz | #3444 |
|
Nem tudom Miklós hogy,
jössz-e a talira? :)
|
|
|
|
2009. nov. 04. 21:04 | Válasz | #3443 |
|
Írni kell hozzá egy
szkriptet, és azt M kód-ként meghívni.
Nézd meg az eredeti M3... M9 szkripteket, azok alapján meg tudod csinálni. Az MBIO programozását pedig megtalálod annak a leírásánál itt a bal oldali sávban. |
|
| © KoLa | 2009. nov. 04. 21:00 | Válasz | #3442 |
|
Ez eddig érthető, csak
azt nem tudom hogyan programozzam ezt a funkciót a Gkódban
|
|
|
|
2009. nov. 04. 20:57 | Válasz | #3441 |
|
Az LPT2-n lehet
megoldani, vagy MBO kártyával.
Az LPT2-höz minimum egy relé lártyára lesz szükséged. Ezeket a kártyákat Magi Istvántól jó minőségben, üzembiztos kivitelben be lehet szerezni. |
|
| © KoLa | 2009. nov. 04. 20:43 | Válasz | #3440 |
|
Sziasztok!
Tudna valaki abban segíteni hogy a Mach3-al futtatott Gkódban hogyan tudnám azt programozni hogy két relé közül valamelyik meghúz vagy kikapcsol. Pneumatikus útváltó vezérléshez kellene !(esztergagépemen a patronos befogó vezérléséhez) Az M7 M8 - M9 mintájára, csak ezek kellenek a hűtéshez. |
|
| © Sanyi66 | 2009. okt. 30. 19:30 | Válasz | #3439 |
|
Sziasztok, Mach-hoz
keresek megfelelő szakembert
aki egyéni kezekőfelületeket tuna létrehozni és a szükséges konfigot meg tuná oldani, persze nem ingyen. info@designpoint.hu |
|
| © Sanzistift | 2009. okt. 24. 03:40 | Válasz | #3438 |
|
Frissült a mappámban a
magyarított verzió.
Jelenleg a mach3.exe és a driver.exe lett farigcsálva. Csak simán kicseréled a régivel, miután a régiről csináltál másolatot. Jónak kell lennie, de mint tudjuk, az ördög nem alszik... :) |
|
| © nádházi | 2009. okt. 15. 15:46 | Válasz | #3437 |
|
köszönöm István,és a
járt utat nem hagyom el a járatlanért!:)))maradok akkor a jo öreg
xp-nél!:))
|
|
| © D.Laci | 2009. okt. 15. 15:45 | Válasz | #3436 |
|
|
2009. okt. 15. 15:45 | Válasz | #3435 |
|
Elvileg igen, de a
telepítését "piszkálni" kell (lásd a machsupport webhelyen a bővebb
infót)!
|
|
| © nádházi | 2009. okt. 15. 15:33 | Válasz | #3434 |
|
uraim egy kérdés,a
gyors válaszreményében!kérdés:Mach-3 fut e windows vista alatt?a
lemezre az van irva hogy 32 bites szoftwer.köszönöm kunstruktiv
válaszaitokat!:)))
|
|
| © Arany János | 2009. okt. 13. 18:18 | Válasz | #3433 |
|
Nem építettem, hanem
átépítettem! Összeakadtam egy mágnesgörgős Apoldával, amin
eredetileg is 4 vágófej volt (Aukarecord) és a CÉG nem tudta
beüzemelni (munkadíj helyett kapták) ezért ócskavasnak minősítették.
Szinte minden porcikája előkerült az ócskaságok közül! Egy-két
telefon és emil meg pár nap és a postás már hozta is a hiányzó
apróságokat. Képeket nem készítettem mert majdnem mindenki
komolytalannak minősítette az elképzelésemet.
|
|
| © KoLa | 2009. okt. 12. 21:04 | Válasz | #3432 |
|
Ekkora gépet építettél?
Képeket mutathatnál róla!
|
|
| © Arany János | 2009. okt. 12. 18:38 | Válasz | #3431 |
|
Ez nagyon tetszik!!!
Esetleg meglehetne szerezni valahogy?
Sajnos a "belenézés" bizonytalan! A nyáron megváltozott munkakörülmények miatt (emelkedő óraszám arányosan csökkenő fizetéssel) elég kevés lett a szabadidőm. De nem mondtam le arról, hogy egyszer beüzemelem a 6m x 2.5m-es 4 fejes masinát. |
|
| © KoLa | 2009. okt. 11. 23:09 | Válasz | #3430 |
|
Van erre egy makró meg
a képernyőn egy Dro ahová be lehet írni másodpercben a melegítési
időt de mivel ez egy relative változó elindítható az idő letelte
előtt nyomógombbal
|
|
| © KoLa | 2009. okt. 11. 23:04 | Válasz | #3429 |
|
Szia! szoktam egy ilyen
gépen lángvágni Mach3-al nálunk belenézhetsz
|
|
| © Arany János | 2009. okt. 11. 15:39 | Válasz | #3428 |
|
Bocsánat! Igazad van!
Én azért adtam fel, mert a várakozást nem sikerült "gombnyomogatással" változtatnom. |
|
| © D.Laci | 2009. okt. 11. 14:56 | Válasz | #3427 |
|
Ha a vágás bekapcsolása
előtt definiálják a várakozást akkor annak ott kel megtörténie és
nem majd valamikor. Valamit roszul csináltok...
|
|
| © Arany János | 2009. okt. 11. 14:51 | Válasz | #3426 |
|
Sajnos a G4 P...-vel
csak a vágás bekapcsolása után várakozik (átfújás), előmelegítésre
én sem találtam megoldást! Pedig láttam gépet amin megoldották, de
sajnos nem kukucskálhattam bele!
|
|
| © D.Laci | 2009. okt. 11. 09:00 | Válasz | #3425 |
|
Vagy a G-codban
programozod a G4 Pxxx.
Vagy a Mach-ban Spindle (főorsó be-ki ) kapcsolásnál belehet álitani hogy mennyi időt várjon a főorsó bekapcsolása után. |
|
| © pietro | 2009. okt. 11. 08:57 | Válasz | #3424 |
|
Üdv Mindenkinek!
Ha lángvágóhoz vennék egy Mach3 vezérlőprogramot, hol kellene beállítanom az előmelegítési időt, ill. mivel ez csak 2D vágás van-e más egyszerűbb progi. Nem hinném, hogy a lángvágáshoz ennyi funkció szükséges. Köszi |
|
| © Sanzistift | 2009. okt. 04. 19:14 | Válasz | #3423 |
|
A frissebb Mach3 exe a
hunbay-os mappámban van.
Sanzistift/Mach3 |
|
| © Sanzistift | 2009. okt. 03. 19:21 | Válasz | #3422 |
|
Örülök. :)
Holnap lesz időm rengeteg, így holnap este újabb verziós mach3 exe lesz fenn. Remélem, sokat tudok majd vele haladni. :) |
|
| © robokacsa | 2009. okt. 03. 11:56 | Válasz | #3421 |
|
mükszik :)
|
|
| © robokacsa | 2009. okt. 03. 10:21 | Válasz | #3420 |
|
sajna még nem sikerült
megoldanom, de kösz a segítséget, megpróbálom....
ezekszerint kell az sp2 vagy 3... jól vettem le? |
|
| © Sanzistift | 2009. okt. 03. 01:29 | Válasz | #3419 |
|
Ha még nem oldottad
volna meg eddig...
Torrent, és lekapni valami SP3 verziós xp winfos. Benne van minden fontos frissítés, úgy könyebben gurul a hardwer is. :) |
|
|
|
2009. okt. 01. 13:03 | Válasz | #3418 |
|
1× én is belefutottam
ilyenbe, de akkor egy sima Mac3 újratelepítés megjavította (az
elején ne feledd el az LPT drivert engedélyezni)!
|
|
| © robokacsa | 2009. okt. 01. 12:54 | Válasz | #3417 |
|
volt újratelepítés....
ide is kell a servicepack2? mert mindha az nem lenne rajt ezen a telepítőlemezen. |
|
| © D.Laci | 2009. okt. 01. 12:39 | Válasz | #3416 |
|
Winfos újrahúzás oszt
jócakát...
|
|
| © robokacsa | 2009. okt. 01. 12:34 | Válasz | #3415 |
|
kösz az ifót, de......
az a helyzet, hogy egy sima asztali gépről van szó, melyen már régóta fut a progi, a mach 3. csak a lasy cam ot szerettem volna még feltelepíteni, és egy nagyonszámítógépes ismerősöm ,a már fentlévő, jól működő gépre feltelepítette az újabb mach 3at, és teljes káosz lett belőle. azóta próbálom újratelepíteni a gépet, de mint látod nem sok sikerrel. pedig a leírás alapján annó még laptopról is ment, de hogy most mi van??? lehet a gép megadta magát, mármint a számítógép? telepítek,futtatom a special driver-t, újraindítok, próbálom tesztelni , és semmi... de már egy hete naponta 4 órán keresztül, mit nem csinálok jól?? |
|
|
|
2009. okt. 01. 11:49 | Válasz | #3414 |
|
Special = alternatív!
:)
Ha ez sem megy ,akkor olvasd át ezt: Mach3 telepítési gondok... |
|
| © robokacsa | 2009. okt. 01. 11:47 | Válasz | #3413 |
|
köszönöm a gyors
választ.
annyira nem vagyok szakértő a dologban,sajna nem tudom mi az az alternatív driver, pontosabban azt nem tudom, hol is kellene keresnem. mert a mach 3 ban csak a special, és az original driver ok vannak |
|
|
|
2009. okt. 01. 11:35 | Válasz | #3412 |
|
Rakd fel az alternatív
driver-t!
|
|
| © KisKZ | 2009. okt. 01. 11:11 | Válasz | #3411 |
|
lehet butaságot mondok,
de mintha az 1GH kellene.
Butaság? |
|
| © robokacsa | 2009. okt. 01. 11:02 | Válasz | #3410 |
|
üdv mindenkinek
segítsetek, ha tudtok.... mach3 at szeretném telepíteni,de minden telepítés után abba a zsákutcába futok bele, hogy a driver teszt, igez elindul, de a kisablakba, nemhogy egy tüskével tüzdelt vonalat rajzolna, hanem egy nagy ürességet produkál. már újra is telepítettem a gépet,régebbi hozzászólások alapján ,a régi mach 3 at úgy töröltem, hogy az eszközök közül is töröltem, és a programok eltávolításával vettem le a mach 3 at, és a maradék programot is töröltem a mach3 könyvtárból. még mi lehet???????????? |
|
| © deguss | 2009. szept. 23. 16:53 | Válasz | #3409 |
|
Szia!
Köszi a gyors választ, sajnos nem ez volt a hiba oka, de véletlenül rátaláltam. Csak rá kellett kattintani a specialDriver.bat fájlra, betöltötte azt, és most megy. Köszönöm! |
|
| © sanka74 | 2009. szept. 23. 16:35 | Válasz | #3408 |
|
A telepítés és ujra
indítás után az OCXdriver tesztet kell lefuttani,a frekvenciának
24000 körülinek kell lennie,ha jól emlékszem,a görbének pedig közel
egyenesnek.Én is jártam már úgy hogy a driver teszt megölte a
pc-t,de másodjára sikerűlt.
|
|
| © deguss | 2009. szept. 23. 16:28 | Válasz | #3407 |
|
Tisztelt Uraim!
Rég óta használom a Mach3-at, de most egy régebbi számítógépre is feltelepítettem (500MHz AMD + Win XP). A probléma az, hogy a telepítés és újraindítá után is, a Mach3 megnyitása, illetve a driver test is egyszerűen újraindításra bírja a számítógépet, mindenféle előzetes figyelmeztetés nélkül. Biztos vagyok benne, hogy felmerült már ez a probléma itt a fórumban, azonban közel fél óra kereséssel sem találtam meg. Remélem tudtok segíteni! deguss |
|
| © Sanzistift | 2009. szept. 21. 19:15 | Válasz | #3406 |
|
Köszönöm, a műszaki
angollal elboldogulok.
De hogy érthető legyen majd a problémám, rakok pár szöveges részt a mappámba, hétfőtől. Holnapután megyek haza, és van még itt egy kis dolgom. De hétfőn megint itt vagyok, és lesz rá időm. |
|
| © nádházi | 2009. szept. 21. 18:57 | Válasz | #3405 |
|
ebben egyet értűnk,és
én egy spéci műszaki szotárt esetleg fel tudok ajánlani!
|
|
| © Sanzistift | 2009. szept. 21. 18:00 | Válasz | #3404 |
|
Csak a tizede van
nagyjából készen. :)
Ha készen lesz, akkor beszélhetünk sikerről. :) Viszont majd szükségem lesz jó angolosok segítségére. Összetettebb mondatokkal nem igazán boldogulok, ezért kellene a segítség. Majd úgy csinálom, hogy kimásolom a dialógusokat, berakom a mappámba. Aki tudja, lefordítja, én meg visszarakom a progiba magyarul. Így a dialógusok is le lennének fordítva. |
|
| © nádházi | 2009. szept. 21. 17:55 | Válasz | #3403 |
|
nagyon vártunk már egy
ilyen profi magyaritást,és ne szerénykedj,nagyon primán
sikerűlt!:)))
|
|
| © Sanzistift | 2009. szept. 21. 16:48 | Válasz | #3402 |
|
Ugyan már.
Majd akkor legyünk virgoncak, mikor készen lesz...
|
|
|
|
2009. szept. 20. 15:46 | Válasz | #3401 |
|
KÖSZÖNJÜK !!
|
|
| © nádházi | 2009. szept. 20. 15:36 | Válasz | #3400 |
|
egyszerűen SZUPER!
|
|
| © DeaK Jozsef | 2009. szept. 20. 14:04 | Válasz | #3399 |
|
Te csúcs vagy!
Sajnos én nem tudok angolul és már most igy változások jöttek a magyar fordítással a gépemen mostmár működik nagyon szépen. Köszi mégegyszer a lehetőséget. |
|
| © Sanzistift | 2009. szept. 20. 12:55 | Válasz | #3398 |
|
Minden meg lesz
csinálva, ez még félkész állapotban sincs.
Örülök, hogy tetszik. :) |
|
| © DeaK Jozsef | 2009. szept. 20. 08:38 | Válasz | #3397 |
|
Köszönöm megcsinálom.
De nagyon szuper! még a generál tuningot jó lenne megmagyarítani ha lesz időd. |
|
| © Sanzistift | 2009. szept. 20. 00:56 | Válasz | #3396 |
|
Nem hiszem, hogy a
magyarítás miatt van.
Frissítettél arra a verzióra, aminek a telepítője ugyanabban a mappában van? Másként nincs garancia a korrekt működésre. Először frissítsd a telepítésedet, vagy rakd fel újra ezt a verziót, és utána cserélgesd az EXE fájlokat. A profilod xml fájlban van mentve, az összes gépbeállításoddal együtt. Azokat kimented, csinálsz egy korrekt friss telepítést az új verzióval, és menni fog. |
|
| © DeaK Jozsef | 2009. szept. 19. 21:27 | Válasz | #3395 |
|
Hát szuper vagy már
nálam Magyarul látom de valamiért a G-kódok nem töltődnek be.
|
|
| © Sanzistift | 2009. szept. 19. 18:36 | Válasz | #3394 |
|
Itt megtalálhatók a fájlok.
Még egyik sincs teljesen készen, de ha frissítek, azt jelzem. :) |
|
| © Sanzistift | 2009. szept. 18. 23:07 | Válasz | #3393 |
|
Holnap felrakom azt a
pár exe fájlt, amibe már belemásztam.
Mivel gépjellemzőket nem tárol az exe, így elvileg simán ki lehet cserélni az eredetire. A magyarítás erősen véletlenszerűnek tűnhet a progikban. A szövegek sorban vannak, és nem kötődnek sem az előfordulási gyakorisághoz, sem semmihez. Mivel párhuzamosan csinálok jópár, általam fontosnak tartott alkalmazást, így nem mindegyik lesz egyszerre kész. Jelenleg ez egy irány, ízelítő a jövőre nézve. Igyekeztem mindenhez a legmegfelelőbb szakmai fordítást használni, de ahol angol van esetleg a sok magyar között, az azért van, mert vagy nincs jó magyar megfelelője, vagy még én nem találtam meg. Az egyértelmű, és használatos dolgokat megint nem fordítottam le (pl DRO, MPG), de ahol van rá hely (tudok csinálni), vagy lehetőség, ott igyekszem utalni a lényegre. Nem akarok szájbarágós fordítást csinálni, és nem szándékom a gügyögős stílus sem. Így a fordításnál alapértelmezett tény, hogy ha a beállításoknál valaki ügyködik, akkor vagy tudja mit csinál, vagy tudja, hogy miről van szó. Az alapfogalmakat nem fogom leírni, arra ott van az általatok összehozott magyar kezelési utasítás. Igyekszem ezzel a dokumentummal párhuzamosan haladni, de helyenként lehetnek eltérések, mert a doksi sem hibátlan szakmai nyelvezetileg. Megkérek mindenkit, főleg Istvánt (mivel ő régebben vágja a Mach-et), hogy ha esetleg van jobb tippje, mihez mit írjak, akkor vagy itt, vagy emilben írja meg nekem az elképzelését. A fájlok a hunbay-on, a Mach3 mappában találhatók, a Sanzistift mappán belül. Mindegyik mellé felteszem az eredeti verziót is, esetleges fagyások megjavítására. A magyarítás a mappámban levő verzióból van csdinálva, tehát azzal mennie kell. Akinek régebbi verziója van, az vagy frissít erre, vagy próbálkozik a régebbivel, miután kicserélte az exe fájlt. A fő exe kicserélése nem ajánlott más verzióknál. A testdrive, brain, és egyéb exe fájlok elvileg kompatibilisek. Bármilyen kérdést ide kérek. |
|
| © Csoszi | 2009. szept. 10. 20:44 | Válasz | #3392 |
|
Köszönöm a választ, és
még olyan kérdésem lenne, hogy főprogramot és alprogramot
felismeri-e.
A választ előre is köszönöm. |
|
|
|
2009. szept. 10. 20:11 | Válasz | #3391 |
|
Tapasztalatom szerint,
ha nincsenek benne hivatkozások (IF Then) vagy sor ugrások (GOTO)
a mach3 minden további nélkül kezeli. Egyszerűen be kell hívni a MACH-ba, és ha hibát észlel kiírja. |
|
| © Csoszi | 2009. szept. 10. 19:16 | Válasz | #3390 |
|
Olyan kérdésem lenne,
hogy a mach3 G és M kódjai mennyiben térnek el az NCT kódjaitól?
Jelenleg plazmázáshoz kell. |
|
| © Révész Richárd | 2009. szept. 03. 21:34 | Válasz | #3389 |
|
Ugyan má na.
|
|
| © KoLa | 2009. szept. 03. 21:31 | Válasz | #3388 |
|
Tartozok barátom!!! |
|
| © Révész Richárd | 2009. szept. 03. 21:29 | Válasz | #3387 |
|
Isten fizesse meg.
Köszi. |
|
| © KoLa | 2009. szept. 03. 21:22 | Válasz | #3386 |
|
Pgup-
pgDn |
|
| © Révész Richárd | 2009. szept. 03. 21:21 | Válasz | #3385 |
|
Árulja el valaki hogy
lehet e billentyűzetről mozgatni a Z tengelyt.Nem tudok rájönni
sehogy sem.
Köszönöm. |
|
| © Sanzistift | 2009. szept. 02. 22:04 | Válasz | #3384 |
|
Nos, a magyarítandó
verzió megtalálható a Mach3 mappámban.
Ezt fogom frissítgetni. A legújabb exe verziók lesznek fent, amit csinálok, mindig. Jellemzően exe fájlokat fogok módosítani, amiket elég kicserélni a régire. Mivel az ördög nem alszik, így érdemes az előző verzióról biztonsági másolatot (juj) csinálni. Sőt, az sem baj, ha a frissen telepített, és bejáratott mappát átmásoljátok valahová, és átnevezitek pl "Mach3 eredeti" vagy hasonló névre. Baj esetén ennek a mappának a tartalmával felülírva a régit minden megy. A baj ebben az esetben nem lesz jellemző, mert a működés szempontjából nem "létfontosságú" dolgokat fogok átírni. Nekem kicsit gond a tesztelésnél a 64 bites Windows 7, de szerintem megoldom ezeket is valahogyan. Csapjunk bele!
|
|
| © Svertel Istvan | 2009. aug. 24. 20:22 | Válasz | #3383 |
|
Szia!
Itt a fórumon ne használd a "Live Storage"-ot képek linkelésére mert bejelentkezést kér és nem látszanak a képek . Neked még nincsen mappád a "File tár"-hoz ? Kérjél Varsányitol egy jelszót és oda pakold a képeket . |
|
| © agabor | 2009. aug. 24. 19:11 | Válasz | #3382 |
|
Nem látszik semmi.
|
|
|
|
2009. aug. 24. 18:18 | Válasz | #3381 |
|
A home pozíció
felvételénél itt tudod a sebességet beállítani.
|
|
| © agabor | 2009. aug. 24. 09:29 | Válasz | #3380 |
|
Hamár az import szóba
került. Nem tudom, másnak is feltűnt-e: felraktam az importálás
kedvéért az 1.84.002 verziót, és rendszeresen lefagyasztotta az
egész PC-met. Ez, amit most használok, már nem tartalmazza az
importot, és eddig egyszer sem fagyott le.
|
|
| © agabor | 2009. aug. 24. 09:25 | Válasz | #3379 |
|
Elismerem, eléggé láma
dolog, de nem :)
Köszi! |
|
| © Messer | 2009. aug. 24. 09:03 | Válasz | #3378 |
|
Ezt próbáltad már ?

|
|
|
|
2009. aug. 24. 08:58 | Válasz | #3377 |
|
A képernyőt te magad
szabadon kreálhatod, így a rajtalévő funkciókat is, ezért ez
képernyő függő.
A leírást még annó egy régi Mach3-hoz készítettük, azóta sokat változott maga a program működése is (főleg a file import része). |
|
| © agabor | 2009. aug. 24. 08:49 | Válasz | #3376 |
|
Hát... igazad van, a
leírásban benne van, megnéztem. Az én Mach3-am köszönőviszonyban
sincs a leírásban látható képernyőkkel (R3.042.029) -ezért nem
találtam magamtól sem-, de most hogy megnéztem a leírást, továbbra
sem találom a jog control-t. Egyik képernyőn, vagy menüben sincsen.
De letöltök valami másik képernyőt, hátha azon rajta lesz.
|
|
|
|
2009. aug. 24. 07:06 | Válasz | #3375 |
|
Olvasd át alaposan a
Mach3 leírását (Magyart)! Benne van mindenre a válaszod!
|
|
| © agabor | 2009. aug. 23. 17:26 | Válasz | #3374 |
|
Sziasztok,
Létezik külön beállítás a kézi pozicionálásra, és a motorok maximális sebességére? A nulla felvételénél lenne jó, ha minél lassabban mozgatná az x/y/z-t, a fogások közötti mozgatásoknál meg lehetőleg a maximummal. |
|
| © vbodi | 2009. aug. 15. 11:25 | Válasz | #3373 |
|
Szia!
Szerintem, ha már így állsz, fejezd be légyszives, mindannyiunknak nagy hasznára lenne. Ha egy régebbi változattal nincs semmi gond, minek mindig újjabra váltani. |
|
| © Sanzistift | 2009. aug. 14. 22:13 | Válasz | #3372 |
|
Szerintetek lemondjak
arról, hogy magyarosítsam a menüt?
Megcsinálom, nem az a gond, hanem ha kijön egy frissebb változat, akkor kezdhetem előlről, mert az exe fájlban van a nyelv is... Nem tudom, mit tegyek, az előző verzió már majdnem kész, erre kijön egy újabb... Örülök neki, de mire ezzel is végzek, megint kijöhet egy újabb....
|
|
| © mezoltan | 2009. aug. 12. 05:26 | Válasz | #3371 |
|
Köszönöm a
választ.Megvan a hozzávaló szoftvercsomag,de mivel LPT porton
csatlakozik a laptophoz gondoltam jó a Mach3 is.
|
|
|
|
2009. aug. 11. 22:02 | Válasz | #3370 |
|
Szia,
Nem hinném, hogy Mach3-at igényelne. A roland gépek eleve RML-1 v. "NC-Code" (ami elvileg G-kód) parancsokat várnak többnyire USB-n keresztül. Saját beépített interpolátoruk van, így nem is igénylik a Mach3 szolgáltatásait. (Egyszerűbben: parancsvezérelt és nem step/dir üzemmódú gépek.) |
|
| © mezoltan | 2009. aug. 11. 15:58 | Válasz | #3369 |
|
Üdvözlöm a
fórumtársakat !
Újonc vagyok a témában ,ezért szeretném megkérdezni,hogy a Mach3 szoftver tudja-e vezérelni a köv. gépet link.Köszönöm. |
|
| © keri | 2009. aug. 11. 09:32 | Válasz | #3368 |
|
Akkor már értem miért
nem működött a 400Mhz-s P2-es gépemen :D
|
|
| © Íjász | 2009. aug. 11. 06:27 | Válasz | #3367 |
|
Nekem is AMD-sen fut és
egész jóba vagyunk...
|
|
| © Sanzistift | 2009. aug. 08. 22:08 | Válasz | #3366 |
|
Esetleg javasolnám az
eltávolítás után a registry tisztítását is.
Ártani nem árt, és a fene tudja, mik maradhatnak a registryben unistall után. Vannak rá egyszerű progik, és talán még lendíthet is a gépen, ha régen volt karbantartva. |
|
|
|
2009. aug. 08. 20:01 | Válasz | #3365 |
|
Valóban
|
|
| © Szigma | 2009. aug. 08. 19:16 | Válasz | #3364 |
|
a 2.2GHz > mint az 1.8
Lásd #3356-ot |
|
|
|
2009. aug. 08. 17:09 | Válasz | #3363 |
|
Az AMD procinak ehhez
semmi köze! Nekem 3 PC-m is AMD (én e típus kedvelője vagyok) és
mind remekül futtatja a Mach3-ast (még a laptoop is)!
Én inkább unistal - instal és teszt... |
|
|
|
2009. aug. 08. 17:05 | Válasz | #3362 |
|
Nem túl lassú a
professzorod? Az új verzióhoz legalább 1.8 GHz kell.
Én ugyanígy jártam AMD procival. Azóta vezérlő gépnek csak Celeronos gépet veszek. Az olcsó árkatagóriás régebbi típusú AMD-ket a MACH3 nálam köszönte szépen, nem kérte. |
|
| © végyé | 2009. aug. 08. 16:56 | Válasz | #3361 |
|
Nem indul el, hiába
klikk rá.....
végyé |
|
|
|
2009. aug. 08. 16:55 | Válasz | #3360 |
|
Szervusz György !
Bocs, hogy beleszólok, de én már szívtam vele. Ha eltávolítod a MACH3-at vigyázzál a következőkre: Reinstall után a drájvert is töröld az eszközök közül. Ezután törölni kell a MACH3 megmaradt könyvtárát a HDD-ről, majd a gépet újra kell indítani. Csak ezután kezd el újra telepíteni a frissen letöltött verziót. |
|
| © HJózsi | 2009. aug. 08. 16:54 | Válasz | #3359 |
|
Futtasd le a driver
tesztet ... ha az OK akkor a pulse engine rendben ... C:\Program
Files\Mach3\DriverTest.exe
|
|
| © végyé | 2009. aug. 08. 16:48 | Válasz | #3358 |
|
Azám
A motortunninghoz menni kell a háttérben a kernelnek vagy mi a szösznek? Mert a Mach3 on kivül semmit olyasmit nem látok a feladatkezelővel futó folyamatok között. végyé |
|
| © HJózsi | 2009. aug. 08. 16:46 | Válasz | #3357 |
|
Ja, a gép az jó... jobb
ha nem alapplapi a videókártya bár nálam alaplapival is megy ...
|
|
| © végyé | 2009. aug. 08. 16:42 | Válasz | #3356 |
|
Üdv
Virus elvileg nincs, legalább is nem talál a kereső...... A gép az jó, mert 2.2 Ghz 1,2 Gb RAM etc. Akkor leszedés és ujra felrakás. végyé |
|
| © Szigma | 2009. aug. 08. 16:36 | Válasz | #3355 |
|
Szerintem töltsd le
újra a netről és installáld újra. Annak mennie kellene. A gépeden
nincs esetleg valami vírus?
|
|
| © HJózsi | 2009. aug. 08. 16:34 | Válasz | #3354 |
|
Ilyet még nem láttam
... reinstall
Mach3Version3.042.029.exe
Telepítés után nem árt egy restart ... A gép megfelel a technikai követelményeknek? ... |
|
| © végyé | 2009. aug. 08. 15:15 | Válasz | #3353 |
|
Üdv
Azt próbálom de nem nyilik meg a motortuning rész. végyé |
|
| © HJózsi | 2009. aug. 08. 14:41 | Válasz | #3352 |
|
Config -> Motor Tuning
|
|
| © végyé | 2009. aug. 08. 14:39 | Válasz | #3351 |
|
Üdv
Version R3.042.020 Az installálás gondolom az volt mert nem jelzett hibát. A config menüben a motortunning menüre és nem csinál semmit, semmi hibaüzenet. Ugy tünik más menüpontnál nincs hiba. végyé |
|
| © Szigma | 2009. aug. 08. 14:26 | Válasz | #3350 |
|
Melyik verziót
nézegeted?
Ilyennel még nem találkoztam. Hibátlan volt az install? Mi történik amikor meg akarod nyitni? Kicsit pontosabban írd le, hogy mikre klikkelsz, mert így nehéz használható tanácsot adni. |
|
| © végyé | 2009. aug. 08. 13:40 | Válasz | #3349 |
|
Üdv
Nézegetem ezt a progit, de valamiért nem nyilik meg a motortunning fül. Mit csinálok rosszul? végyé |
|
| © apukak | 2009. aug. 04. 13:52 | Válasz | #3348 |
|
Nincs, csak tetszik és
tervezem a beszerzését.
Érdekelme,hogy aki használ ilyet mik a tapasztalatai. |
|
| © Szabi155 | 2009. aug. 04. 12:00 | Válasz | #3347 |
|
Van ilyen vezérlőd,
vagy csak tervezed a vásárlást?
Hasonló vezérlőt szeretnék venni én is, de még nem sikerült döntenem, a mach plugin lehetősége egy piros pont a Kflopnak. |
|
| © sasi | 2009. aug. 03. 22:48 | Válasz | #3346 |
|
© KoLa írja az
esztergályos topikban:
Sziasztok! A mai délután idáig tartott de megérte! Amire rájöttem: a Mach3 Turn jól működött tegnap a G54 G55 G56 eltolásokkal de ma mikor elindítottam a front késem elment a "világba" a középső (szintén front beállitású)jól megtalálta a helyét és a hátsó is precízen.Egy kis tuning után arra jöttem rá hogy a Copy G54 from G59.253 on starup(general ligic Config) beállításától függően az újraindítás után az egyik mindíg törlődik míg a másik meg ami a G56-on van megmarad.Többszöri tesztelés után a helyzet a következő (a mai napig bezárva-mert még biztos nem vagyunk a végén) A G54-t és a G55-t kihagytam a beállításokból-az eltolásokkal átmentem G57-re és G58-ra.Tehát három különálló szerszámnál a front késtartóban lévő szerszám eltolásait a munkadarab 0 pontjától számítva(ami nálam a tokmányból kilógó előgyártmány vége-közepe) negatív előjellel kell beírni a fixture-ba pl a G57-be (X-25 Z-20 - ezek az X eltolások az X0- hoz viszonyítva értendők - tehát NEM átmérőben) A hátsó késtartó eltolásait pozitív előjellel mind a két irányban (ezt nem értem én sem de valsz attól is függ a Z eltolás előjele hogy a nullponttól milyen irányba található-nálam pozitívat kellett beírni és a nullponttól balra van a tokmány felé. A középső késtartónál az X eltolá nulla a Z pedig annyi amennyivel hátrább van a fúró vége az anyag végétől pozitív előjellel. Ha ezeket a beállításokat alkalmazom minden újraindítás után MŰKÖDIK!!!!!!!!! És még egy fontos dolog - a hátsó késtartó dolgait negatív előjellel kell írni a kódban. Én még a nullát is úgy írtam Most olvasom a leírásban hogy a Mach a G54 G55 kódokat az első és hátsó késtartó megkülönböztetésére használja - Na itt van egy nagy csavar a dologban!!!??? |
|
| © apukak | 2009. aug. 03. 19:55 | Válasz | #3345 |
|
Sziasztok!
Használ-e valaki DYNOMOTION KFLOP vezérlőt MACH3-all? |
|
|
|
2009. aug. 03. 08:39 | Válasz | #3344 |
|
Brain Controllar
bármit...
|
|
| © Szabi155 | 2009. aug. 03. 08:34 | Válasz | #3343 |
|
Sziasztok,
Mach3-mal kapcsolatban lenne egy kérdésem, van lehetőség olyan bemenet kialakítására amivel szüneteltetni lehet a g-kód futtatását(akár interpoláció közben is). Motor lépéshibát szeretnék jelezni a szoftvernek. Motorvezérlés szintjén szeretnék léptetőmotorokkal zárthurkú vezérlést csinálni. Egy elektronika figyelné a mach step, és az útmérők jeleit, ha szétcsúsznak akkor első körben jelezni szeretnék a szoftvernek, hogy álljon le mert lépéshiba történt, közben az elektronika megpróbálná korrigálni a hibát, ha sikerült akkor minden mehet tovább. |
|
| © sasi | 2009. aug. 02. 23:28 | Válasz | #3342 |
|
© KoLa írta az eszterga
topikban:
Sziasztok! Eltöltöttem egy pár napot hogy a lentebb lévő esztergagépen betudjak állítani 3db késtartót - egy nagyolót a front-ra egy leszúrót a hátsóra és a kettő közé hátrább(+Z irányba)egy fúrót. Bevallom nem sikerült.Úgy próbáltam hogy a gépikoordinátarendszer nullpontját is meg a munkadarab nullpontját is az előgyártmány végéhez állítottam (X0Z0)hogy áttekinthetőbbek legyenek a dro-k változásai.Fél nap múlva azt sem tudtam hogy mi hol van!Belegabajodtam a tooltábla editorba!Mintha állandóan kivont összeadott volna a Mach. Minden próba után változtak az eltolások mintha átmérő és sugár mód problémák lennének - közben nem győztem pipálni a dir low activot hol az egyik hol a másik tengelyen mivel megfordult a motorok forgásiránya kézi üzemmódban. aztán azt vettem észre hogy amelyik szerszámról kiléptem a tooltábla editorból az jól működik legyen az fron vagy hátsó csak el ne lépjek másikra hogy hozzáálítsam - azt hittem hogy ezt egyszerűbb dolog beállítani.Úgy gondoltam hogyha egy szerszámnak megadjuk hogy hol van az ahely ahol "Ő" X0 és Z0 helyzetben van a munkadarabon és melyik oldalon van akkor sima ügy és le tudom programozni a mozgásokat. Ma délután valahogy rátaláltam fixtures menüre és lőn csoda félóra alatt rendbe volt minden. A tooltáblában kitöröltem minden szerszámról az eltolásokat csak a front vagy reart hagytam meg .Aztán az anyag végpontra nulláztam minden koordinátarengszert majd oda is álltam - utána beirtam az T01 eltolásait a G54-hez a T02-t a G55-höz a T03-t a G56-hoz (A + és a - előjelekkel volt egy kis gond először mert nem is tudtam melyik motornál hol van a pipa)És lássatok csodát minden kiválóan működik!!!! A frontból átmérőt esztergált középről fúrt a hátsóból meg leszúrt!A G-kódból kilehet hagyni T01 stb szerszámelnevezést Csak G54 G55 G56 G57 G58 G59 1 G59 2 ... G59 253. És újraindítás után is működött HA lenulláztam az anyag végére mindent.Hát ez így működik de hát olyan mintha a lobb kezemmel vakarnám a bal fülemet!Valamit még nem jól állítok be - segítsen valaki - Magyarul nem találok leírást , a Mach3Turn-ben meg amikor a lényeg következne azt írják - akit komolyabban érdekel nézze meg a wikin - hát jó majd megnézem! |
|
| © KoLa | 2009. júl. 29. 17:42 | Válasz | #3341 |
|
Az esztergagép egy 1954
gyártású EU 175 -s felújítva vagyis a főorsón és az ágyazaton kívül
kidobtam mindent.A főorsót újracsapágyaztam - a hosszán is új és egy
csomó tűgörgős csapágyon gördül - a keresztszán szintén új Hiwin
lineáris csapágyakon - golyósorsók 16x5 -ek Z irányban kettő X
irányban egy.Léptetőmotorok 12Nm vezérlő MSD 90.Elektronika ezen
kívül saját fejlesztésű(részben).
Ennyit tudok most - mennem kell. |
|
| © bardosgy | 2009. júl. 29. 15:21 | Válasz | #3340 |
|
Szia KoLa!
Lehet többet tudnia az eszterga projektedről? Munkaterület, pontosság, költségek...? Engem leginkább a főorsó csapágyazás érdekelne. Esetleg néhány fénykép ha publikus... |
|
| © HJózsi | 2009. júl. 29. 14:05 | Válasz | #3339 |
|
Ha elkészül és nem beta
már, akár jó is lehet, remélem nem adták fel a célegyenesben ... :)
|
|
| © Szabi155 | 2009. júl. 29. 13:32 | Válasz | #3338 |
|
Köszi, az infókat,
nekem is az volt az érzésem, hogy nem egy komoly cég lehet, a
levelekre 2-3 napos késéssel válaszolnak, és a válaszok stílusában
is lazaságot éreztem. Lehet, hogy egy egyszemélyes hobbysta srác áll
az egész mögött? Az is furcsa, hogy az interneten sem találni ezzel
a vezérlővel készült gépeket sem a hobbysták sem a 'profik' közt.
Pedig az ígért adatokhoz képest nagyon jó áron van a cucc.
Azt hiszem egyenlőre még jegelem a vételt |
|
| © HJózsi | 2009. júl. 29. 10:14 | Válasz | #3337 |
|
Egy hozzászólás 06
17-én :"My cncbrain it´s in a box...ten months waiting for the new
driver.
LPT port, smothsteper, G100... are more stable. I hope to see 1.0.6.4 version soon." ... |
|
| © HJózsi | 2009. júl. 29. 09:45 | Válasz | #3336 |
|
Átnéztem nagyjából, a
leírtak szerint még jó is lehet, viszont egy kicsit hasonlít a
fejlesztése a SmoothStepperéhez ami még ma is beta ... Az oldalukon
január óta nincs új hír, ezt kissé furcsállom, a fórumukban is
májusi az utolsó bejegyzés, arra sincs válasz... Szóval óvatosan!
Érdemes megvárni az oldaluk frissülését ill. a cnczone-n az
esetleges pozitív hozzászólásokat
CNCZONE CNC BRAIN
|
|
| © HJózsi | 2009. júl. 29. 00:14 | Válasz | #3335 |
|
Ígéretes megoldás, át
kell tanulmányozni... az ára sem rossz, pl. a WinPC NC-hez
viszonyítva ami nem zárt hurkú vezérlést használ... Szerintem
hamarosan tesztelni fogja valaki közülünk ... Köszi, hogy
belinkelted! ...
|
|
| © Szabi155 | 2009. júl. 28. 18:04 | Válasz | #3334 |
|
Sziasztok,
Egy megrendelőnek kell egy hagyományos marógépet CNC vezérlővel felszerelnem. Ár miatt léptetőmotoros hajtásokat kértek, de ragaszkodnak a zárthurkú vezérléshez. A gépen jelenleg ezredes mérőlécek vannak. Ezért vezérlőként a Mach3 nem jöhet szóba. A neten találtam egy jó ár érték arányú vezérlőt, dupla zárthurkú vezérlés autokorrecióval,max 524Khz-es stepper/servo vezérlés, és max 5Mhz-es encoder jel fogadás (CNCBrain). http://www.safeguardrobotics.com/ Valaki épített gépet már ezzel a vezérlővel, vagy ismeri a céget? A kedvező ár/érték arány ellenére nem szeretnék 500 dollárt kidobni az ablakon. |
|
| © KoLa | 2009. júl. 28. 17:53 | Válasz | #3333 |
|
Sziasztok!
Esztergagépet építek és egy pár hete már gyakorolok vele.Nem sikerül a hátsó késtartó beállítása. valószínűleg nem elég a front v. reart kipipálni vagy a tool table editorban kiválasztani! Van valakinek gyakorlata erre a beállításra? Megakadtam kéne egy kis segítség! |
|
| © HJózsi | 2009. júl. 28. 12:27 | Válasz | #3332 |
|
és még ott van a Dwell
is ...
|
|
| © svejk | 2009. júl. 28. 11:28 | Válasz | #3331 |
|
Az minden bizonnyal
beállítható hogy 1 bemenet legyen az irányválasztó..
Ésszerű gyorsulás és lassulás beállításnál nem lehet gond az irányváltás hiszen többek közt ezért használunk frekiváltót. Az elektronika van annyira intelligens hogy ne csináljon magának zűrt. |
|
| © Laslie | 2009. júl. 27. 22:27 | Válasz | #3330 |
|
Remélem nem most 1 hete
vetted a Vaterán ?!
|
|
| © Révész Richárd | 2009. júl. 27. 22:13 | Válasz | #3329 |
|
szóval kettő digitális
bemenetet kell vezérelned.
1:elöre 2:hátra de menet közben nem szereti a hirtelen irányváltást,vagyis ez csak az Én véleményem |
|
| © Borócky Tamás | 2009. júl. 27. 21:58 | Válasz | #3328 |
|
szia siemens
micromeister 440
|
|
| © Révész Richárd | 2009. júl. 27. 19:23 | Válasz | #3327 |
|
Örülök hogy megoldódott
a problémád,de ahoz hogy forgásirányt válts a digitális bemeneteket
is használni kell.Analóg bemeneten csak a frekvencia alapjelet adod
meg neki.hogy mennyivel pörögjön.Milyen frekiváltód van?
|
|
| © Íjász | 2009. júl. 27. 12:50 | Válasz | #3326 |
|
Nekem olyan szinten
akad ki, hogy először, nem tudtam, mi van. Több 10 meg százezres
nagyságrendű tengelypozíciókat ír ki. azért gondoltam, hogy nem
egyedi a dolog, mert egy esztergályos barátom ugyanígy járt(persze a
marójával)Ráadásul nem "népi" licencem van, hanem számlás. Bár van
más érdekessége is a Mach-nak, ez egy kissé zavaró. Persze ezek
után, hogy nekedmeg jó, ki tudja hol a hiba.... ?
|
|
| © D.Laci | 2009. júl. 27. 12:11 | Válasz | #3325 |
|
Hát lehet nem ártanma
valahogy közölni szerencsétlen frekiváltóval hogy merre pörgese a
motort. Milyen PWM szabályzást használsz +-10V-t a kimenet?
|
|
| © Borócky Tamás | 2009. júl. 27. 11:26 | Válasz | #3324 |
|
nem miért kellene?
|
|
| © D.Laci | 2009. júl. 27. 10:20 | Válasz | #3323 |
|
Mágneskapcsolót
használsz az irányváltáshoz?
|
|
| © Borócky Tamás | 2009. júl. 27. 09:10 | Válasz | #3322 |
|
sikerül nagyon szépen
köszönöm a segitséget már csak azt nem tudom miért nem veszi be a
forgásirány válltást . hiába irok neki m3 vagy m4 mindegy mert nem
vállt irányt.
|
|
| © Sanzistift | 2009. júl. 26. 22:19 | Válasz | #3321 |
|
Köszi
|
|
| © Motoros | 2009. júl. 26. 22:12 | Válasz | #3320 |
|
A G81 nekem jól
működött, sokszor használtam már.
|
|
| © Motoros | 2009. júl. 26. 22:09 | Válasz | #3319 |
|
A Micro XP Neked lehet
megfelelne, nincs benne semmi felesleg, gyorsan települ (csak 80 Mb)
Goglin keress rá.
|
|
| © Sanzistift | 2009. júl. 26. 21:46 | Válasz | #3318 |
|
Most nézegetem, hogy ha
az új verzió jobb lett mint a régi, akkor kezdhetem előlről.
A nyelv az exe fájlban van, de még nem jöttem rá hogyan, mivel a progim közvetlenül dolgozik az exe-ben. Programozók help me, csináljunk már egy francos állandó magyar nyelvi verziót a Mach-ra... vagy magyar nyelvi telepítőt. :/ István! Nem tudsz rájuk kérdezni, hogy mit lehet ezügyben csinálni?? |
|
| © Sanzistift | 2009. júl. 26. 21:33 | Válasz | #3317 |
|
Nem bírok aludni, így
visszaültem a gép elé.
A Mach3 fordítása halad, a főmenü már magyar, és pár almenü is. Idő híján lassabban haladok, mint terveztem, de már elég nagy része készen van. A fordítást igyekszem szakmai nyelvezetben (ahogy a suliban tanítják) végrehajtani, de van pár kifejezés, ami magyarban elég sután hangzik, és angolban egyértelmű. Az ilyen dolgokat meg kell még álmodnom, hogyan legyen jó, ezért átmenetileg bennehagyom. Jó angolos segítsége elkelne, aki picit vágja az angol műszaki szlenget, és a magyarról is van fogalma. Kérdeznék tőle. Ha valaki tudja, és nálam jobban ért hozzá, akkor meg kellene nézni, hogy miket használ az XP-ből a Mach3, mert ami neki nem kell, azt kiirtom a telepítő lemezemből. A jelenlegi telepítőm 130Mb-os, de van pár funkció, amit nem tudok, hogy használ-e, így azt nem vettem ki belőle. A tervem az, hogy egy oprendszer induláskor azonnal indítja a Mach-et, ezen a gépen más nem fog futni. Most a hálózati, és nyomtatókezelési dolgoknál vacillálok, mert nem tudom, hogy kell-e az XP-nek a winfos LPT driver, vagy sem. Aki tud, segítsen. Még nem olvastam vissza a ezt a topicot, mindenhez idő kell... :) |
|
| © HJózsi | 2009. júl. 25. 18:55 | Válasz | #3316 |
|
Igen igazad lehet ...
A jövő héten tudok majd egy próbát csinálni ... g81 - fúróciklus kiemelés gyors menettel, ezt pedig tudnia kellene ... |
|
| © Íjász | 2009. júl. 25. 16:53 | Válasz | #3315 |
|
Hát, ha ilyen gyorsan
újat adtak ki, akkor, nem lehetett valami sikeres az előző...
Egyébként, már akartatam kérdezni, te is találkoztál-e (vagy más is) a g81-es hibával... azért írom így, mert, ha g81 (fúróciklus) et adok a Mach-nak, úgy kiakad, hogy öröm nézni
Kénytelen vagyok mindig kerülő úton kicselezni a partmasterben
is.Gondolom nem egyedül tapasztalom ezt a hibát... |
|
| © HJózsi | 2009. júl. 25. 16:36 | Válasz | #3314 |
|
Szia Józsi! Szépek a
munkáid! :) ...
Nem gépre kötve próbáltam,... közben további frissítést adtak ki : Mach3Version3.042.029 A változáslista viszont még nem tesz említést a módosításokról ... |
|
| © Borócky Tamás | 2009. júl. 25. 15:30 | Válasz | #3313 |
|
ok megpróbállom
|
|
| © Révész Richárd | 2009. júl. 25. 15:28 | Válasz | #3312 |
|
Szia Tamás!
Hétvégén Én is szivattam magam egy hasonló történettel.A frekiváltón végezz el egy gyári beállítás visszaállítást és utána paraméterezd ujra.Nálam ez megszüntette a hibát. |
|
| © D.Laci | 2009. júl. 25. 14:42 | Válasz | #3311 |
|
Ha nem megy a mach és
megy a frekiválltó akkor ott valami gebasz van, elektronikailag. És
nem szoftveres.
|
|
| © Borócky Tamás | 2009. júl. 25. 14:29 | Válasz | #3310 |
|
megmarom magam pedig
minden bállítás úgy van ahogy az e1 leírásában van és csak a pwm-et
használlom.
|
|
| © Borócky Tamás | 2009. júl. 25. 14:26 | Válasz | #3309 |
|
de akkor is pörög
10-13Hz-en ha nem megy a mach
|
|
| © Borócky Tamás | 2009. júl. 25. 14:23 | Válasz | #3308 |
|
pulley 2800 és s500 al
akartam pörgetni.
|
|
|
|
2009. júl. 25. 13:38 | Válasz | #3307 |
|
A Pulley beállításod
hol áll? Az S-el mennyire állítod a fordulatot?
|
|
| © Borócky Tamás | 2009. júl. 25. 13:28 | Válasz | #3306 |
|
ha ráteszem a
frekiváltót az lptre akkor felmegy 10-13Hz közzé és nem tudom miért.
és még mindig kiírja hogy pwm bumped to minimum setting
|
|
| © Borócky Tamás | 2009. júl. 25. 13:26 | Válasz | #3305 |
|
nem müködik
|
|
| © Íjász | 2009. júl. 25. 11:13 | Válasz | #3304 |
|
Próbáltad már, Józsi?
|
|
|
|
2009. júl. 25. 09:49 | Válasz | #3303 |
|
Nem jó a Pulley
beállításod (nagyobb fordulatott szeretnél beállítani, mint ami a
Pulley-ben megengedett)! A Pulley=főorsó áttétel. Kersed a Config
menüben, lefelé...
|
|
| © Borócky Tamás | 2009. júl. 25. 08:51 | Válasz | #3302 |
|
üdvözlök mindenkit kis
segítségre lenne szügségem vettem egy e1 bővítőt és nem sikerrül a
mach3-at beállítanom hogy vezérelje a frekiváltót szóval azt írja ki
hogy pwm bumped to inimum setting vagy to fast for pulley .. using
max. 2800-as fordulatu motort szeretnék hajtani.
|
|
| © HJózsi | 2009. júl. 17. 10:35 | Válasz | #3301 |
|
Most jelent meg :
Mach3 R3.042.028
|
|
| © tatai | 2009. júl. 05. 19:18 | Válasz | #3300 |
|
Köszi!
Sikerült. Az M6 nem írtam elé, NCT-n tanultam ott nem kellett, a MACH könyvbe pedig körbehivatkozás van. |
|
|
|
2009. júl. 04. 16:09 | Válasz | #3299 |
|
Először a szerszámcsere
előtti sorban G0-val küld el a csere pozícióba.
Azután M6 T1.... stb. A csere után a programot a ciklus starttal follytathatog. Üdv. |
|
|
|
2009. júl. 04. 14:49 | Válasz | #3298 |
|
A program újraindítása
után sem veszi figyelembe a beállítást?
|
|
| © tatai | 2009. júl. 04. 13:50 | Válasz | #3297 |
|
Sziasztok!
Hogy kell MACH-ba beállítani, hogy amikor szerszámváltást programozok (T01, T02, ...) akkor megállítsa a végrehajtást, (ki tudom cserélni a szerszámot) és ciklus startra tovább folytatja? Mert a leírás szerint a "General Config"-ba a Tool Change -nél beállítottam a "Stop Spindle. Wait for Cycle Start" és azt gondoltam, hogy ez így jó lesz, de nem!  Mit kell még beállítani? Kössz:TT |
|
|
|
2009. júl. 01. 18:49 | Válasz | #3296 |
|
|
|
| © kmajer | 2009. júl. 01. 16:43 | Válasz | #3295 |
|
Megoldódott, a
kábeleket kellet különválasztanom.
Hasít a gép, mint állat. |
|
|
|
2009. júl. 01. 06:16 | Válasz | #3294 |
|
Az encoder lábain (a
motoroknál) van hidegítő kondi a tápon? Egy 1-20 uF kondit érdemes
minden encoderre akasztani (a motorvégén, a tápjára).
Csinálj egy olyan tesztet, hogy egy jól működő vezérlőt, megcseréled a csúszóval. Ha a hiba maradt az eredeti helyén, akkor a vezetékezés-encoder vonalon van a hiba, ha megcserélődött, akkor a vezérlőben van gond! Az árnyékolást hova kötötted? Ez a vezetékezés nem megy közvetlenül a marómotor mellett? A hiba mindig, vagy csak valami egyébb berendezés bekapcsolása esetén jelentkezik (zavarforrás)? |
|
| © kmajer | 2009. jún. 30. 20:22 | Válasz | #3293 |
|
Csak az egyik,
amelyiknek az 5-ös porton van a step jele.
Differenciál encoder, árnyékolt Heidenhain kábellel Low active pipálva, 2uS. Kipróbáltam 5uS-al is ugyanaz. |
|
|
|
2009. jún. 30. 20:18 | Válasz | #3292 |
|
Csak 1 tengely mászik
el? Beállítások rendben vannak (Low Active pipákra és Step Dir
impulzusok időzítéséeire gondolok)?! Lehet, hogy zajt szed össze az
encoder vezetékezésed.
|
|
| © kmajer | 2009. jún. 30. 20:04 | Válasz | #3291 |
|
Az a gáz, hogy szervós
a rendszer.
|
|
|
|
2009. jún. 30. 20:02 | Válasz | #3290 |
|
Ha léptető motoros a
mechanikád, próbálkozz egy kicsit lassabb sebességet beállítani a
gyorsjáratnál.
Ha a sebesség nagyon ki van hegyezve, előfordúl a lépésvesztés. |
|
| © kmajer | 2009. jún. 30. 19:44 | Válasz | #3289 |
|
Megakadt a lendületem,
a következő hibajelenségbe futottam: X tengely pozíciója +irányban programok futása közben eltolódott. Megcseréltem a portokat, most az Y-é csinálja. Valami odapiszkít az LPT-re? Mach3 előírás szerint telepítve, sallang gyalulva. Mi okozhatja? Mivel próbálkozzam, lehet hogy a PC rossz(2,4Ghz 500Mb RAM)? |
|
| © hamulaci | 2009. jún. 29. 19:55 | Válasz | #3288 |
|
Köszi
|
|
| © D.Laci | 2009. jún. 29. 15:51 | Válasz | #3287 |
|
Licensz hiánya van
szerencsétlennek... :) :(
|
|
| © hamulaci | 2009. jún. 29. 15:34 | Válasz | #3286 |
|
sziasztok.
vagy egy kis problémám. Azon a gépemen amin a G kódot csinálom azon rendesen tudom szimulálni a cucost Wista alatt. A cnc-s gépemen meg csak a G kód egy része látszik a mah3 ban. Xp alatt. Mi lehet az oka ? |
|
| © svejk | 2009. jún. 28. 19:16 | Válasz | #3285 |
|
Parasztmódszer, és
kissé pontatlan:
megírod a G kódját, beolvasod a MACH-be, a képernyőt felnagyítva odamégy a kurzorral a metszéspontra, leolvasod a számláló állását :) |
|
| © tatai | 2009. jún. 28. 19:10 | Válasz | #3284 |
|
Sziasztok.
Hogy kel mach-ba leprogramozni azt, hogy két körív csatlakozik egymáshoz és nem ismert ez a csatlakozási pont (a vezérlőnek kéne számítani). Az NCT vezérlés tud ilyet számítani, de mach -ba nem találtam meg, hogy hogyan kell leprogramozni (vagy tényleg nem tudná?) ? Ismert az egyik körív kezdőpontja X1,Y1 és a kör középpontja I1 J1 és a sugara R1 valamint a másik körív végpontja X2, Y2 középpontja I2, J2 és sugara R2. Szinte minden csak a csatlakozási pont nem. Ja és az egyik kör jobbos, a másik balos (G3, G2) - bár azt hiszem a feladat szempontjából lényegtelen. Köszönettel TT. |
|
| © Sályi Zoltán | 2009. jún. 26. 18:03 | Válasz | #3283 |
|
Minden infó jól jön
amig bele nem jövönk. Köszi.
|
|
| © D.Laci | 2009. jún. 26. 17:55 | Válasz | #3282 |
|
Ha jól emlékszem a
Pro/Engineer -ben van Cam.
|
|
| © Sályi Zoltán | 2009. jún. 26. 17:36 | Válasz | #3281 |
|
Kedves Viktor !
Köszi a gyors választ ! Talán nem bűn, hogy küldtem egy E-mailt. |
|
| © Fehér Viktor | 2009. jún. 26. 17:14 | Válasz | #3280 |
|
Üdv.
A Mach3 a *.tap kiterjesztést használja, de megeszi a *txt, *.nc, *.ncc, is. De mivel 3D alkatrészről vagyon szó, először egy külső progival generálni kell marópályát, vagy, ha a Proee Mill modulja megy akkor ott azt kell kiválasztani amit a felsoroltakban írtam. Ez a modulokban gép függő. |
|
| © Sályi Zoltán | 2009. jún. 26. 17:07 | Válasz | #3279 |
|
Üdvözlök Mindenkit !
Kérek egy jószándékú segitőt, aki ismeri a Mach3 programot, hogy legyen szives válaszoljon. Egy ismerősöm tervezett 3D-ben egy alkatrészt Pro/Engineer programmal. Milyen formátumba konvertálja, / ha jól fogalmazok / hogy a marógépen lévő Mach3 vezérlő program beolvasni, használni tudja? Köszönettel: Sályi Zoltán ____________________________ |
|
| © nyiszi | 2009. jún. 23. 08:10 | Válasz | #3278 |
|
Köszönöm.
Üdv: nyiszi |
|
| © motion | 2009. jún. 22. 21:04 | Válasz | #3277 |
|
fogalmam sincs... egyik
pillanatban még semmi gond, a másikban pedig ez a jelenség lépett
fel nálam is. A 3.042 van fent. Ez a verzió még olyat is szokott
csinálni nálam, hogy a végén nem emeli ki a "Z"-t még nullára sem.
Egyszer végigszántott egy kész munkadarabot álló főorsóval.
Szerencse, hogy hab volt. Újratelepítés után egyik hibát sem
tapasztaltam.
Motion |
|
| © nyiszi | 2009. jún. 22. 20:12 | Válasz | #3276 |
|
Köszönöm, akkor én is
ezt teszem.És nem gyanítod,hogy mi okozta?
|
|
| © motion | 2009. jún. 22. 19:49 | Válasz | #3275 |
|
Hali.
Nálam épp kb. 2 hete jelentkezett ugyan ez a probléma. Teljesen újra kellett telepíteni a Mach-ot. Én kitöröltem a drivert is. Telepítés után azóta hibátlan. Motion |
|
| © nyiszi | 2009. jún. 22. 08:11 | Válasz | #3274 |
|
Köszi a segítséget,
akkor kűzdök tovább.
|
|
|
|
2009. jún. 22. 06:41 | Válasz | #3273 |
|
Én sem tudok vele mit
kezdeni, nálam jó!
|
|
| © PSoft | 2009. jún. 21. 22:37 | Válasz | #3272 |
|
Most próbáltam ki.
Nálam nincs ilyen gond. X-Y-A-Z a sorrend. |
|
| © svejk | 2009. jún. 21. 21:55 | Válasz | #3271 |
|
Ébresztő Mach3
használók!!
Nem találkozott még senki sem ilyen hibával? |
|
| © svejk | 2009. jún. 21. 13:54 | Válasz | #3270 |
|
Nyiszi kolléga kérdezi:
Sziasztok! Nem tudja valaki, hogy a MACH3-nál ha megnyomom a GOTO-Z gombot akkor miért nem megy minden tengely 0-ra? Csak 2-3-szori megnyomásra nullázza ki. |
|
|
|
2009. jún. 11. 13:37 | Válasz | #3269 |
|
Egyetértek! Nekem is
gyanus lenne, hogy egy sima USB-LPT átalakítóval elintézik csak
belerakják a slote-ba!
|
|
|
|
2009. jún. 11. 12:29 | Válasz | #3268 |
|
Az a baj, hogy túl
sokba van egy ilyen kártya és gyanús számomra. A laptopomon meg
persze, hogy nincs PCMCIA csati.
Huncut dolog ez az ExpressCard architektúra, ahogy nézegetem: 
Egy PciExpress és egy USB vonal van kikötözgetve benne (illetve ebből a párosból kettő). Ha netán csak utóbbit használnák LPT-re átalakíva (ami azért elég nagy pofátlanság lenne, de ott van a pakliban), akkor kb. ott kötök ki, mintha egy usb-lpt átalakítót használnék, ami tényleg nem igazán szokott ennek a célnak megfelelni, de legalább 3-5x annyiba kerül. Ekkora összeget meg nem akarok rááldozni, hogy kiderüljön a mikéntje... |
|
|
|
2009. jún. 11. 08:56 | Válasz | #3267 |
|
Amelyik billentyűt itt
hozzárendeled:
Config -> -> System Hotkeys |
|
|
|
2009. jún. 11. 06:49 | Válasz | #3266 |
|
Szerintem nem rosszabb
mint a PCMCIA (vagy mi..), csak én nem teszteltem még!
|
|
|
|
2009. jún. 11. 01:40 | Válasz | #3265 |
|
Sziasztok!
Olvasgattam a honlapon a Mach3 telepítési gondokkal kapcsolatos oldalt... ExpressCard csatolású LPT-vel teljesen esélytelen üzemelteni? Vagy esetleg volt már, hogy valakinek sikerült? |
|
| © Isti | 2009. jún. 07. 23:03 | Válasz | #3264 |
|
Jó napot kívánok
mindenkinek!
Van a MACH3-nak egy tekercskészítő felülete de a tekercshajtó motort nem tudom beindítani. Próbálta már valaki. Vagy demó módban ez le van tiltva? Előre is köszi a segítséget. |
|
| © svejk | 2009. jún. 07. 22:49 | Válasz | #3263 |
|
És a kalapodat sem
felejtsd el megtaposni :))
|
|
| © Merkel Géza | 2009. jún. 07. 21:47 | Válasz | #3262 |
|
Más!
Forgató témáben még nagyon "f"ű vagyok. 1/8-as lépésben, fokokban szeretnék dolgozni, ezért a step/unit-ként 4.444.-et állítottam be, ami ugyi 1600/360. Kijelöltem, hogy pl. az A tengely legyen angular és nem engedélyeztem a general config-ban a 360 fok feletti forgatást, mert a forgatómat elvileg csak billegtetni akarom majd. Mi a büdös khárért tudom mégis a mocit 100 fordulatra késztetni a G0 A36000 parancs kiadásával? Egyébként is melyik az a hotkey, amellyel az A tengelyemet (a kijelzőben a 4. tengely) a tasztatúrán keresztül is ide oda tudom forgatni? |
|
| © Merkel Géza | 2009. jún. 07. 21:37 | Válasz | #3261 |
|
Mima túrót állítok be a
Klavió féle mikrostepes vezérlőn áramkorlátként ha nem az effektív
DC áramot? Miért nem melegszik ugyanaz a léptecs 3 Amper alatt ami
az SLA7062M alatt már 1.3 A effektív áram alatt 50 fokos? Még cak az
hiányzik, hogy megmérjem a kínai vezérlő felvett eff. áramát 3
Amperes beállítás mellett. Ha ott 3 Ampert mérek majd akkor tökön
szúrom magam és visszaadom a diplomáimat....
|
|
| © vbodi | 2009. jún. 07. 21:33 | Válasz | #3260 |
|
Attól, hogy nem bírja a
kezed, az még üzem meleg, ha jó a motor.
|
|
|
|
2009. jún. 07. 20:05 | Válasz | #3259 |
|
Ha nem true RMS
műszerrel méred, akkor minden becsaphat! Ezek a sima műszerek nem
mindig korrektül mérik a valós PWM RMS-t. Szóval nem biztos, hogy
amit látsz, azt el is hiheted (szkóp kéne az áramcsúcsokhoz)!
|
|
| © Merkel Géza | 2009. jún. 07. 20:02 | Válasz | #3258 |
|
Köszi!
Egyébként a motor működése kielégítő. Csak olyan meleg, hogy azért órákig nem tartanám kézben. De ha majd rászerelem egy böhönc vasvázra biztos tovább hűl. A vezérnye IC-jének további hűtésére is van még elképzelésem. Az érdekes csak az, hogy az SLA7062M IC leírásánál nem olvastam arról, hogy vezérlés nélkül aut. visszaveszi az áramot mégpedig méréseim szerint ez megtörténik a csúcsáram kb. az 1/3-ára. Digi műszerrel mértem, mert az tud csak védetten 20 A-ig mérni. Próbálkozzak esetleg egy kisebb lágyvasas műszerrel mondjuk alacsonyab (G1-es) fordulatszámon? Egyébként az is érdekes, hogy a moci G0 (azaz a max.) fordulat alatt több áramot vesz fel mint alacsonyabb fordulatokon ahol elvileg nagyobb a nyomaték és ezért több áramot kellene kajálnia. Vagy tévedek? |
|
|
|
2009. jún. 07. 07:49 | Válasz | #3257 |
|
Hát a Mach erre képes
(nekem bevált)...
A PWM csúcsát nem látod sima A-mérővel! Az bizony maradt a maxon valszeg! Ne feledd a motor vasát nem csak az effektív A melegíti, hanem a vasvesztség (az meg a frekitől is függ). Ráadásul a félvezetőd melegedése erősen függ a motor induktivitásától és a PWM frekitől is... |
|
| © Svertel Istvan | 2009. jún. 07. 01:22 | Válasz | #3256 |
|
Nem tudom milyen
A-mérőd van , de az nagyon csalőka ám
 . Ilyesmit csak szkóppal lehet
biztosan lemérni ! A gyári cucc az PWM szabályzással adja neki a 3
Ampert , azért nem melegszik tőle , sőt , a PWM jel alakjátol is
sokat függ mennyire fog vagy nem fog melegedni az a motor ! . Ilyesmit csak szkóppal lehet
biztosan lemérni ! A gyári cucc az PWM szabályzással adja neki a 3
Ampert , azért nem melegszik tőle , sőt , a PWM jel alakjátol is
sokat függ mennyire fog vagy nem fog melegedni az a motor !

|
|
| © Merkel Géza | 2009. jún. 06. 22:10 | Válasz | #3255 |
|
Ez végülis egy KAKA
megoldás! Csak arra jó, hogy ha kimegyek teázni miközben áll a gép
legalább addig ne legyenek olyan forrók a motorok mint a lassan
kortyolt teám. Egyébként egy mocsok érdekes dolgot tapasztaltam.
Ampermérőn keresztül kötöttem be a kb. 5 alkatrészből összetákolt
SLA7062M bázisú vezérlőcskémet. Ha a NEMA34-es méretű, bazinagy
léptecsemet 1.3 A munkaárammal forgattam akkor a megállás után az
áramfelvétel automatikusan 0.4 Amperre esett vissza, pedig a
pihentető logikát még meg sem hajtottam. Ugyanakkor a bitang nagy
motor igen szépen melegedett. Sokkal jobban mint akkor, amikor azt
egy gyári microstepes vezérlővel 3 Amperrel kínoztam, amely a
pihentetés alatt az áramot 60%-ra azaz 1.8 Amperre vette vissza.
Azaz az 1.3 Amper hőhatása nagyobb mint 3 Amperé? Megáll az ész..... |
|
| © Riboga | 2009. jún. 06. 21:33 | Válasz | #3254 |
|
Segítséget szeretnék
kérni egy Gecko G100 felhasználótól, mert elakadtam. Kinek milyen
.bin .xsvf és pluginnal működik normálisan?
|
|
|
|
2009. jún. 06. 12:21 | Válasz | #3253 |
|
A Mach3 csak egy
(közös) Current Low kimenetet kezel. Ezt kösd be minden tengelyhez!
Ebből következik, hogy a nem mozgatott motoroknál is megemeli majd
az áramot, miközben bármelyik motort léptetnie kell.
|
|
| © Merkel Géza | 2009. jún. 06. 12:15 | Válasz | #3252 |
|
Szia István!
Sajnos nem értem hogyan működik a Mach-ban ez a logika. Azaz több motor esetén hogyan rendelem hozzá a current hi/low bitet az egyes motorokhoz hiszen csak egy ilyen közös output pin van. A neten közölt kapcsolásokon tengelyenként oldják meg logikai áramkörökkel azt, hogy mikor és mennyire pihenjen a moci. Én azonban most nem akarok annyit tökölni az SLA7062M bázisú áramkörömmel. |
|
| © Merkel Géza | 2009. jún. 05. 19:07 | Válasz | #3251 |
|
No email today!
|
|
|
|
2009. jún. 05. 07:08 | Válasz | #3250 |
|
Lásd H2 PCB leírását
(benne van mivel használom ezt a funkciót)!
|
|
| © Borócky Tamás | 2009. jún. 04. 22:08 | Válasz | #3249 |
|
mailt írtam .
|
|
| © Merkel Géza | 2009. jún. 04. 22:05 | Válasz | #3248 |
|
Embörök!
Állítólag a MACH-ból kicsalhatók olyan jelek amelyek felhasználhatók arra, hogy egy vezérlő áramkörét pihentető módba lehessen segitségükkel kapcsolni. Nekem pl. a tervezett forgatóm elektronikáját egy magas szintű jellel kellene "megcsiklandoznom" ahhoz, hogy a léptecs egy kicsit lazsáljon. Ha valóban létezik ez a funkció, hogyan kell ehhez a MACH-ot behengolnom? |
|
|
|
2009. jún. 04. 19:00 | Válasz | #3247 |
|
Magánba légyszi!
|
|
| © Borócky Tamás | 2009. jún. 04. 18:44 | Válasz | #3246 |
|
sajnos nekem nincs időm
marogatni megér nekem 2500ft ot . én mezőcsáti vagyok kb 30kmre van
miskolc nekem szóval mikor lehet szó rólla és pontosabban hol
miskolcon? jelenleg pesten vagyok de hétvégén megyek haza tehát
hétvégén bármikor jó lenne nekem.
|
|
|
|
2009. jún. 04. 09:38 | Válasz | #3245 |
|
Miskolcon. De olyan
egyszerű, hogy lehet te magad is meg tudod csinálni!
|
|
| © Borócky Tamás | 2009. jún. 04. 09:27 | Válasz | #3244 |
|
értem látom tenállad
beszerezhető hol lehet ezt személyesen megvásárolni?
|
|
|
|
2009. jún. 04. 09:10 | Válasz | #3243 |
|
Mindenkinek azzal
lehet! Az E1 kimenete megy a poti helyére...
|
|
| © Borócky Tamás | 2009. jún. 04. 09:09 | Válasz | #3242 |
|
köszi szépen de nekem a
frekiváltón potival lehet a fordulatot állítani
frekiváltó
|
|
| © D.Laci | 2009. jún. 04. 09:07 | Válasz | #3241 |
|
Mivel egy 1000W-os
hangszóró igen drága így elég lesz egy E1-es bővítő kittben! :)
|
|
|
|
2009. jún. 04. 08:53 | Válasz | #3240 |
|
Teljesen igazad van!
köszi, javítom!
|
|
| © D.Laci | 2009. jún. 04. 08:23 | Válasz | #3239 |
|
A leírásban több helyen
szerepel "Fxxx" az nem Sxxx akar lenni?
|
|
|
|
2009. jún. 04. 07:28 | Válasz | #3238 |
|
Lásd H2 E1-es leírását!
|
|
| © Borócky Tamás | 2009. jún. 03. 21:11 | Válasz | #3237 |
|
üdv mindenkinek egy kis
segítség kellene frekiváltót hogyan lehet a mach3-al
összehozni?elmagyarázná nekem valaki?köszi
|
|
| © mechanikus | 2009. jún. 01. 18:19 | Válasz | #3236 |
|
Köszi István!
Valaki másnak jó ötlete? mechanikus |
|
|
|
2009. jún. 01. 16:57 | Válasz | #3235 |
|
Megpróbáltam Brain
Controllal lokális váltózóból (#V0) az Offset X-et írni (amit
elvileg lehetne), de a Mach úgy lefagyott tőle mint a sicc! Tehát
így nem lehet...
|
|
| © mechanikus | 2009. jún. 01. 16:36 | Válasz | #3234 |
|
Sziasztok!
Meg tudná-e mondani nekem valaki, hogy a diagnózis oldalon(F7) lévő origin offszetX értéknek mely paraméter felel meg? #? Programból szeretném a paramétert írni, de sehol nem találom a leírásban, hogy lehet-e. Válaszotokat várva: mechanikus |
|
|
|
2009. máj. 30. 14:52 | Válasz | #3233 |
|
Akkor ez egy régi bug
volt, amit javítottak már!
|
|
| © Révész Richárd | 2009. máj. 29. 19:45 | Válasz | #3232 |
|
Köszönöm a segítséget
de úgy néz ki megoldódott a probléma.Ez a verzió volt a
gépen:D1.90.038
most meg ezt raktam fel:R2.60 Ezzel nincs semmi baj és a motorok is símábban járnak.Mégegyszer köszi |
|
|
|
2009. máj. 29. 19:02 | Válasz | #3231 |
|
A Vezérlőnek nincs
"visszahatása" a Mach-ra.
Egyébként köszönöm! Szerintem a D-re telepítés kavarhat be! Ha lehet, telepítsd a C-re (lehet, hogy bug-os a Mach3 xml kezelése ha nem a C-n van)! |
|
| © Révész Richárd | 2009. máj. 29. 17:42 | Válasz | #3230 |
|
Megnéztem azt is hogy
ha nincs csatlakoztatva a vezérlő akkor is elugrik a STEP pin.A
jelenség ugyan az vezérlő nélkül is.
|
|
| © Révész Richárd | 2009. máj. 29. 17:23 | Válasz | #3229 |
|
István!
Majd el felejtettem egyébként szuper a vezérlő köszönöm szépen. |
|
| © Révész Richárd | 2009. máj. 29. 17:15 | Válasz | #3228 |
|
Az ujratelepítés már
metörtént de semmi hatás.Nem a C-n van hanem a D-n.Lehetséges hogy
zavarja valami másik szoftver?
|
|
|
|
2009. máj. 29. 17:08 | Válasz | #3227 |
|
Akkor talán szedd le és
rakd újra. A C-re telepíted?
|
|
| © Révész Richárd | 2009. máj. 29. 15:52 | Válasz | #3226 |
|
Üdvözletem.
Köszönöm a segítséget.Nem telepítettem xml file-t kézzel kofiguráltam.A Mach3 leirását már többször átnéztem de nem találtam semmit.Lehet hogy annyira keresem hogy nem látom? |
|
|
|
2009. máj. 29. 06:59 | Válasz | #3225 |
|
Telepítettél külső xml
file-t a Mach3 alá? Ha igen, kompadtibilitási gond van és töröld,
majd kézzel konfigurálj egy új profilt!
|
|
| © Révész Richárd | 2009. máj. 28. 21:24 | Válasz | #3224 |
|
Üdv
Mindekinek.Szeretnék kérni némi segítséget.
Van egy kis problémám de nem tudom orvosolni. A STEP Pin az "A" tengelyen magától átváltozik 5-ről 6-ra és megáll a motor.Ez valyon mitől lehet?Remélem érthető amit írtam.Előre is köszönöm a segítséget. |
|
| © Varga István | 2009. máj. 28. 20:11 | Válasz | #3223 |
|
Köszönöm, csak holnap
tudom tudom megnézni!
|
|
|
|
2009. máj. 28. 20:01 | Válasz | #3222 |
|
Gondolom tudod hol
keresd?

|
|
|
|
2009. máj. 28. 19:59 | Válasz | #3221 |
|
Még az is lehet, hogy
Brain Controlt hozott létre! Nézz után itt:

|
|
| © Varga István | 2009. máj. 28. 19:59 | Válasz | #3220 |
|
Igen minden.
|
|
|
|
2009. máj. 28. 19:54 | Válasz | #3219 |
|
Erre gondolok itt (nem
a jelölt helyen)!

|
|
|
|
2009. máj. 28. 19:48 | Válasz | #3218 |
|
Van ott valami PID-es
dolog is. nem lehet, hogy bekapcsolt valami szabályzási funkciót és
mivel nincs visszacsatolásod, mindig max-ra nyomja a PWM-et? Nézd
meg a Spindle setup/Special Function nál minden pipa kivan e
kapcsolva (off)?!
|
|
| © Varga István | 2009. máj. 28. 19:34 | Válasz | #3217 |
|
Sziasztok!
Szeretnék kérni egy kis segítséget! Hátha valaki már találkozott az alábbi problémával? Esztergálás, PWM szabályozás, frekiváltó. A beállított értékekkel nagyon jól működött, egészen addig, amig nem kalibráltam a főorsót. Function Cfg's--->Calibrate Spindle--->AutoCal A fordulatot fokozatosan emelve 0-2800-ig végigfutott a teszt, a végén elmentettem. Azóta minden fordolat tartományban a maximális fordulattal forgatja a motort kivéve a 400-as fordulatot ahol visszaesik a kb. 30%-kal. A problémám az, hogy nem tudtam kitörölni ezt a beállítást. Lehet, hogy újra kell telepítenem a Mach-ot? |
|
| © vbodi | 2009. máj. 26. 07:32 | Válasz | #3216 |
|
1200-ra állítottam és
így nagyon símán megy, köszönöm a felajánlott segítséget,
alkalomadtán élek vele.
|
|
| © DeaK Jozsef | 2009. máj. 25. 21:39 | Válasz | #3215 |
|
Az már jó ha jól megy
de tedd fel 800 lépésre a vezérlődet és figyeld meg mennyivel
finomabban fog menni a géped. Próbálj meg egy 300 as kőrt marni és
figyeld meg, hogy simám megy e vagy darabosan. Ha darabosan megy
akkor szólj vissza segítek tovább beállítani hogy simán menjen
|
|
| © vbodi | 2009. máj. 25. 19:40 | Válasz | #3214 |
|
Most már ok,Klasszul
megy, én voltam béna, rossz táblázatból dippeltem a lépésszámot.
|
|
| © vbodi | 2009. máj. 24. 18:08 | Válasz | #3213 |
|
Ok. Köszi, megpróbálom.
|
|
|
|
2009. máj. 24. 18:03 | Válasz | #3212 |
|
Elvileg jól csinálod.
Valaki hazudik (vagy a vezérlőd, vagy menet emelkedésed). Kalibráld
be (írjál be 480-at)!
|
|
| © vbodi | 2009. máj. 24. 17:59 | Válasz | #3211 |
|
Sziasztok!
Most ismerkedek a Mach3-mal, szépen mennek a motorok, csak 1mm helyett 0,8mm mennek a lin. tengelyek. A vezérlő 400 lépés/fordulat, a Mach-ban 80 lépés beállítva, a golyós orsóm emelkedése 5mm. Mit állítottam be rosszul, mi a megoldás? |
|
|
|
2009. máj. 23. 08:22 | Válasz | #3210 |
|
Na így (persze elég 1
poti hozzá):

(AN bemeneteken a Feed Rate poti) |
|
|
|
2009. máj. 23. 08:18 | Válasz | #3209 |
|
Igen, MBIO-val! Lásd
leírásait...
Én úgy csinálnám, hogy az egyik analóg bemenetét használnám forrásként (rajta egy fesz-osztó potival) és megfelelő matek formulával a Feed Rate (a kért értékűbe, nem a ténylegesbe) Dro-ba folyamatosan írkálnám a kapott eredményt. Esetleg a Feed Rate módosító %-lék DRO-ba (lehet, hogy ez mégjobb, mert így nem írja felül a G-kódban lévő F értéket, csak azt módosítja. Ha a poti közép állását hozodd 100%-ra, akkor a potival +- %-ba is lehet játszani (lassítani is és gyorsítani is fog tudni)! Viszont minden ilyen módosítás a adott G sor előt értékelődik ki és az a G-sor azzal az értékkel fog végrehajtódni (a G-soron belül elkezdett pozícionálás már nem módosítható)! Relémel érthető? |
|
| © SourceOne | 2009. máj. 22. 19:51 | Válasz | #3208 |
|
Sziasztok!
Nem is tudom hogyan fogalmazam meg kérdésem hogy az érthető legyen... több mint tiz éve CNC marógépen dolgozom és ott általában a programot mindig úgy inditom hogy szép lassan potméterrel fölengedem az elötolást és úgy kezdem meg a darab megközelitését. A Mach-ban van lehetöség ilyen megoldásra s ha igen hogyan kell lehet ezt megoldani ??? Válaszotok köszönöm |
|
| © PSoft | 2009. máj. 21. 18:06 | Válasz | #3207 |
|
Pillanatnyilag még nem
tudok vele foglalkozni(még nincs meg a lézer),csak most épül a gép.
Köszi az infőt,remélem két-három héten belül realizálódik a dolog,akkor tudok majd érdemben foglalkozni vele. Ha aktuális lesz majd írok a tapasztalatokról.
|
|
|
|
2009. máj. 21. 10:38 | Válasz | #3206 |
|
Legalább ezzel is
okosabbak lettünk! :-)
|
|
| © DeaK Jozsef | 2009. máj. 21. 10:31 | Válasz | #3205 |
|
Sziasztok!
Köszönöm a válaszokat, mostmár én is tapasztalom a két processor működését. Egy kicsit lett gyorsabb a műveletek elvégzése, de ez csak a kesnek és a 4mb memóriának köszönhető. ezek a progik tényleg nem használják a két magot Mégegyszer köszönöm a véleményeteket. |
|
| © T.Robert | 2009. máj. 21. 10:06 | Válasz | #3204 |
|
Szia! Már régóta
próbálom működésre bírni ezt a plugint, de sajnos így sem sikerül. A
gépemet használom már egy ideje, a pwm szabályzás tökéletesen
működik. Vágni tökéletesen tudok vele.Attól félek ez a leírás csak a
te gépedere vonatkozik. Készítettem egy 160*160-as képet, beírtam az
5cm-t (gondolom 50mm akartál írni mert azt hogy 5cm azt nem fogadja
el a progi) és nem egész szám jött ki nekem. Szerintem ez a gép
mozgatásával van összefüggésben, milyen az áttételi viszony, hány
lépés/fordulat. Aztán olyan adatot írtam be, hogy egész szám legyen
de sajnos ekkor sem indul a lézer. Járkál ide oda a fej, csak éppen
nem megy a lézer. Kipróbáltam mindenféle sebességekkel
1000mm/perctől 20000-ig és semmi. Neked mit csinált amikor nem
működött? CSak a kép volt torz, vagy a lézered nem indította?
|
|
|
|
2009. máj. 20. 21:03 | Válasz | #3203 |
|
Ez egy nagyon hasznos
infó! Később fontos lehet annak is aki most nem is gondolkodik
lézergravírozáson, csak később lesz aktuális. Ezért nagy kár hogy el
fog süllyedni a topik mélyére.
Nem lehetne az ilyen tárgyilagos és mindenki számára érdekes leírásokat valahol kategorizálva gyűjteni? Modik? |
|
| © svejk | 2009. máj. 20. 20:53 | Válasz | #3202 |
|
Köszönöm, mindannyiunk
nevében!
|
|
| © svejk | 2009. máj. 20. 20:53 | Válasz | #3202 |
|
Köszönöm, mindannyiunk
nevében!
|
|
| © Török Tamás | 2009. máj. 20. 20:46 | Válasz | #3201 |
|
A lényeg hogy a fotót
amit graviroznál pixel méretre kell szerkeszteni! Vegyünk egy
5x5cm-es képet ami 160x160 pixelnek felel meg.Fekete fehérré és
negatívba kell áttenni.
Ha beolvastad a pluginba a jobb felső sarokban ird be az X 5cm, Y 5cm. Ekkor a kalkulátor gombot megnyomni, láss csodát középen a lépéskiosztó egész szám lessz, ez a lényeg! A sebeség beállítása azért lényeges mert ehez társúl a teljesítmény, minnél nagyobb sebességet állítunk annál nagyobb a lézer ereje!Itt kell eltalálni a kép árnyalatait vagy nem látszik semmi vagy kakira éget! Az Y-tengely lépései vagyis a sugárátmérő nekem ez 0.3 mm-er ezt 2/3 arányba kell beírni igy kb. 0.2 mm. A kapott kép félig meddig dombormű.A lényeg a fotó megfelelő átalakítása 1cm 32 pixelnek felel meg!!!!! Jó szórakozást hozzá! |
|
| © PSoft | 2009. máj. 20. 19:41 | Válasz | #3200 |
|
A közeljövőben nálam is
aktuális lenne,érdeklődve várnám én is...
|
|
| © svejk | 2009. máj. 20. 18:45 | Válasz | #3199 |
|
Nem baj ha kicsit
részletesebb a hozzászólásod :)
|
|
| © Török Tamás | 2009. máj. 20. 18:31 | Válasz | #3198 |
|
Üdv! Megfejtettem a
laser plugint!
Működik! |
|
| © KisKZ | 2009. máj. 15. 23:19 | Válasz | #3197 |
|
Csatlakozom! Én is
kétmagoson futtatom.
|
|
|
|
2009. máj. 15. 22:13 | Válasz | #3196 |
|
Nálam kétmagos
platformon megy a mach. Viszont ugyanúgy fut mellette mindig minden,
mint amikor nem dolgozik mach (vagyis böngésző, médialejátszó,
mailkliens, + pár dolog). 3D renderelésbe persze nem kezdek
ilyenkor, de semmilyen különösebb probléma nem adódott még ebből. Ja
még annyi, hogy nálam csak 75 kHz van beállítva. Azt azért
elismerem, hogy nem ez lenne a normális / biztonságos használati
módja.
|
|
|
|
2009. máj. 15. 22:00 | Válasz | #3195 |
|
Így azért mégis
egyszerűbb válaszolni. Számolhatsz vele, hogy érzékelhetően gyorsabb
lesz minden.
|
|
| © DeaK Jozsef | 2009. máj. 15. 21:33 | Válasz | #3194 |
|
Köszi a válaszokat. Egy
2,66 os gépen futott idáig igaz nagyon profin, de mikor egy szobor
G-kódját csinálja a LAZYCAM akkor néha öt perc is eltelik mire a
MACH3 átveszi. Azért gondoltam veszek egy új gépet, de már csak
kétmagosat ajánlanak. Ezért kérdezném véleményeteket hátha valaki
használ ilyen 2 magos gépet és, hogy mi a tapasztalata.
|
|
| © HJózsi | 2009. máj. 15. 20:55 | Válasz | #3193 |
|
A MACH esetében sokxor
a puding próbája adja meg a választ. Persze két mag kihasználásáról
már a hw konfig ajánlás beszélne, ha lenne ilyen lehetőség... Nem
ajánlja pl. az alaplapi videókártyát, mégis két gépen gond nélkül
működik amiről tudok. Azt célszerű megfogadni, hogy amin MACH-ot
futtatok, ne futtassak mást közben... Persze ha mazohista valaki,
akkor különösen ajánlott!!!
Akkor kell csak gyógymódot keresni, ha probléma van a normál telepítés mellett... arra meg van az XP telepítési ajánlás... Az én véleményem az hogy egy 3,2GHz-s egymagos sokkal jobb mint egy 2GHz-s 2 magos MACH-hoz és ami még mellé kell ... Nálam tök sima a driver teszt és megy a 100kHz is ... |
|
| © KisKZ | 2009. máj. 15. 20:31 | Válasz | #3192 |
|
Megelőztél Pali a
konkluzióval. :)
|
|
| © KisKZ | 2009. máj. 15. 20:30 | Válasz | #3191 |
|
A lényeg amit ki tudsz
szedni már ebből is:
A MACH igazándiból egy olyan beállítást szeret, hogy STANDARD PC. Hogy ezt hol lehet beállítani és mikor standrad egy PC, ne kérdezt tőlem! Ha ezt beállítod, akkor viszont elveszítesz egy magot. Ami innen következik csak halvány emlékeken alapul, és ezért nem is biztos hogy igaz. Valahol mintha olyasmit hogy ezt a standard PC bellítást, valahol biosz szinten tudod megtenni. Azt nem tudom hogy minek és milyen beállításával! Igy az, hogy veszítesz egy magot gyanús,hogy nem csak a MACH számára szól, hanem a teljes rendszered számára. Érdemes lenne annyit megtenni, hogy ha valaki tudja, hogy hogyan kell letiltania egy magot a rendzer számára, akkor megtenné ezt egy próba kedvéért. Megnézné, hogyan dolgozik akkor a MACH, majd visszakapcsolva ismét. Egyébként ha 1 GHz-es gép elég a MACH-nak, nem hiszem hogy nagyon számítana az, hogy kettő vagy több mag van a gépedben. A többmagos rendszerek (vagy mind vagy a legtöbb) ezen frekvencia felett járnak. A plusz mag csupán a háttérben futó egyéb alkalmazások számára jelentene plusz kapacitást, amelyek futtatása egy CNC-zésre használatos gépen egyébként nem javasolt. |
|
| © Szedlay Pál | 2009. máj. 15. 20:29 | Válasz | #3190 |
|
Az Artcam mivel Delcam
termék nem használ kétprocesszort a többy ternéke sem.
A MACH3 nálam csak egyet használ, de lehet hogy használna kettőt is csak nem tudom jól beállítani. Bár az egy processort is csak 7%-ban használja így teljesen felesleges lenne a két processzor. A LAZYCAM-ot pedig nem használtam még. |
|
| © KisKZ | 2009. máj. 15. 20:20 | Válasz | #3189 |
|
Igen megy.
Sokszor ha ilyen gond van érdemes a google nyalvi eszközök alatt található fordítás lehetőségét használni. Persze a fordítás elég kezdetleges, nyers (mondhatni sokszor használhatatlan) de azért mégis több mint a semmi. |
|
| © KisKZ | 2009. máj. 15. 20:18 | Válasz | #3188 |
|
NEm tudom hogy menni
fog-e, de reménykedjünk. Nem túl szép fordítás, de hát....
lefordítva |
|
| © KisKZ | 2009. máj. 15. 20:17 | Válasz | #3187 |
|
közben látom, hogy
linkról indítva nem is hozza be a kersés eredményét. Csak a keresés
lehetőségét magát.:(
|
|
| © DeaK Jozsef | 2009. máj. 15. 20:02 | Válasz | #3186 |
|
Sajnos én nem tudok
angolul
|
|
| © KisKZ | 2009. máj. 15. 19:16 | Válasz | #3185 |
|
Pl. itt egy keresési
eredmény a témára:
mach support |
|
| © Essmint Sándor | 2009. máj. 15. 18:49 | Válasz | #3184 |
|
Szerintem továbbra is
az oprendszer használja, vagy nem használja a „két magot”.
|
|
| © DeaK Jozsef | 2009. máj. 15. 18:24 | Válasz | #3183 |
|
Sziasztok!
Továbbra is szeretném kérdezni, hogy hogyan reagál a MACH3 és a LAZYCAM valamint az ARTCam a kétmagos procival. Kihasználja e ezt a lehetőséget vagy csak a felével működik. Van e ezzel gyakorlati tapasztalatotok. Várnám véleményeteket. |
|
| © Egyújabbgépépítő | 2009. máj. 15. 07:58 | Válasz | #3182 |
|
Visszatérve a
SmoothStepper-hez. A MACH nál mindég gond van a futtató géppel.
Nekem egy agyonterhelt notebook-on megy a mach. Semmi rángatás,
csuklás stb.
Nem kell a különleges installálás, nem kell figyelni mi fut mellette, gyakorlatilag a processzorterhelés minimálisra csökken. Szerintem már csak ezért is nagyon megéri használni. |
|
|
|
2009. máj. 15. 00:20 | Válasz | #3181 |
|
Szerintem a mach nem
használja ki, de véleményem különösebb szüksége nincs is erre 100
khz-es esetén. Ahogy olvasom kétmagos platformon már 230-300 khz
környékén probálkozik Arto. (Az elméleti határt 333 khz-nél említi).
Ez persze nem konkrét válasz, de ebből feltételezem, hogy mindig
igyekszik kihasználni az újabb hardverek adta erőforrásokat. Mivel
nem részletezi, gondolom a belügyének tartja, hogy milyen
módszerekkel valósítja ezt meg. A másik két program szerintem
teljesen az oprendszerre bízza magát, esetleg az optimizerre, ha van
olyan feltelepítve.
|
|
|
|
2009. máj. 14. 20:00 | Válasz | #3180 |
|
Szerintem nem (ha
csaknem a C# fordítónál van ilyen optimalizációs pipa...).
|
|
| © Alvégi | 2009. máj. 14. 15:49 | Válasz | #3179 |
|
Szép Napot!
Az artcamban melyik g-kódot érdemes választani a végén (mentésnél) a Mach3-hoz? Én most a sima mm-t használom és tap file lesz belőle, ezzel jól megy. |
|
| © DeaK Jozsef | 2009. máj. 14. 14:46 | Válasz | #3178 |
|
Sziasztok!
Szeretném kérdezni, hogy hogyan reagál a MACH3 és a LAZYCAM valamint az ARTCam a kétmagos procival. Kihasználja e ezt a lehetőséget vagy csak a felével működik. Van e ezzel gyakorlati tapasztalatotok. Várnám véleményeteket |
|
| © Csaba | 2009. máj. 12. 20:06 | Válasz | #3177 |
|
Szia!
www.plazmacnc.hu 
|
|
| © rtibcsi | 2009. máj. 12. 17:30 | Válasz | #3176 |
|
Helló! Még új vagyok,
és az lenne a mékrdésem, milyen szoftvert ajánlotok CNC
Plazmavágáshoz? Szetenék Autocad file-okat importálni...
És melyik gépet ajánlanátok megvételre? Weldimpex, ATT automatika,...??? Kössz a választ előre is! |
|
| © Egyújabbgépépítő | 2009. máj. 12. 15:37 | Válasz | #3175 |
|
Nekem működik a
SmoothStepper. Az utolsó szoftvert érdemes használni, nekem az
előzőnél hosszú munkák esetén szisztematikusan tévesztett.
Annyira nem zavarérzékeny, egy dobozban van az egész vezérlő táppal mindennel és semmi gond. |
|
| © HJózsi | 2009. máj. 12. 13:11 | Válasz | #3174 |
|
Még nem, de nem nagyon
félek tőle, de persze fémdobozba fogom szerelni.
|
|
|
|
2009. máj. 11. 19:54 | Válasz | #3173 |
|
Az egyik kollega jelzte
a zavarérzékenységét. Akkor ezt sem tudjátok megerősíteni,
cáfolni...
|
|
| © HJózsi | 2009. máj. 11. 17:36 | Válasz | #3172 |
|
Az enyém még fiókban,
de vópáran használják, vannak videók a youtube-on... pl.
marásocska...
|
|
|
|
2009. máj. 09. 11:52 | Válasz | #3171 |
|
A smooth stepper
mennyire vált be? Attól kérdezném aki vett ilyet és használja már...
|
|
| © KisKZ | 2009. máj. 06. 14:11 | Válasz | #3170 |
|
Értem.
Akkor bizony többet kell izzadni. |
|
| © elektron | 2009. máj. 06. 12:28 | Válasz | #3169 |
|
Nem mindig olyan
egyszeru az, mert ha az egyik gep tud valami spec kodot, a masik meg
nem es arra akkor mar az illetonek kell a postprocessorba beirni azt
az algoritmust, ha tudja.
Pl. szorozni ugye tudsz ? De mi van ha azt mondom számold ki sin(23.45) mennyi, és nem hasznalhatod,csak ami a kobakodban van. Ugye, hogy nem fogod tudni ? Kivéve a ismered a gyors iteracios kepletet, vagy akar masik felet, de akkor is meg fogsz izzadni. |
|
| © Csaplar | 2009. máj. 06. 11:38 | Válasz | #3168 |
|
Sziasztok!
Azt szeretném megkérdezni, hogy Mach3-hoz próbálta már valaki a joystick plugint? Működik, milyek joystickot érdemes beszerezni? Köszi Zoli |
|
| © KisKZ | 2009. máj. 06. 09:57 | Válasz | #3167 |
|
Tudatlan vagyok a dolog
mélységében, de a posztprocesszor tulajdonképpen egy értelmező, egy
interpreter, gyakorlatilag egy amolyan fordító program, vagy rosszul
gondolom?
Ez esetben, ha ismerem a gép által használt utasításkészletet és a szoftver által generált "tiszta" kód nyelvezetét, csak a megfelelő szótárat kell elkészítenem hozzá nem? Vagy rosszul gondolom ezt is? |
|
| © Szedlay Pál | 2009. máj. 06. 01:44 | Válasz | #3166 |
|
Igen 3 tengely lehet
fél óra, de az 5 nem kettővel több hanem sokkal több. Főleg ha
szimultán. Érted mire gondolok.
|
|
| © KisKZ | 2009. máj. 05. 23:40 | Válasz | #3165 |
|
Ebben pedig én nem
vagyok valami nagyon oos, de általában ezel a szoftverek ugy vannak
felkészítve, hogy könnyen (nem nekem) lehet bármilyen
posztprocesszort irni hozzájuk.
Az egyik beszállító a multkor fél óra alatt összeütötte. Jó! Persze nem 4 vagy 4+1/2 vagy 4+1 tengelyről volt szó, de gondolnám, hogy ez gyakorlatilag már csak ragozása a dolognak. |
|
| © elektron | 2009. máj. 05. 23:15 | Válasz | #3164 |
|
Az alap dolgokat azért
nem árt megtanulni, a G kodokat meg hogy mit csinálnak, meg a
koordinata rendszereket.
Aztann irni par soros kis programokat, magadtol es megnezni merre is megy a gep es miert. Az, hogy valami CAD program hogy generalja, azt meg akik azt irtak se tudja minden reszet lehet, nem olyan egyszeru az, meg egy profinak se, mikor bonyolult terbeli formakat kell kimarni. |
|
|
|
2009. máj. 05. 22:25 | Válasz | #3163 |
|
Hát az az igazság, hogy
ennyire nem merültem el egyikben sem még, mert megvan amit használok
3 tengelyre! Igaz abban van ilyen...
|
|
| © Szedlay Pál | 2009. máj. 05. 21:53 | Válasz | #3162 |
|
Balu!
Melyikben találtál programozható egyénre szabható posztprocesszort? Magánba is lehet a válasz ha nem publikus. Köszi. |
|
| © Svertel Istvan | 2009. máj. 05. 20:59 | Válasz | #3161 |
|
Üdv.!
Én nem számítok a legokosabbakk közé itt a fórumon , de kezdő kérdésekben mint például ez is ,esetleg én is segíteni tudok . Ami neked kell , az 2 vagy három jól kiválasztott és megtanult program . Ha van egy olyan amelyikben le is tudod rajzolni a kimarni kívánt darabot és utána abbol G-kódot konvertál amit megeszik a Mach3 , akkor már csak a Mach3 marad amit ha szépen beállítodtadd és konfigoltad , az majd megmondja a motroknak hogy merre mennyit és milyen gyorsan menjenek . Sajnos a programok kitanulására rengeteg idő megy ell , de ez nélkülözhetetlen ha használni is akarod a gépedet és nem csak másoknak mutogatni és dicsekedni hogy mit tudtál megépíteni ! Nem kell megijedni hanem fel húzni a gatyaszárát és TANULNI . A tapasztaltabb kollégák a fórumon esetleg tudnának ajánlani neked valami progit amivel a kezdő is egy idő után el tud rajzolgatni . Nem győzzük mondani minden topicban : "Az értelmesen és precízen megfogalmazott kérdésre MINDENKI fog választ kapni ! Ha nem az nap , de esetleg pár nap múlva , mert nem ér rá mindenki naponta eme nagyszerű fórumra ellátogatni !" . Sajnos én is azok közé tartozok  
|
|
| © SzT3 | 2009. máj. 05. 20:13 | Válasz | #3160 |
|
Namost nekem lenne még
egy kérdésem az ok hogy megépítem a gépet meg megveszek hozzá
mindent,
De pl ha én ki szeretnék marni egy félömböt vagy akármit akkor azt nekem kell megmondanom hogy mikor merre mennyen és melyik koordináta irányba mennyit mozduljon vagy esetleg ezt legenerálja a mach? mert ha nekem kell megirnom hogy merre menjen akkor eleinte nem sokat fogok marogatni mert azt nagyon keményen meg kell tanulnom. VAGy van valami ami mondjuk erre az átmeneti időszakra amig megtanulok mindent legenerálja helyettem ezt a pályát? |
|
| © KisKZ | 2009. máj. 05. 12:59 | Válasz | #3159 |
|
OFFTOPIC ON:
Van az 10 is, de 11 is, sőt 26 is! :) Ilyesmit vártál elektron? :) Egyébként mindegyiket kezeli a MACH és ez komoly. OFFTOPIC OFF |
|
| © elektron | 2009. máj. 05. 12:46 | Válasz | #3158 |
|
A 4.-et direkt nem
említettem, mert gondoltam valamelyik Einstein féle emberke beleszól
rögtön !
|
|
| © KisKZ | 2009. máj. 05. 11:46 | Válasz | #3157 |
|
Pontosan. Eszköz az
lenne, de ezeket kezelni is kell majd.
A korlát ez lehe csak. Az akadályok meg ugye leküzdendőek. Azért vannak. Hajrá! |
|
|
|
2009. máj. 05. 11:33 | Válasz | #3156 |
|
5 tengely pl.:
Gibbscam, Mastercam, Powermill, Rhinocam, Alphacam, Esprit,
ModuleWorks stb. Rengeteg progi tudja, csak egyet meg is kéne
tanulni... ezek már elég bonyolultak ahogy nézegettem őket!
|
|
| © KisKZ | 2009. máj. 05. 11:02 | Válasz | #3155 |
|
Az ArtCAm tud 4 és 4+1
tengelyes megmunkálást is.
Ugyanigy a PowerMill is. Tehát a kód legenerálásának nem kellene gondnak lennie. A MACH pedig mintha 6 tengelyig tudná kezelni a vezérlést. Szerintem így első ránézésre nem kellene hogy gond legyen egy ilyen gép elkészítése és használata. |
|
| © SzT3 | 2009. máj. 05. 10:08 | Válasz | #3154 |
|
ez nekem is kérdésem
lenne csatlakozva Tiobor hozzászolásához mert bizony idöt nem pénzt
viszont egy kicsit kímélve a lejebb általam bveillesztett videón
látható gép megépítésére készülök (legalábbis müködési felépítési
paraméterekben hasonló)
A mechanikához nem vagyok hülye viszont a cnc programokhoz igen. Kicsit másabb és hobbi kivitelbe (http://www.youtube.com/watch?v=TZSFcBYr8d8&feature=related) Ezekalapján kérdezném hogy a mach3-al fogom e tudni használni illetve megtanulni a gépemet? (mert még az is egy nagy kihívás lessz)
vagy valami más kegészítő is kelleni fog. Amugy ha már megrajzoltam minden tervrajzot meg összeszedtem hogy mit hogy an és milyen alakatrészekkel szeretnék malyd szeretném feltenni és jólenne ha véleményeznétek hogy mit ne ugy csináljak mert esetleg nagyon elszúrom vagy hol biztosítottam tul a gépet vagy hol nagyon gyenge |
|
|
|
2009. máj. 05. 06:53 | Válasz | #3153 |
|
Igen 4., de csak
egyirányú (az idő)!
|
|
| © elektron | 2009. máj. 04. 20:58 | Válasz | #3152 |
|
Ez egy kicsit olyan,
mint hogy van e több , mint 3 dimenzió, ki tudja ?
|
|
| © Szedlay Pál | 2009. máj. 04. 20:00 | Válasz | #3151 |
|
Miért Tibor láttál már
itt múködő 5 tengelyes marógépet a fórumon amit szoftver hiányában
nem használ valaki. én még működőképtelent sem láttam.
|
|
| © Hunka Tibor | 2009. máj. 04. 18:27 | Válasz | #3150 |
|
Szerény véleményem
szerint a szoftver oldala ami nem megoldott az 5 tengelyes marásnak
,de ha tudtok használhato megoldást az engem is érdekelne , igaz
most a ARTCAM 2008 MillWizard megoldását nyuzom .
|
|
| © KisKZ | 2009. máj. 03. 12:04 | Válasz | #3149 |
|
Vagy Gyuri. :)
Hogy senki ki ne maradjon. :) |
|
| © KisKZ | 2009. máj. 03. 10:06 | Válasz | #3148 |
|
Arra is van lehetőség.
Vagy Pali Vagy Péter linkelte a Visual analizert.
De itt egyszerűen csak felvettük és meghalgattuk a mikrofonra visszavezetett jelet. Igy kizárhattuk a jel hiányából adódó problémát. Egyébkéént érdeke milyen hangot ad. |
|
|
|
2009. máj. 03. 08:37 | Válasz | #3147 |
|
Áruljátok már el mi ez
a hangkártyába vezetett step jel, én még erről nem is hallottam.
Felveszitek és visszanézitek mint egy szkópon?
|
|
| © KisKZ | 2009. máj. 02. 22:17 | Válasz | #3146 |
|
Így van
Pontasan! Elektron! Ne hagyd abba a képzésemet! Remélem van még türelmed hozzám! |
|
| © elektron | 2009. máj. 02. 21:27 | Válasz | #3145 |
|
de hülye vagyok, csak
az első sort olvastam hirtelen, na jó, hogy meglett az oka, miután
meghallgattuk a kimenő jeleket hangkártyába dugva, kiderült, hogy az
szép szabályosan jött kifele, tehát ki nem hagyott , csak rövid volt
ezek szerint az impulzus
|
|
| © elektron | 2009. máj. 02. 21:26 | Válasz | #3144 |
|
mert mi volt a baja ?
|
|
| © KisKZ | 2009. máj. 02. 18:34 | Válasz | #3143 |
|
Sikerültmegszüntetnem a
lépsévesztést a fa gépemen.
Ezt egy személyben elektronnak köszönhetem!!! Köszönöm elektron! Csak ha másnak is hasonló baja lenne: A kisebb motoroknál a step és a dir impulzus értékét 15 us-ra állítottam. Igy minden OK. A step jel stabil és nincs lépésvesztés |
|
| © SzT3 | 2009. máj. 01. 22:59 | Válasz | #3142 |
|
Lehet hogy igényt
tartok rá. . bár még nagyon tervezési fázisban vagyok, per pillanat
még cnc-st keresek aki esetleg marna gép alkatrészeket. csak addig
az elméletet nem akartam tervekké vetni és elkészíteni amig nem
tudtam hogy vajon fog e működni de akkor ezek szerint igen akkor
jöhet a pontos rajz és utánna már csak a marás és összeépítés.
DE akkor ha nem gond lehet hogy még zaklatlak . . . |
|
| © Szigma | 2009. máj. 01. 22:34 | Válasz | #3141 |
|
Én is hasonló cipőben
járok. Körasztalom már van, a vizszintes tengelyű forgató most
készül.
Én a körasztalt "A" tengelyként adtam meg. A forgatót pedig valószinűleg B-ként fogom megadni. Szerintem bármelyik poziciót kinevezheted nullának, mint ahogy az X,Y,Z-nél is bárhol lehet a nulla. Aztán a programot ennek figyelembe vételével kell megirni. Az már viszont jó kis meló, ha számolgatnod kell, és nem valami másik program generálja a G-kódot egy 3D-s rajz alapján. Vagy fordítva, ha van egy kész program, akkor arról tudod, hogy hol várja a munkadarabot (milyen koordináta értéknél), és akkor ennek megfelelően állitod be a nullát. Remélem sikerült érthetően leírnom. Én egyébként észak-budán vagyok, így akár még segíthetek is szükség esetén. |
|
| © SzT3 | 2009. máj. 01. 12:54 | Válasz | #3140 |
|
Tehát végeredményében
egy ilyen gépet szeretnék. . .
http://www.youtube.com/watch?v=O3d0fueNr30&feature=related CSak első körbe se a bvillentő se a forgató mechanizmusa nem lenne majd csak idővel. . ( Kb 1 hónap :) ) ÉS ami a kérdésem volna hogy a bilentés után hogy adom meg az értéket iletve a forgatáshoz hogy adom meg, mármint a forgatás után hogy hol van az anyag 0 pontja |
|
| © SzT3 | 2009. máj. 01. 12:02 | Válasz | #3139 |
|
Neharagudj, Teljesen
igazad van.
Tehát akkor részletezve, az nagyjábol stimmel hogy egy alap 3 tengelyes cnc nél hogy adom meg a mach3 nak hogy akkor melyik tengely melyik x y z és ha elmozdul akkor mit is csinál, De amivel gondom van illetve nem tudom elképzelni az az hogy ha pl a z tengely végére ahol mondjuk a marófej van teszek még egy plussz forgáspontot (hogy mint az oramutató ugy tudjon forogni a marófej tehát hogy oldalról is betudjon marni ) akkor azt hogy adom meg a mach3-nak a marófej csucsa plussz a forgáspont közötti távolság? VAgy pl ha nem ott forgatom a marófejet hanem azt mondom hogy én a marandó anyagot szeretném orgatni (de nem föggőleges forgástengelyel mint egy forgató asztal hanem viszintessel pl amikor elfektetek egy boros üfeget és azt forgatom körbe hogy a teljes palástfeluletre tudjon gravírozni akkor azt szintén hogy adom meg a machnak? az abszulut nulla ponttól megmondom neki hogy milyen magasan van a test forgástengelye? Remélem kicsit jobban össze tudtam szedni a gondolataimat. . ha nem akkor készítek egy kiccet és azon megmutato, az meg hogy hol lakom. . hát én pest mellett de bárhova nagyon szivesen elmegyek akár 400 km-re is ha valami segítséget vagy jó ötletet útbaigazítást kaphatok és láthatok. . . |
|
| © Szigma | 2009. ápr. 30. 23:13 | Válasz | #3138 |
|
Nem akarlak bántani, de
ha nem egy háromsoros mondatban írnád le, és kissé tagolnád, akkor
biztosan érthetőbb lenne. Aztán ha mutatásra vágysz, jó lenne ha
megírnád, hogy merre vagy található a nagyvilágban.
|
|
| © SzT3 | 2009. ápr. 29. 18:56 | Válasz | #3137 |
|
Tiszteletem érdeklődni
szeretnék hogy lenne e olyan kedves kolega aki segítene abban hogy
megmutatja vagy elmagyarázza a mach3 program összehangolását egy 4
tengelyes vagy esetleg 5 tengelyes géphez való beállítását.
Mivel épülő gépemet olyanra kéne csinálnom de azt sem tudom hogy ha én simán kitalálok valami konstrukciót az vajon müködőképes vagy pedig az abszulut nulla ponttól fix távolságra kell lenie a forgáspontnak és az pl csak 120 miliméter lehet. . nem mondjuk az általam tervezett exhas 170 miliméteremmel szemben nemtudom érthető e a problémám. illetve hogy ezt mennyire bonyolult beállítani a mach 3 ba hogy vajon menne e nekem is (abszolut kezdővagyok cnc-be) |
|
| © Török Tamás | 2009. ápr. 28. 17:57 | Válasz | #3136 |
|
Egy 320x320 pixeles
kép, pont 10x10cm enyit sikerült csinálnom, ha ennél nagyobra írom a
cm-es beállítást akkor szétszedi a képet, széthúzza olyan mintha 2
kép lenne.Ha pedig kissebre akkor csak egy részlet jelenik meg a
képből. A megoldás talán ehez,hogy a pluginhoz kellene egy pixelt
cm-re átváltó kis segédlet.
De az igy készűlt kép minősége valahogy még mindig nem az igazi! |
|
| © Sys_m | 2009. ápr. 28. 08:38 | Válasz | #3135 |
|
Szia Tamás!
Sajnos én sem kaptam választ eme plugin működésének a rejtelmeiről, Sajnos a Mach fórumon is ott áll a kérdés nyitva, válasz nélkül. Sys_m |
|
| © Török Tamás | 2009. ápr. 27. 20:28 | Válasz | #3134 |
|
Tudja valaki hogyan
működik fotó gravírozó pluginja? (lézerhez)
Nagy segítség lenne!!! Arra már rájöttem, hogy a pixelhez van rendelve a cm-es méret. De akkor sem értem! |
|
| © KisKZ | 2009. ápr. 26. 22:21 | Válasz | #3133 |
|
Csak köszönhetek neked!
És meg is teszem: Köszönöm.
Végre látom annak a lehetőségét, hogy amit megtervezgetek abból ehet haszálható G-kód. Már csak az a fránya lépésvesztés ne lenne. De át fogok lovallni fényvázra és nagyobb motorokra. Mellette valszleg veszek egy kicsi gépet csak ehhez. Tisztán, csupán a amch lesz rajta. |
|
| © Szedlay Pál | 2009. ápr. 26. 22:15 | Válasz | #3132 |
|
Tudom!!!!!!!!
Kb. 100000Ft-om bánta. Gyémántozott marókat törtem miatta. Nem akartam, hogy te is szívj ha nem muszáj.én már végig próbáltam mindent és csak ez jött be. |
|
| © KisKZ | 2009. ápr. 24. 20:51 | Válasz | #3131 |
|
Pali! Isten vagy!!!!
A Fadal teljesen jó! Csókoljon meg a Samanta Fox érte! Köszönöm! |
|
| © KisKZ | 2009. ápr. 21. 15:41 | Válasz | #3130 |
|
Érdemes lesz
megpróbálni, mert a nagy lelkesedésem ellenére azért még maradtak
gondok a standard posztrpocesszorral.
Még mindig húz plusz íveket. Este megpróbálom a fadalt. Köszönöm! |
|
| © Szedlay Pál | 2009. ápr. 21. 15:38 | Válasz | #3129 |
|
Használd a fadal
posztprocesszort.
|
|
| © KisKZ | 2009. ápr. 20. 18:28 | Válasz | #3128 |
|
Kicsit nehezen esett
le, hogy a MACH-ban állítsam át.
Naaaagy marha vagyok! Most már jó a kód. |
|
| © KisKZ | 2009. ápr. 20. 08:29 | Válasz | #3127 |
|
egyszerű...
Köszönöm! |
|
|
|
2009. ápr. 20. 06:42 | Válasz | #3126 |
|
Teljesen jól
gondolod/tudod!
|
|
| © Bladika | 2009. ápr. 20. 01:06 | Válasz | #3125 |
|
Ha jól gondolom,
Config>Ports and Pins>Motor Outputs és ott az adott tengelyhez tartozó Dir LowActive beállítást átállítani. Ha "pipa" akkor "x" re és fordítva. |
|
| © KisKZ | 2009. ápr. 19. 23:04 | Válasz | #3124 |
|
Hát teljes a káosz most
már a fejemben! :(
Sok a gond a fagéppel. Valószínűleg le van írva mindenhol és még el is olvastam, de tényleg kuszasággá vált most minden bennem, így kérném a segítségeteket! régi PROFI1 vezérlőt használok. A hétvégén bekötöttem a végálláskapcsolókat, lefuttattam a kapcsolók és az irányok összerendeléséhez a megfelelő tesztet. Alapvetően az egyik problémám: A gép minden mozgást tükörbe csinál. Tulajdonképpen minden tengely az ellenkező irányba mozog mint ahogyan kellene. A Z felfelé menne az anyagba, az X-Y miatt a garvírozott kép tükör a MACH képernyőjén megfelelően elhelyezkedő és láthatóhoz képest. Mit kell tennem hogy megfordítsam az irányokat? Előre is köszönöm a segítséget! |
|
| © KisKZ | 2009. ápr. 18. 10:15 | Válasz | #3123 |
|
Bocsánat! Megvan!!!!
|
|
| © KisKZ | 2009. ápr. 18. 10:13 | Válasz | #3122 |
|
István!
Hol találom meg a spirál tesztet? Szokásos ügyetlen keresgéléseim eredményeként nem futottam bebe az oladlon. Megvan ez valahol? Előre is köszönöm! |
|
| © KisKZ | 2009. ápr. 18. 10:07 | Válasz | #3121 |
|
Hát Balu. Bizony béna
vagyok, mert akárhogy keresek ilyen beállítást (a HELP-ben is) nem
találom. Biztos a szemem előtt van valahol, de én mégis kérném a
segítségedet.
Merre is keressem (egy kicsit pontosabban?) Előre is köszönöm. |
|
| © KisKZ | 2009. ápr. 18. 09:44 | Válasz | #3120 |
|
Ez még csak teszt. De
előbb utóbb lesz az is.
De rengeteg állítanivalóm van még. Fel kell tennem a kapcsolókat, mert jelenleg mindent tükörben csinál. A vezérlőt be kell még lőni először. |
|
| © PSoft | 2009. ápr. 17. 22:38 | Válasz | #3119 |
|
Szia István!
Köszi az infót az xml-ről,nemis gondoltam erre. Nem hiszem,hogy ez lett volna a probléma. A H2-est használom a hozzá mellékelt setuppal és Mach-al,ami Tőled van. Szerintem csak "úgy" megbolondult,és ennyi. Újrapakoltam,ma egész délután teszteltem. Úgy néz ki,hogy most rendben van,működik.
|
|
| © PSoft | 2009. ápr. 17. 22:19 | Válasz | #3118 |
|
Szia elektron!
Én a helyedben óvatos lennék a "kihúzott" TV képcsövével is. Tud az még utána is "rúgni",akkorát mint egy ló!
|
|
| © elektron | 2009. ápr. 17. 18:34 | Válasz | #3117 |
|
Mással is előfordul,
sőt ha valami nagyfeszű dolgot szerelsz, még mindig jobb, ha ki van
húzva, mintha menet közben veszed észre mikor a nagyfeszt akarod
lehúzni a tv képcsövéről...
|
|
| © Bladika | 2009. ápr. 17. 18:33 | Válasz | #3116 |
|
Viszont, hogy hallom a
step jeleket a gépből, az számomra még mindig furcsa ez előtti
2gépnél egyiknél se volt ilyen.
|
|
| © Bladika | 2009. ápr. 17. 18:32 | Válasz | #3115 |
|
Az ok nevetséges!
Talán be is kéne dugni a kábelt az LPT portba! :) Fáradtság na! Amikor már minden egyes beállítást átnézel, már mindenre gondolsz, na akkor nálam mindig ilyen gondok vannak! Múlthéten félnapot szenvedtem, hogy miért nincs NET! Na miért nem volt? Előtte szereltem a gépet és nem dugtam be! :) |
|
| © elektron | 2009. ápr. 17. 17:45 | Válasz | #3114 |
|
Ez a tok lesz ?
|
|
| © elektron | 2009. ápr. 17. 17:40 | Válasz | #3113 |
|
Mi volt az oka ?
|
|
| © Bladika | 2009. ápr. 17. 17:32 | Válasz | #3112 |
|
Bocsánat! Tekintsétek
tárgytalannak a kérdésem! Én voltam a hülye! :)
|
|
| © Bladika | 2009. ápr. 17. 17:25 | Válasz | #3111 |
|
Sziasztok!
Ismét a segítségeteket kérném! Nem rég írtam, hogy egy 850Mhz es proci elég-e a Mach3 futtatásához. Az a szerencsés helyzet adódott, hogy hozzájutottam egy 2.6GHz-es géphez, szóval az órajel probléma úgy néz ki megoldódott. De helyette van másik! A problémám a következő: Olyan mintha a vezérlő jelek nem jönnének ki az LPT porton, mert nem megy a vezérlő. Előtte a másik géppel ilyen nem volt, a beállításokat egy az egyben áthúztam onnan, szóval az sem lehet, hogy nem jól vannak a pinek. A port cím beállítva, biosban LPT engedélyezve és EPP re állítva. Ami furcsa, hogy hallom a gépből a stepjeleket, ha értitek mire gondolok, hallom a sípolását, ahogy gyorsul/lassul! Tudja esetleg valaki mitől lehet ez? |
|
| © Szigma | 2009. ápr. 17. 15:02 | Válasz | #3110 |
|
Ahogy Balu mondja !
Látható, hogy a G-kódban az IJ-mód relatív, míg a gépeden minden
bizonnyal abszolútra van állítva.
|
|
|
|
2009. ápr. 17. 14:56 | Válasz | #3109 |
|
Úgy néz ki az ívekkel
lehet baja, próbáld meg a config/general configban átkapcsolni az IJ
módot, lehet az segít!
|
|
| © KisKZ | 2009. ápr. 17. 12:32 | Válasz | #3108 |
|
Sziasztok!
Használk valaki Powermillt? Tudom, alapban sima G-kód illene a MACH-nak, azonban ha Powermillből akarom ketenni a kész programot akkor igen érdekes dolgok jönnek elő. :( A standard posztprocesszorral is, (de több mással is) ez lesz az eredmény: 
láthatóak azok a sorok amelyek ezeket a "köröket" eredményezik. De ez eredetileg a Powermillben ilyen: 
Valami posztprocesszálási gond lehet? A lehetséges posztprocesszorok listája: 
és még 
tudna valaki tanácsot adni? |
|
|
|
2009. ápr. 17. 06:52 | Válasz | #3107 |
|
Van egy veszély, amiről
eddig nem nagyon beszéltewm:
Ha az oldalamon található gyors-setup-ból feltesztek egy régi xml file-t egy vele nem teljesen kompadtibilis, újabb Mach3-ra, az bekavarhat! Lehet, hogy néhány rejtélyes tünetért ez felelős... |
|
| © PSoft | 2009. ápr. 16. 22:29 | Válasz | #3106 |
|
István,Szigma!
Köszi a tanácsokat. Valamiért a Mach volt megbolondulva.Egyéb más furcsaságokat is csinált. Ma délután kicseréltem,és úgynéz ki megoldódott a probléma. Mégegyszer köszi. Béla. |
|
|
|
2009. ápr. 16. 06:44 | Válasz | #3105 |
|
Értem!
Én a következőket tenném meg: - A PC-hez tartozó minden BIOS, Drivert a legfrissebbre cserélném! - Ellenőrizném a BIOS beállításokat (különös tekintettel a CPU freki és feszültségeket, valamint a RAM időzítéseket)! - A RAM időzítéseket by SPD-re (belső ROM adatokra) állítanám (sok alaplapon hibásan nem ez a default érték)! - A CPU Spreed Spectrum-ot kikapcsolnál (szebb lesz tőle a Step időzíytés). - A Mach3-ast frissíteném. - Majd alapos tesztek... |
|
| © elektron | 2009. ápr. 16. 01:34 | Válasz | #3104 |
|
mármint a részemről
gondoltam
|
|
| © Szigma | 2009. ápr. 16. 00:07 | Válasz | #3103 |
|
Azért nem kell rögtön
lecserélni a gépet, ahogy elektron kolléga javasolja.
Mindenek előtt egy újabb Mach verziót használjál, ugyanis azt a verziót érdekes módon visszavonták valamiért. Lehet, hogy ennek semmi köze a dologhoz, viszont ezt nem tudjuk ellenőrizni. Biztos ami biztos. Ha az újabb verzió is meghal, akkor először a következőt tenném a Mach "kilépéskor": CTRL+ALT+DEL-el a processz fülön megnézném, hogy fut-e valami mach-hoz tartozó processz. Ha igen azokat kilőném, és ezután próbálnám újra indítani a Machot. Ha sikerül, akkor lehet, hogy a Mach érzékel valami gondot és ezért lép ki, de valamiért a kilépés nem lesz korrekt, ezért nem lehet újraindítani (nem lenne csoda, van még jópár más hiba is a Machban) Ha ezután akárcsak egyszer is lefagy, akkor pedig a PC-t tesztelném le erősen. Mivel nem használod másra a PC-t csak a Mach-hoz így nyilván nem is tud gondot okozni más programmal. Először a memória modulokat kellene megnézni. Kivenni, a csatlakozókat megpucolni visszatenni. Vagy valami komoly memória tesztet hajtani rajta legalább egy napig. Tovább nem folytatom, szerintem ennyi alatt valószinűleg kiderül a hiba oka. |
|
| © elektron | 2009. ápr. 15. 21:58 | Válasz | #3102 |
|
Érdekes, nekem a gépem,
amti CNC-zésre használok, az lefagy, annak pl. nem egy konkrét
porogram a baja, csak úgy magától elszáll, tennem kell eegy másikat
helyette, mert nem lehet rábízni komoly munkát, mert közbe mi van,
ha elszáll és elront valamit. Az ilyen bizonytalan hibák a
legrosszabbak, sokszor nem lehet velük mit kezdeni, csere a legjobb
megoldás.
|
|
| © PSoft | 2009. ápr. 15. 21:28 | Válasz | #3101 |
|
István!
Olyan a vonal,mintha vonalzóval húztad volna. Pár nagyon pici,éppen hogy látható tüske van csak rajta. A másik gépemen,az AMD-s meg kissebb is sokkal rosszabb a DriverTest mégsincs ilyen gond. Azt a Mach3-at használom,amelyik a H2-eshez adott CD-n van (3.042.008). |
|
| © HJózsi | 2009. ápr. 15. 21:26 | Válasz | #3100 |
|
Még 1 gyík sajátosság,
a COMMON bemenet az nem GND, hanem +5 V ! ... és ez nagyon nem
mindegy mert optocsatolós a bemenet, azaz diódás, tehát nem megy. ha
nem +5V-ot kap. Step, Dir és +5V kell a PC felől ...
|
|
| © sanka74 | 2009. ápr. 15. 21:11 | Válasz | #3099 |
|
Reseteltem, nem viágit
semmi...a 2-es és a 25 lpt tű között 4,6 és 0,06 volt van ha oda
vissza mozgatom a tengelyt. a 3-as és a 5-ös tü között 0,2 volt van
ha mozog a tengely valamely irányban.
|
|
| © PSoft | 2009. ápr. 15. 21:11 | Válasz | #3098 |
|
Szia Szigma!
Szerintem a PC-vel nincs gond,nem lefagyásról van szó. Nincs is rajta más a Mach-on kívül. Amúgy egy P4-es 2,6 os Celeron,1,5G rammal. Eddig is csak a Mach-hoz használtam a gépet,és eddig semmi ilyen gondom nem volt vele. Tehát nem a PC fagy le,hanem bezáródik a Mach,(mintha kilépnél belőle)és ennyi.A PC továbbra is megy,látszatra minden gond nélkül. Utána hiába próbálom újraindítani a Mach-ot,nem tudom.Csak akkor,ha a PC-t is újraindítom. Se új hardver,se új driver nem volt mostanában. Hónapokig gond nélkül ment,pár napja csinálja ezt.Ma például nem.
|
|
| © HJózsi | 2009. ápr. 15. 21:01 | Válasz | #3097 |
|
Ha fog a motor, akkor
már nincs error állapotban, a step dir jelekkel lehet valami gond,
pl fel vannak cserélve, vagy a nem jutnak el a gyíkhoz... szkóppal
kellene ellenőrizni ...
|
|
| © HJózsi | 2009. ápr. 15. 20:57 | Válasz | #3096 |
|
A gyíkon világít a led?
Az Err/Res bemenetet 3-5 mp-re +5V-ra kell húzni, aztán mehet ...
|
|
| © sanka74 | 2009. ápr. 15. 20:41 | Válasz | #3095 |
|
Ja a LPT kimeneteket
beálligattam, állítólag jól....
|
|
| © sanka74 | 2009. ápr. 15. 20:39 | Válasz | #3094 |
|
Sziasztok!
Épűl a cnc gépem most próbáltam életre kelteni a vezérlőt nem tul sok sikerrel.Gecco vezérlő és a végálásokat észleli ha kézzel zárom az érintkezőket de a motor nem forog. A vezérlés megvan mert fog a motor vagyis áll.De amikor a mach-al mozgatni akarom a tengelyt nem csinál semmit a motor. amugy encoderes szervovezérlés.Aki tud vaami tanácsot légyszi segítsen.Köszi. |
|
| © Csaplar | 2009. ápr. 15. 15:02 | Válasz | #3093 |
|
Elnézést, közben
megtaláltam.
|
|
| © Csaplar | 2009. ápr. 15. 14:08 | Válasz | #3092 |
|
Sziasztok!
A HobbyCNC oldalán a Mach3 magyarul jelenik meg, honnan lehet letölteni magyar nyelvi fájlt hozzá? |
|
|
|
2009. ápr. 15. 06:50 | Válasz | #3091 |
|
Én is PC instabilitásra
gyanakodnék! Nézd meg a DriverTest.exe vonalát (sokat elárul a
Mach-Alaplap kompadtibilitásáról)!
|
|
| © Szigma | 2009. ápr. 15. 01:19 | Válasz | #3090 |
|
A motor setupot el kell
menteni, ha nem akarod hogy elvesszenek.
Jó lenne tudni, hogy ez a lefagyás friss jelenség-e, tehát régóta használod a géped és eddig semmi gond nem volt vele, vagy most kezdted használni és fagyogat. Szerintem vagy olyan program fut a gépen a Mach mellett amivel összeakad, vagy a gépeddel van valami gond és fagyna Mach nélkül is. Kicsit több infó kellene a körülményekről, mert amiket leírtál az nagyon kevés. |
|
| © PSoft | 2009. ápr. 14. 22:40 | Válasz | #3089 |
|
Jó estét
mindenkinek,sziasztok!
Megint tanultam valami újat a Mach-hal kapcsolatban??? Pár napon belül mostmár harmadszor fordul elő, hogy programfuttatás "munka" közben minden előjel nélkül egyszerüen megáll,és bezárkózik a Mach3. Utána nem tudom a programot újra indítani,csak akkor ha a PC-t is újraindítom. Amikor először csinálta a motorbeállítások is elvesztek,újra kellett írni a motorsetup-ot is. Találkoztatok már ezzel a jelenséggel,van valami ötletetek,hogy miért csinálja ezt velem???
|
|
| © Bladika | 2009. ápr. 12. 19:48 | Válasz | #3088 |
|
Köszönöm a válaszokat
akkor a 850es lesz! Tudom, hogy nem jó egyik sem, a hivatalos
ajánlás is legalább 1GHz 512 ram de ez van, sajnos nincs most keret
másra, ha lesz inkább egy komolyabbat mint hogy kevesebből most ezt
a rendszert foltozgatnám.
|
|
| © elektron | 2009. ápr. 12. 19:18 | Válasz | #3087 |
|
Nekem Intel Celeron
PIII 660-as processzorral még kihagy a jelimpulzus kiadás, bár ez
csak a demó verzió. Nem is mernék vele egy komolyabb munkát
végeztetni.
|
|
|
|
2009. ápr. 12. 18:49 | Válasz | #3086 |
|
Nem tökéletes, de
használd inkább a 850MHz-est.
|
|
| © nádházi | 2009. ápr. 12. 18:46 | Válasz | #3085 |
|
ezek kőzzűl egy sem!min
1.7 proci,és nem árt egy kis RAM sem.
|
|
| © Bladika | 2009. ápr. 12. 18:44 | Válasz | #3084 |
|
Sziasztok!
A segítségeteket kérném. Végre elindult a vezérlőm és forognak a motorok mint a veszedelem, de belefutottam abba az akadályba, hogy kevés a gép amin a MAch3 fut (200Mhz), kiakad "Driver watchdog triggered" üzenettel. Sikerült szereznem teljesen ingyen egy hulladék gépet és van hozzá két processzor, de nem tudom eldönteni melyik lenne a jobb: Intel Pentium III 650Mhz/256k cache/100Mhz vagy Intel Celeron 850Mhz/128k cache/100Mhz Szóval a kérdésem, hogy valaki esetleg megtudja mondani melyik a jobb? |
|
| © nádházi | 2009. ápr. 02. 20:46 | Válasz | #3083 |
|
|
|
| © Egyújabbgépépítő | 2009. ápr. 02. 20:41 | Válasz | #3082 |
|
Elnézést ez a #3078-ra
ment.
|
|
| © Egyújabbgépépítő | 2009. ápr. 02. 20:40 | Válasz | #3081 |
|
Igen, de szükség van
egy kis programra ami lefordítja az agyhullámokat.
|
|
| © nádházi | 2009. ápr. 02. 20:39 | Válasz | #3080 |
|
Tanár ur,nem akarok
lemaradni!:)))haladni kell a köorral!
gyere
a csevegőbe. |
|
| © Svertel Istvan | 2009. ápr. 02. 20:20 | Válasz | #3079 |
|
Professzor úr , nagyon
bele élted ám magad
 
|
|
| © nádházi | 2009. ápr. 02. 19:34 | Válasz | #3078 |
|
meg tudná nekem valaki
mondani,hogy ha vennék egy EEG készűléket,és fől rtaknám az
elektrodákat a megfelelő inger elvezetési pontokra,és a készűléket
ősszekőtném a Mach-3-al,akkor igy vajon lehetne vezérelni a progit
kéz rátétel nélkűl?
|
|
| © elektron | 2009. ápr. 02. 15:50 | Válasz | #3077 |
|
Én is összeraktam, csak
nekem a program hülyéskedik, legalábbis valamelyik verziója, amit
kipróbáltam.





|
|
| © Messer | 2009. ápr. 02. 15:39 | Válasz | #3076 |
|
Többen is próbáltak
"rávezetni" humorosan, hogy m-et használsz mm helyett a
méretmegadásnál.
|
|
|
|
2009. ápr. 02. 15:38 | Válasz | #3075 |
|
InfraCNC
Töltsd be a H2 képernyőjét a Mach2(3)Screen-be és katt 2 a kérdéses gombokon és a Scan Code amit keresel! Ha nincs (0) értéke, fel is vehetel újat! |
|
| © PSoft | 2009. ápr. 02. 15:10 | Válasz | #3074 |
|
Sziasztok!
Megépítettem a #3036-ban süsü által kérdezett PC távirányítót. Jelentem frankón együttműködik a Mach3-mal. Odáig már eljutottam,hogy a funkcióbillentyűket beprogramozva tudom váltogatni a képernyőket(F1-végrehajtás,F2-MDI,F3-kézi...stb). Viszont nemtudom a többi gombnak a mach-ban a billentyűkódját. István,vagy valamejikőtök aki tudja írja le ki kéne próbálni az összes gombbal.(kézi mozgatások, E-stop,referencia...stb.). Konkrétan a H2-es felület érdekelne,én azt használom. próbáljátok ki ti is szerintem frankó! Köszi.
|
|
| © KisKZ | 2009. ápr. 02. 10:03 | Válasz | #3073 |
|
:)
Lehet hogy lesugároztam az igényemet? :) De eddig azt hittem csak a hülyeség sugárzik rólam. :) Azon kívül, hogy általában az újabb verziókat érdemes feltenni, mér csupán a frissességük, és a vasószínű bővebb lehetőségek miatt, azt hiszem még nem sietek. Ugyan kérdezgetek előre, de csak akkor fogom látni az alapvető kérdéseket (teljesen alap dolgok) amikor tényleg használni is akarom majd. Úgyhogy... addig előkészítésként idegesítelek benneteket az előrelátható gondokkal kapcsolatos kis kérdéseimmel. :) Egyébként nézelődtem egy kicsit a játékvezérlők között. Lassan érdemesebb egy ilyet venni kézivezéslőnek mint egy laptop kiegészítő numerikus billentyűzetet. Még kézre is jobban állnak. |
|
| © D.Laci | 2009. ápr. 02. 08:52 | Válasz | #3072 |
|
6*5m mühelyben tényleg
nem lesz 1 mérföldes gép... :)
|
|
| © HJózsi | 2009. ápr. 02. 00:01 | Válasz | #3071 |
|
Én is csak most
töltöttem le, de ezek elvileg mind stabilak, csak a development
változatot nem ajánlják élesbe... Most épp rád gondoltam mikor
feltettem, mert valami subrutinból visszatérést javítottak... Lehet,
hogy Te hívtad fel rá a figyelmüket? ;)
|
|
| © KisKZ | 2009. ápr. 01. 23:43 | Válasz | #3070 |
|
Szia Józsi!
Próbáltad? Stabil? |
|
| © SzT3 | 2009. ápr. 01. 23:10 | Válasz | #3069 |
|
Szia.
Nem szántó földön lessz hanem egy 6*5 méteres műhelybe. amugy nagyobb styrofoam testek marására is kéne használni ezért gondoltam hogy legyen ekkora igy nem kell több darabból összeragasztani a testet de ez az rc megoldás nem is rossz :) |
|
| © HJózsi | 2009. ápr. 01. 22:44 | Válasz | #3068 |
|
Mach3Version3.042.025
Újabban frissítik a changelog-ot is ITT |
|
| © Szigma | 2009. ápr. 01. 21:47 | Válasz | #3067 |
|
Hol fogsz egy ekkora
gépet felállítani ???
Van valahol egy szántófölded ?? Arról nem is beszélve, hogy mivel fogsz közlekedni körülötte ?? Helikopterrel ?? Vagy rádió távirányítású lesz ?? 
|
|
| © nádházi | 2009. ápr. 01. 08:56 | Válasz | #3066 |
|
kőszőnőm Karcsi!:)
|
|
| © Karcsi | 2009. márc. 31. 23:23 | Válasz | #3065 |
|
Válaszoltam az emiledre
|
|
| © nádházi | 2009. márc. 31. 22:49 | Válasz | #3064 |
|
magyarul:?:be vitted a
lakásba????nem félsz hogy a lábtőrlő alatt fogsz aludni??:))))
|
|
| © KisKZ | 2009. márc. 31. 22:44 | Válasz | #3063 |
|
Holnap csinálok néhány
képet és felteszem a mappámba.
Behoztam a cuccokat a garázsból, hogy itthon is tudjak egy kicsit haladni. Még kell neki néhány lépés. |
|
| © nádházi | 2009. márc. 31. 20:04 | Válasz | #3062 |
|
hogy állsz a gépeddel?
|
|
| © KisKZ | 2009. márc. 31. 17:27 | Válasz | #3061 |
|
Te csak kövesd a fehér
nyulat Tibor!
|
|
| © SzT3 | 2009. márc. 31. 11:07 | Válasz | #3060 |
|
Na akkor malyd ebben
segítséget kérek hogy hogy is kell használni ezt a vezérlőt.
Igen nagy lessz. Kicsit énis félek néhány anyag beszerzésétől. Helyesebben hogy milyen anyagot használjak és hogy milyen legyen a konstrukció hopgy el is birja de pontos is legyen. . |
|
|
|
2009. márc. 31. 09:51 | Válasz | #3059 |
|
Jó nagy géped lesz!
természetesen lekezeli a mach3, max
6 tengelyt tud kezelni! |
|
| © SzT3 | 2009. márc. 31. 00:41 | Válasz | #3058 |
|
Sziasztok. Segíítséget
szeretnék kérni. Régi olvasój avagyok a forumnak és végre
elhatároztam magam hogy építek énis egy hobby cnc gépet.
Az elképzelés elég egyszerü 1000m*1500m*400m munkatartománnyal. A tervezgetés már megy ezerrel meg a müszaki rajz készítés bár egy két alkatrészt még nem tudom hogy honnan szerzek be illetve miből építsem de ez nem is ebbe a topicba való. HAnem viszont ami a kérdésem lenne, ahogy rajzolgatom a gépet arra gondoltam hogy mi lenne ha csinálnék egy pluszz felserelhető modult amit ha akarok akkor csak felrakok az asztalra és használom, a modul lényege az lenne hogy a munkadarabot egy vizszintes tengely mentén elforgatná valahogy igy http://www.youtube.com/watch?v=rrk6wqcB54g&feature=related és akkor képes lenne hasonló marásra, ez is hasonló video csak itt a forgató tengely függőleges http://www.youtube.com/watch?v=pMlGArMs_xk&feature=related én pedig vízszintesen raknám. na mindegy nem is a technikai megvalósitás a gond hanme az hogy ezt a fajta mozgást a mach3 vezérlő kezeli e? Mert elvileg ha jól számolom akkor ez már egy 4 tengelyes mozgás? illetve képes e a mach 3 ilyen maró utat értelmezni vagy ha nem akkor melyik vezérlő képes rá? Köszi a válaszokat és a segítséget. (bocsi ha néhol marhaságokat irtam) |
|
| © nádházi | 2009. márc. 30. 23:31 | Válasz | #3057 |
|
űdv Neo!ujra
tőltve?!:))))
|
|
| © KisKZ | 2009. márc. 30. 23:23 | Válasz | #3056 |
|
Működik!
A kis joy-jal tudom az X-Y-t, a Z-t pedig, kényelmesen mellékonfiguráltam. |
|
| © KisKZ | 2009. márc. 30. 22:51 | Válasz | #3055 |
|
Egy eredetileg
játékokhoz fejlesztett kis plusz kontroller.
20 programozható gombbal, és egy joystickkal. Nézegettem, nézegettem az usb-s kkiegészítő numerikus billentyűzeteket, aztán beugrott, hogy nekem van ilyenem. MIvel minden gombja programozható, ugyanugy illeszthetőnek kell lennie, mint bármi más kiegészítő billentyűzetnek. Legalábbis remélem. A kesztíűt is meg fogom próbálni ugyan de erre haszontalannak tartok. Azt csak érdekességképpen akarm látni, hogy hajlandó-e működni vele. No persze nem online-ban!!! :) Össze vissza vágnáma géppel a környéket. :) |
|
| © KisKZ | 2009. márc. 30. 22:48 | Válasz | #3054 |
|
Az igazán stílusos
(annál inkább értelmetlen) az lenne ha ezzel tudnám megszólaltatni a
tengelyeket. :)

|
|
| © elektron | 2009. márc. 30. 22:41 | Válasz | #3053 |
|
Ez meg micsoda ?
|
|
| © KisKZ | 2009. márc. 30. 22:36 | Válasz | #3052 |
|
Na akokr én most ezt
felélesztem és megpróbálom kitalálnni, hogy hogyan lehet egy ilyen
eszközt a MACH-hoz illeszteni.

|
|
| © KisKZ | 2009. márc. 30. 09:20 | Válasz | #3051 |
|
Mindenkinek köszönöm a
tanácsot!
Az X és a Z már készen van, most jön az Y, utána a teljes összeépítés. Utána, egyben fogom akkor tisztázni magammal a dolgok mikéntjét (létezés, az ember helye a világban, miért van 24 üveg sör egy ládában...etc.... :) ). Mégegyszer köszönöm! |
|
| © nádházi | 2009. márc. 30. 08:34 | Válasz | #3050 |
|
ez pontosan igy
van!!!én már csak tudom,és vannak dolgok amiket nem lehet
átlépni!:))))tudjátok,a saját kárán tanulja meg az ember a
"valoságot!:)))
|
|
|
|
2009. márc. 30. 07:59 | Válasz | #3049 |
|
Csabával és
psychobilly-vel egyetérteve kész gépen próbálkozz a rendszer
megérétésével! Ha teszteled, látod, 5 perc alatt megérted a
lényeget!
A gépi koordináta az a bevasalt valóság, ezért a 0-pontját mindig a Home kapcsoló adja meg. A Relatív koordináta, pedig mindig az álatalad (az anyag felszínét megérintve 0-ázott) virtuális rendszer! A megmunkálás mindig a virtuálisban történik (értelmezve), de a limitek mindig a gépiben vannak megfogva (logikusan a valóságban)! Ezért használatához kell a Home ref kapcsoló és annak felvétele is. A felbontáson ne aggódj, mert a legnagyobb hiba +-1 Step lesz (mivel tört lépést nem lehet lépni)! |
|
|
|
2009. márc. 30. 07:43 | Válasz | #3048 |
|
Van rá esély, de nem
tudom, hogyan adja át a "gombokat" a Windows-nak? Ha szabványos,
akkor elvileg mennie kell a Mach3-nak is mellette. Ha valami
"kerülő" utat használ, akkor nem fog menni. Ki kell próbálni!
|
|
| © Csaba | 2009. márc. 30. 07:21 | Válasz | #3047 |
|
Szerintem a laptoppal
nincs semmi baj, csak esetleg más beállítás van a general configban
mint a másik gépen. úgy van ahogy psyhobilly mondja, minden
kapcsolóval felszerelt gép nélkül nehéz megérteni a működést, mert a
számlálók mutatnak valamit és ki tudja hogy a gépi valójában hol
jár. Nem csak neked de minden kezdőnek ajánlom hogy mielőtt bármit
is csinál szoftveresen legalább 2-3 szor olvassa el a mach leírását,
és utána próbálkozzon a beállítások változtatgatásával akkor meg
fogja érteni mi miért történik.
|
|
| © psychobilly | 2009. márc. 30. 01:11 | Válasz | #3046 |
|
A soft limit, sok
előnye mellett azért szokták használni, mert akkor nem feltétlenül
kell végálláskapcsolókat tenni a gépre. Ehhez viszont az kell, hogy
megadjuk, hogy mekkora a gép. Viszont amikor bekapcsolod a gépet,
meg kell a Mach3-nak mondani, hogy hol vagyunk éppen. Ehhez kell a 3
home kapcsoló. A gépi koordinátarendszer nullpontja az a bal első
alsó sarokban van :). A kapcsolókat oda rakod, ahova akarod, csak
valamelyik végén legyen, a kapcsoló helyének megfelelő szélső
értékeket automatikusan beírja. De ugye ezt minden bekapcsolásnál el
kell játszani, és itt jön az amit Csaba mondott: "feldobom az
anyagot és...", ha nem veszel referenciát, akkor nem tudod
bekapcsolni a soft limitet, és akkor mindegy hogy hol van a gép,
lehet dolgozni, a végálláskapcsoló meg majd megállítja... Ha nem
veszel referenciát, és be van kapcsolva a soft limit, akkor
előfordulhat, hogy nem tudod bejárni az egész munkaterületet, mert a
soft limit letilt. Ez ugye azért van, mert a gép nem ott van ahol a
Mach3 gondolja.
A kapcsolókat egyébként tudod emulálni, az segíthet a megértésben, és a koordinátarendszerek között a Machine Coord's gombbal tudsz váltani. (Persze ez screen függő.) A kerekítéssel ne foglalkozz, a menetes szár linearitása, az anya kotyogása, a mechanika merevsége, pontatlansága sokkal nagyobb problémát fog okozni ennél :) Persze méréssel ellenőrizni kell az 1.75-öt, mert lehet egy kicsi eltérés. Egyébként a Mach3 kézikönyv nagyon hasznos dolog, elég sok nyelven megtalálod :) Meg szerintem az is sokat segítene, ha egy kész gépen próbálkoznál... :) |
|
| © KisKZ | 2009. márc. 30. 00:10 | Válasz | #3045 |
|
hagy kötözködjek:)
egyszerűen nem bírom kihagyni:)
Ahhoz a gépi koordinátához képest aminek a beállításához kell a home? Ami nincs? :) Csak azt akarom jelezni, hogy nem mindig egyértelmű egy kezdő számára minden válasz. Azt a "feldobom az anyagot és...." nem egészen értem... |
|
| © KisKZ | 2009. márc. 30. 00:07 | Válasz | #3044 |
|
:)
A rövid válasz nem válasz! :) Az a baj, hogy többet feltételezel rólam mint amennyit tudok. :) Azt látom, hogy valami bibi van a laptopon. De majd kiderítem mi is. |
|
| © Csaba | 2009. márc. 29. 23:59 | Válasz | #3043 |
|
A soft limit az megy de
a gépi koordinátához képest
|
|
| © Csaba | 2009. márc. 29. 23:58 | Válasz | #3042 |
|
Hát igen talán túl
rövid voltam persze cselekkel itt is lehet tevékenykedni pl. nem
menti a DRO stb, vagy nullázza kikapcsoláskor és ilyenkor a gépit is
lenullázza, de ha használni akarod a gépi kord. akkor kell a home.
Mondjuk én még soha nem használtam. Nem szeretem kivárni míg nullába
áll lehet azért mert én inkább nagyobb asztalokat csinálok. Feldobom
az anyagot és hajrá, ha több db kell akkor az elsőhöz teszek ütköző
és a többit ütköztetem
|
|
| © KisKZ | 2009. márc. 29. 23:53 | Válasz | #3041 |
|
Ja! Az eltérésbe
"beletörődtem" már, pontosan azért amit Te is írtál.
Mindenesetre a rendes gépnél 5-ös menetemelkedésű golyósorsók lesznek, így ott nem lesz probléma a mindig egészre léptetés. |
|
| © KisKZ | 2009. márc. 29. 23:51 | Válasz | #3040 |
|
Szia Csaba!
Biztos vagy abban amit írtál? Csak mert özben sikerült továbbjutnom. A nagyobb gépen is megpróbáltam mindazt amit elmondtam. Ami biztos: A soft limits mindenképpen megy. Anélkül, hogy kapcsoló lenne csatlakoztatva a géphez. Nem igazán tudom, hogy a laptopon ez miért nem akar rendesen menni. Majd holnap megnézegetem újra. Pedig bőven többet tud, mint a követelmény. Viszont azon el tudtam választani a gépi és a felvett koordinátarendszert az Encoder setup segítségével, itt ez nem megy. (??) István! Adnál egy rövid összefoglalót a problémáról? De igazándiból elég lenne egy hely ahol erről írnak. Előre is köszönöm (és bárki másnak is) a segítséget! |
|
| © Csaba | 2009. márc. 29. 22:31 | Válasz | #3039 |
|
Szerintem az a pár
ezred eltérés nem nagyon vészes, annál is inkább mivel menetes
szárakról beszélünk.
Gép majd akkor fogja lenullázni a gépi koordinátákat ha lesz home kapcsoló és mikor azt eléri és le áll róla akkor nulláz vagy írja be azt az értéket amit megadsz neki, és akkor lesz soft max és min is mert azokat a gépi koordináták alapján határozza meg a szoftver. |
|
| © PSoft | 2009. márc. 29. 22:05 | Válasz | #3038 |
|
Kíváncsi lennék én is a
#3036-ban süsü által feltett kérdésre,illetve a válaszra.
István,Te a Mach mindentudója szerinted???
|
|
| © KisKZ | 2009. márc. 29. 21:17 | Válasz | #3037 |
|
Sziasztok!
Lenne pár kérdésem, kérlek segítsetek! A tengelyeimen M12 es (1,75 ös menetemelkedésű) menetes szárak vannak. Fél lépésben ez egyégenként (/mm)228.5714286 lépést jelentenek. Godolom ennek köszönhető az, hogy ha szeretném megadott egységenként léptetni a tengelyek bármelyikét, akkor gyakorlatilag kivételes esetek kivételével, nem tudok pontosan értékre léptetni. Példaként ha 0,1-et akarok lépni, akkor egy gombnyomásra sorban: 0,1006 0,1969 0,2975 0,3981 0,4987 0,5994 0,7000 ...... Jól gondolom? Van-e lehetőség arra, hogy pontosítsak ezen? esetleg valamelyest kerekítek a step/units értéken, bevállalva azt, hogy ez egy bizonyos távolságon már pontatlanságot okoz? Esetleg olyat keresni amelynek a munkahosszon előálló hibálya még bizonyos tűrésmértéken belül legyen? A következő kérdés a gépi és a beállított koordinátákkal kapcslatos. Bár egyes esetekben ide oda klikkelgetéssel valamit sikerült állítanom, azonban egyáltalán nem látam át mi is történik. A felvett, általam megadott nullaponthoz tartozó koordinátákkal nincsen semmi gond. A gond a gépi koordinátarendszer specifikálása. Ezt hol, és hogyan tudom megtenni? Amit sikerült valahogy kicsiszolnom, az a settings képernyő alatt az encoderek pozíciójánál történt. Itt kell kinullázni a gépi koordinátarendszert az encodereken nullázásán keresztül? Érdekes módon van olyan amikor semelyik gomra sem reagál itt a beállítás. Most éppn az Y éppen 0,9975-ön áll és semmire sem reagál, nem tudom kinullázni. Tehát inkább egyben így kérdezem: Hogyan kell a gépi nullapontot megadni? A harmadik kérdésem a softveres határok megadása és alkalmazása. Az első kérdés ezzel kapcsolatban (bár egyértelműnek tűnik a dolog de jó a bizonyosság): A szoftveres limitet a gépi koordinátarendszerhez képest lehet beállítani? A beállítást értelemszerűen a Config- Homing/limits menüpont alatt szerettem volna beállítani. Példának okáért a Z tengelyt szerettem volna határok közé szorítani. A SoftMax-nak megadtam 100-at (ehhez képest még van 5mm további mozgástér pluszban), a SoftMin-nek pedig -5-öt (itt is van még biztonsági mozgástér utána). A slow zone-nak megadtam 3-at. Ha jól értem ez az a zóna a limit pozíció előtt amikor lassabbra veszi a tengely mozgását a rendszer. ezután a DRO-k alatt engedélyezem a SOFT LIMITS-et és..... És minden további nélkül túl tudok menni a megadott hatrokon MPG módba (TAB) kapcsolva. Mit rontok el? Mit értelmezek rosszul? Egyelőre még nincsenek feltéve a végállás/Home kapcslók a tengelyekre. |
|
| © süsü | 2009. márc. 28. 10:59 | Válasz | #3036 |
|
Szerintetek
ezt lehetne használni a Mach alatt is?
|
|
| © deguss | 2009. márc. 27. 10:06 | Válasz | #3035 |
|
Mach3 R1.83-at
használok, nem tudom ez minek számít.
Megvan a megoldás, köszönöm a tanácsotokat! CorelDraw mm-ben rajzolni, exportálni 1016-tal HPGL-be, és Mach3 importnál scale factor 40-et beütni, mm egységet kiválasztani. TÖKÉLETES! köszönöm. |
|
| © Szmutku Zoltán | 2009. márc. 27. 09:21 | Válasz | #3034 |
|
Hello,
Az emailedről visszapattant a levelem... Mást én sem tudok mondani, nekem is scale-t kellett állítani, de nekem jó volt a 1016 os szimpla váltószám... |
|
| © Csaba | 2009. márc. 27. 08:59 | Válasz | #3033 |
|
Nekem a 2540 es érték
volt a jó méret.
|
|
| © psychobilly | 2009. márc. 26. 23:55 | Válasz | #3032 |
|
Már volt róla szó, de
megértem, hogy nem találod...
A HPGL-ben egy egység 25um-t jelent, tehát 40 "pötty" 1mm. Az 1016 pedig 1inch. Nem tudom, neked melyik Mach3-ad van, de az újakba, már csak LazyCam-en keresztül tudok importálni. Ez úgy néz ki, hogy CorelDraw-ban 1016-al exportálom, majd LazyCam-ben azt mondom neki, hogy mm-ben van. Azt ne kérdezd, hogy ez miért van, nem tudom... Elméletileg mind a két oldalra 40-et kéne írni és ha a CorelDraw is és a Mach3 is mm-el dolgozik akkor nem lehet gond. De ha nem megy akkor próbálkozz a különböző variációkkal. |
|
| © deguss | 2009. márc. 26. 22:41 | Válasz | #3031 |
|
Sziasztok!
Csináltam egy PLT fájlt CorelDraw-val (HPGL kimenet), egy egyszerű próba szöveg van benne. A tervezéskor megadtam az anyag méreteit, mindkét programban mm-t állítottam be. A Mach3-ba is sikerül importálni, de minden méret csak pár mm lesz, holott a rajzon egy 80*100mm-es négyzetet rajzoltam. A Mach-ban a Scale nincs elállítva, 1016 van beállítva ott is, és a CorelDraw-ban is. Nem találom a megoldást, van ötletetek, mit szúrhatok el, hogy tudnék 1mm-t a Machba tényleg 1mm-nek importálni, nem 0.012..-nek? Ha nem is a legjobb témát találtam meg kérdésemre, de a fórumban egyszerűen nem lehet keresni, google is tehetetlen. Rátaláltam egy pár évvel ezelőtt kérdező fórumtársra, akinek hasonló problémája volt, de a se a megoldást nem írta le, se utalást rá. Bízom a tapasztalt Urak segítségében. Köszönöm! |
|
|
|
2009. márc. 24. 06:52 | Válasz | #3030 |
|
Szívesen! Ha ilyen
gondod volna még THC ügyében, szívesen segítek (ha tudok)!
|
|
| © Csaba | 2009. márc. 23. 19:32 | Válasz | #3029 |
|
Köszönöm István már
működik is.
De arra jó volt a mai nap hogy csináltam golyós anyát:-)) már egy éve készülök rá. Tettem fel képet de valamit elcsesztem majd mindjárt ránézek. |
|
|
|
2009. márc. 23. 18:39 | Válasz | #3028 |
|
Kicsit egyszerűsítettem
rajta:
Dim a As Double a= getoemdro (1001) a=a+1 call setoemdro(1001,a) nem kell a Val() fügvény, mert eleve Double értéket ad vissza a GetOEMDRO() is! |
|
|
|
2009. márc. 23. 18:36 | Válasz | #3027 |
|
Gondolom a program
eléggé egyértelmű:
betölti "a" változóba az 1001-es DRO értékét, növeli 1-el és visszamenti. A másik csökkenti 1-el. |
|
|
|
2009. márc. 23. 18:30 | Válasz | #3026 |
|
Már meg is írtam...
- betöltöd szerkesztésre a kívánt képernyőt - kiraksz egy OEM DRO-t (pl 1001 számmal), - kiraksz 2db gombot mellé, - a gomboknál beállítod, hogy "Execute VB Script" - lemented a képernyőt, - betöltöd a Mach-ba a képernyőt, - arra a lapram váltasz ahol a kirakot új DRO és 2 gomb van, - Menü: Operation/Edit button Script (!!!), - elkezd villogni az összes olyan gomb, melyeknél a működés VB Scriptre van állítva (!!!), köztük a 2 új gombod is! - Kattints rá az egyik gombra! - előjön a Script editora, töröld a tartalmát és ezt másold be: Dim a As Double a= Val(getoemdro (1001)) a=a+1 Call setoemdro(1001,a) - ez a növelő gomb kódja! - mentsd le és teszteld (szépen emelnie kell 1-enként a DRO értékét. - ugyan így járj el a másik gombbal, csak annak a kódja ez: Dim a As Double a= Val(getoemdro (1001)) a=a-1 Call setoemdro(1001,a) - ezt is mentsd le és teszteld le!
|
|
|
|
2009. márc. 23. 17:55 | Válasz | #3025 |
|
Már lassan oda kéne
érnie...
Majd megírom én akkor (csak nálam is az idő eléggé szűkös...)! |
|
| © Csaba | 2009. márc. 23. 15:35 | Válasz | #3024 |
|
Forgó tengelynek van
definiálva a 4, tengely?
A soft limit min 0 max 360 és a generál configban a rotationál - nál mindhárom pipa |
|
| © Csaba | 2009. márc. 23. 15:22 | Válasz | #3023 |
|
Na én most megnéztem
igaz csak a képernyőn rajzoltam egy ellipszist és szépen végig ment
rajta még mutatta is hogy áll a kés.Nem az lehet a baj hogy a step
jelek száma 1 fokhoz nem megfelelő?
|
|
| © Árva Péter | 2009. márc. 23. 14:51 | Válasz | #3022 |
|
Elolvastam működik is
csak nem tudom rendesen beállítani ehhez kérnék segítséget
|
|
| © Csaba | 2009. márc. 23. 14:46 | Válasz | #3021 |
|
A mach tud ilyen
késforgatást csak nem tudom hogy működik e már olvasd el a magyar
kezelésit.
|
|
| © Árva Péter | 2009. márc. 23. 14:33 | Válasz | #3020 |
|
Segítséget szeretnék
kérni a késmozgatás beállításához mach3-ban
amit szeretnék a kés mozgató motort fokban álítsa az X-Y kordinátához képest pl: +X akkor kés 0 fok +Y akkor kés 90 fok kést kézi mozgatáskor is forgassa kés netudjon csak 0-360 fok között forogni itt egy link hogy mit szeretnék elérni: http://www.youtube.com/watch?v=FQfIKaq3MZo arva.peter(kukac)gmail.com aki tud segíteni erre az email címre írjon Természetesen ezt nem kívánom ingyen aki tudja a megoldást kérem írja meg hogy mennyiért mondaná meg előre is köszönöm |
|
| © Csaba | 2009. márc. 23. 14:07 | Válasz | #3019 |
|
Na ez a leg gyengébb
pontom semmit de szó szerint semmit sem értek a programíráshoz, mert
az volt a baj hogy soha sem érdekelt, nem tudott lekötni.Inkább
addig megcsinálok egy golyós anyát, mint ma mivel nem jött még az
MBIO és volt egy kis időm.
|
|
| © Árva Péter | 2009. márc. 23. 12:16 | Válasz | #3018 |
|
Segítséget szeretnék
kérni a késmozgatás beállításához mach3-ban
amit szeretnék a kés mozgató motort fokban álítsa az X-Y kordinátához képest pl: +X akkor kés 0 fok +Y akkor kés 90 fok kést kézi mozgatáskor is forgassa kés netudjon csak 0-360 fok között forogni itt egy link hogy mit szeretnék elérni: http://www.youtube.com/watch?v=FQfIKaq3MZo arva.peter(kukac)gmail.com aki tud segíteni erre az email címre írjon előre is köszönöm |
|
|
|
2009. márc. 23. 12:14 | Válasz | #3017 |
|
A Mach3 VB
programozáshoz itt a leírás:
Mach Script Language Reference |
|
|
|
2009. márc. 23. 11:58 | Válasz | #3016 |
|
Megnéztem, igazad van!
Csak VB Script-el lehet a képernyőszerkesztőben megoldani!
Gondolom ezt ismered?! |
|
|
|
2009. márc. 23. 11:53 | Válasz | #3015 |
|
Ahha... majd megnézem!
|
|
| © Csaba | 2009. márc. 23. 09:57 | Válasz | #3014 |
|
Igen én is így akartam
de nem találok user gombot, csak led, dro, van.
|
|
|
|
2009. márc. 23. 07:11 | Válasz | #3013 |
|
Szerintem a Brain
Editorban...
Én úgy csinálnám (csak ötlet), hogy beolvasom a DRO-t és ha van lenyova egy user gomb, akkor az értéke=előző+1 és vissza a DRO-ba. Majd ha lesz időm kipróbálom! A Brain Editor nem csak az I/O-k közötti logikát adhatja meg (belső működését is) |
|
| © deguss | 2009. márc. 22. 23:54 | Válasz | #3012 |
|
Hálás köszönetem,
negyed órát kerestem a megadott honlapon is, de nem vettem észre.
|
|
| © Csaba | 2009. márc. 22. 20:45 | Válasz | #3011 |
|
A thc én dolgozom és
szeretnék a kért vágófeszültséghez tenni két gombot egy le és egy
fel , mikor ezt működtetjük a dro ablakában növeli vagy csökkenti a
feszültség értékét. És ehez képest történik a szabályzás.
|
|
| © Svertel Istvan | 2009. márc. 22. 20:38 | Válasz | #3010 |
|
a PC billentyűkre
gondolsz , vagy külső nyomógombot akarsz használni ?
|
|
| © Csaba | 2009. márc. 22. 20:36 | Válasz | #3009 |
|
Valaki tudja hogyan
kell az általunk definiált DRO hoz fel és le léptető gombot
csinálni?
|
|
| © Svertel Istvan | 2009. márc. 22. 20:30 | Válasz | #3008 |
|
Szia!
INNEN letöltheted .
|
|
| © deguss | 2009. márc. 22. 16:07 | Válasz | #3007 |
|
Uraim,
Hol találom a Mach3Screen.exe programot? Egyedi felbontású miniPC-re akarom konfigurálni a screent. A feltepepítette mappában nincs. Köszönet érte! |
|
| © nádházi | 2009. márc. 22. 12:38 | Válasz | #3006 |
|
szia!jogos az
észrevétel,és elérthető!én meg vettem kűlőn a lazy licenset és nem
láttom most már értelmét!:(((
|
|
| © Szigma | 2009. márc. 22. 11:20 | Válasz | #3005 |
|
Azt olvasom a Mach
weboldalán, hogy a LazyCam free, ugyanakkor a program meg azt
mondja, hogy demo, és nem generál G-kódot. Akkor most hogy van ez?
Vagy én vagyok a béna?
 |
|
| © HJózsi | 2009. márc. 19. 13:03 | Válasz | #3004 |
|
:)
|
|
| © KisKZ | 2009. márc. 19. 13:02 | Válasz | #3003 |
|
Foglak én még zargatni
benneteket ne félj!!! :)
a 4. ezred kedződött. :) |
|
|
|
2009. márc. 19. 13:02 | Válasz | #3002 |
|
|
|
| © HJózsi | 2009. márc. 19. 13:00 | Válasz | #3001 |
|
3000-ik bejegyzésnek jó
lesz, nem ???
 
|
|
| © HJózsi | 2009. márc. 19. 12:58 | Válasz | #3000 |
|
Éljen a Mach3 !
|
|
| © HJózsi | 2009. márc. 19. 12:57 | Válasz | #2999 |
|
Na ja, ... nem ma
kezdtem én sem a Mach3 lelkivilágával foglalkozni ... rengeteg
lehetőség van benne, amihez ráadásul egy hobbista halandó is
hozzáférhet... a doksi az határeset, de lényegesen több a semminél,
sok dolognál marad a machsupport bújása, vagy a kisérletekkel
történő vallatás ...
|
|
| © KisKZ | 2009. márc. 19. 12:50 | Válasz | #2998 |
|
köszönöm!
Este nézegetek, olvasgatok azt hiszem. |
|
|
|
2009. márc. 19. 12:39 | Válasz | #2997 |
|
Mindez működik a PC-d
belső LPT-jével is, csak ot nincs harveres PWM, megy egyéb (csak
amit a Mach adhat ki)! De kapcsolni tud az is!
|
|
| © KisKZ | 2009. márc. 19. 12:35 | Válasz | #2996 |
|
Megelőztél a
segítségeddel! :) Köszönöm István!
|
|
| © KisKZ | 2009. márc. 19. 12:34 | Válasz | #2995 |
|
Na csak kénytelen
leszek elolvasni végig a leírásodat István! :)
Az a gond, hogy most nics egy lyukas templomegerem sem. :( Így egyelőre csak vágyakozok az MBIO-dra. Azt látom, hogy megvan a megoldás, csak még nem értem mit írtál oda Józsi! :) De este megpróbálom kibogozni hol is találom. István! Én itt most ünnepélyesen megígérem neked, hogy fogok venni az MBIO-ból (Te is tudod mennyi olyan feladatot vetettem fel amire ez a legjobb megoldás), de van-e más lehetőség arra, hogy ezt a "Blended Velocity DRO = 13" OEM kódú változót felhasználjam arra, hogy egy kis számítás/átalakítás után, valamint valami kis elektronikávan egy elektromágnest vezéreljek vele. Elv érdekelne elsősorban nem azt kérem, hogy valaki kidolgozzon rá nekem egy teljes komplett megoldást. De tudjátok mit! Egyelőre nem kérek választ erre a kérdésre. Már csak azért is megpróbálok magam belemenni a dologba. Ha gond van szólok és kérdezek. |
|
|
|
2009. márc. 19. 12:34 | Válasz | #2994 |
|
Itt egybe mutatom a
lehetőségeket:
Brain kapcsolódási pontok Mach3-ban! |
|
| © HJózsi | 2009. márc. 19. 12:24 | Válasz | #2993 |
|
Így is van!!!
Lehet szobrászkodni! :D Látom itt nem a standard 13 as, hanem a 813-as OEM DRO-t (regisztert) kínálja fel ... |
|
|
|
2009. márc. 19. 12:19 | Válasz | #2992 |

Ezzel kiváló sebesség függő komponenst vihettek a PWM szabályzásba! |
|
|
|
2009. márc. 19. 12:14 | Válasz | #2991 |
|
MBIO+Brain Editor = 10
perc és megy!
Lásd a PWM-es leírásomat (kalibrálható), de ezt még tudnám überelni is (csak visszafogtam magam a kezdők miatt)! |
|
|
|
2009. márc. 19. 12:12 | Válasz | #2990 |
|
Erre van kitalálva!
|
|
| © HJózsi | 2009. márc. 19. 11:44 | Válasz | #2989 |
|
relatív sebesség =
ToolPath Velocity (Blended) DRO ( UNITS/MIN DRO a Program Run
ablakban - OEM kódja : Blended Velocity DRO = 13) nem kell
számolgatni, ott van, használni kell ezt a regisztert ( változót v.
minek nevezzem ) !
Ez tényleg a pillanatnyi sebességet mutatja. Ezt modbus-on keresztül ( osztva-szorozva persze ) kiadod az MBIO pwm-jébe és csókolom! Problem solved, már csak a kalibrálás marad hátra...
|
|
| © KisKZ | 2009. márc. 19. 11:17 | Válasz | #2988 |
|
Menjünk át a 3D
nyomtató topicba! Ott válaszolok.
|
|
| © KisKZ | 2009. márc. 19. 11:16 | Válasz | #2987 |
|
Mindenképpen
kísérletezgetni kell. Ebben az egyben biztos vagyok. :)
Nem tudom mennyire számít, de kényszer adagolást szeretnék, semmiképpen nem csepegtetést. Azt tudnám is vezérelni. Mármint az adagolódugattyú frekvenciáját. Ennek a kiszámításához kellene a relatív sebesség. Mindenesetre elgondolkodok ezen a habvágás megolldáson, hogy hogyan lehetne adaptálni. De jó lenne most az a kis plotter amit anno valaki megvásárolt az ADOK-VESZEK topicban! A mechanika jó része készen lenne. Rákérdezek ki vette meg. Hátha továbbadja! |
|
| © nádházi | 2009. márc. 19. 11:05 | Válasz | #2986 |
|
teljesen
megfertőztél!szoval most már elég jol értem mire gondolsz,és az
lenne a kérdésem,hogy a gyanta a fényhatására olyan gyorsan kőt,mint
ahogy adagolod?egyébbként a fogorvosok is használják tőmésnél a
polimerizálodáshoz ezt az eljárást,csak hát az elég lassu!
|
|
| © HJózsi | 2009. márc. 19. 10:57 | Válasz | #2985 |
|
Szerintem élőben
kellene elkezdeni a teszteket, habvágó beállításokkal. Az adagolás
lehet kézi szabályozású először, potival a csepegtetést, majd a poti
helyett Spindle PWM szabályozást kialakítani a Mach-tól ill egy
porton ki/be kapcsoló.
A mozgás sebességéhez is tesztek kellenek, már csak azért is, hogy tudjad hol a határ. Ez visszahat a csepegtetésre... Az aktuális előtolási sebességet kijelzi a Mach (ez az általad keresett szerszám munkadarab "relatív sebesség" ), esetleg ezzel kellene arányositani csepegtetést - D/A feladat, talán az MBIO-val tényleg megoldható ... |
|
| © KisKZ | 2009. márc. 19. 10:33 | Válasz | #2984 |
|
Egy adagolón keresztül
szeretnék egy 2 és 1/2D CAM szoftver által legenerált G-kód szerint
UV fényre gyorsan megkötő ragasztót felvinni a munkaterületre, és
ebből szintenként lépve felépíteni a 3D modellt.
Közben megelőzendő a kérdéseket, a modell anyaga mellett természetesen szükséges egy ugynevezett táémaszanyag kijuttatása is a szükséges helyekre! De ez egyelőre még nem ez a kérdés. Mivel ez az adagoló szekezet, a tengelyek mechanikája és a kész modell súlya igen alacsony, ezért a lehető legkisebb motorokat alkalmaznám. Ilyen pl. az EPSION EM-34-es motor. Ha ilyen kis motorokat alkamazok akkor viszont problémás lehet az előbb általad említett dinamizmus. Ezért lenne egyszerűbb tudni, hogy hol jár éppen az adagolószelep tűje és ebből tudhatjuk azt, hogy milyen gyakorisággal kell az adott adagot kijuttatni. Az amit mondasz jónak néz ki, de ahogy írtam: A mechanika ilyen alapfelállásnál nem biztos, hogy képes lenne erre. Azt, hogy mikor adagolok könnyen meg lehet határozni, hiszen a 2 és 1/2D rétegenként vágja ki (építi fel) a modellt. vagyis a Z irányban tulajdonképpen egyetlen mélységgel dolgozik. Az adagolás be és kikapcsolása összeköthető a Z mozgásával. Ha megmunkálás esetében lenn lenne az anyagban, akkor kell adagolnom. A legmezeibb megközelítés az, hogy egy olyan kapcsolót helyezek be ami érzékeli, hogy a Z mikor megy le ebbe a megmunkálási/adagolási mélységbe. A kjérdés csupán az, hogy hogyan tudom azt biztosítani, hogy egyenletesen történjen a kiadagolás. Ehhez a kérdéshez azt kell tudni, hogy az adagolás nem folyamatosan történne (mintha egy tubusból nyomnám ki a fogkrémet), mert az egyéb gondokat okoz, hanem egységnyi adagokat szeretnék "kilőni" a fúvókán keresztül. Remélem nem voltam nagyon érthetetlen. Ha igen csak kérdezz(zetek)! Most ezt itt összefoglaltam, de az elvről ezentúl a 3D nyomtatás topicban írok. Nem szemetelem ezt a topicot is tele vele. |
|
| © nádházi | 2009. márc. 19. 10:22 | Válasz | #2983 |
|
most nem bonyolodok
bele,és lekopogom műkődik,és végűl is,én nem csinálok extra
dolgokat,és igy megfelel,a magyaritás csak hab lenne a tortán!:))))
|
|
| © HJózsi | 2009. márc. 19. 10:19 | Válasz | #2982 |
|
Ja, 2D-ben ez így
tipikus habvágó beállítás a Mach-ban... nem kell számolgatni ( csak
ha akarsz ... :D )
|
|
| © HJózsi | 2009. márc. 19. 10:13 | Válasz | #2981 |
|
Az egyik megközelítés
valóban a számolgatás lehet, bár szerintem nem arról van szó, hogy
nekünk kell kiszámolni mit is csinál a gép, hanem mi írjuk elő
neki... Az még nem világos számomra, hogy nálad mi lenne a szerszám,
1, 2, v 3 fénysugár ( esetleg lézer) de nyilván kritikus a fókuszált
pont besugárzási ideje... 2D-ben van olyan alkalmazás Mach3-al
aminél szintén kritikus az egyhelyben állás, pl. habvágás ... Itt az
a megoldás, hogy cv (constans velocity) bekapcs, viszont nagyon
dinamikus mechanika kell (sarkon fordulás esete - Csillagteszt
Tibor45-től... )... a másik a plazmavágó, érdemes azt is megnézni,
ők hogy csinálják ...
Az esztergánál van olyan hogy css, azaz constans surface speed, vagyis állandó felületi sebesség, ahol az előírt felületi sebességet biztosítja a Mach az átmérő változásakor, a főorsófordulatszám változtatásával... Marásnál alíghanem szakaszonként kellene megadni a főorsó fortulatot ( esetedben besugárzás intenzitást ) CAD/CAM progikban ez megoldható |
|
|
|
2009. márc. 19. 10:10 | Válasz | #2980 |
|
Tehát Te a menükre
gondolsz?
Van néhány speckó verziójú Mach3-as (régen a download lap alján volt betükkel kódolva), azok talán (de csak talán) nem angol verziók, de nem biztos (nem teszteltem őket). Nem találtam utalást, módot arra, hogy magát a programot hogyan, kinél kell átültetni idegen nyelvekre (ez sajnos nem olyan mint a JediCut, ahol egy file-ban minden nyelvi modul benne van)! |
|
| © KisKZ | 2009. márc. 19. 09:58 | Válasz | #2979 |
|
A főorsó fordulatszáma
az most nem számít, ugyanúgy ahogy a Z irányú elmozdulás sem.
Igazából adagolni szeretnék a munkaterületre, de úgy hogy az egységnyi területre/útra mindig azonos mennyiség jusson. Ehhez kellene tudnom azt, hogy az adagolás időpontjaiban milyen sebességekkel mozog a főorsó helyére felhelyezett adagoló a munkaasztalhoz képest. Ehhez keresem a megoldást. Egyelőre az lenne a legjobb, ha nem kellene csak ezekért encodereket feltenni a tengelyekre a pozíció érzékeléséhez. Jobb lenne ha szoftverből megoldható lenne a dolog. Ezért a sok kérdés. |
|
| © nádházi | 2009. márc. 19. 09:56 | Válasz | #2978 |
|
István,nem dicséret,de
ezt a forumodat az elsők kőzt jegyzik a nagy világban,és rengeteget
tett ezért a programért!:)))én a program 100%-os magyaritására
értettem!:)
|
|
| © nádházi | 2009. márc. 19. 09:53 | Válasz | #2977 |
|
még jo hogy!az első
volt hogy letőltőttem,annélkűl nem is érdemes a Mach-al
foglalkozni!csak nem tudom hogy nem e jelent már meg estleg egy
ujjabb verzioja.
|
|
| © HJózsi | 2009. márc. 19. 09:50 | Válasz | #2976 |
|
de gondolom a magyar
fordítások megvannak, Mill, Turn... ?
|
|
|
|
2009. márc. 19. 09:50 | Válasz | #2975 |
|
"mi a bánatért nincs ez
még magyaritva?"
Előtted a lehetőség! Az, hogy van valai is a Mach-ból egyáltalán lefordítva (Magyarra), az csak ennek a közösségnek és fórumnak köszönhető! |
|
| © nádházi | 2009. márc. 19. 09:46 | Válasz | #2974 |
|
ezt jol látod Jozsi,és
van az angol nyelvű leirásában olyan kifejezés,amit még spéci
műszaki szotárral sem lehet normálisan leforditani!mi a bánatért
nincs ez még magyaritva?
|
|
| © HJózsi | 2009. márc. 19. 09:27 | Válasz | #2973 |
|
A feed rate override a
100% körül +/- állítható és meglepő módon az előtolás sebességét
változtatja... ;) ( a főorsó fordulatszámhoz nem nyúl ). A főorsó
fordulatszámot is lehet "override-olni" Spindle speed +/- ( ha amúgy
engedélyezted a G-kódban az override-ot ).
A scale érték véleményem szerint a munkadarab méretét befolyásolja, a megmunkálási sebességet nem, de ezt ki kell próbálni. Sajnos a Mach leírása nem túl bőbeszédű... |
|
| © KisKZ | 2009. márc. 19. 09:25 | Válasz | #2972 |
|
Termésszetesen érthető.
Köszönöm! Azt kell kitalálnom, hogy hogyan tudom a mindenkori fizikailag létező relatív sebességet a legegyszerűbb módon érzékelni/számolni/akármi. SZükség lenne rá, hogy a 3Dnyomtatás topicban beszéltekhez tudjam milyen intenzitással kellene kiadagolni. |
|
| © nádházi | 2009. márc. 19. 09:19 | Válasz | #2971 |
|
szia Péter!ha a motor
tuningba mondjuk 300mm/percre van állitva a tengelyed,és neked a
g-kodban mondjuk az f 1000mm/perc,akkor sem fog gyorsabban menni
300mm/perctől gyorsabban,ha a feed ratét 200%-ra állitod!amugy a
Mach nagyon okos progi,és a tengelyeket egymáshoz szinronizálja,és a
leg lassubb tengely az alap érték nála,ehez állitja a tőbbi
tengelyt.nem tudom érthető volt e amit irtam,nem vagyok jo előado!
|
|
| © KisKZ | 2009. márc. 19. 08:03 | Válasz | #2970 |
|
Nagyon köszönöm.
A gondot ismét a tudalanságom okozhatja. A feed rate érték 100% felettire váltása nem változtatja meg a futási sebességet? Ugyanúgy áll ez a probléma a tengelyek elmozdulására kiadott scale értékre. Ezek milyen hatással is vannak a főorsó és a munkadarab relatív sebességére? |
|
| © Árva Péter | 2009. márc. 19. 00:00 | Válasz | #2969 |
|
Már meg találtam bocs
az előző kérdésért kicsit este van már
|
|
| © Árva Péter | 2009. márc. 18. 23:16 | Válasz | #2968 |
|
Ezt holt találom mert
egyik menüben sem találtam
(a Settings ablakban kapcsold be a Tangential Controll-t ...) előre is köszönöm |
|
| © HJózsi | 2009. márc. 18. 14:27 | Válasz | #2967 |
|
A motortuningban
felbontást, sebesség határ és gyorsulás határ adatokat adsz meg ...
A tengelymozgás sebessége majd a G-kódból jön, az a 0 és a megadott határ adat között bármi lehet ( + és - irányban is). A szerszám mozgás sebeségét az előtolással adod meg, pl. F200, ami 200mm/perc előtolást jelent a szerszámpálya (munkadarab) mentén ... |
|
| © KisKZ | 2009. márc. 18. 13:46 | Válasz | #2966 |
|
Persze ha van encoder a
tengelyeken, akkor ez megoldható másképpen is tudom, de azért
érdekelne a megoldás (vagy egyáltalán a lehetősége).
|
|
| © KisKZ | 2009. márc. 18. 13:44 | Válasz | #2965 |
|
Csak felületi kérdés ha
nem haragszotok.
Most csak az X és Y-ról lenne szó. Azt tudom, hogy a motortunningnál állítom be, hgy a két irányban milyen sebességgel fusson a két tengely. Ugye a mechanika ettől fogva ezt a sebességet fogja tartani mindenáron ezekben az irányokban? Ha igen akkor jönne a lényegi kérdés: Mivel ez a két sebesség állandó, így a két irányból egy idejűleg összetett mozgások esetében a főorsó és a munkadarab relatív sebessége más és más lehet. Tudom (olvasom), hogy a Mach igen széles eszköztárral rendelkezik a kapocslatok, a makrózás kezelésére. Van-e lehetőségem arra, hogy valamilyen módon a futás közben számoljam a munkadarab és az orsó közötti relatív sebességet? Ha igen akkor arra is van lehetőség, hogy ezt a sebességet kiküldjem egy szeköznek? (pl. MBIO vagy bármi más) Ha van lehetőség, akkor kérlek mondjátok meg merre keressem! |
|
| © HJózsi | 2009. márc. 18. 13:18 | Válasz | #2964 |
|
Próbáld meg így :
- a késforgatót konfiguráld be "A axisnak" ( ports and pins , motortuning stb... slave axis Z-A) - a Settings ablakban kapcsold be a Tangential Controll-t ... - Futtass egy próbát kör kivágásra ... |
|
| © Árva Péter | 2009. márc. 18. 12:04 | Válasz | #2963 |
|
Hello mindenki
Kés vezérlést szeretnék vezérelni Mach3-ban ezt hogy kell beállítani? EZt úgy szeretném hogy az X-Y kordinátából kiszámolja hogy a kést hány fokbe fordítsa el. linkbe beteszem hogy mire gondoltam http://www.youtube.com/watch?v=FQfIKaq3MZo |
|
| © T.Robert | 2009. márc. 17. 16:50 | Válasz | #2962 |
|
Köszönöm! Holnap
kipróbálom.
|
|
| © Csaba | 2009. márc. 17. 16:00 | Válasz | #2961 |
|
Port pin, utánna
spindle setup, use spindle motor output ide pipa és a PWM hez is
pipa, ezután a motor output-on beállítod a step kimenetet amelyik
pinre akarod.PWM base frekvencia 250, Aztán config spindle pulleys
min speed 1, max speed 100, ratio 1 . Ettől kezdve százalékosan
tudod szabályozni a lézer teljesítményt. De ez csak vágásnál
működik, mert a gravir plugin csak a kimeneti lábat veszi figyelembe
,és a kép alapján a program adja a teljesítményt a kép és a sebesség
alapján.
|
|
| © T.Robert | 2009. márc. 16. 23:24 | Válasz | #2960 |
|
Értem. Azt a pwm jelet
hova, hogyan adja a Mach? Illetve hogy kell beállítani, hogy én az x
lpt pin-re szeretném?
|
|
| © Csaba | 2009. márc. 16. 21:54 | Válasz | #2959 |
|
Hát a sebesség
fügvényében adagolja a lézer teljesítményt (PWM kitöltés)és a
világos részeket égeti, amúgy nem jól működik senkinek sem, lehet
fizetős lesz vagymost az nem tudom.
De a MesterGy progjamja szépen dolgozik, csak egy kis fejlesztés kellene még a nagyobb teljesítményű lézerekhez. |
|
| © T.Robert | 2009. márc. 16. 20:39 | Válasz | #2958 |
|
Szia! Ki szeretném
próbálni én is a lézervágómon a plugin működését. Hogyan vezérli a
lézert ez a progi? Nekem jelenleg egy magas jel kapcsolja a lézert
az egyik lpt lábon, de a plugin nem indítja. A lézer tápomnak van
pwm bemenete is a teljesítmény szabályzására, jelenleg ez nincs
bekötve ezt egy potival szabályzom, és a táp másik +5V bemenetén
kapcsolom. Köszi
|
|
|
|
2009. márc. 15. 13:05 | Válasz | #2957 |
|
Használd a Brain
Edotort és a Brain Controlt! Pont alattad írom a leírás helyét!
Az ott írtakat értelemszerűen kell használnod (ha csak LPT kimeneted van, akkor arra irányíthatod)! |
|
| © Árva Péter | 2009. márc. 15. 12:55 | Válasz | #2956 |
|
Hello mindenki
Elégé kezdő vagyok a mach3-ban és nem tudom hogy hogyan lehet azt meg valósítani benne hogy egy nyomógombal egy kimenetet kapcsoljak tudna ebben valaki segíteni? |
|
|
|
2009. márc. 14. 10:28 | Válasz | #2955 |
 Balóldali menükben is elérhetővé
tettem a MODBUS-os "oktatási anyagot" (MODBUS Periféria Vezérlő
csoportban)! Balóldali menükben is elérhetővé
tettem a MODBUS-os "oktatási anyagot" (MODBUS Periféria Vezérlő
csoportban)! Ajánlom szíves figyelmébe minden haladó CNC építőnek!
|
|
| © Csaba | 2009. márc. 12. 08:20 | Válasz | #2954 |
|
Köszi Sys_m, de ott már
felvetették vagy egy fél éve és semmi válasz!!
|
|
| © Sys_m | 2009. márc. 11. 14:06 | Válasz | #2953 |
|
Szia Csaba!
Másnál is ugyan ez a probléma: Mach fórum Esetleg vedd fel vele a kapcsolatot, hátha többet tud a hibáról. Sys_m |
|
| © nádházi | 2009. márc. 10. 22:21 | Válasz | #2952 |
|
ez az őnállo
offszetelés ismerős téma....
|
|
| © Csaba | 2009. márc. 10. 22:19 | Válasz | #2951 |
|
Használja valaki a mach
lézer gravir plugint nekem kézszer csinálja a képet eltolva
egymástól,próbáltam már mindent változtatni amit lehet de semmi
eredmény.
|
|
| © HJózsi | 2009. márc. 10. 21:47 | Válasz | #2950 |
|
Release Candidate:
ITT
March 10/2009 Release 3.042.022 -- Pause LED's fixed -- More work on the feedhold -- Cancle from file load will no longer kill the current file |
|
| © nádházi | 2009. márc. 10. 19:07 | Válasz | #2949 |
|
nekem sem nagyon,de
sajnos ezt kinálják!eredmény van a másik dologgal kapcsolatban?
|
|
| © végyé | 2009. márc. 10. 18:57 | Válasz | #2948 |
|
Üdv
Azért mert most nem akarok beruházni egy uj gépbe, na meg a programba. Ami meg van az gyenge az xp hez. Egyébként meg nem is tetszik, soroljam még? :) végyé |
|
|
|
2009. márc. 10. 18:53 | Válasz | #2947 |
|
Én ugyan nem próbáltam
soha, csak XP alatt, de az Arto ezt állítja!
|
|
| © nádházi | 2009. márc. 10. 18:53 | Válasz | #2946 |
|
Gyurikám miért
ragaszkodsz ahhoz a Q..a,miléneumhoz ennyire?lőkj felj egy xp-t.ez
se tul szuper,de kompatibilitás szempontjábol jobb!!!
|
|
| © végyé | 2009. márc. 10. 18:46 | Válasz | #2945 |
|
Üdv
Hát nemtom. Feltelepitttem és el is indult ME alatt. Igaz semmit nem csináltam vele mert nem volt cnc gép a közelben. Lehet akkor mondaná be az unalmast? végyé |
|
|
|
2009. márc. 10. 18:42 | Válasz | #2944 |
|
Hát elég nagy a
különbség...
Azt viszont biztos, hogy mind kettő 2000/XP alatt fut csak! |
|
| © végyé | 2009. márc. 10. 18:38 | Válasz | #2943 |
|
Üdv
Segitsetek légyszi a Mach2 menyiben különbözik a 3 tól? A mach3 hoz megtalálható beállitási, kezelési utmutató menyiben használható hozzá? Ha minden igaz az megy milleneum alatt is, és ezért ez nyerő lenne nálam. végyé |
|
|
|
2009. márc. 10. 11:57 | Válasz | #2942 |
|
Á még nincs sajnos.
Lassan megvan minden hozzá és akkor összeadjuk!
Most meg a tápcsatlakozót nem kapunk, ezért áll (pedik minden benne van már)!  |
|
| © Sys_m | 2009. márc. 10. 11:38 | Válasz | #2941 |
|
Isván, van-e már árad a
MBIO modulodnak?
Sys_m |
|
| © Szigma | 2009. márc. 09. 22:22 | Válasz | #2940 |
|
G0 X0 Y0
G0 Z0 Vagy félre értek valamit? |
|
| © elektron | 2009. márc. 09. 19:07 | Válasz | #2939 |
|
Gyorsan megpróbálom
utolérni a többieket... :)
|
|
|
|
2009. márc. 09. 18:42 | Válasz | #2938 |
|
Jaj-jaj, nem figyelsz
az órán!
Az első lecke belépési pontja (VIII-van most)... |
|
| © elektron | 2009. márc. 09. 18:31 | Válasz | #2937 |
|
Ezeket hol lehet
megtekinteni ? Nekem még nem volt szerencsém olvasni.
|
|
| © svejk | 2009. márc. 09. 18:19 | Válasz | #2936 |
|
Elég ha addig csinálod
mig nem áll így a hajad :)
|
|
|
|
2009. márc. 09. 18:14 | Válasz | #2935 |
|
Már Isten bizony
abbahagyom az MBIO (MODBUS-os) I/O kezelésről az ismertető anyagot,
de hát a lehetőségek...

Kész az utolsó, VIII. fejezet, mely már csak a tippeket tartalmazza (mások álltal is bővíthető)! |
|
| © svejk | 2009. márc. 09. 17:29 | Válasz | #2934 |
|
Config-Safe Z setup..
ott beállítod hogy milyen magas legyen a Z utazómagassága |
|
| © elektron | 2009. márc. 09. 17:24 | Válasz | #2933 |
|
Szerintem valahol be
lehet ezt állítani, bár csak találgatok, nem biztos. SZét kell nézni
a menüpontok közt. Ha meg ilyen nincs valami makrót lehet írni erre.
|
|
| © L Attila | 2009. márc. 09. 16:16 | Válasz | #2932 |
|
Tisztelt fórumtársak!
Hónapok óta figyelemmel kísérem a fórumot, néhányotokat ismerem
személyesen is,de a fórumon eddig még nem jelentkeztem. Segítséget
kérnék a Mach3 beállításával kapcsolatban. Az a gondom hogy több
maróm látta már annak kárát, hogy ha adott helyzetből GotoZ
parancsal hazaküldöm a gépet, akkor először nálam a Z tengelyt viszi
0-ra aztán az X és Y tengelyt. Ha nem figyelek oda, előfordul hogy a
vékony maróm elakad és eltörik. Mit kell beállítanom, hogy először
az x,y tengelyt vigye 0-ra aztán a z-t süllyessze?
Elnézést ha naív a kérdés, és előre is köszi a válaszokat.L A |
|
|
|
2009. márc. 09. 10:08 | Válasz | #2931 |
|
Ok, magánba majd a
címed légyszi! Kell hozzá egy 9-24V DC nem stabilizált táp és egy
RS232 hosszabító kábel. Ha tápot nem tudsz keríteni hozzá, esetleg
azt is tudok küldeni.
|
|
| © Csaba | 2009. márc. 09. 10:02 | Válasz | #2930 |
|
Jöhet a prototype!
|
|
| © Csaba | 2009. márc. 09. 10:01 | Válasz | #2929 |
|
István én már csinálom
az előtétet,magamnak hamarosan meglesz.
|
|
|
|
2009. márc. 09. 09:58 | Válasz | #2928 |
|
Ha meg lesz a fotogén
(hamarosan), elküldhetem a prototípust Neked tesztelési célra, és ha
van kedved és lehetőséged, egy előtét fejlesztésére!
|
|
|
|
2009. márc. 09. 09:56 | Válasz | #2927 |
|
Teljesen kész, csak az
első fotogént kell összeraknunk és fotóznom (a prototípus remekül
megy)! Egy jó THC előtétet kellene még kreálni hozzá (osztó+ analóg
opto).
|
|
| © Csaba | 2009. márc. 09. 08:26 | Válasz | #2926 |
|
Sebesség érték minimuma
de százalékban g1 hez képest. Hogy áll az MBIO engem nagyon
érdekelne egy szeretném kipróbálni a THC-ét.
|
|
|
|
2009. márc. 09. 07:11 | Válasz | #2925 |
|
Nálad a Logic menü és
valami régi Mach3-ast használsz.
|
|
|
|
2009. márc. 09. 07:10 | Válasz | #2924 |
|
Köszi, az infót is!
Tehát ha jól értem akkor az anti dive az sebesség érték és a minimálist jelenti (unit/min-ben), amit a rendszer mindenképpen tart vágás alatt? |
|
| © Rinaldo | 2009. márc. 08. 21:54 | Válasz | #2923 |
|
Ez érdekes , nem ...
|
|
| © deguss | 2009. márc. 08. 21:18 | Válasz | #2922 |
|
Szia! Köszi,
megtaláltam. Az ablak nagyobb lesz ugyan tőle, de az arányok nem
változnak, maga az értékek betűmérete óriási.
A config/Fonts-ban neked sem reagál a betűméretmódosításokra? |
|
| © Rinaldo | 2009. márc. 08. 20:47 | Válasz | #2921 |
|
Ennél a verziónál
Config/State-ban baloldalt alul.
|
|
| © Csaba | 2009. márc. 08. 19:28 | Válasz | #2920 |
|
István!
Nagyon jó lett a THC gratula! Az anti dive hatása -beállítása a sarkok vágásánál ugye gyorsítás lassítás miatt elfogyhatna az anyag a pisztoly alól és leálna a plazma ezért a beállított sebesség alá nem engedi lassúlni a tengelyeket. |
|
| © deguss | 2009. márc. 08. 19:19 | Válasz | #2919 |
|
Nem találok ilyen
beállítási lehetőséget. A háttérben lévő panelon abszolút nincs
ilyen, az előtérben lévő menün pedig csak egy fonts, ahol lehet
ugyan állítani a betűtípust, ami működik is, csak a méretet nem
módosítja! Nagyon zavaró.
kép |
|
|
|
2009. márc. 08. 19:07 | Válasz | #2918 |
|
General Settings.
|
|
| © deguss | 2009. márc. 08. 18:12 | Válasz | #2917 |
|
1050*1680pixel
felbontás, és 120dpi van beállítva és WinXp. Hol találok ilyen
beállítást, hogy Auto Enlarge?
|
|
|
|
2009. márc. 08. 08:32 | Válasz | #2916 |
|
Milyen képernyő
felbontást használsz? Olyan mintha a Mach3 Auto Enlarge funkciója
nem széthúzné a képet, hanem összegyomná.
|
|
| © deguss | ma 22:16 | Válasz | #2915 |
|
Meg tudja valaki
mondani, miért néz ki a Mach3 ilyen furán. A DRO betűméret túl nagy,
de nem menti el, ha átírom. A beállításokat tartalmazó xls fájlban
nincs is erre vonatkozó bejegyzés, csak a betűtípust módosítja és
menti el.
Felmerült már másnak is a probléma? Mi lehet az oka? képernyőkép |
|
|
|
ma 15:01 | Válasz | #2914 |
|
Kész a MODBUS I/O
leírásom utolsó fejezete, mely a THC szabályzást tárgyalja (MBIO
oldalról)! Ezzel egynlőre befejeztem az oktatóanyag írását. Már
készül a 0 szériás MBIO V1.0...
|
|
| © Szigma | 2009. márc. 05. 23:55 | Válasz | #2913 |
|
Igen. Reprodukálhatóság
nélkül nem lehetnék biztos abban, hogy a Mach a hibás.
Nem tesztkód, egy egyszerű program ami mindíg hibázik, ha egy adott sorrendben csinálom vele a dolgokat. De már nem foglalkozom vele, mert látom, hogy reménytelen elérni, hogy kijavítsák. Ingyen program, és nekem már az is marad. Tud amit tud. Majd ha profi felhasználásra akarom használni a gépemet, akkor keresek valami jobb programot. |
|
| © elektron | 2009. márc. 04. 22:47 | Válasz | #2912 |
|
Az általad talált hibát
reprodukálni is tudod ? Van valami tesztkódod ?
|
|
| © Szigma | 2009. márc. 04. 21:51 | Válasz | #2911 |
|
Nekem többen nem
akarták elhinni, hogy a Machban sajnos van néhány nagyon sunyi hiba.
Persze ők sosem karnak saját maguknak G-kód programot írni, meg szerszám korrekciót használni, hanem más CAM programmal generáltatják a G-kódot. Az pedig néha annyira primítív programot generál, hogy pl. a kőrívek néha 1500 egyenes szakasszal írja le azt amit egyetlen utasítással is lehetne. Meg nem használ alprogramokat, stb. Így persze sosem futnak bele az általam szinte elsőre eltrafált hibákba. A legnagyobb baj azonban, hogy egyelőre a fejlesztők sem foglalkoznak vele, hiába írtam meg nekik. |
|
| © endret | 2009. márc. 04. 14:35 | Válasz | #2910 |
|
Hát az hogy beleírtam a
M kódokat az a véletlen műve, és ha azt nézem érthető de nem
következetes, főleg hogy nincs ez ledokumentálva sehol vagyis
pontosan nincs leírva.
|
|
| © svejk | 2009. márc. 03. 08:16 | Válasz | #2909 |
|
A leírtak tükrében
viszont nem értem a #2903 utolsó mondatát.
Valaki éjszaka kilopta a G-kódodból az M parancsokat? :)) Csak azért írtam mert az első leveleddel azt tükrözöd hogy a Mach egy megbízhatatlan progi, míg most másodjára rájöttél hogy mi volt a bibi és mégsem "össze-visza" dolgozik a Mach, mindennek meg van a miértje. Az más kérdés hogy nem tudjuk esetleg még a miértet... :( |
|
| © endret | 2009. márc. 02. 23:32 | Válasz | #2908 |
|
Hali!
Hát ami azt illeti megküzdöttem a MACH-al, de végül megvan hogy mi a kulcsa a dolognak. Ha nincs a kódod körül M3-M5 utasítás akkor egyszerűen nem tudja visszafelé. Amint beillesztem a M kódokát már megy is. Nem számit hogy kör interpoláció vagy egyenes tudja folytatni oda-vissza onnan ahol megállítod. Érdekes hogy pl. szegmens váltásakor (G00) sem tudja a visszát rendesen. Felmerül bennem a kérdés hogy akkor mit tegyek így egy kis trükkel átverem: M4-M5 -el lehet vele kínlódni (persze ha az M4-en nincs kikapuzva semmilyen kimenet) |
|
| © Csige Márton | 2009. márc. 02. 20:51 | Válasz | #2907 |
|
Hello!
Lehet, hogy közvetlenül egy körinterpoláció után nem tud visszafelé dolgozni (számolni), viszont egy egyenes szakasz után megállítva, majd visszafelé futtatva megy gond nélkül. Vagyis, ha adott programon belül ugyanonnan egyszer megcsinálja, egyszer nem, az már gáz. |
|
|
|
2009. márc. 02. 17:23 | Válasz | #2906 |
|
Már csak egy fejezetet
írok, aztán kész a "Tananyag". Szerintem ilyen részletes ismertető
(jól szájbarágva), mág az Arto-nak sincs...
|
|
|
|
2009. márc. 02. 16:55 | Válasz | #2905 |
|
Elkészült még egy újabb
"lecke": VI. Analóg-Digitál átalakítók használata.
|
|
| © Rinaldo | 2009. márc. 02. 16:34 | Válasz | #2904 |
|
Bevallom túl sokat nem
foglalkoztam vele, de az valóban lehetséges hogy nem mindent tud
visszafelé megcsinálni ahogy Te is írod. Hogy egyik napról a másikra
elfelejti amit korábban tudott nos ez viszont már
elgondolkodtató....
|
|
| © endret | 2009. márc. 02. 16:24 | Válasz | #2903 |
|
Igen a dokumentációk
szerint így kéne hogy működjön, de nem mindíg megy. Pl. a leállítom
a Feed hold-al akkor a státusz ablakban villog egy üzenet hogy "No
reverse or jogging!". Tehát a mach tud vmit ami én nem hogy mikor
lehet és mikor nem lehet egy tesztőleges pontról a programnak
visszafelé futását előidézni. Volt olyan eset amikor ugyan azt a
programot egyik nap tudtam visszafelé másnap már a fenti üzenet
fogadott
|
|
| © endret | 2009. márc. 02. 16:19 | Válasz | #2902 |
|
Igen elvileg visszafelé
kezdi végrehajtani a programot
|
|
| © Rinaldo | 2009. márc. 02. 14:44 | Válasz | #2901 |
|
Ha jól emlékszem feed
hold -al kell megállítani a normál futást és reverse run-al
visszafelé "játsza" a kódot.:-)
|
|
|
|
2009. márc. 02. 12:14 | Válasz | #2900 |
|
Mi ez a reverse run
funkció? Visszafele "játsza" a G-kódot?
|
|
|
|
2009. márc. 02. 11:35 | Válasz | #2899 |
|
Még 1 fejezet készen:
Számlálók kezelése (visszacsatolt számlálókezelés)!
|
|
| © endret | 2009. márc. 02. 10:33 | Válasz | #2898 |
|
Sziasztok!
Érdeklődnék hogy a MACH3-ban lévő reverse run funkciót használatában van vkinek tapaszalata? Mert nekem úgy tűnik mintha kicsit bugosan működne. Konkrétan néha megy néha nem. Ez mondjuk a jobbik eset, de van amik teljesen kiszámíthatatlan dolgokat művel. |
|
|
|
2009. márc. 01. 14:22 | Válasz | #2897 |
|
Az eleje szájbarágós,
de a közepétől már ne keljen mindent ugyanúgy leírnom, mert nagyon
unalmas (nekem)! Mint minden "tananyagot" ezt is előről kell olvasni
és akkor már a közepe is érthető lesz (remélem...)!
|
|
|
|
2009. márc. 01. 14:20 | Válasz | #2896 |
|
Újabb fejezetel lettem
kész: MPG kezelés!
Ha meg lesz az MBIO végleges nyákja (már gyártás alatt), akkor a főmenükből is elérhető lesz a teljes "tananyag". |
|
| © svejk | 2009. márc. 01. 12:52 | Válasz | #2895 |
|
Húúú, nem tudom
átolvasni A-Z-ig, de feltétlen folytasd és le ne szokj erről a
szájbarágós bemutatásról!!
Azt hiszem le fogom menteni a lapokat mert félek hogy előbb-utóbb fizetős lesz olyan jó :)) (kirakhatnád PDF formátumban is, mindig az aktuális fejezettel bővítettet) |
|
| © KisKZ | 2009. márc. 01. 09:45 | Válasz | #2894 |
|
Azért vagyok esetleg
hasznos (remélem) mert hozzá nem értőéként talán azokat a kérdéseket
teszem fel amelyek más hozzá nem értőkben is megfogalmazódhat és
esetlegesen kisebb zavart okozhat.
|
|
|
|
2009. márc. 01. 08:01 | Válasz | #2893 |
|
Nézőpont kérdése! Én a
frekiváltó felöl nézve a PWM jelformáló (0-10V-os átalakító) felöl
nézem!
|
|
| © KisKZ | 2009. márc. 01. 00:06 | Válasz | #2892 |
|
Bocsánat: ez a MODBUS
vezérlő leírásában van!
|
|
| © KisKZ | 2009. márc. 01. 00:06 | Válasz | #2891 |
|
Szia István.
Tudom, hogy nem vagyok elég képzett a dologhoz és éppen ezért lehet hogy félreértem a dolgokat, de a "....Egy lehetséges jelfogadás opto leválasztással:...." az nem egy lehetséges jel leadás? Ha a vezérlőről beszélsz akkor onnan adod nem? |
|
|
|
2009. feb. 28. 11:30 | Válasz | #2890 |
|
2 új fejezettel
(leckével
) bővült az MBIO kezelés
ismertetése (a III fejezet már izgalmasabb)! |
|
|
|
2009. feb. 28. 11:28 | Válasz | #2889 |
|
Ok, persze! Én már
annyit olvastam, hogy azt látom amit szeretnék, nem azt ami oda is
van írva...
|
|
| © KisKZ | 2009. feb. 28. 10:25 | Válasz | #2888 |
|
Igen. Csak segíteni
szeretné(n)k.
Az hogy lesz ilyen sok, az olyan természetes, mint ahogy a nap felkel. :) Sok ilyen pici elírást láttam a HOBBY1-es vezérlőd leírásában (nem gond ne érezd így), ugyhogy ha nem baj lektorálunk! Szia! |
|
|
|
2009. feb. 28. 07:55 | Válasz | #2887 |
|
Az MBIO-nak hivatalból
lesz support topic-ja, ott minden ilyen kérdést meg lehet majd
vitatni (szinte korlátlanok a lehetőségek)!
|
|
|
|
2009. feb. 28. 07:54 | Válasz | #2886 |
|
Nem látom át egyenlőre
az értelmét és a használhatóságát... Egy deszkapadon kisérletezz,
hogy egy Step/Dir kimenetből és a visszajövő semmiből mit lehet
kiokumlálni... Inkább servo, ott van visszacsatolás.
|
|
|
|
2009. feb. 28. 07:52 | Válasz | #2885 |
|
Hopp ez elírás! Persze,
hogy IN3 (Input3).
Javítom... Biztos lesz még ilyesmi bőven!
|
|
| © elektron | 2009. feb. 28. 02:26 | Válasz | #2884 |
|
Arra gondoltam, lehetne
csinálni egy olyan áramkört, amit az LPT és a vezérelt elektronika
(léptetővezérlő) közé lehetne tenni és beprogramozható lenne
soroson, melyik portbit mit csinál, melyiknek mennyi az
impulzusszélesség minimuma,a tengelyenkénti gyorsulások. Ezeket
figyelné, és hiba esetén jelezne, stb. Ezzel lehetne tesztelni adott
gépnél és beállításnál, hogy nem e hibázik, a rendszer, nem
feltétlenül a Mach miatt.
A Mach adataiból lehetne a beállításokat a setup file-okból átküldeni ennek. Van ennek értelme szerinted ? Ezt most találtam ki így hajnal 2 fele, kikapcsolódásként. Nekem értelmes ötletnek tűnik. |
|
| © KisKZ | 2009. feb. 27. 23:24 | Válasz | #2883 |
|
István! Szabad valahol
kérdezni ezzel kapcsolatban, Szerintem érdemes lenne nyitni egy
topicot. Most pl csak annyit hogy a "...majd egy pillanatra is
összekötjük a GND-t és az EN3-at, akkor ugyanúgy kiold, mintha a
képernyőn nyomtuk volna meg a gombot!..." utána képen nem EN3-al
jelölted a kapcsot/bemenetet hanem IN3-al.
Legalábbis én így látom, de lehet hogy tévedek. Még ha marhaság is, csak a jószándék vezérel. |
|
| © KisKZ | 2009. feb. 27. 23:18 | Válasz | #2882 |
|
Ezt köszönöm István!
Nem találtam Magyar anyagot hozzá. Hajrá!
|
|
| © Laslie | 2009. feb. 27. 22:51 | Válasz | #2881 |
|
Nagyszerű fazon volt az
öreg.... hihetetlenül jól magyarázta a dolgokat.
|
|
| © PSoft | 2009. feb. 27. 21:20 | Válasz | #2880 |
|
www.oveges.hu -klikk,
fórum,-klikk,és már beszélgethetsz is a PROFESSZOR ÚRRAL.
"üdvözlöm professzor úr,hogy szolgál a kedves egészsége,hogy van a HEKI-kutya?". És még millió kérdésem lenne... Ja,hogy akkor még nem is volt net? Kár...
|
|
| © Laslie | 2009. feb. 27. 20:19 | Válasz | #2879 |
|
Ez olyan lesz mint
annak idején Öveges professzor fizika leckéi.
Isszuk szavaid !
|
|
|
|
2009. feb. 27. 20:12 | Válasz | #2878 |
|
Belekeztem egy Mach3
Modbus-os "Expert" I/O tanfolyam írásába (MBIO Vezérlőmmel
kapcsolatban)! Nem kis meló...
De nagyon élvezetes téma! Akit majd érdekel, az folyamatosan követheti a leckéket innét indítva! Ez kitárgyalja a Mach3-as MODBUS-os (és más) periféria kezelését és PLC stílusú konfigurálhatóságát (grafikus!), Brain Editor, Control stb! Azt hiszem ez egyedül álló lesz... még a machsupport.com-on sincs ilyen szintű leírás.  A leírás nem teljes és a fotók hiányoznak, de folyamatosan épül! |
|
|
|
2009. feb. 15. 17:54 | Válasz | #2877 |
|
Működik az MBIO-m
(MODBUS)!

Már mindent be tudok integrálni a Mach3-ba (MPG, I/O portok, PWM kimenet), megy az 2 analóg bemenet is, csak még ezt tanulnom kell (nem találom az OEM Code-ban a két portot, pedig a leírás szerint 64 címtől berakja, de valahogy nem tiszta...)!
|
|
| © Szigma | 2009. feb. 10. 23:40 | Válasz | #2876 |
|
Bocs kevertem a dolgot.
Azt hittem ez a 100ezer soros problémádnak a megoldása volt. Most
látom, hogy ez a töbszörözős feladatnak a megoldása.
|
|
| © elektron | 2009. feb. 10. 18:42 | Válasz | #2875 |
|
Szerintem a "semmi" az
maga a tökély.
|
|
| © Szedlay Pál | 2009. feb. 10. 17:10 | Válasz | #2874 |
|
Én a cnc segédprogramok
#741#-ből másoltam és ott bizony most sem találom azt az üres sort.
|
|
| © Szigma | 2009. feb. 10. 16:50 | Válasz | #2873 |
|
De mint tudjuk, semmi
sem tökéletes

|
|
| © elektron | 2009. feb. 10. 15:40 | Válasz | #2872 |
|
Tökéletes szoftver és
hardver esetén ewgy pont eltérés se szabad hogy legyen.
|
|
| © Egyújabbgépépítő | 2009. feb. 10. 15:35 | Válasz | #2871 |
|
És ettől a visszatérési
pontosság megjavult?
|
|
| © Szigma | 2009. feb. 10. 15:09 | Válasz | #2870 |
|
Még egy kellett? Mert
van a végén egy üres sor.
|
|
| © D.Laci | 2009. feb. 10. 14:47 | Válasz | #2869 |
| © KisKZ | 2009. feb. 10. 13:25 | Válasz | #2868 |
|
Gratula! :)
Csak magad oldottad meg. :) |
|
| © Szedlay Pál | 2009. feb. 10. 12:34 | Válasz | #2867 |
|
Megvan a megoldás, egy
soremelő kellett a végére.
|
|
| © KisKZ | 2009. feb. 10. 10:05 | Válasz | #2866 |
|
Csak úgy gondoltam
szeretnénk valamelyest hasonlytani a valós felhasználásokra.
|
|
|
|
2009. feb. 10. 10:03 | Válasz | #2865 |
|
Ezt a "jelenséget" egy
normális CNC tesztsorozattal el lehet dönteni és utána csak a
beállítást kell normális értékre emelni, oszt felejtős az egész...
|
|
| © KisKZ | 2009. feb. 10. 09:30 | Válasz | #2864 |
|
Szia Pali!
Ahogy írtam, csupán szofvrekörnyezetem van kéznél, így sajnos nem tudok segíteni neked. István! Látod! Itt a legjobb példa arra, hogy a lineáris encoder jeléát miért kellene összahasonlítani a mach kivezérlésével és kompenzálni. Ha ez működne nem lenne most semmi probléma. Ugyanis ez az értelme az útmérésnek. |
|
|
|
2009. feb. 10. 09:22 | Válasz | #2863 |
|
Te azért megnézted a
leírását???
Igen... |
|
| © Csaplar | 2009. feb. 10. 08:48 | Válasz | #2862 |
|
Sziasztok!
Azt szeretném megkérdezni, hogy a Mach3-nál és a többi komolyabb proginál be lehet állítani egyesével, hogy a DB25-ös csati melyik lába micsoda? |
|
|
|
2009. feb. 10. 07:07 | Válasz | #2861 |
|
Egyszerübbet mondok!
Vegyetek fel egy ref. 0 potot, majd a levegőben karistoljatok a
G-kóddal és utána vissza a 0 pontra és mérni a külöbséget!
Szerintem a Vezérlővel van gond és és téveszt! Az is lehet, hogy a G-kódban van olyan irányváltás(ok), amik a határon futó Step/Dir időzítésekből kilépve a vezérlő ipulzust tévesazt! A nagy G-sor csak előhozza ezeket az apró hibákat. |
|
| © Szedlay Pál | 2009. feb. 09. 23:18 | Válasz | #2860 |
|
Lineáris útmérő van
felszerelve minden tengelyre ami teljesen független a Mach-tól.
Mielőtt elindítom a programot felveszek egy x0y0 pontot és a lineáris útmérőket lenullázom. Amikor vége a programnak akkor is elviszem x0y0-ba és a lineáris encoderek nem 0-át mutatnak, hanem teljesen mást. Vegyél fel egy poziciót ami jól reprodukálható, vagy mérhető. Itt felírod a DRO értékeit és utána lefuttatod a programot majd ezekre a DRO értékekre viszed a koordinátákat és akkor ugyan abba a pozicióba kell lenni e mint induláskor. Ezt például meg lehet tenni két mérőórával vagy pupitasszal. |
|
| © KisKZ | 2009. feb. 09. 22:33 | Válasz | #2859 |
|
Megkérdezhetem? Utat
mérsz vagy a MACH DRO-ja a G kód programját követi?
|
|
| © KisKZ | 2009. feb. 09. 22:32 | Válasz | #2858 |
|
LÁtod ez jó kérdés.
Kicsit nehéz ezt igy eldönteni. Ami fontos. Én csak a gépen tudom nézni (PC) Ami tudok és látok az az, hogy az 5000. sor után is szépen megy előbbre és előbbre és a szerszámpálya egybeesik az előzetesen kirajzolt hengerekkel. A páylák azt utatják, hogy az aljuk mintha ferdén lenne "betömve". Ha ezt kell csinálnia, úgy tűnik eddig követi a szeszámpályát a toolpath képernyőn. Ahogy a futó értékeket néztem és a G-kódokat az is egyezett. Tehát! Mit gondolsz, hogyan tudom megnézni azt neked, hogy jól lefut-e? Csak mond meg és azt csinálom amit kérsz! |
|
| © Szedlay Pál | 2009. feb. 09. 22:23 | Válasz | #2857 |
|
Azt honnan tudod hogy
nincs gond?
Nekem is tökéletesen leszimulálja és lefut, csak a végeredmény tragédia a munkadarab. A kérdésedre válaszolva állitsd át az F500-at arra a legmagasabb értékre amit a motortuningban megadtál. Amikor lefutott x koordinátában 2mm eltérés y koordinátában 1mm eltérés volt a valós helyzethez képest. A DRO-ban a koordináta adatok jól jelennek meg csak a tengelyek nem ott vannak a valóságban. Előszőr lenagyolja mind a 12-őt és utána kezdi simítani ekkor jön a gubanc és ott is a 4. után legalábbis nálam. |
|
| © KisKZ | 2009. feb. 09. 22:11 | Válasz | #2856 |
|
Már a 3. hengeres
cuccot marja és nics gond.
|
|
| © KisKZ | 2009. feb. 09. 21:36 | Válasz | #2855 |
|
Nekem fut....
Hogy tudom gyorsabbá tenni a futást? (bocs a kezdő kérdésért. A feed rate 250% ra lett állítva de igy is elég lassú a dolog. Így egy év mulva sem megy a végére. |
|
| © Szedlay Pál | 2009. feb. 09. 20:26 | Válasz | #2854 |
|
Próbáljátok ti is
lefuttatni nekem csak egy négyzetet mar ki.
Kiváncsi lennék nektek jól működik-e, vagy én rontok el valamit. Egy az egyben txt. formátumban be lehet olvasni és beolvas de csak egyszer fut azután megáll. Help Me! |
|
| © Szedlay Pál | 2009. feb. 09. 20:23 | Válasz | #2853 |
|
Itt a G cod amit nem
tudok egyben lefuttatni csak darabolva, pedig ennek az ötszörös
hosszra lenne szükségm.
http://www.cnctar.hunbay.com/Szedlay/teszt/teteje15%20fok%202-es%20mar%f3.tap |
|
| © elektron | 2009. feb. 09. 19:13 | Válasz | #2852 |
|
Amire konkrétan
gondoltam, az a Wizards-Nesting wizard: Duplication de programme.
Magyarán : program, kód többszörözése. Még jó hogy franciául is
tanultam annak idején. A nesting szót nem is tudom magyarul hogy
mondják egy szóval ?
|
|
|
|
2009. feb. 09. 19:03 | Válasz | #2851 |
|
Nem kizárt, hogy a
Lazy-CAM is tud ilyesmit (a plazmánál és a habvágásnál is látok
ilyen ábrákat).
|
|
| © elektron | 2009. feb. 09. 19:01 | Válasz | #2850 |
|
A Mach kódvarázslói
közt mintha lenne ilyesmi is többek közt.
|
|
|
|
2009. feb. 09. 18:41 | Válasz | #2849 |
|
Ha lenne több ilyen
okosság, érdemes lenne nyitni egy külön menüt (pl. G-kód trükkök,
tippek, ötletek)!
|
|
| © Amatőr | 2009. feb. 09. 18:34 | Válasz | #2848 |
|
Ez megérne egy külön
elérhetőséget itt az oldalon ha István is úgy gondolja.
|
|
| © Szedlay Pál | 2009. feb. 09. 13:37 | Válasz | #2847 |
|
megtaláltam végre cnc
segédprogramok 741
|
|
| © Szedlay Pál | 2009. feb. 09. 13:33 | Válasz | #2846 |
|
Segítsetek hátha valaki
emlékszik arra, volt itt egy probléma amikor egy alapanyagból ugyan
azt a darabot kellett kimarni többször. Erre írt egy programozási
megoldást vagy a HJózsi vagy a Merkel Géza, de nem találom meg
sehol, pedig már órák óta keresem.
Ha valki emlékszik hol van irja meg légyszi. |
|
|
|
2009. feb. 05. 06:43 | Válasz | #2845 |
|
Szerintem tedd fel az
adott G-kódot valahova és megnézzük többen!
|
|
| © Szedlay Pál | 2009. feb. 04. 23:14 | Válasz | #2844 |
|
Lenne egy kérdésem
hozzátok.
A mach3 miért hülyül meg egy több 100.000 soros G kódtól. 100.000 sorig mindent jól megcsinál és ha a kód mondjuk 300.000 ezer sor akkor valamikor a közepén véletlenszerűen teljesen más pályát vezérel. |
|
| © KisKZ | 2009. feb. 03. 11:30 | Válasz | #2843 |
|
A nyelv nem gond.
Köszönöm. |
|
|
|
2009. feb. 03. 09:18 | Válasz | #2842 |
|
Tudtommal csak Angol
nyelven (a machsupport.com-on).
|
|
| © KisKZ | 2009. feb. 03. 09:17 | Válasz | #2841 |
|
Igen tényleg írtad.
Azért köszönöm.
Azt hiszem máshol már kérdeztem, de azért biztos ami biztos: A "normál", magyarra is lefordított Mach3 könyv mellett létezik még valami irodalom a "mélyebb" Mach ismeretekről? Ha igen, elérhető valahol? Így sok kérdést megtakarítanék. Előre is köszönöm! |
|
|
|
2009. feb. 03. 06:59 | Válasz | #2840 |
|
Igen (erről is írtam
már), az MPG wizard-ban!
|
|
| © KisKZ | 2009. feb. 02. 21:49 | Válasz | #2839 |
|
Bocsánat a kézikütyü
rajzának késéséért.
Nem hiba előbb még elgondolkodni. István! Írtad, hogy egy bizonyos MPG forgatási sebesség után a MACH már nem a jeleknek megfelelően lépteti az aktuális tengelyt, hanem annak mozgási sebességét növeli. Azt, hogy a MPG milyen jelsűrűségénél kezd a MACH a motor kivezérlésnél sima léptetésből a sebesség-gyorsítási fázisba lépni, azt meg lehet valahogy határozni? Ez az érték köthető valamihez? |
|
| © KisKZ | 2009. feb. 02. 09:56 | Válasz | #2838 |
|
Jajj! Ezt még nem
szoktam meg.
Bocsánat a figyelmetlenségemért és köszönöm. |
|
|
|
2009. feb. 02. 09:03 | Válasz | #2837 |
|
Fent látsz egy gördülő
menüt és abban van. Nem igazi nyák terv, inkáb a nyák képe.
|
|
| © KisKZ | 2009. feb. 02. 08:41 | Válasz | #2836 |
|
Nincs különösen nagy
jelentősége.
Csak érdekel, hogy mennyire tudod összesűríteni. Sajnos (nagyon szégyelem magam érte) de nem tudok rájönni, hol a hírek menü. :( A főoldal hírei között még nem láttam a nyáktervet. |
|
|
|
2009. feb. 02. 07:37 | Válasz | #2835 |
|
Ez miért érdekes? Nem
ez a Remote Control (az külön rádugható egy UTP kábelen keresztül).
|
|
| © KisKZ | 2009. feb. 02. 00:23 | Válasz | #2834 |
|
Köszönöm Szigma!
Igyekezni fogok. Az egy amiben biztos vagyok az az, hogy az első gép messze lesz a tökéletességtől. De sokat tanulok majd a készítésén. |
|
| © Szigma | 2009. feb. 02. 00:17 | Válasz | #2833 |
|
Ha ez neked korlátlanul
van, és ilyen méretben (50 mm), akkor teljesen igazad van, hogy első
gépnek, tapasztalat szerzésre tökéletesen megfelel.
Ezt eddig nem tudtam. Aztán vagy eladod, vagy egyes részeit hasznosítva készíted a következőt, míg el nem éred a kívánt célt. Sok sikert!
|
|
| © KisKZ | 2009. feb. 01. 21:28 | Válasz | #2832 |
|
István!
Kb mekkora méretű lesz? |
|
| © KisKZ | 2009. feb. 01. 21:27 | Válasz | #2831 |
|
Hát igen...
Alapvetően igazad van(lenne) azonban én a lentebb már említettek miatt 50mm vastagságú darabokban gondolkodom. Ebben a méretben igen meglepő a szívóssága, az alaktartósága. De mondjuk úgy: Reménykedek. Most ez van korlátlan mennyiségben kéznél. Mindenképpen az első konstrukciónál ezt szeretném kipróbálni. Aztán majd meglátjuk. Előbb még úgyis főorsó motort kell találnom. Az adok-veszek topicba egyébként beteszek egy linket ahol néhány "alapanyagom" megnézhető. Elektron! Neked ott lesz a kúpkerékről egy két fotó! De elkezdek már végre rajzolni mert még nem foglalkoztam a beígért kezelőeszközzel. |
|
|
|
2009. feb. 01. 17:14 | Válasz | #2830 |
|
A Hirek menü alatt
megnézhető a MODBUS-os Controller nyákterve.
A mostani tudása: 1db MPG bemenet, 2db analóg bemenet, 1db PWM kimenet, 8db Input (nyomógomb, kapcsoló, TTL), 8db relés kimenet. |
|
| © Szigma | 2009. jan. 31. 13:52 | Válasz | #2829 |
|
Igen, valóban
félreértettem az első írásodat fa ügyben.
Viszont miután megnéztem az adott linkedet, azt kell mondjam, hogy túl nagyot nem tévedtem. Ennek az anyagnak a mechanikai tulajdonságai ugyan jobbak a normál fánál, de nagyon messze vannak még a bilivasnak nevezett anyagtól is. Szóval vagy agyon merevíted, vagy sok jóra ne számítsál. Olyan "egyszerű" vázzal amit vas zártszelvényből és egyéb alkalmas profilból, egészen jót lehet készíteni, azt ebből az anyagból nem fogod elérni. Az a helyzet, hogy nem tudok olyan anyagról ami baromi jól és könnyen megmunkálható, és ugyanakkor nagyon nagy szilárdságú. A két tulajdonság ugyanis ellentmondásban van egymással. A te általad használni kívánt anyag a könnyen megmunkálható kategória. Nem véletlen, hogy főleg mintának és modellnek és nem gépalkatrésznek javasolják. |
|
| © KisKZ | 2009. jan. 30. 23:39 | Válasz | #2828 |
|
felhevültem? :)
Szó sincs róla. A hétvégén összerakok egy képet arról, hogy hogyan is képzelem el ezt a kütyüt. Aztán majd véleményezitek. |
|
| © Laslie | 2009. jan. 30. 17:20 | Válasz | #2827 |
|
Láttam, teljesen
felhevültél mint olajkályha a Zaporozets-ben...
Érthető a figyelmetlenség.... |
|
| © KisKZ | 2009. jan. 30. 14:19 | Válasz | #2826 |
|
Teljesen elmerültem az
MPG Rotary Encoderben...... :) Ki sem láttam már belőle. :)
|
|
| © Laslie | 2009. jan. 30. 13:59 | Válasz | #2825 |
|
Na vazze....csak hogy
leesett.....
|
|
| © KisKZ | 2009. jan. 30. 13:58 | Válasz | #2824 |
|
Überelted! :) ez
tényleg jó! :)
|
|
| © Laslie | 2009. jan. 30. 13:56 | Válasz | #2823 |
|
Ezt nem neked írtam,
hanem István linkelt képére. Csak szóvicc volt.
Hanyatt ló .......... hanyatló |
|
| © KisKZ | 2009. jan. 30. 13:54 | Válasz | #2822 |
|
Még egy:
A MACH itt is letölthető kézikönyve nem beszél a felületről, annak módosításáról és a makrózásról. Melyik könyv az amelyben erről lehet olvasni? |
|
| © KisKZ | 2009. jan. 30. 13:53 | Válasz | #2821 |
|
Szia Elektron!
Ennek a megoldására lentebb (#2700) voltak javaslatok. Persze ebben az esetben makrózással. Közben nézz postát kérlek! (elnézést ezért!) |
|
|
|
2009. jan. 30. 13:49 | Válasz | #2820 |
|
Hirtelen nem, de talán
a Google tud...
|
|
| © KisKZ | 2009. jan. 30. 13:39 | Válasz | #2819 |
|
:)
köszönöm neked! Tudsz valami linket esetleg ahol találok anyagot ahhoz, hogy megépítsek egy ilyet? |
|
|
|
2009. jan. 30. 13:35 | Válasz | #2818 |
|
Én már el is
felejtettem...
|
|
| © KisKZ | 2009. jan. 30. 13:34 | Válasz | #2817 |
|
Köszönöm az építő
jellegű krititkát Laslie! :)
|
|
| © KisKZ | 2009. jan. 30. 13:34 | Válasz | #2816 |
|
Akkor a szakzsargont
megbeszéltünk szerintem lépjünk túl rajta végre.
|
|
| © KisKZ | 2009. jan. 30. 13:34 | Válasz | #2816 |
|
Akkor a szakzsargont
megbeszéltünk szerintem lépjünk túl rajta végre.
|
|
|
|
2009. jan. 30. 13:30 | Válasz | #2815 |
|
Ez MPG és tökéletes a
célra (erre is van kitalálva)!
|
|
| © Laslie | 2009. jan. 30. 13:28 | Válasz | #2814 |
|
Ez már a vég !!!
"Hanyatló" fórum........ |
|
| © KisKZ | 2009. jan. 30. 13:28 | Válasz | #2813 |
|
Még egy link:
Az alul található kézikerék amiről szó van. Ez van nekem: rotary encoder?? |
|
| © KisKZ | 2009. jan. 30. 13:22 | Válasz | #2812 |
|
Szerintem összeszedek
minden információt (igényeim, létező eszközeim) és leírom ide
összegezve. Aztán ha segítetek kitaláljuk, hogy merre is érdemes
elindulni.
|
|
| © KisKZ | 2009. jan. 30. 13:19 | Válasz | #2811 |
|
Nekem itt van már
kézben egy IWE60-T100-SV-5-AB kézikerekem (most már inkább ezt írom,
egyébként az adatlapján a hivatalos neve Handweel encoder).
Ezt akarom felhasználni. Ez egy teljesen kész szerelhető kézikerék. |
|
|
|
2009. jan. 30. 13:12 | Válasz | #2810 |
|
Nyomjatok egy keresést
az Encoderre (valamiért nem listázza egyből), bocsi.
|
|
|
|
2009. jan. 30. 13:10 | Válasz | #2809 |
|
Lentebb írtam, hogy ezt
miért nem javaslom...
Mármint az utólag rángatott impulzusokat... |
|
|
|
2009. jan. 30. 13:09 | Válasz | #2808 |
|
Ime ami az SOS-ben
kapható MPG encoderek (én is ilyennel kisérletezgetek):
MPG encoderek... Ezekre csak egy megfelelő gomb kell és egy ház! Ezek lesznek illeszthetőek az én MBIO-m hoz (Remote Control-ba). |
|
| © elektron | 2009. jan. 30. 13:09 | Válasz | #2807 |
|
Az ő szerkezetébe úgyis
kell egy mikrokontroller, akkor pedig lehet több impulzust kiadni,
azt is állíthatja a kis kézi ketyeréjében, akkor a Mach-ba nem is
kell makrókat írni.
|
|
|
|
2009. jan. 30. 13:05 | Válasz | #2806 |
|
MPG is egy encoder, de
nem olyan pracíz és általában alacsony felbontású (pl. 100 vonalas).
Encodert is lehet MPG-nek használni, de nem célszerű nagyfelbontásút vállasztani. MPG viszont nem megfelelő encodernek... |
|
|
|
2009. jan. 30. 13:03 | Válasz | #2805 |
|
Ez mind akkor
kivitelezhető, ha a Brain Controlban hozzáférhető a megfelelő
Mach3-as belső regisztere (akkor tudok beleírni MODBUS-al)!
|
|
| © KisKZ | 2009. jan. 30. 13:02 | Válasz | #2804 |
|
Bocsánat. Eddig az
eszköz hivatalos nevét emlegettem:
itt egy példa: Rotary encoder Ez látom gondot okozott. Bocsánat. ezentúl el fogom különíteni a dolgot és itt csak a MACH-ban használt nevét fogom használni, vagyis MPG lesz. |
|
|
|
2009. jan. 30. 13:01 | Válasz | #2803 |
|
Neked MPG kell, ami
mind LPT-n, mind MODBUSON megoldott illeszteni a Mach-hoz. Itt
lehetséges egy plusz gombbal lépteni (Axis Selector-ral) a
kiválasztandó tengelyt és ezt fogja majd mozgatni az MPG. Erről már
írtam lentabb...
Amint nem tudom, hogy lehet e, az az, hogy az MPG 1 impulzusára léptetendő egységeket lehet e variálni, de szerintem makróval és egy analóg bemenettel ez megoldható (a makró az analóg bemet értékével arányosan változtatja a megfelelő regiszterét a Mach-ban). Erre láttam is megoldást, mely egy többállásos kapcsoló volt és az állások egy-egy ellenállás létra fokához volt kötve, így az analóg bemenet "diszkrét" értékekkel változot a kapcsoló forgatásakor. szerintem megoldható... |
|
|
|
2009. jan. 30. 12:55 | Válasz | #2802 |
|
Az MPG (Manual Pulse
Generator) kézi tekerő, melyben egy encoderéhez hasonló elven működő
encoderszerüség van, mellyel a gépet lassú módon kézzel mozgatod és
ezzel az anyag felszínét finoman megközelítve azt megérinted és
felveszed a relatív 0 pontot (megmunkálás előtt).
A tengelyre szerelt forgó, vagy a gépre szerelt lineáris encoderrel meg a szánszerkezet koordinátáját követed (lásd DRO Axis Computer leírása). A két ezköz teljesen másra való és más módon is integrálható a Mach-ba. |
|
| © KisKZ | 2009. jan. 30. 12:55 | Válasz | #2801 |
|
István.....
Na akkor alapkérdés a számomra, mielőtt továbbmennénk: Mi az MPG és mi a a tengelyre szerelt forgó inkrementáló encóder? Addig nem is folytassuk! |
|
| © KisKZ | 2009. jan. 30. 12:52 | Válasz | #2800 |
|
Tehát egy ilyen
egységben gondolkodok, csak kevesebb funkcióval és (ha nem annyira
komplikált) valamiféle tengelypozíció kijelzéssel.
A funkciók egyelőre: tengely léptetése, a tengelyek közötti váltás lehetősége, a tengelyléptetés felbontásának választhatósága. ha a kijelzés nem megoldott, akkor egyelőre egy egy égő leddel jelölni az aktuális tengelyt, egy-egy leddel jelölni az aktuális felbontást. Tehát most csak ennyi. |
|
|
|
2009. jan. 30. 12:52 | Válasz | #2799 |
|
Ismét...

Te kevered az MPG-t, a tengelyre szerelt forgó inkrementáló encóderével!!! |
|
| © KisKZ | 2009. jan. 30. 12:48 | Válasz | #2798 |
|
Bocsánat István.... Nem
akartalak félrevezetni.
Lehet hogy én velem van a baj, de én a forgó encoderrel kapcsolatban egész végig erről beszéltem (lásd #2699-#2700). A lineáris kódoló csupán egy mellékvágány volt. |
|
|
|
2009. jan. 30. 12:40 | Válasz | #2797 |
|
De ez MPG, nem amiről
eddig beszéltél!!!
Az MPG megoldott remekül a Mach-ban... |
|
|
|
2009. jan. 30. 12:39 | Válasz | #2796 |
|
A DRO Axis... pont
ilyesmire lett kitalálva, igaz a célközönség nem a CNC-k voltak,
hanem minden más "hagyományos" gép, amire lineáris quadrature
encodert építenek!
|
|
| © Szedlay Pál | 2009. jan. 30. 12:39 | Válasz | #2795 |
|
Szia!
Lehet kapni ezt az SIKA anyagot és a többit Mo.-on kiskereskedelemben? Ha igen ted közkincsé hol. Köszi. |
|
| © KisKZ | 2009. jan. 30. 12:39 | Válasz | #2794 |
|
A gyártó honlapja:
VISTACNC |
|
|
|
2009. jan. 30. 12:38 | Válasz | #2793 |
|
Mármint LPT porton?
Szerintem nem (ha nem MPG-t akarsz), mivel ki garantálja, hogy 1
időben mindig csak 1 tengely fog menni egyszerre és azt időben ki is
választja valaki?! Erre nincs felkészítve a Mach (szerintem a Földön
csak Te szeretnél ilyesmit...
)!
|
|
| © KisKZ | 2009. jan. 30. 12:37 | Válasz | #2792 |
|
Inkább mutatok valamit
amihez hasonlón gondolkodok:
VistaCNC |
|
| © KisKZ | 2009. jan. 30. 12:30 | Válasz | #2791 |
|
nem is gond....
A folyamatos működés egyértelműbb már nekem is. |
|
| © KisKZ | 2009. jan. 30. 12:30 | Válasz | #2790 |
|
Igen!
Ezért is emlitettem már lentebb a DRO AXIS Computert. Még nem olvastam el mélyen a dolgot, de el fogom. A lelke kellene. A kijelzést valami kissebb módon meg lehetne oldani? Hogy felférjen egy ilyen kis kézi kütyüre? |
|
| © KisKZ | 2009. jan. 30. 12:27 | Válasz | #2789 |
|
Igen...
Mivel még nem tudom a lehetőségeklet biztos, hogy túlkomplikálom. Ezt érzem én is. Minden jel arra mutat, hogy egyszerűen "integrálódni" kell az eszköznek a MACH alá és azzal együttműködnie. A 3 tengelyre vezetett encoder jelre nem lehetne valami hasonló megoldást alkalmazni, mint amit lentebb a felbontás változtatására ajánlott valaki? Mármint, hogy egy jelbit bevitelével léptetni azt, hogy melyik tengely encoderként értelmezi azt az egy pár (A+B) bemenetet? |
|
|
|
2009. jan. 30. 12:09 | Válasz | #2788 |
|
A MODBUS nem
kapcsolható ki, mivel ha integráltad egyszer, akkor a Mach3 szerves
résévé válik, amit nem szabad szétszakítani (logikailag beleszövődik
a működéssébe).
A DRO Axis Computert sem szabad kikapcsolni, mert akkor elveszíti a "fonalat"! |
|
|
|
2009. jan. 30. 12:07 | Válasz | #2787 |
|
Akkor neked DRO Axis
Computer kell! Lásd a weblapon, vagy lentebb a topic-ok között!
|
|
|
|
2009. jan. 30. 12:06 | Válasz | #2786 |
|
Nem teljesen értem mit
szeretnél, de egy biztos, hogy minden mozgatás alapja a Mach salyát
DRO állapota (legyen az kézi , vagy G-kód álltal programozott)! Ha
bármilyen módon ezt az értéket megváltoztatod, az kihatással van az
egész rendszer koordináta vezérlésére.
eleve beadni 3 encodert, az 2. LPT portot foh igényelni (3×2=6 bemenettel, 3D esetén)! Szerintem túl akarod komplikálni a dolgot... |
|
| © KisKZ | 2009. jan. 30. 12:04 | Válasz | #2785 |
|
bocsánat hoyg
hozzáfűzök még, de azt is el kell dönteni, hogy ez a kis eszköz
működjön-e folyamatosan amikor a gép működik, vagy csak esetenként,
amikor leakasztja az ember a gép oldaláról akkor kapcsolódjon be.
Tudom nem nagy dolog, de minek fogyasszon bármit is ha nem kell. Persze az állandó géppel együtt működés az ésszerűbb és talán egyszerűbb is. |
|
| © KisKZ | 2009. jan. 30. 12:01 | Válasz | #2784 |
|
Igen. Csak
tájékoztatás. Semmi más!
|
|
| © KisKZ | 2009. jan. 30. 12:00 | Válasz | #2783 |
|
Igen...
Most azon gondolkodok, hogy ezt a kézi módot ugyan teljesen elválasztva használja az ember a G-kódtól. Ugye nem programozott mozgatásról van szó, és ugye valahol lesz éppen az orsó akkor amikor elkezdem ezt a módot. Ez lehet valami állandó alaphelyzet is (pl. gépi nullpont) de megeshet, hogy éppen valami művelet után állok valahol és utána akarok valamit kézi vezérléssel csinálni. Lehet hogy mégis ki kellene olvasni a DRO értékét és azt használni? Már csak azért is, mert pl. ha nullázok a nullapont felvételnél, akkor itt az eszközön is is nullázni kellene. Értelmetlen két helyen is megtenni. Akkor a kérdés az, hogy hogyan lehet a legkönnyebben kivenni ezeket az értékeket és kitenni egy kis kijelzőre. |
|
|
|
2009. jan. 30. 11:49 | Válasz | #2782 |
|
De a G-kódod a Mach
DRO-ja alapján hajtódik végre! A kijelzett értékkel mit szeretnél
kezdeni? Csak tájékoztatás lenne? Ismétlem, nem tudom, hogy a
visszaadott koordinátákkal a mach mit tud kezdeni!
|
|
| © KisKZ | 2009. jan. 30. 11:43 | Válasz | #2781 |
|
Látod István!
Ezzel a két hozzászólással többet elmondtál most nekem mint a lentebbi sok comment. :) Köszönöm! Ugyhogy visszatérek a rotary encoderhez és ahhoz, hogy azt hogyan lenne érdemes elkészíteni. Ha úgy döntök, hogy az elmozdulás értékét nem a MACH-ból olvasom ki, hanem egyszerűen magán a kézi eszközön számlálom és számítom, akkor van-e valami ötleted arra, hogy hogyan lehetne ezt a legegyszerűbben kijelezni magán az eszközön? |
|
|
|
2009. jan. 30. 11:24 | Válasz | #2780 |
|
Igen jól érted! A
lényeg, hogy javítani csak akkor lehetne ha van tartaléka (méghozzá
tetemes, hogy a hiba idejét alacsonyan lehessen tartani) a motorban,
de léptecs pont ott kezd el hibázni (megáll) amikor elfogy az ereje
(tehát zéró tartalék)!
A lin-encoder szerintem (de csak gyanítom) a mechanikai hibák (pl, kottyanás) kimutatására, esetleg kezelésére való, de sosem használtam, teszteltem ezt a részét a Mach-nak. |
|
| © KisKZ | 2009. jan. 30. 11:19 | Válasz | #2779 |
|
Ezt köszönöm István.
Értelek. Tehát lépésenként nem igazán lehet értelmeztetni a hibát. Ha az pedig nagyobb, várhatóan a hibát okozó egység a megszüntetésére indított javítás alatt, nagyobb terhelés alatt méginkább problémás lesz. Eleve ha próbálnék kompenzálni valamit akkor az a kompenzáció nagy valószínűség szerint ugyanúgy hibás lehet. Tehát ez csak egy ördögi körré válna. Jól értem a dolgot? Bocsánat a lassú felfogásomért! Azt még mond el nekem, hogy a lineáris kódolót miért jó használni? Mennyivel más a dolog, mintha csak a szoftver saját maga által kiírt pillanatnyi értékeit nézem? |
|
|
|
2009. jan. 30. 11:14 | Válasz | #2778 |
|
Ehhez kapcsolódik a
Léptetőmotorok topic #1629 környéki beszélgetések! Érdemes
megnézned...
|
|
|
|
2009. jan. 30. 11:07 | Válasz | #2777 |
|
Ok...
A lényeg, hogy ne tekintsd ideális léptetőnek semelyik motort+vezérlést! eleve van szórása a lépéseknek és ez a szórás 1 fordulaton belül is más és más. Ráadásul a motor belépése után néhány mS-ig csillapodó rezgésekkel áll be a pozícióba, ami sebesség, terhelés, hajtásmód függő is! Ha erre raksz egy encodert, akkor nincs az a jó szoftver, ami meg tudja külömböztetni időben a hibát az egyébb jelenségek közül! Ha meg már egyértelmű a hiba (pl egy 5-10 Step eltérés), akkor meg már úgy is fujhatjuk a kompenzációt (az már selejt)! Arról nem is beszélve, hogy ha a léptecs hibázik, az álltalában azt jelenti, hogy blokkol nagy sebességen, ami a határérték túllépése miatt van, és ezt a marhanagy kését hogyan hozatnád be a motrral, ha már az "alap" sebességet sem bírta???? |
|
| © KisKZ | 2009. jan. 30. 10:52 | Válasz | #2776 |
|
Bocsánat rossz az előző
link.
Ez már jobb: SikaBlock |
|
| © KisKZ | 2009. jan. 30. 10:46 | Válasz | #2775 |
|
Az általam felhasználni
kívánt "fáról" némi információ:
Sikablock Ez nem az a fa amire Te gondolsz. |
|
| © KisKZ | 2009. jan. 30. 10:41 | Válasz | #2774 |
|
Ej István! :)
Én nem azért erőszakoskodok, hogy mindenképpen azt akarom, hogy úgy működjön valami amit még nem ismerek ahogy én akarom, hanem azért, hogy megértsem a működését. Nem azért irok ide annyi mindent mert annyira értek hozzá, hanem azért mert nem. :) |
|
| © KisKZ | 2009. jan. 30. 10:39 | Válasz | #2773 |
|
Bár a leírásaitok
alapján már sejtegetek valamit, azért egyszerűsítsünk. Inkább
kérdezek, nem találgatok mert ez úgy látszik ellenérzést kelt:
Mire használja a lineáris encodert és annak jelét a MACH? |
|
| © sneci | 2009. jan. 30. 08:08 | Válasz | #2772 |
|
Figyelmedbe ajánlom még
ezt itt a fórumon.
(#74-#75) |
|
| © sneci | 2009. jan. 30. 08:03 | Válasz | #2771 |
|
Ha feltelepítetted,
akkor ez EC mellett van egy külön program, a CodeWizard. Ezzel lehet
a Mach3-hoz a postprocessor-t megcsinálni.
De CNCzone-n is ez volt valakinek a gondja és ezzel a Mach2 postprocesszorral Mach3-hoz is korrekt G-kódot tudsz generálni. |
|
| © PHI | 2009. jan. 30. 07:52 | Válasz | #2770 |
|
Sziasztok!
Tudna valaki segíteni nekem? (kezdő vagyok) Van egy EdgeCAM 11.5-progim, de nem tudom használni a MACH3-mal.Kellene hozzá egy Mach3 driver, megköszönném ha valaki küldene, vagy segítene, vagy valami tippet adna hogy is kell ezt csinálni. |
|
| © Szigma | 2009. jan. 29. 23:14 | Válasz | #2769 |
|
"Egyenlőre örülnék, ha
0.01 pontosságot el tudnék érni (nem fogom szerintem). "
Jól gondolod. Favázas géppel még az 1 tizednek is örülhetsz. Legalábbis fém (akár alu) megmunkálás esetén. |
|
|
|
2009. jan. 29. 18:22 | Válasz | #2768 |
|
Ehhhh! Feladom!
valósítsd meg az "álmodat" és meghajlok előtted...
|
|
| © svejk | 2009. jan. 29. 18:18 | Válasz | #2767 |
|
Azt a mechanikát
amelyik kotyog azt már b@szhatod, azt már hiába kompenzálod.
Szerintem a hosszú fölösleges eszmefuttatások elkerülése végett dobj össze egy bútorlapos mechanikát a hétvégén és sok minden meg fog világosodni, hidd el. |
|
| © svejk | 2009. jan. 29. 18:14 | Válasz | #2766 |
|
Pontosan arra való az
encoderbemenet amire leírtad.
Vagyis a kézi tekerővel(MPG) mégy mint hagyományos gépnél és ezt az encoderbemenet érzékeli ha van jeladód, ha nincs akkor küzvetlen az MPG jelét számolja a mach DRO-ja. Közben a G-kód(program) számlálója nem változik Aztán a program számlálót vagy a DRO számlálót tudod egyikkel a másikat átiratni. |
|
| © Laslie | 2009. jan. 29. 18:09 | Válasz | #2765 |
|
Egyszerűen a rotary
jelet nem engeded rá közvetlenül a vezérlőre, hanem közbeszól az
elektronika és mindaddig nem fog a vezérlő enkóder jelet kapni amíg
a lineáris meg nem mozdul.
|
|
| © KisKZ | 2009. jan. 29. 18:06 | Válasz | #2764 |
|
Csupán az az érdekes,
hogy hol avatkozol bele a folyamatba.
Ennek a hibajavításnak nem az elektronikában van értelme, hanem a G-kód értelmezőjében. (ezt persze Mi nem tudjuk megcsinálni) |
|
| © KisKZ | 2009. jan. 29. 18:04 | Válasz | #2763 |
|
Hidd el, nem mindig
érdemes megírni egy G-kódot.
Ezt tapasztalatból mondom. |
|
| © KisKZ | 2009. jan. 29. 18:02 | Válasz | #2762 |
|
István!
Nem értem mi a gond.... Én tulajdonképpen még nem foglalkozok azzal, hogy hogyan és milyen módon vezérlek, léptetek.... Ez még nem érdekes. Az az érdekes, hogy lehet hiba a kivezérelt elmozdulás között és a valós elmozdulás között. Erre a legjobb példa a kottyanás kompenzációja Csak az ugye állandó hiba állandó kompenzációval. Még csak ott tartok, hogy mi lesz a hiba. Ez az eltérés a két tengelyelmozdulás között. Ez adódhat akár a mechanikából is, nem csak az elektronikából. Azon gondolkodok, hogy ezt hogy van egyáltalán értelme korrigálni. |
|
|
|
2009. jan. 29. 18:00 | Válasz | #2761 |
|
Mire használnád a valós
életben? Az MPG-vel a felszin megérintését szokás végezni, aztán
xD-ben zéró! Nem "konkrét érték" beállítására.
Egy léptetőmotoros rendszerben a Start/Stop freki felett létrjövő lépésvesztést azonnal észre veszed, mert meg áll a gép és csak visít! tehát itt megint nincs jelentősége. |
|
| © Laslie | 2009. jan. 29. 17:59 | Válasz | #2760 |
|
Jaja....léptetőnél nem
oldható meg a dolog. KisKz mégis csak kukorica darálót kell
csinálnod a léptetőkből.
|
|
| © KisKZ | 2009. jan. 29. 17:57 | Válasz | #2759 |
|
A lineáris encoder
csakis a tengely aktuális poziciójának jelzéséhez használatos az én
eszmefuttatásom szerint. A kézi mozgatást egy rotary encoderrel
teszi meg az ember. Ez egy másik dolog.
Ekkor van értelme a valós pozíció kijelzésének egy lineáris encoderrel. Ugye mint ahogy az egyszerű kézi gépen. Addig tekersz amig a mechanikus márőeszközödön (skálán akármin) a megfelelő méretig nem jutsz. Egyébként, programfuttatás közben (kompenzéáció nélkül) nincs értelme, hiszen egy dolog az ami kivezérlésre kerül a tengelyre, és (mert ugye lehetnek hibák/lépésvesztés egyéb) más dolog az ahol a tengelyed a tényleges pozícióban van. A két érték szépen eltolódhat egymástól. |
|
|
|
2009. jan. 29. 17:56 | Válasz | #2758 |
|
Könyörgöm! Step/dir
rendszerről van szó! Lépek-rezgek-beállok (a hibát honnét
mérjem????) és akkor holvan a micro-step/lépések közötti hibák
tűrése (vagy kell egy motoronkénti-fordulatonkénti táblázat, ami
megmondja mi a max hibaszint ami alatt még nem kell hibát
jelezni/korrigálni????)!
|
|
| © Laslie | 2009. jan. 29. 17:55 | Válasz | #2757 |
|
Igen , ott ki lett
vesézve már a dolog és arra jutottunk, hogy egy közbeiktatott
elektronika is meg tudná ezt csinálni, de ahogy Svejk fogalmazott
akkoriban ezt nagyon-nagyon át kellene gondolni.
|
|
| © Laslie | 2009. jan. 29. 17:52 | Válasz | #2756 |
|
Miért nincs jelentősége
?
A lineáris tudná a legpontosabb eredményt adni a mechanikád hollétéről. Ez gépi vezérlésnél is igen csak jó lenne. Nem méri bele az orsók holtjátékát. |
|
| © KisKZ | 2009. jan. 29. 17:52 | Válasz | #2755 |
|
Pedig a kettő
különbsége lenne az esetleges hiba nem?
"Csupán" ezt a hibát kellene korrigálni a motor vezérlésénél. Persze ez mindenképpen késéssel lehetne csak megtenni, értelmezni kellene a pillanatnyi G-kódban kapott parancsot és tudni az meddig tart még (előre gondolkodás) és ez alapján tenni meg a kompenzációt az aktuális tengelynél. (Csak feltételezek, kérdezek. Ti ezt biztos kiveséztétek már) |
|
|
|
2009. jan. 29. 17:50 | Válasz | #2754 |
|
Ezt nem értem! lineáris
encoder? Kézi vezérlésben????
|
|
| © KisKZ | 2009. jan. 29. 17:48 | Válasz | #2753 |
|
Viszont így a kézi
vezérlésen kívül nincs jelentősége a lineáris encodereknek.
Legalábbis én így gondolom.
|
|
| © Laslie | 2009. jan. 29. 17:48 | Válasz | #2752 |
|
KisKZ !
A mach képes a szervo enkóder jelén felül még az ugyanazon tengelyhez tartozó lineáris enkóder jelét is kezelni???? Valszeg nem ! Pár hónapja az enkóder topicban épp erről ment a diszkurzus, hogy igen problémás a két enkódert összehozni. A csak lineáris enkóder meg kevés a dologhoz. |
|
|
|
2009. jan. 29. 17:46 | Válasz | #2751 |
|
Szerintem nem lehet
normálisan deffiniálni, hogy egy detektált 1 tengelyes eltérés
esetén hogyan kompenzálja a hibát (ha már detektált, az el van
cseszve)! Ezt akár 6D-ben kellene normálisan lekezelni...
Ne feledd el, hogy léptetőmotorokról van szó (ami ugye fix lépés szögeket lép, tehát az feldolgozásnak a tranzienseket és a lépés/encoder felbontás hibákat is türnie kell)!!! Nem egyszerű... szerintem ezért hagyták az egészet... |
|
| © KisKZ | 2009. jan. 29. 17:41 | Válasz | #2750 |
|
Még nekem is át kell
gondolnom az új ismeretek fényében, hogy pontosan mit is szeretnék.
Azt a pozíciót ami a MACH-ban van (kiolvasás és megjelenítés) avagy a valós pozíciót (és ezt mellette beküdeni a MACH-ba is).... ??? Meglátjuk. |
|
| © KisKZ | 2009. jan. 29. 17:39 | Válasz | #2749 |
|
:) Az eszköz alapja
végülis indifferens.
A lényeg az, hogy mit tudunk kezdeni vele. :) Az, hogy átírja az eredeti számlálóállást így talán még kevés nem? a vezérlést is illene módosítania annak megfelelően. kompenzálnia kellene az eltérést valahol. Vagy rosszul gondolkodok újra? Mert egyébként nem sok értelme van az egésznek. |
|
|
|
2009. jan. 29. 17:32 | Válasz | #2748 |
|
Csak mint érdekesség: a
MODBUS technológia nem kötődik szállítóközeghez, így létezik
Ethernetes és WiFis átvitele is! Ezzel dróz nélküli és Interneten
keresztüli CNC(?) I/O kezelés is megoldható!
Természetesen a MODBUS nem CNC találmány (lakás vezérlésre is kiváló)! |
|
|
|
2009. jan. 29. 17:26 | Válasz | #2747 |
|
MODBUS-on keresztül
megoldható bármilyik Mach3-as DRO értékének kiküldése és akár LCD-n
való megjelenítése is, de jelenleg én ilyesmivel nem foglakozok.
|
|
| © svejk | 2009. jan. 29. 17:20 | Válasz | #2746 |
|
Felejtsétek már el azt
az egeret..
A Mach nem tud semmit kezdeni a jellel, csak kijelezni tudja a poziciót mint DRO és átírni vele az eredeti számlálóállást. |
|
| © KisKZ | 2009. jan. 29. 17:07 | Válasz | #2745 |
|
Ez egy kicsit latin
nekem... :)
tehát levehetem a jelet optikai egérről is közvetlenül és levehetem régebbi görgős egérről is? Természetes, hogy ha megvan ez a választás, az ember a nagyobb felbontást adó optikai egeret választhja. Ha ténylegesen jól levehető és feldolgozható a jel, akkor már megint csak az a kérdés, hogy hogyan dolgozza fel az ember (erre írtad gondolom, hogy egy PIC-kel megoldható a dolog) és hogyan teszi ki az eredményt egy kis kijelzőre a legegyszerűbben. A mnásik kérdés még mindig adott: A lineáris encoder jelével mit csinál a MACH? Ha hiba van kompenzál a vezérlésen? |
|
| © elektron | 2009. jan. 29. 16:51 | Válasz | #2744 |
|
Ki lehet venni a jelet
úgy, hogy a belső komparátor kimenetére kell csatlakozni, vagy
közvetlenül a fototranzisztor kimenetére, csak van ezekből az
egerekből nem egyféle, így érdemes megnézni többet is, szerintem a
régebbiekben érdemes vizsgálódni.
|
|
| © KisKZ | 2009. jan. 29. 16:38 | Válasz | #2743 |
|
Én most elkavarodtam
itt.....
A soros kimenet jeleit??? Ezt most nem értettem. Ezek az egerek ugye manapság már USB-sek. Itt jön az, hogy az ilyen perifériák működésével nem vagyok igazándiból tisztában. Az alapkérdésem: Egy ilyen egérből ki tudom csalni az elmozdulásra jellemző jeleket anélkül, hogy a számítógéppre kötném? Tápot (ha az kell a jelhez) persze valahonnan adnék neki. |
|
| © elektron | 2009. jan. 29. 16:31 | Válasz | #2742 |
|
Ez elég jónak néz ki
pl. :
Encoder egérből |
|
| © elektron | 2009. jan. 29. 16:27 | Válasz | #2741 |
|
Lehet találni
leírásokat a neten, pl. 'encoder from mouse' szerintem erre lesz
találat, én már találtam régebben ilyesmit, még egyet csináltam, is
szétszedtem, hogy a Z irányban méréseket végezzek vele, ott van
valahol a polcon a többi dolgok közt.
|
|
| © KisKZ | 2009. jan. 29. 16:23 | Válasz | #2740 |
|
Igen! Emlegették már
nekem ezeket a szalagokat.... Valaki a multkor már ajánlott is
ilyesmit nekem. Csak az elektronika rész ismerete nélkül én nem
mertem bevállalni.
|
|
| © KisKZ | 2009. jan. 29. 16:21 | Válasz | #2739 |
|
Látod! Engem pedig a
mechanika nem ejt kétségbe.
hogyan kellene egy ilyen egeret bekötnöm? (vezeték szín, és hova?) Az, hogy mekkora felbontást tudna az emnber elérni vele az most nem is érdekes. Csak az elméleti megoldhatóság. |
|
| © elektron | 2009. jan. 29. 15:04 | Válasz | #2738 |
|
Ha konkrétan van valami
leírás, ami alapján látható, mit hogyan kell értelmezni, pl. egy PIC
16F627-tel meg tudok oldani ilyesmit. Megszakításból fogadni a soros
kimenet parancsait, aztán értelmezni, utánna pedig kijeleztetni
kijelzőn, pl. sokjegyű számjegyes LED-del, vagy akár pixeles
kijelzővel.
|
|
| © svejk | 2009. jan. 29. 15:00 | Válasz | #2737 |
|
Az előbb hülyeséget
írtam, kitöröltettem.
|
|
| © elektron | 2009. jan. 29. 14:59 | Válasz | #2736 |
|
Az egérre rá lehet
csatlakozni az encoder részére közvetlenül, de hogy azt
mechanikailag hogyan csatlakoztatod a géphez, az már más tészta.
|
|
| © svejk | 2009. jan. 29. 14:57 | Válasz | #2735 |
|
Az egeret felejtsd el,
csak a lézereseknek van ekkora felbontása.
Egy járható út lenne, a tintasugaras nyomtatók szalagját és optikáját, vagy más encoder optóját felhasználni. Elvileg egy jó levílágítóval a szalagot levilágítatva a 4 százados felbontás kivitelezhető lenne. Csak kérdés mekkora a film hőtágulása? Egyszer majd megpróbálom kimérni.. |
|
| © svejk | 2009. jan. 29. 14:53 | Válasz | #2734 |
|
Esetleg 600-as kínai
tolómérőket tudsz használni..
|
|
| © KisKZ | 2009. jan. 29. 14:47 | Válasz | #2733 |
|
Igen... Több mint
gyanús.
Maga az egér felbontása ugyan lehetővé tenné (ugye ma már 1000 dpi-s felbontások környékén mozognak) de tényleg sejtésem nincs a működésükről. Lehet hogy azért érdemes lenne megpróbálni egyet, hogy mit lehet vele elérni. Csak érdekességképpen. Persze ehhez kellene valaki aki ismeri ezeket és segít. |
|
| © svejk | 2009. jan. 29. 14:44 | Válasz | #2732 |
|
Az 1 százados home made
mérőléc nem fog menni szerintem :(
|
|
| © KisKZ | 2009. jan. 29. 13:42 | Válasz | #2731 |
|
A,mikor elkezdtem
gondolkodni azon, hogy csinálok egy kis CNC marót kimondtam, hogy
előbb működjön.. A cél akkor mindig 0.1mm volt.
De ahogy tervezgetem mindig előjön az, hogy ennél finomabbra akarom mégis... :) Csak ezzel persze további problémákba ütközök mindig. Persze a pontosság olyan sokmindentől függ. Ha a gépvázam nem elég merev és emellett nenm elég rugalmas annyira, hogy lecsillapítsa a rezgéseket, akármekkorára is készülök, be fogja határolni. Egyébként ezért van pl. az, hogy a gépváz műfából készül, az Y tengely 3 sínen van megvezetve, a Z tengely vezetésénél a két sín (2-2 linerásis kocsi tengelyenként) mellett két további siklócsapágyon megvezetett vezetőőtengely is lesz. Az X tengely egy 70-széles sínen 4 csapággyal lesz elsősorban megvezetve, de itt is élni fog a további két siklócsapággyal futó két további merevítő tengely. A műfa nagyon jó tulajdonságokkal rendelkezik. Tömören nagy a súly, a megfelelő helyeken merevítve nem deformálódik, és a rezgéseket jól elnyeli. A tengelyek vonóorsói axiális és radiális csapágyakkal vennek kottyanásmentesre állítva mind a két oldalon. A főorsó külön készül. 3 kúpgörgős csapággyal befeszítve, a tengely kiegyensúlyozva. Erre külön, csapágyazott hajtásházon keresztül csatlakozik majd a marómotor. A marómotor most a problémám éppen. Nem tudok még szerezni sehonnan megfelelőt. Jóü lenne, ha nem kellene leadnom az alu megmunkálás alá a követelményeket. Az egész vázzal egyébként csak egy gondom van jelenleg. Az a megmunkálóközpont amibe be tudom dugni az összeszerelés közben, hogy egybemunkáljam a felfekvő és csatlakozó felületeket, sajnos csak 1000x410x410-es. Ez behatárol nagyon a leendő gép mukaterével kapcsolatban.... :( Pedig a cél az lenne, hogy egy olyan gépet rakjak össze, amivel a további gépek alkatrészeit meg tudom majd csinálni. Na de egyenes választ a kérdésedre: Egyenlőre örülnék, ha 0.01 pontosságot el tudnék érni (nem fogom szerintem). |
|
| © svejk | 2009. jan. 29. 13:21 | Válasz | #2730 |
|
Mekkora felbontás a
célod ?
|
|
| © KisKZ | 2009. jan. 29. 13:06 | Válasz | #2729 |
|
Nem tenném a meghajtó
tengelyre....
Én legszívesebben magára az asztalra tenném az érzékelést. (vagy reverz az asztalt érzékelném) Az a biztos. Bárhol máshol előjöhet probléma. Igen, CAD-delek. :) Pro/E-vel dolgozok immáron 15 éve. Sebességváltókat tervezek. Épp ez a frányaság, mert sajnos gépészként nem a lehető legegyszerűbbre törekedek... Mindig ugy vagyok vele, hogy jó-jó, de ez így nem pontos, nem minden körülmények között megbízható. Ezt próbálom most levetkőzni. Éppen ebben készül most az első gépváz és a mechanika modellje. Csak kevés rá az időm sajnos. Ha lesz belőle valami majd adok képet róla. Virtualle megnézheted majd. :) Aztán ha egyszer kész lesz és valahol errefelé lesz találkozó, remélem vihetem bemutatni. Csak addig ugye el kell jutni. |
|
| © elektron | 2009. jan. 29. 12:58 | Válasz | #2728 |
|
Tudsz tervezni
valamilyen szoftverrel ? CAD ? Csak úgy érdeklődöm, csináltál már
ilyesmiket
? |
|
| © elektron | 2009. jan. 29. 12:56 | Válasz | #2727 |
|
Ha a tengelyre teszel
egy encoder tárcsát és a hozzávaló elektronikát, az megmutatja, hogy
éppen hol vagy. Ott ülhetsz a mechanikád mellett.
|
|
| © KisKZ | 2009. jan. 29. 12:21 | Válasz | #2726 |
|
Bárhonnan. :)
A léptetőmotor elektronikából nem lehet könnyedén. Csak a vezérlőt amit említettél nem tudtam pontosan értelmezni. Az eletronikai vezérlőről beszéltél, avagy a vezérlő szoftverről (MACH) ? Innen a lenti írás. Egyébként az igazi az lenne, ha lenne tengelyenként lineáris encored és a valós pozíciót tudná az ember. Ezt használná akkor amikor kézi vezérléssel mozgatja a tengelyeket. Azt még nem olvastam el, hogy ezen lineáris kódolók jeleit hogyan értelmezi a MACH és csinál-e valamiféle kompenzációt ha az eltér a vezérlésből adódó pozíciótól (pl. bordásszíly megcsúszása, ugrása. Még nem juottam el odaáig. Nem lehetne ilyen valós pozíciót mutató inkrementális kódolót csinálni pl. optikai egérrel? Sajnos sejtésem nincs arról, milyen jeleket ad le és mi kell neki a tápon kívül ahhoz, hogy ezeket a jeleket leadja. Valaki tud róla valamit, vagy van esetleg valami irománya róluk? A mechanikát, a borítást/tokozást én megtervezném hozzá. |
|
| © elektron | 2009. jan. 29. 11:57 | Válasz | #2725 |
|
Ha magából a
léptetőmotor meghajtó elektronikából gondoltad, pl. lehet olyat
csinálni, hogy rácsatlakozol a léptető meghajtó megfelelő
bemeneteire, a Step/Dir jelekre, egy másik elektronikával, és az
neked számlálja, akár sebességet is kiírja, ilyet lehet csinálni
simán, vagy van is, pl. az István kijelzője lehet tud ilyet.
Ugyanazt a jelet használva, amit a meghajtó elektronika kap, az
lépteti, emez meg számlálja, kijelzi, akár paraméterezve is.
|
|
| © elektron | 2009. jan. 29. 11:52 | Válasz | #2724 |
|
Most te honnan
szeretnéd kiolvasni a pozíciókat ? Nem világos, magából a
léptetőmotor vezérlő elektronikából ?
|
|
| © KisKZ | 2009. jan. 29. 11:19 | Válasz | #2722 |
|
Az én gépemen
léptetőmotorok lesznek.
Két féle szettem van. Az egyik az István féle HOBBI1 ROBOTRON motorokkal, a másik NEMA 23 1.7 Nm-es motorokkal, motoronként egy-egy MSD-70-4.2 vezérlővel. Az utóbbiakból szerintem semmiképpen nem olvashatom ki az aktuális poziciót, az előbbinél úgy gondolom szintén nem. Esetleg István modhat erre valamit. Te esetleg a szervó vezérlésekre gondoltál? |
|
| © KisKZ | 2009. jan. 29. 11:10 | Válasz | #2721 |
|
Én a kapcsolattartás és
a programozási felületet nem igazán tudom figyelembevenni, mert nem
ismerem.
Csupán gyakorlatias szempontból nézve, ha jól értem: A forgatási sebesség határértékét átlépve és ez felett maradva, a fogatás gyorsaságának változása a tengely mozgatási sebességének emelését vagy csökkentését eredményezi. Jól értem ugye? A gondod az, hogy egyfajta "szűrő" kellene annak kiszűrésére, amikor a határon forgatom a kereket, hogy az alá felé lépegetve el tudd dönteni, mit is akar a forgató egyén, és mit is vezérelj ki. Jól értem? |
|
| © elektron | 2009. jan. 29. 11:06 | Válasz | #2720 |
|
A vezérlőben levő
pozícióértékeket biztos ki lehet olvasni.
|
|
| © KisKZ | 2009. jan. 29. 10:52 | Válasz | #2719 |
|
Azt hiszem a lényeget
értem.
Nem lenne olyan nagy baj a bizonyos encoder forgatási sebesség feletti folyamatos tengelymozgás. A megfelelő távolságban ugyis lassít az ember. Csak a felső határt kell megtalálni az embernek, amire alapban állítja az encoder jeleinek és az elmozdulási értéknek a viszonyát, úgy hogy maradjon még benne tartalék az encoder forgatási sebesség, és ezzel együtt a tengelyirányú elmozdulás valamekkora gyorsítására is. Aztán ezt a jelet nem sokszorozza, hanem éppen elenkezőleg, osztja az ember. Igy a kissebb lépésközöket, a finomabb felbontású mozgást adva meg. Viszont így mégis szükség lenne arra, hogy az eszközön egy kis képernyőn lássa az ember az aktuális tengelypozíziókat. Ha a vezérlőképernyőn kell látni, akkor ugyanugy odakötöm magam hozzá, és elveszik az eszköz lényege, az, hogy a számítógép távol legyen és csak ezt használjam a mozggások bevitelére. Láttam a főoldalon a DRO Axis computer egységedet. Még nem olvastam el pontosan mit és hogyan csinál, (el fogom olvasni ahogy lesz időm) de ennek egy részét bele lehetne integrálni ebbe a kis egységbe, mutatva vele a kérdéses poziciókat. Esetleg valami egyszerűbb megoldás ugy, hogy a vezérlőben szereplő pozicióértékeket ki lehetne venni onnan és kiirni az eszközre? |
|
|
|
2009. jan. 29. 06:52 | Válasz | #2718 |
|
Van azért más probléma
is (amennyire sikerült ezt a részét felderítenem)! A MODBUS-on nem
az encoder A és B impulzusait küldöd be (erre lassú lenne), hanem az
encoder Rol-Over regiszterét (számlálóját) és ezt a Brain Controllal
össze kötöd a Mach3 belső MPG Rol-Over regiszterével (kvázi,
közvetlenül írod az encoder szálálását bele)! A Mach programozott
elmozdulást végez (nem 1:1 lépéseket) az MPG-re, de egy adott
sebesség felett (ez is állítható az MPG Wizarddal) áttér folyamatos
sebességü mozgássá (ilyenkor a számláló változása már nem
elmozdulásokat állít, hanem a sebességét. Ezzel lehet
exponenciálisan gyorsítani a tengelyt (lassú mozgásnbál meg
programozott értékeket mozdul)! Ezt ha te "rángatod" kívülről, akkor
a beállított értékekekt átlépve "bekavarhat" a mozgásba (mivel Te
nem tudod időben szétteríteni egyenletesen a "megnövelt" számokat,
kvázi egységugrások lesznek!
Nem tudom mennyire érthető... |
|
| © elektron | 2009. jan. 29. 00:10 | Válasz | #2717 |
|
Ja értem, akkor csak
csinálni kell egy olyan kis kütyüt.
|
|
| © KisKZ | 2009. jan. 29. 00:08 | Válasz | #2716 |
|
Gyakorlatilag igen, de
nem ez a lényege. A lényeg az, hogy a vezérlő számítógéptől külön,
egy kicsi kütyün tudjak tengelyt mozgatni, de úgy hogy a forgó
encoderem egy elfordulására (100 jel) ha akarom a tengely 1mm-t
menjen arrébb, ha akarom 10mm-t, ha pedig úgy akarom, akkor pedig
egy tizedet. Mindezt úgy, hogy a vezérlő számítógép közelébe se
kelljen mennem.
|
|
| © elektron | 2009. jan. 28. 23:09 | Válasz | #2715 |
|
Akkor úgy állítsd, hogy
10mm legyen egy körülfordulás. Vagy a felbontást akarod növelni ?
|
|
| © KisKZ | 2009. jan. 28. 23:07 | Válasz | #2714 |
|
közben gondolkodok....
két bemeneti jelem van, ugye ami z irányt is meghatározza. Tehát nem
csak egyszerűen jelet kell többszöröznöm, hanem jelpárt.
|
|
| © KisKZ | 2009. jan. 28. 23:04 | Válasz | #2713 |
|
Te ugyis mindenre képes
vagy. :)
Azt láthatod, hoyg az én igényem alapjában véve nem akkora most még, mint aminek a kiszolgálására Te készülsz, de lehet hogy azért találok majd funkciót a plusz szolgáltatásaidhoz. Azt hiszem azért mi összeülünk a haverral és megnézzük ezt az egyszerű eszközt amit szeretnék. De ehhez egy kérdés: Ha mikrokontrollert használok, megtehetem azt, hogy a jelet többszörözve "más felbontásúvá" tegyem az eszközt. Ismét fordítom magamat: Ha alapból egy 100 egység felbontású encodert ugy állítok be a Machban, hogy az egy elfordulás 1 mm mozgást jelentsen az aktuális tengelyen, akkor, ha valami elektronikával az encoder jelét mondjuk megtízszerezem és úgy küldöm be a port megfelelő tűjén, akkor az eredmény az lesz, hogy egy elfordulásra 10 mm-t megy az aktuális tengely? Igazából nem is ez a kérdés, hanem az, hogy van-e ennek a többszörözésnek valamiféle határa, esetleg akadálya? |
|
|
|
2009. jan. 28. 17:19 | Válasz | #2712 |
|
Ez azért nem mostanában
lesz (már 2 hónapja építgetem holtidőkben)...
a MODBUS protokol 5 szinten már működik, most jön a nyák, utána szoftver I/O része és szolgáltatások. |
|
| © KisKZ | 2009. jan. 28. 16:37 | Válasz | #2711 |
|
Ahogy látom
megelőztök... :)
Persze ez nem baj. A programozható mikrokontroller sem lett volna gond, persze a programozása már sok fejfájást okozott volna. Sajnos a másik fórumba nem vagyok regsiztrálva, így ott nem tudok hozzászólni. Én azért sokkal egyszerűbben gondoltam ki a dolgot, minthogy egy LCD kijelző legyen benne. Egyszerűen a három tengelyt jelző kis fólia alatta egy-egy leddel. Az aktuálisra állított alatt világított volna a led, valamint ugyanezen módon három led és kis ikon a három különböző felbontásnak. Nagyon örülök neki István, ha megcsinálod a dolgot. Lehet, nem is foglalkozok akkor az én egyszerű megoldásommal, hanem megvárom a Te minden egyébb finomsággal felszerelt egységedet. Hajrá és várjuk a tesztpéldányt! :) |
|
| © HJózsi | 2009. jan. 28. 13:53 | Válasz | #2710 |
|
Én azért gondoltam a
kézi vezérlőbe, mert ha LCD kijelző is lenne benne, akkor már kevés
az UTP kábel... Igaz akkor ide kellene hozni a relé stb. jeleket, ha
használja valaki ...
|
|
|
|
2009. jan. 28. 12:26 | Válasz | #2709 |
|
Más a koncepcióm...
Lesz egy Cubic báziskártya, mely tartalmaz mindent (CPU, I/O portok, táp, csatlakozók, stb.). Lesz rajta egy UTP csatlakozó (ez lesz a Remoate Control kábel csatija). Ebbe bármilyen Ethernet True kábel mehet, akár 5m hoszban is. Erre jön a Remote Control, melyben (a kábelen keresztül) benne van 1db MPG, 1db analóg port (poti, fokozatkapcsoló (R létrás), és 3db nyomógomb (köztük a pl. a tengely selector, zéró, stb.)! Így nem kell a tápkábelét és feleslegesen az RS232/USB kábelét cipelni! A Cubic kártyán lesz ezenkívül még szabadon felhasználható 8db relé(!), 8db Input (köztük 3db megosztva az UTP-vel), 2db Analóg (1 megosztva) és 1db PWM nyitott kollektoros tranzisztor kimenet (valamint persze a táp és az Rs232(USB) portok is). |
|
| © HJózsi | 2009. jan. 28. 12:19 | Válasz | #2708 |
|
Hogy remote
controllerbe beférjen ... pendant ...
|
|
|
|
2009. jan. 28. 11:36 | Válasz | #2707 |
|
Miért?
|
|
| © HJózsi | 2009. jan. 28. 11:27 | Válasz | #2706 |
|
Hosszukásra tervezd !
...
|
|
| © HJózsi | 2009. jan. 28. 11:15 | Válasz | #2705 |
|
Na..., akkor már
nemsokára tesztelhetjük ...
|
|
|
|
2009. jan. 28. 11:12 | Válasz | #2704 |
|
Köszi! Már a nyák-ot
tervezem...
|
|
| © HJózsi | 2009. jan. 28. 11:08 | Válasz | #2703 |
|
|
|
|
|
2009. jan. 28. 06:42 | Válasz | #2702 |
|
Van már hazai
fejlesztés is!
MBIO Mach3-ra
|
|
| © HJózsi | 2009. jan. 28. 01:26 | Válasz | #2701 |
|
Még annyi, hogy külső
eszközről lehet adatot beküldeni a Mach-ba, de az már egy kicsit
összetettebb dolog. A Mach ismeri a Modbus-t , ezen keresztül
oldható meg. Ehhez egy mikrokontroller kell a dobozkádba, megfelelő
programmal... Kész Modbus megoldás kapható, amivel meg lehet oldani
a kézitekerő feladatodat, de azt is még programozgatni kell ( vagy
inkább csak konfigurálni) :
ModIO ... Letölthető a kézikönyve, ill egy kész megoldás,
ModIO Pendant
|
|
| © HJózsi | 2009. jan. 28. 01:05 | Válasz | #2700 |
|
Az MPG konfigolása a
Config -> Ports&Pins -> Encoder/MPG fülön lehet, van ott pár
beállítandó mező. Ezek közül a Counts/Unit lenne az amit változtatni
kellene tudni pl nyomógombbal. Az OEM kódok között csak a Velocity-t
találtam amit át lehetne írni... Talán össze lehetne hozni az alábbi
kódokból, a léptetés mértékét pedig a TAB-ra előjövő ablakban a
step-nél átírni :
Set MPG jogging mode = do single eaxct steps 305 Set MPG jogging mode = do multiple exact steps 306 bár ezek is kapcsolhatók ezen az ablakon, MPG SingleStep Mode ... Még nem próbáltam, csak tervben van, de szerintem a fórumtársak közül többen is használják ... |
|
| © KisKZ | 2009. jan. 27. 23:34 | Válasz | #2699 |
|
Et eddig nagyon
köszönöm és megértettem.
Van-e lehetőség arra, hogy hasonlóan meghatározzam egy másik nyomógombbal, hogy a manuális encoder egy jelére a MACH mekkora távolsára futtassa az aktuális tengelyt? Ugyanugy, ahogy azt a TAB megnyomása után a felbukkanó részképernyőn meg tudom adni, csak most ezen különálló kis eszközről szeretném megtenni. Magyarul: Azt szeretném elérni, hogy az egyik esetben az encoder egyteljes elfordulására 1mm-t, a másik esetben mondjuk 0.1mm-t menjen az a tengely, amelyre éppen aktuálisan ráállítottam az encoder bemenetét. |
|
| © Szám Attila | 2009. jan. 27. 23:28 | Válasz | #2698 |
|
Ma kipróbáltam, de
azzal sem működik az alaplapi porton!
|
|
| © Szedlay Pál | 2009. jan. 26. 18:58 | Válasz | #2697 |
|
Köszi Rinaldó!
|
|
| © Rinaldo | 2009. jan. 26. 17:41 | Válasz | #2696 |
|
Én megnéztem és a
következőt tapasztaltam:Z irányban halható megtorpanás akkor amikor
a le vagy fel irányban áthalad a nulla értéken de csak akkor.Nálam
lépés vesztés ennek ellenére nem volt.Átírtam a kódsort olyanra
,hogy a ciklus során ne legyen Z nulla átlépés és úgy nincs
megtorpanás..
% G0G90T1 S1500M3 G0X34.222Y15.653 Z23.285 X31.1Y9.2 G83G99Z0.0015R10.5Q.5F100. X29.075Y17.705 X38.763Y14.639 X35.532Y22.758 G80 M9 Z60 M2 % |
|
| © Szedlay Pál | 2009. jan. 24. 10:41 | Válasz | #2695 |
|
Az előzőhöz tartozik,
MACH3 programmal.
|
|
| © Szedlay Pál | 2009. jan. 24. 10:38 | Válasz | #2694 |
|
Fórumtársak!
Mi a baj ezzel a G kóddal. Ez egy fúró ciklus mélyfúráshoz. Bizonyos szakaszokon őrült reccsenés a léptető motor környékéről lépés tévesztéssel. Csak ennél a kódnál csinálja. Miért? Ha valakinek módja van rá próbálja ki levegőben anyagnélkül és írja meg a tapasztalatát. Köszönöm. % G0G90T1 S1500M3 G0X34.222Y15.653 Z23.285 X31.1Y9.2 G83G99Z-5.545R4.954Q.5F100. X29.075Y17.705 X38.763Y14.639 X35.532Y22.758 G80 M9 Z60 M2 % |
|
| © T.Robert | 2009. jan. 24. 08:31 | Válasz | #2693 |
|
Nekem is sikerült
MPG-hez encodert kapcsolni a Mach-hoz, (HJózsi segítségével) Kb. 3
oldallal ezelőtt olvasható. Én egy usb-s numpadot kapcsoltam a
géphez és azon állítottam be néhány gombot. Lehet rajta váltani a
tengelyeket is. Így nem kellett még egy bemenő portot lefoglalnom az
lpt-n.
|
|
| © HJózsi | 2009. jan. 24. 00:28 | Válasz | #2692 |
|
Természetesen az
encoder A és B bemenetét be kell kötni a párhuzamos port valamelyik
két bemenetére (+Gnd és az encodernek +5V ).
István egy nyomógombot javasolt ezen kívül, amit szintén egy bemenetre kell kötni (egy ellenállással felhúzni +5V-ra, kapcsoláskor Gnd...) és ezt pl a Mach képenyő szerkesztőjével be lehet konfigolni, hogy megnyomásával választhass a tengelyek közül aztán tekerhess ... |
|
| © KisKZ | 2009. jan. 24. 00:21 | Válasz | #2691 |
|
Még egy valami.
Akkor az encoder egy egységnyi elfordulásához rendelt tengely elmozdulást is érdemesebb a szoftverből megoldani ugye? Ahhoz megint egy bit kellene egy bemeneten? (sajnos ezt a bit-et még nem tudom értelmezni csak sejtem hogyan is működne, de igyekezni fogok megérteni) |
|
| © KisKZ | 2009. jan. 24. 00:17 | Válasz | #2690 |
|
Hűha. Ez így még sok
nekem.
Lehet ezt is az alapoknál kell kezdenem, hogy értsem. Azt hiszem nem adtam elég információt. Nekem egy két kimenetes encoderem van (A és B) emi mellett persze ott van a +5V és a GND is. Nem két bemenet kell a MACH3-nak egy ilyen encoderhez, hogy értelmezni tudja az irányt is? Ugye a konfigurációban az MPG's-nél ott az A port A pin mellett a B port B pin is. Vagy ugy gondolod, hogy egy illesztő elektronikát csinál az ember és az adja a jelet és a bitet, egy-egy bemeneten? Az általad irt jel ugye maga az elmozdulás jelzése. Ez egy bemenet. A tengelyt jelző bit egy másik jel, egy másik bemeneten. Nincs szükség még egy irány jelre is egy harmadik bemeneten, hogy tudjuk merre is forgatom az encodert? Kérlek magyarázzátok el nekem röviden! Igérem igyekszek kevés időtöket elvenni. |
|
| © Szám Attila | 2009. jan. 23. 16:02 | Válasz | #2689 |
|
Kézi működtetésnél
amikor a kurzorgombokkal mozgatom.
Persze ennek sok jelentősége nincs, mert ha a programban az egyiket megnyomja, akkor úgyis megáll az egész. Közben rájöttem, hogy a RefAllHome gombbal nullára mozgatja ( eddig csak nulláztam vele a gép kordinátákat a soft limit miatt) |
|
|
|
2009. jan. 23. 15:04 | Válasz | #2688 |
|
"1: mindig resetet kell
nyomni, ha el akarok mozdulni a géppel,de ebben az esetben is engedi
bármelyik irányba, tehát túlhajthatom a végálláson, ha rossz irányba
indítom "
A Mach így működik! A lejövetel meg van fogva, hogy ne tudj gyorsan menni míg a kapcsoló nyomva van. "2:ha az egyik tengely kapcsolón áll, akkor a másikat már nem állítja meg " Ezt nem értem. Kézi működtetésnél, vagy G-kód végrehalytásakor? |
|
|
|
2009. jan. 23. 15:02 | Válasz | #2687 |
|
Igen, van! 1 encoder
bemenetet használsz és mellé egy bitet. A bitet hozzárendeled (kis
képernyő szerkesztéssel) az MPG selector funkcióhoz, ezt nyomkodva
cilikusan váltogatja a kijelölt tengelyt, amit az MPG-vel
mozgathatsz.
|
|
| © Szám Attila | 2009. jan. 23. 14:58 | Válasz | #2686 |
|
Sziasztok!
Most próbálkozom első alkalommal végállás kapcsolók felszerelésével. Mechanikailag meg is oldottam. A portokat is beállítottam. A Mach leírását olvasgatva annyit elértem, hogy megállítja a gépet amikor a kapcsolóhoz ér, de két dolog nem tetszik : 1: mindig resetet kell nyomni, ha el akarok mozdulni a géppel,de ebben az esetben is engedi bármelyik irányba, tehát túlhajthatom a végálláson, ha rossz irányba indítom 2:ha az egyik tengely kapcsolón áll, akkor a másikat már nem állítja meg ezen kívül nem lenne rossz, ha a home kapcsolóknál nullázná is a Mach magát.Úgy kötöttem, mint a H1 leírásában van, tehát az X-- az X Home és az Y-- az Y home is egyben. Kérem aki tud erre megoldást segítsen! Köszi! |
|
| © KisKZ | 2009. jan. 23. 12:56 | Válasz | #2685 |
|
István!
Ha van egy kézi rotary-enkóderem és ezt szeretném kézi mozgatáshoz használni mind a három tengelyre, akkor van-e arra valami megoldás, hogy ne foglaljak vele 6 bemenetet? |
|
| © süsü | 2009. jan. 23. 12:47 | Válasz | #2684 |
|
Köszönöm.
Üdv. süsü |
|
|
|
2009. jan. 23. 12:01 | Válasz | #2683 |
|
Ne 9 kapcsolóval
csinál, hanem csak 6-al!
Nézd meg a H1 vagy a Profi2B leírását, benne részletesen írom a megoldást (csak 4 bemenetet használva, így még marad 1 plusszod is, amit másra használhatsz)! Előljáróban: az alsó gégállás kapcsolók egyben Home kapcsolók is (2 funkció egy kapcsolón). A többi az említett leírásokban, részletesen... |
|
| © süsü | 2009. jan. 23. 10:30 | Válasz | #2682 |
|
Szia István!
Természetesen nincs. De korábbi hozzászólásokban olvastam, hogy meg lehet csinálni 1 LPT-vel is. Sajnos számomra nem teljesen világos ebben az esetben a Pin Number-ek kiosztása. Ha leírnád, hogy 9 kapcsoló (és 1 LPT) esetén Te hogyan csinálnád, nagyon megköszönném. (Kezdő vagyok, még csak most tanulom a dolgokat...:-)) |
|
|
|
2009. jan. 23. 10:18 | Válasz | #2681 |
|
És lesz elég input
portod is hozzá (9db)???
Csak 2 LPT portal vagy MODBUS-os I/O-val tudom elképzelni, mivel 1 LPT-n 5db input port van 3×2 motor bit mellett... Egyébként a ref. kapcsolókat Home-nak kell beállítani az Input pin-nél! |
|
| © süsü | 2009. jan. 23. 10:08 | Válasz | #2680 |
|
Sziasztok!
Szeretnék az épülő gépemre a 6 végálláskacsoló mellé 3 ref. kapcsolót is felszerelni. Ebben az esetben hogyan állítsam be a config-ban az inputot? Köszi |
|
| © Csige Márton | 2009. jan. 21. 18:23 | Válasz | #2679 |
|
Hello!
Megoldódott a dolog! Az volt a gond, hogy nem állítottam be, hogy milyen irányban akarok írni. (Direction) Azért köszi! |
|
|
|
2009. jan. 21. 13:20 | Válasz | #2678 |
|
Biztos, hogy
vonalláncként hívtad be?
|
|
| © Csige Márton | 2009. jan. 20. 20:49 | Válasz | #2677 |
|
Sziasztok!
Van egy kis problémám. Gondolom a "Segítség, béna vagyok"- ba is nyugodtan pályázhatnék vele... A gondom a következő: Demo verzióban használom a Mach 3- at. A verzió:R2.0.065. (1000 sorig fut) Az előzőt letelepítettem, majd ezt a verziót tettem fel. A szöveg gravírozásnál (Wizard) értelmetlen G- kódot generál. (bármelyik betűtípusra igaz) Kipróbáltam DXF- fel, a LazyCam jó kódot csinál pl. egy spirálról. A progit az előző verziónak megfelelően konfiguráltam, ami egy ehhez közeli verzió volt. Egy példa a szöveg generálásra: a szöveg: "AZ" (A kód csak részlet.) G00 G49 G40 G17 G80 G50 G90 G21 M04 S0 G00 Z10 G00 G90 X0Y0 F500 G00 Z10 G00 X0 Y0 I0 J0 G00 Z5 G01 Z3 G01 X0 Y0 I0 J0 G01 X0 Y0 I0 J0 G01 X0 Y0 I0 J0 G01 X0 Y0 I0 J0 G01 X0 Y0 I0 J0 G01 X0 Y0 I0 J0 Van valami ötletetek, mi lehet a gond? Köszi! |
|
| © Szám Attila | 2009. jan. 19. 22:00 | Válasz | #2676 |
|
Sikerült beszereznem
2db LPT kártyát próbára és mindkettővel működik a habvágóm! Legalább
kipucoltam egy ismerősöm raktárkészletét. 2002-es beszerzés volt
|
|
|
|
2009. jan. 19. 12:56 | Válasz | #2675 |
|
Szervusz Papp laci !
Szerintem ez így jó. G80 G95 % Beállítandó értékek ! #1=30 (A darab külső átmérője) #2=10 (A furat átmérője - ha van - ) #3=5 (A darab szélessége) #4=2.3 (A leszúrókés szélessége) #5=4 (Egy kifogásból készítendő darabszám) #6=0.2 (Előtolás ford/mm) #7=1000 (Fordulatszám) #8=2 (Az anyag és a kés közötti távolság továbblépésnél) % A "Z0" a darab végénél ! % A MACH3 DIAMETER módba állítva ! % Számított értékek, nem kell átírni ! #10=[#3+#4] (A darab és a kés együttes szélessége) #11=0 (Z tengely alap pozíciója) % És a program S#7 M3 G0 Z1 (Elállás az ütközési pozícíóból) G0 X[#1+[2*#8]] (Alaphelyzetbe állítás) G0 Z0 G1 X[#2-1] F#6 (Oldalazás) G0 Z0.5 G0 X[#1+[2*#8]] M98 P001 L#5 (Alprogram hívása) G0 X[#1+[2*#8]] G0 Z0.5 (Ütköztetési pozíció) G0 X[#1-[[#1-#2]/2]] (Ütköztetés a leszúró késhez) M5 M30 O001 (Az alprogram) G0 X[#1+[2*#8]] #11=[#11-#10] G1 Z#11 F[#6*3] G1 X[#2-1] F#6 G0 X[#1+[2*#8]] M99 Kipróbáltam, működik. Üdv |
|
| © elektron | 2009. jan. 18. 15:29 | Válasz | #2674 |
|
Tegyél a portra egy
74245-ös IC-s meghajtást, akkor bírni fogja, az kijön vagy 100
forintból.
|
|
| © Szám Attila | 2009. jan. 18. 13:00 | Válasz | #2673 |
|
Igen, a marógépet jól
működteti, csak ott a bemeneteknél opto leválasztás van, de a
habvágónál nincs. Ez az oka szerintem. Az alaplapi portok úgy tudom
kevesebb áramot tudnak mint ami külön kártyán van.
|
|
| © Szigma | 2009. jan. 17. 23:43 | Válasz | #2672 |
|
Azért ilyet az alaplapi
portnak sem volna szabad művelni.
A másik gép, amivel a marógépet használod, az a marógépet jól működteti az alaplapi porttal, csak a habvágót nem? Ha igen, akkor ott szerintem valami más problémának kell lennie. |
|
| © Szám Attila | 2009. jan. 17. 23:13 | Válasz | #2671 |
|
Sziasztok!
Gondoltam megírom mekkorát szívtam tegnap a habvágóm beüzemelésénél, hátha valaki megspórolja a szivatást: Most más vezérlővel (TA8435H) építettem a gépet. A Mach-ban már minden be volt állítva az előző géphez így azonos LPT lábakat használtam a tengelyekhez. Első bekapcsoláskor jobbra-balra nyílra egyaránt jobbra ment az X tengelyem, de ha nyomtam egy Y ( fel-le) nyilat a billentyűzeten, akkor attól fogva mindig balra ment az X mindkét nyíllal. A bekötéseket 5* ellenőriztem. Ezután elkezdtem másik portokra átkötni és arra jutottam, hogy csak a 4-5 lábakon megy az X motor és csak az Y-hoz tartozó nyilakkal ( kurzorbillentyűk). De ami a fő poén, hogy BÁRMIT írtam a port számához az X vagy Y tengelynél akkor is mozgott az X tengely. Még akkor is, ha nullákat írtam mindenhová!!! Akkor elhoztam a másik műhelyből a másik számítógépet amivel a marógépet használom. A helyzet ugyanez volt azzal is! A megoldást egy LPT kártya jelentette, amiről végre normálisan működik a habvágó. Ja igen, eddig alaplapi LPT-ről használtam a habvágót, csak másik vezérlővel. |
|
| © keepitretro | 2009. jan. 17. 21:15 | Válasz | #2670 |
|
Kicsit átdrótoztam a
vezérlőt és a "handrad" LED-jein láttam valamit abból hogy mi
történik a párhuzamos port kimenetein. Az XP installálásakor az
"eszközök installálása" eseménynél kezdte ez a párhozamos port
ba..gatását és attól kezdve folyamatosan.
Mivel dolgozni szeretnék vele ezért inkább kicserélem a két gépben az alaplapot nem kínlódok vele tovább! Köszi mégegyszer! Ha sikerült faragnom valami felvállalhatót jelezem. :-) |
|
| © rc | 2009. jan. 17. 19:06 | Válasz | #2669 |
|
Mind a kettő jó!
Persze kell a megfelelő teljesítmény. |
|
| © elektron | 2009. jan. 17. 18:59 | Válasz | #2668 |
|
Vagy BIOS frissítés.
Lehet az is használ valamit. Mindenesetre ki lehet próbálni.
|
|
| © svejk | 2009. jan. 17. 18:29 | Válasz | #2667 |
|
Ez akkor megoldódott..
Esetleg nem lehet hogy a bios el van a gigabyte-nál álligatva? Én ezeknél a kis gépeknél is mindig úgy kezdem a telepítést hogy elemér kivesz, aztán setup default és utána mehet a cucc rá. |
|
| © destroyer | 2009. jan. 17. 17:47 | Válasz | #2666 |
|
Segítsetek!
Márványba szeretnék Lézerrel gravírozni, azt szeretném tudni hogy melyik lézer típus lehet jó ehhez??? a CO lézer vagy jó-e a lézer Diódás megoldás |
|
| © keepitretro | 2009. jan. 17. 17:21 | Válasz | #2665 |
|
NA!
Ma volt egy kis időm. Van egy régebi gépem amin nagyon sok minden fut. A drivertest azt mutatta minden ok így felraktam a MACH3-at. Illetve utána mutatta. Semmit nem töröltem le a gépról az XP nincs STANDAR PC módban, integrált VGA kártya van az alaplapon szóval semmi biztató előjel. S láss csodát mégis minden tökéletesen működik!!!!!! Hogy más ne szívjon ekkorát annak javasolt hogy MACH3-at ne próbáljon installálni GIGABYTE S-Series GA-945GCM-S2L/S2C alaplapra. Persze ha csak ismerkedni akar itt a fórumon akkor installáljon mert segítőkész emberekre talál de ha használni is akarja a gépet akkor ne :-))) Köszi mindenkinek a segítséget és a hozzáállást!!! :-)))) |
|
| © keepitretro | 2009. jan. 15. 22:47 | Válasz | #2664 |
|
Használni szeretnénk.
Egyelőre csak mint hagyományos fúró-marógép, de ahogy fejlődünk
CNC-ből majd komolyabb dolgokra is. Munka van bőven szerencsére.
Még egy "4. axis" lesz rajta, a vezérlőben is meg van a helye. |
|
| © svejk | 2009. jan. 15. 20:01 | Válasz | #2663 |
|
Tyííí, basszus!
Ez egy vagyon lehetett... Olyan BF20 szerűség cnc-sítve. Egyedi alkatrészek gyártása vagy csak díszítés a cél? |
|
| © keepitretro | 2009. jan. 15. 18:28 | Válasz | #2662 |
|
Szétnéztem sok fele de
így jöttem ki legjobban.
A vas és a vezérlés németországból, PC itthon. 
|
|
| © svejk | 2009. jan. 15. 17:26 | Válasz | #2661 |
|
Dobhatnál egy képet
vagy linket a gépedről!
Meg az áráról ha nem titok. Hagy csámcsogjunk rajta :)) Itt előtte nem néztél körül gépügyben? |
|
| © elektron | 2009. jan. 15. 16:59 | Válasz | #2660 |
|
|
|
| © keepitretro | 2009. jan. 15. 16:57 | Válasz | #2659 |
|
Az új-ságom idővel majd
megkopik :-)
|
|
| © rc | 2009. jan. 15. 16:53 | Válasz | #2658 |
|
Hosszú!
Mivel úgy látom elég új vagy itt, sokat át kellene olvasnod, hogy megértsd a viccet. |
|
| © keepitretro | 2009. jan. 15. 16:48 | Válasz | #2657 |
|
Ez miért probléma?
|
|
| © rc | 2009. jan. 15. 16:36 | Válasz | #2656 |
|
Csak nehogy
VWinPCNCPéter megtudja, hogy a németek Mach-al is szállítanak
gépeket.
|
|
| © keepitretro | 2009. jan. 15. 16:24 | Válasz | #2655 |
|
Igen! Én is ebben az
irányban gondolkodom.
Szerintem a legújabb. A géppel együtt jött és licenszelt. Sajnos a gép német "előállítója" nincs a helyzet magaslatán pedig biztos sok gépet adnak el. Pl az XML file teljesen hasznáhatatlan volt. Pl a vészleállító fordított nem "logikával" volt beállítva mint a MACH3 és még sorolhatnám :-( Voltak mechanikus problémák is a golyósorsó rögzítést környékén de ezeket már orvosoltam. Olyan gépet akartam venni amit azonnal tudunk használni de napok óta csak szívunk viszont egyre jobban tetszik a CNC Hobby :-DD Autórestaurátor cég vagyunk ezért kell a gép. |
|
|
|
2009. jan. 15. 16:13 | Válasz | #2654 |
|
Kapcsold ki az IRQ
használatot az LPT-nél (Windows-ban). Lehet, hogy a Win PNP ezközt
keres időnként és ez zavarja meg a PulseDriver-t (bár nem kéne, mert
a drivernak kizárásosan fognia kéne a portot)! A legujabb Mach3-ast
használod?
|
|
| © HJózsi | 2009. jan. 15. 16:04 | Válasz | #2653 |
|
Nyomtattál vele
valaha?...
|
|
|
|
2009. jan. 15. 15:53 | Válasz | #2652 |
|
CPU terheltsége?
|
|
| © keepitretro | 2009. jan. 15. 15:24 | Válasz | #2651 |
|
Semmi eredmény. Valamit
csinál az XP kb 2 másodpercenként ami hatással van a párhuzamos
portra. Akkor is ha az alaplapi le van tiltva és csak a második
printer port van benne.
Letörlök mindent és újratelepítem az egészet. Addig is köszönöm a segítséget! :-) |
|
| © Sys_m | 2009. jan. 15. 14:53 | Válasz | #2650 |
|
Sziasztok!
Egy ötlet, hátha megoldja a problémát. Minden drivert tegyetek fel sorban, először a chipsettel kezdjétek. Nekem volt olyan gépem amelynél az autótelepítős cd rossz meghajtóprogramokat rakott fel. Látszólag minden működött, vadászás után derült ki, hogy a nem megfelelő drv okozta a gép beszaggatását (másolásnál vettem észre). Sys_m |
|
| © svejk | 2009. jan. 15. 14:38 | Válasz | #2649 |
|
Eddig az összes gép
amin futttatam Mach-et , beleértve ugye a notikat is mind alaplapi
videókártyás volt.
Szaggatást sosem tapasztaltam.. Lehet hogy egyszer ki kellene próbálni egy előírt konfigot is??? :( |
|
| © HJózsi | 2009. jan. 15. 14:28 | Válasz | #2648 |
|
Eredmény?
|
|
| © keepitretro | 2009. jan. 15. 14:13 | Válasz | #2647 |
|
(közben dugtam bele egy
VGA kártyát is)
|
|
| © keepitretro | 2009. jan. 15. 14:13 | Válasz | #2646 |
|
Ez mind stimmel.
|
|
| © HJózsi | 2009. jan. 15. 13:37 | Válasz | #2645 |
|
Mach3 Minimum
Requirements:
* Windows 2000/XP Operating System * 1Ghz CPU * 512MB RAM * Non-integrated Video Card with 32MB RAM * Basic Computer Skills (ability to copy/rename files, browse directories, etc) * Desktop PC if using the Mach3 Driver (Laptops are not supported because the power saving features of the chipsets disrupt the pulse stream) |
|
| © svejk | 2009. jan. 15. 13:29 | Válasz | #2644 |
|
Az alaplapi VGA-t úgy
tudod letiltani hogy beraksz egy PCI vagy AGP-set :)
Valamin látni akarod a progit, nem ? Amik vannak P4 2GHz Cerka eladók azok is alaplapi VGA-val rendelkeznek. |
|
|
|
2009. jan. 15. 12:54 | Válasz | #2643 |
|
A nevére kattintasz és
írsz!
|
|
| © keepitretro | 2009. jan. 15. 12:53 | Válasz | #2642 |
|
Sajnos nem lehet
letiltani az alaplapi VGA kártyát. (bios-ból nem, jumpert nem
találtam)
Tudtok olyan alaplapot amivel biztos megy? Olvastam Svejk kollégáról itt a topikban, hogy tőle be lehet szerezni MACH3 stabil alkatrészeket, csak nem tudom hogyan lehet elérni. Tudtok ebben segíteni? |
|
|
|
2009. jan. 15. 12:21 | Válasz | #2641 |
|
A Machsupport írja
ennek tiltását is!
|
|
| © keepitretro | 2009. jan. 15. 12:17 | Válasz | #2640 |
|
Eszerint installáltam
újara. Az integrált VGA kártya okozhat ilyen problémát?
|
|
| © keepitretro | 2009. jan. 15. 12:16 | Válasz | #2639 |
|
MACH3-ban ezzel
kapcsolatban lehet valamit állítani?
|
|
| © keepitretro | 2009. jan. 15. 12:15 | Válasz | #2638 |
|
Annyit sikerült
kinyomozni hogy a "siherheitssignal"-hoz tartozó LED a katanásokkal
egyidőben elalszik egy pillanatra.
|
|
| © HJózsi | 2009. jan. 15. 11:04 | Válasz | #2637 |
|
Valami nyúlkál a
párhuzamos porthoz ... ki kell gyomlálni ...
Telepítés XP-re XIX parancsolat ...
|
|
| © keepitretro | 2009. jan. 15. 10:01 | Válasz | #2636 |
|
Sziasztok!
Van egy BF30-hoz hasonló marógépem amit MACH3-mal szeretnék használni. Sikerült mindent összerakni tudok futtatni G-kódokat, tudom programozni a frekvenciaváltót stb. Az a gondom hogy kb 2 másodpercenként "kattan" egyet. Olyan mintha a léptetőmotorok akarnának mozdulni. Asztalmozgatásnál is előjön és a sima futást néha megszakítja valami mintha akadna. Ha nagyon nagyra veszem az asztal mozgatást akkor pedig megáll 2 másodperc múlva és csak zúg. Mach3-at az itt leírtak szerint újratelepítettem (XP Pro-t használok), a driver testtel próbálkoztam és "jó képe" van. Van valami ötletetek merre keressem a hibát? |
|
| © elektron | 2009. jan. 15. 00:19 | Válasz | #2635 |
|
Egy nagyon régen
megoldott problémát könnyen be lehet építeni egy programba, ami meg
nem olyan , az várat magára. Amúgy az sem igaz, hiszen 1975-ben már
azt is megcsinálta valaki, hogy nehogy előbbi dátumot írjak. Csak a
hülyítés még a 21. században is menő taktika.
|
|
| © Szigma | 2009. jan. 15. 00:15 | Válasz | #2634 |
|
Ezt azért túlzás
egyenletnek nevezni.
Ezek csak kifejezések. Egyébként meglehetősen sokat tud a Mach ilyen téren. Bárcsak a szerszámkorrekció lenne ilyen szuper benne. Még olyat is meg lehet csinálni benne, amire még a doku is azt írjs, hogy nem lehet. |
|
| © Szigma | 2009. jan. 15. 00:12 | Válasz | #2633 |
|
Ilyen indiszkrét
kérdéseket Tibor45-nek ne tegyél fel.
Ő csak reklámozni szereti a "tudását", átadni már nem. 
|
|
|
|
2009. jan. 14. 16:32 | Válasz | #2632 |
|
Szia Miklos !
Koszonom szepen a segitsegedet, szuper a megoldas amit felirtal. Az-az egy baj van csak hogy nem tudom hogy a Mach3 mire kepes, regebbi vezerlokben ilyen egyenleteket nem lehett megadni.Valamikor 10 eve Fanuc vezerlot programoztam es az ehhez kepest joval fapadosabb volt. Alprogrambol behivas, ide oda ugralas nem volt a Fanuc vezerloben csak szepen sorban minent. IKEGAI gep volt a neve 1974-ben gyartott gep volt amin dolgoztam. Alprogrambol valo behivast is megmutatnad ?? Olvasgattam a leirast de konkret peldakat nem mutat a leiras csak alltalanost. Csinaltam egy esztergat,vagyis a egy Nemet DDR 180*300 tipusut alakitottam at es ahhoz csinaltam szanszerkezet es azzal dolgozom. Ha keszen lesz teljesen akkor Teszek fel kepeket rolla. Koszonom az eddigi segitsegedet ! |
|
| © Jozs | 2009. jan. 14. 13:24 | Válasz | #2631 |
|
Köszi.
|
|
| © Sys_m | 2009. jan. 14. 12:50 | Válasz | #2630 |
|
Sziasztok!
Jankótol a mappájából elérhető, vagy a http://www.nemzetijelkepek.hu/cimer-letoltesek.shtml Linkről >> vektoros formában, onnantól meg kis alakítással jöhet a lazycam, majd a mach. Sys_m |
|
| © elektron | 2009. jan. 14. 12:40 | Válasz | #2629 |
|
Én elsőre azt hittem ez
valami UFO űrhajó, most látom, hogy nem teljesen az, azért volt
kicsit ismerős, csak hát egy Coca-colás üveget se ismernék fel
elsőre alulnézetből.
|
|
| © Jozs | 2009. jan. 14. 12:11 | Válasz | #2628 |
|
Klassz. Publikus a
G-kódja ?
Jozs |
|
| © Tibor45 | 2009. jan. 14. 10:13 | Válasz | #2627 |
|
Szia!
Az én esztergavezérlő progimban van olyan lehetőség, hogy egy paraméterezett leszúró rutin behívásával még a leszúrások darabszámát is megadhatod a kés szélesség mellett. Egy soros program ez a feladat. |
|
|
|
2009. jan. 14. 10:06 | Válasz | #2626 |
|
Szervusz Laci !
Szerintem a legegyszerűbb módja, ha a szélességi értéket egy változóba beírod, és ezzel a változóval számoltatod ki a kés következő helyzetét. #1=1.2 (A kés szélessége) #2=2.5 (A darab szélessége) #3=[#1+#2] (Együttes szélesség) G0 Z[0-#3] G0 Z[0-[2*#3]] ... stb. VIGYÁZZ! Csak szögletes zárójelek szerepelhetnek az egyenletekben !!! Van elegánsabb megoldás is. Ha magát a leszúrást egy alprogramból hívod meg, Két sorban ki lehet számoltatni a Z következő pozícióját. Ezután mindíg csak a #3 értékével kell a tokkmányhoz közelebb állni. Ha a kés szélessége változik, csak a #1 értékét kell módosítani. |
|
| © Sys_m | 2009. jan. 14. 09:20 | Válasz | #2625 |
|
Sziasztok!
Elkészült az első famarási tesztem (sok javítani való van még rajta ) Ilyen lett: 
Maráskor a motor a marás elleknkező irányába mozult el a bölcsőben, több ponton kell felfogatni a gravírmocit. Sys_m |
|
|
|
2009. jan. 13. 15:34 | Válasz | #2624 |
|
Szervusztok !
Segitsegre lenne szuksegem a MACH3-ban esztergalassal kapcsolatban ! Hol lehet megadni pl "leszurokes szelesseget". Miert is van erre szuksegem. Szeretnek alatet leszurni, es a leszurt munkadrab merete 0.01mm kulonbseg lehet koztuk. A kes az gyorsacelbol koszorult es ennek a merete mindeg valtozik ha eltorik, ekkor ujjra kell irni a programot. Ugyanis egyszerre 4db-ot szurok le es a munkadarabok kozott hozza van adva leszurokes merete "1.2mm". Hogyan lehetne megcsinalni hogy a leszurokes meretet beirnam es bemernem es nem kellene az egesz programot ujjrairni.Megmaradna a 3mm szeles alatet es mindeg a "valtozo 1.2-1.5mm" leszurokes. Roviden a problemamrol ennyi, ha valakinek otlete van nagyon szepen megkoszonnem. Koszonom elore is a segitsegeteket. |
|
| © elektron | 2009. jan. 13. 13:38 | Válasz | #2623 |
|
Most nézem jobban miről
írsz, a korrekció az amúgy is elég kényes téma, és lehet nem is
egyértelmű megoldások vannak rá, ha nem tévedek, és ez esetben nem
lehet csodálkozni, hogyha nem teljesen ismerjük a logikáját, akkor
nem azt fogja csinálni amit mi gondolunk.
|
|
| © svejk | 2009. jan. 13. 13:33 | Válasz | #2622 |
|
Igazából én a
manuáljában is a példákat keveslem. A CNC-s oktatási jegyzetek is
túlnyomórészt példákból állnak. Csak ugye a speciális G-kódok
általában nem teljesértékűen futnak más gépeken.
|
|
| © elektron | 2009. jan. 13. 13:31 | Válasz | #2621 |
|
Szerinted azt a
programot hányan fejlesztik, lehet olyan hiba van benne, hogy azt se
tudják edönteni, hogy azt a részt ki csinálta ? Vagy nincs benne
csak te hiszed azt.
|
|
| © svejk | 2009. jan. 13. 13:29 | Válasz | #2620 |
|
Most már nem emlékszem
nálam milyen jelenségek voltak, de javarészt nem végezte el az
általam logikusnak vélt parancsot, aztán azóta sem foglalkoztam
vele. (Persze tudom,nekem kellene a gép logikáját megtanulni :( )
Azt se értettem a logikájában hogy oké hogy a hegyeszögnél a belső korrekcióval ugyan nem lesz sarkos a munkadarab, ezt épp ésszel nem is várja el senki, de legalább végigmenne... De mint írtam mostanában nem is foglalkoztam vele, lehet hogy az újabb verzióknál már az én aggályaimra van gyógyír. A Mach2-esnél írták is hogy ez még fejlesztés alatt van. |
|
| © Szigma | 2009. jan. 13. 13:06 | Válasz | #2619 |
|
A korrekció ki/be
kapcsolásánál mindíg vannak átmeneti szakaszok, hiszen más
pozicióban kell lennie ha be van kapcsolva, és másban ha nincs.
Megteheted, hogy elmész egy adott pozicióig kikapcsolt korrekcióval (nevezzük ezt 1-es poziciónak), ott bekapcsolod és mész tovább a következő (ez legyen a 2-es) pozicióba. Van a leírásban ( 9.2.2.2 pontjában) egy olyan, hogy az 1-es és 2-es pozició távolságának nagyobbnak kell lennie mint a kivánt korrekció értéke amit éppen bekapcsolsz. Habnál ez gondot jelenthet, hiszen ha csak előtolás sebességet változtatsz, vagy megálsz a szállal, már akkor elkezd a szál körül nőni a hézag. Ha van lehetőség kellően eltávolodni a négyzet külső kontúrjától, és a belső kőrből kieső részre sincs szükség (bele lehet menni a szállal), akkor (ha a Mach jóisten is úgy akarja) szerintem ez megoldható. Ez talán elég egyszerű alak ahhoz, hogy még ne álljon fejre a korrekciót végző része a Machnak. Nekem az alakjaim sajnos sok egymáshoz csatlakozó ívből és egyenesből állnak, és sajnos az esetek kb. felében képtelen vagyok elérni, hogy végig jól csinálja a korrekciót. Addig eljutottam, hogy az ivek, vagy ívek és egyenesek csatlakozási ponjában a két csatlakozó rész érintőjének azonosnak kell lennie (nem találkozhatnak szöget bezáróan), mert különben ott mindenképpen hibázni fog, de ez esetleg kihat későbbi, de ott jó találkozásokra is. Volt mikor később is hibázott, de volt mikor nem. Egyelőre nem tudtam rájönni egyértelműen, hogy mitől függ a hibás vagy hibátlan végrehajtás. Néhány stabilan reprodukálható esetet megírtam nekik, de egyenlőre semmi sem lett javítva. A hibák között egyébként olyan is volt ahol semmi korrekció nem volt, csak alprogram hívás, amiből hibás volt a visszatérés bizonyos reprodukálható esetekben. Ezt sem javították még. Szóval egyelőre nem vagyok elájulva tőlük, illetve lassan el leszek, de negatív irányba. De biztosan bennem van a hiba, mert nagyon maximalista vagyok, a világ meg tele van felületes emberekkel. |
|
| © HJózsi | 2009. jan. 13. 10:41 | Válasz | #2618 |
|
A rövid válasz: Igen.
A SmoothStepper USB-n keresztül csatlakozik a PC-hez, helyettesít két printer portot, vagyis csak át kell kábelezni ( + driver telepít ) és megy is... Egyúttal átveszi a step engine szerepét, szép egyenletes pulzusokat generál és a step freki határa 100kHz ről 4MHz-re növekszik ... |
|
| © tomktom | 2009. jan. 13. 06:21 | Válasz | #2617 |
|
Sziasztok!
Lenne egy Smoothstepperes kérdésem: Jól értelmezem, hogy a Smoothstepper egy USB-s illesztő, amire köthetem a step-dir rendszerű tengelyvezérlőket meg akár kézi kereket is, ami felől megy vissza adat a Mach3-felé? (Tehát ha kézi kerékkel mozgatom a gépet, arról a Mach3 is tud?) Mennyire használható ez a kártya? Tom |
|
| © Szigma | 2009. jan. 12. 22:45 | Válasz | #2616 |
|
Az ilyen hibákat utálom
egyébként a legjobban.
Egyrészt izgulhatok, hogy a következő munkánál vajon jelentkezik-e vagy sem. Másrészt elég nehéz biztosan reprodukálható állapotot találni, amit már meg lehet írni nekik. Ugyan egyelőre nulla hatása volt a kb. 6-7 hiba leírásának, mert a 3.042.020-ig egyet sem javítottak az elmúlt 6 hónap alatt. |
|
| © Szigma | 2009. jan. 12. 22:36 | Válasz | #2615 |
|
Közben még próbáltam.
Érdekes a dolog, mert van amelyik régi program hibátlanul működik,
van amelyik pedig rossz, ahogy azt már írtam.
A 3.042.020-as verzióval pedig mindegyik jó. Szóval van valami furcsa rejtett hiba. Na mindegy maradok az előző verziónál. |
|
| © svejk | 2009. jan. 12. 21:12 | Válasz | #2614 |
|
Annak idején még a
Mach2-essel
ezt kellett kivágni habból. Fent ugyanazon az útvonalon kellet
be-ki menni a kört kivágni, hogy minél kisebb legyen a rés.
A többi részen viszont jó lett volna a szerszámkorrekciót használni mert nem volt tapasztalat mennyit visz a vágószál. De ugye a be/kimenetnél ki/be kellett kapcsolni a korrekciót. Na ez nekem nem jött össze... Esetleg havalaki tudna erre írni egy korrekt G kódot a hosszú hideg estéken azt megköszönném. Indulás valamelyik alsó sarokból volt. Kelleni már nem kell mert empírikus úton meg lett csinálva korrekciózás nélkül, de tanulni biztos tudnék belőle. |
|
| © lovas gyula | 2009. jan. 12. 20:53 | Válasz | #2613 |
|
Esetleg azt nem tudja
valaki közületek, hogy ha a kis számológépet használom akkor miért
nem fogad el tizedest?
|
|
| © svejk | 2009. jan. 12. 20:34 | Válasz | #2612 |
|
No persze a
szerszámkorrekció nagyon jól jönne amikor egyszerűbb kontúrmarásnál
csak bepötyög az ember 40-50 sor G-kódot aztán észreveszi hogy a
2-es marója törött és csak 2,4mm-es van vasárnap délelőtt kéznél :)
|
|
| © psychobilly | 2009. jan. 12. 20:12 | Válasz | #2611 |
|
Én pár napja használom
és semmi "újabb hibát" nem találtam benne.
A nullázást akkor nem engedi, amikor a reset aktív (piros zöld villogás) ilyenkor se a gombokkal nem lehet nullázni, sem beírni nem lehet, nem ezzel a jelenséggel találkoztál véletlenül? A rajzolással nem volt gondom, lehet hogy a videókártyát nem kedveli, mintha már jelezte volna valaki. Esetleg azt is el tudom képzelni, hogy a demo verzió miatt van, nem értelmezi rendesen azokat a sorokat amik a korláton kívül esnek (de ez csak egy tipp)... Szerszámkorrekciót pedig továbbra sem használok :( Sajnálom, hogy továbbra sem jön össze neked ez a dolog a Mach3-al... |
|
| © HJózsi | 2009. jan. 12. 20:00 | Válasz | #2610 |
|
Feltelepítettem,kipróbáltam, nálam mennek azok amiket jeleztél...
Eszterga - egy egyszerű megmunkálást szempillantás alatt
megjelenített, lehet zoomolni, mozgatni, tengelyek nullázhatók, fut
... OK..
A Mach3Mill-be egy 250.000 soros progit olvastam be... ennek megjelenítése eltartott egy darabig (és addig tengely nullázás nem ment, sem a beírás ... tartott a feldolgozás ), ezután viszont minden OK ... Kössz, hogy jelezted az új verziót, szeretem kipróbálni az újat, optimista vagyok ! ... |
|
| © svejk | 2009. jan. 12. 19:59 | Válasz | #2609 |
|
A szerszámkorrekcióra
én is azt a tanácsot kaptam az okosoktól hogy használjak olyan cad
progit ami helyből tudja ezt a fuknkciót.
Olyat úgysem kell csinálnom, hogy menet közben 100 munkadarab után vegyem vigyelembe a szerszámkopást és korrekciózzak :) |
|
| © Szigma | 2009. jan. 12. 19:46 | Válasz | #2608 |
|
Valóban volt a
kezdetekkor 1-2 eset a tizenvalahányból amikor én nem csináltam jól
valamit.
Volt néhány amire azt kaptam, hogy "nem hibás a program, hanem így van megírva" A többség azonban egyértelműen Mach hiba volt (és van, mert ugyan megírtam nekik, de egyenlőre nincs kijavítva). Azóta sokat tanultam (többek között itt a fórumon is), így már azokat a kezdeti hibákat nem követem el. Most viszont az a helyzet, hogy egy olyan program ami a 3.042.020 verzióval működött, az a legújabbal olyan fokon nem működik, vagy hülyén működik, hogy nem is erölködtem vele tovább. Köszönöm az építő tanácsaidat, de eleve úgy csináltam. Egyébként a problémáim 90%-át a szerszámkorrekció okozza. Most azért próbáltam ki a legújabb verziót, hogy megnézzem javítottak-e valamit az általam jelzett hibákból, de sajnos még azt is elrontották ami eddig jó volt. Sajnos még nincs végleges megoldásom arra, hogy a Mach szerszámkorrekcióját ne kelljen használnom. A PartMastert kezdtem tanulmányozni, de egyelőre időhiány miatt felfüggesztettem. Az eddig még biztatónak tűnik, de azért még alapos próbákat és tanulást igényel, hogy egyértelműen amellett döntsek. Illetve kellene olyan munka ami kitermeli az árát. Annyira sajna nem olcsó, hogy anélkül vegyem meg, hogy még nincs ami meghozza az árát. |
|
| © Szigma | 2009. jan. 12. 19:11 | Válasz | #2607 |
|
Azért ez nem indok
ekkora összevissza működésre.
|
|
| © HJózsi | 2009. jan. 12. 18:16 | Válasz | #2606 |
|
- This Rev is for
Development testing only!
|
|
| © svejk | 2009. jan. 12. 15:46 | Válasz | #2605 |
|
Khmm..
Azért már egy párszor rádcáfoltak hogy nem a Mach-ban volt a hiba.. :) De hogy esetleg építőt is mondjak próbáld az előző, még úgy-ahogy jól működő beállításaival. Vagy uninstall a régi és úgy az új.. Egyébként amikor így tovább nem erőlködsz, akkor melyik progit szoktad elővenni? |
|
| © Szigma | 2009. jan. 12. 15:33 | Válasz | #2604 |
|
Próbálta már valaki a
legújabb Mach verziót a 3.043.000-t?
Én egy két régebbi programmal néztem és teljesen hülyén viselkedik. A szerszámpályát nem rajzolja ki az ablakba. A tengely koordinátákat van mikor nem engedi nullázni se a zéró gombbal, se a mezőbe érték beírással. Tovább nem is erőlködtem, mert itt valami nagyon nem jó! |
|
| © KisKZ | 2009. jan. 12. 10:04 | Válasz | #2603 |
|
Köszönöm a
segítségeteket!
Tanulom-tanulom, de sajnos kell a segítség. :) Köszönöm a türelmeteket! |
|
|
|
2009. jan. 12. 07:02 | Válasz | #2602 |
|
Ha az én képernyőmet
használod, akkor van rá adatmező (jobbra fent, fix elmozdulás
névvel)!
Belekatt, beír utána ENTER, majd CTRL+nyil (és már megy is) |
|
| © Szigma | 2009. jan. 12. 01:22 | Válasz | #2601 |
|
Be tudod állítani. Most
csak emlékezetből tudom írni, mert ezen a gépen nincs Mach.
a TAB billentyű lenyomásakor megnyilik egy ablak amiben váltható a folyamatos(Cont) és a lépéses (step) üzemmód A váltó gomb felett pedig léptethető, hogy a lépés értéke mekkora legyen. kb. 6-8 érték amin körbe járhatsz Az hogy ez a 6-8 érték konkrétan mekkora legyen, azt pedig a "general config" menűben lehet előre megadni. Remélem nem sokat tévedtem így emlékezetből. Amit nem jól írtam majd javítja az akinek kéznél van a Mach. |
|
| © elektron | 2009. jan. 12. 00:18 | Válasz | #2600 |
|
Szerintem lenni kell
benne olyan funkciónak.
|
|
| © KisKZ | 2009. jan. 12. 00:06 | Válasz | #2599 |
|
Bocsánat, lehet hogy ez
is az orrom előtt van valahol, de nem találom.
Be tudom azt állítani, hogy a billentyűvezérlés esetén a billentyű egy lenyomására milyen távolságot tegyen meg a kérdéses tengely? |
|
| © HJózsi | 2009. jan. 10. 14:36 | Válasz | #2598 |
|
"megjavúlt, nem
pontosan tudom mitől" ...
a Mach használók körében ez ismert jelenség a lényeg a végeredmény, hogy végre
OK... |
|
| © Motoros | 2009. jan. 10. 14:22 | Válasz | #2597 |
|
Kösz a válaszokat a
gondomra...időnként megreccsenő motorok...a tanácsokat
figyelembevéve megjavúlt, nem pontosan tudom mitől.
Sőt egy régi PIII as 700Mhz-es gépen is szépen megy, a driver test is jó. |
|
| © rc | 2009. jan. 09. 21:47 | Válasz | #2596 |
|
Kísérletezgettünk a
forgótengelyes megmunkálásokon a gépemmel Antal Gáborral.
Kíváncsi voltam milyen max forgatósebességet bír lekövetni a Z tengely. A Z tengely igencsak kezdet már varrógépszerűen járni. Volt egy érdekes jelenség ha tovább emeltem a forgató sebességet dolgozott szépen, de egyszercsak leállt a G cod beolvasás. Hibás marást nem csinált, mert ha új ciklust indítottam pontosan pozíciónál kezdte de ismét ugyanott megállt. Ha lejjebb jöttem a sebességgel már jól csinálta. Érdekesség még, hogy mivel a hatszög felület majdnem sin-cos függvényű volt az A axis szinte álladó sebességen forgott. |
|
| © mechanikus | 2009. jan. 08. 06:32 | Válasz | #2595 |
|
Ok, megpróbálom.
kérdőjel nincs, mert a nem használt eszközöket letiltottam.
|
|
| © mikici | 2009. jan. 07. 21:19 | Válasz | #2594 |
|
Egyaltalan milyen
nyaktervezo progibol lehet
dxf. filet atconvertalni a mach3-ba |
|
| © mikici | 2009. jan. 07. 21:12 | Válasz | #2593 |
|
Jo estet mindenkinek.
szeretnem megkerdezni hogyan lehet express pcb. nyaktervezo programbol. DXF filet atvinni a mach3 -ba vagy egyaltalan lehet-e.Meglevo DXF filet a Lazi Cam-bol tudok convertelni a mach-ba. Az express pcb "export DXF mechanical draving" hova rakja le az elmentett filet,es ez igy jo lenne-e. meg soha nem scinaltam ilyesmit. ha valaki tudna segiteni? koszonom. miki |
|
| © HJózsi | 2009. jan. 07. 20:59 | Válasz | #2592 |
|
Igen, 'winfos driverek
mindíg okozhatnak ilyesmit, én az eredeti drivereket telepítettem
amit Svejknél megtalálsz a cnctárban ...
Ha egy teljes géprestart után is fennáll, akkor ajánlatos drivert cserélni, no meg az összes alaplapi drivert fel kell lelepíteni, ne legyen ?-jel az eszközkezelőben... |
|
| © mechanikus | 2009. jan. 07. 19:36 | Válasz | #2591 |
|
Köszi!
az az érdekes, hogy egy gravírozást teljesen jól megcsinált. utána történhetett valami, amitől teljesen kiakadt. Az óra amikor megnyitottam kétszer olyan gyorsan ment, és a driverteszt is amikor visszaszámlált kétszer olyan gyorsan ment. másoltam filét egyik helyről a másikra, és a bal mappából a jobb mappába csak úgy száguldott a kis papírikon. ilyet én még nem láttam. mintha megtáltosodott volna a számítógép. lehet, hogy a videodriver nem ok? okozhat ez ilyen gondot? |
|
| © HJózsi | 2009. jan. 07. 19:29 | Válasz | #2590 |
|
Szia!
Nálam jól megy ugyanez a gép! ... Hálózatot nem használok, wifit sem ... progi cipelés: pendrive... ez ajánlott nem mazohistáknak ... Azért az órának pontosnak kellene
lennie, bár én sosem néztem ... Kernelfreki állítás után a motortuningban érdemes újra elmenteni a beállításokat, majd Mach újraindítás ... ha ezt kihagyod, nem biztos, hogy úgy fog menni ahogy várod ... Látatlanban ennyit tudnék javasolni |
|
| © mechanikus | 2009. jan. 07. 19:05 | Válasz | #2589 |
|
Szia HJózsi!
Nekem ma egy olyan jelenség lépett fel, hogy G0-nál a léptetők csak sírtak, de pld G1 F200 nál végrehjtotta az utasítást. (valószínűleg gyorsabban) Ez mint kiderült azért volt, mert a megengedett F3000-es sebességnél jóval nagyobb sebességgel hajtotta végre a program az impulzusgenerálást. A legújabb verzió van fent egy pIV 1700MHz-s Svejk féle masinán. Az óra és a drivertest is azt mutatta, hogy az óra sokkal gyorsabban járt, mint kellene, nem másodpercenként, hanem kb1/2s-onként léptette az órát. Mi lehet az oka ennek a jelenségnek? A drivertest az első indításkor még teljesen egyenes vonalat mutatott, semmi mtüske, nagyon sima jel. A proci lefeljebb 45% terhelést mutatott mindhárom tengely max sebességénél. 3mm-es menetemelkedés, 3000mm/perc max sebesség, 1/5 mikrolépés. Az xp le van csupaszítva, se internet, se biztonsági központ, stb csak egy wifi van benne, hogy tudjak programokat áttölteni. MI LEHET A GOND? mechanikus |
|
| © KisKZ | 2009. jan. 06. 10:20 | Válasz | #2588 |
|
Rendben, bekapcsolva
lesz.
Bár gondolom a PROFI1 es vezérlővel nem akarsz már nagyon foglalkozni, de szerintem javítsd ki az oldalon a leírásában ezt! Talán lehet még olyan mint én, akit ez tévútra vihet. Köszönök minden segítséget! |
|
| © KisKZ | 2009. jan. 06. 10:18 | Válasz | #2587 |
|
köszönöm István. Én is
igy tudtam, de Jozsnak köszönhetően most már látom, hogy más
változónéven van az amit ellenőrzésképpen megnéztem. Így már
stimmel. Köszönöm neked is Jozs!
Ne haragudjatok a sok buta kérdésért, de szeretném érteni is azt amit csinálok. |
|
| © KisKZ | 2009. jan. 06. 10:16 | Válasz | #2586 |
|
Viszont nem lenne
kifizetődő CNC-n gyártani. :)
De olyan alámetszések vannak benne, hogy szerintem még 6 tengellyel sem férnél mindenhol hozzá. Ha nem szilikon formát szeretnél használni, hanem faragott öntőformát? Szerintem lehetetlen. Hidd el. Egyébként a szkenneléssel kapcsolatban: találtam egy nagyon jó(nak kinéző) programot. Megfelelően nagy számú fotófelvétel alapján egész jó modellt kreál. Persze azért vannak határai. Ha érdekel valakit keresünk egy megfelelő topicot ahol ezt meg lehet beszélni. |
|
| © Jozs | 2009. jan. 06. 10:06 | Válasz | #2585 |
|
Nézd meg a Motor0DirPin
változót.
|
|
|
|
2009. jan. 06. 06:56 | Válasz | #2584 |
|
Mindig abban au
xml-ben, amelyik profilt megnyitod a Mach-ban (azonos névvel
létrejön az xml file, a profilokat Te hozhatod létre a Mach
loader-el)!
|
|
|
|
2009. jan. 06. 06:54 | Válasz | #2583 |
|
Még a virtuális porton
is kapcsold be a Low Active pipát az E-Stop esetén (a port száma
legyen 0!)!!!
|
|
|
|
2009. jan. 06. 06:52 | Válasz | #2582 |
|
Használd bekapcsolva!
(Abban az időben még folyton variálták a Mach kernerét)
|
|
| © Szigma | 2009. jan. 06. 02:09 | Válasz | #2581 |
|
Pedig szerintem ez
tipikusan CNC-s munka
Csak legyen aki leprogramozza, vagy le szkenneli. |
|
| © HJózsi | 2009. jan. 06. 00:05 | Válasz | #2580 |
|
XML-ben tárol most is,
több profilt is létrehozhatsz a Mach3 Loader-ben. Próbáld ki, hozz
léte egyet pl "Maro" névvel, állítsd be a configokat majd kilépéskor
ments mindent, ha kérdezi. Az ekkor létrejött Maro.xml filét viheted
a notebookra és az azon lévő Loader látni fogja ... Enjoy! :)
|
|
| © rc | 2009. jan. 05. 23:55 | Válasz | #2579 |
|
Hol és mennyi egy
ilyen?
|
|
| © KisKZ | 2009. jan. 05. 23:53 | Válasz | #2578 |
|
De jó lenne! :)
Nem! Ezt vettem Katának. At hiszem ennek az elkészítéséhez nem nagyon tudnék CNC-t használni. Ez gyakorlatilag kézi munka. A forma szilikon, majd öntés egy spéci anyaggal. Majd jól kapni fogsz az offtopicért! :) |
|
| © rc | 2009. jan. 05. 23:49 | Válasz | #2577 |
|
Hali!KisKZ!
Csak nem Te csináltad? 
|
|
| © KisKZ | 2009. jan. 05. 23:48 | Válasz | #2576 |
|
Még egy kérdés:
A legujabb (Version R3.042.020) Mach3-nál a beállítások hol tároolódnak le? Csak, mert ha megnézem a mach3mill.xml-t és például megnézem az <XDirPin> értékét, az nem egyezik azzal amely nekem be van állítva a szoftverben és el van mentve. Ha ujra indulok a Mach-al akkor is az általam elmentett értékek lesznek a szofverben nem pedig az xml szerintiek. Pédaként: az XDirPin a programban a 4-es lábra van állítva, de az xml-ben a 3-as olvasható. Csak mert nem akarom ujra bepötyögni az értékeket amikor átmegyek a tesztlatopra, hanem jó lenne ha át tudnám vinni valahogy egyszerűen. Mi az ami nem stimmelhet? |
|
| © KisKZ | 2009. jan. 05. 23:42 | Válasz | #2575 |
|
Nincs mit! De hogy
máskor ne kelljen ilyen hirtelen végigolvasnod a topicokat fenn a
lap tetején van egy kereső. Tudom nem könnyű megfelelő keresőszót
találni erre, de hátha. :)
Ma rengeteget használtam már. :) |
|
| © mikici | 2009. jan. 05. 23:33 | Válasz | #2574 |
|
Bocs hogy igy betortem,
lehetseges hogy a kerdesemre van valahol valasz a topikon ,de
December vegen vasaroltam egy H1 PCB CNC vezerlot
es mukodot is amig ujra nem telepitettem a Mach-ot es anyira izgatott voltam nem volt turelmem vegig olvasni ezt a terjedelmes hozzaszolast,elolrol. Mar a naggyat elolvastam de mivel hogy nem volt ilyen problemam nem jegyeztem meg hogy egyaltalan volt-e erol szo. koszonom... miki |
|
| © KisKZ | 2009. jan. 05. 23:33 | Válasz | #2573 |
|
István!
Most nézem a Profi1 vezérlőnél itt az oldalon az van feltüntetve, hogy a Sherline mód legyen kikapcsolva. Nekem azt tanácsoltad hogy kapcsoljam be! melyik a helyes? |
|
| © KisKZ | 2009. jan. 05. 23:27 | Válasz | #2572 |
|
Ha nem virtuális porton
van hanem rendesen akkor keresi rajta a kapcsolót. Mivel nincs semmi
csatlakoztatva folyamatosan kikapcsoltként értelmezi.
|
|
| © KisKZ | 2009. jan. 05. 23:22 | Válasz | #2571 |
|
Szia!
Tedd a poot @ pins alatt az input signals-nál az EStopot engedélyezettre és monduk a 0-ás portra és a 15-ös lábra! A lényeg hogy csak virtuálisan létezzen! |
|
| © mikici | 2009. jan. 05. 23:15 | Válasz | #2570 |
|
Segitsegeteket kernem.
Mach3 fel volt telepitve jo ideje a gepmre es mukodott tokeletesem az elso telepites utan.Bizonyos okbol ujra kellet telepitenem a Windows XP prof. Majd a Mach3-at feltelepitettem, de nem tudom a ..Reset.. gombot lealitani se az eredeti kepernyon ,se a magyar valtozaton. |
|
| © KisKZ | 2009. jan. 05. 22:57 | Válasz | #2569 |
|
Hát igen. Csak
figyelmesen át kell olvasni a dokumentációt. Megvan a válasz.
Köszönöm!
|
|
| © KisKZ | 2009. jan. 05. 22:40 | Válasz | #2568 |
|
Bocsánat, helyesbíteném
a másik kérdést:
A motortuningnál a steps/egység értékének kiszámításakor a mikrolépések számát kell használni? |
|
| © KisKZ | 2009. jan. 05. 22:28 | Válasz | #2567 |
|
köszönöm. :)
Megbszéltük. Szűkítek egyre! :) |
|
| © csiki | 2009. jan. 05. 21:59 | Válasz | #2566 |
|
config/port and pins
nyito ablakban megtalálod.
Elég egy topikba írnod. :-) |
|
| © KisKZ | 2009. jan. 05. 21:52 | Válasz | #2565 |
|
ACsak találgatok: a
sherline módot magán a vezérlőn (hardveren) kell beállítani?
|
|
| © KisKZ | 2009. jan. 05. 21:41 | Válasz | #2564 |
|
És még egy kérdés: A
MACH3 motortunningnál a step / értékének a mikrolépések számát kell
megadni avagy a motorok "normál", fordulatonkénti lépésszámát?
|
|
| © rc | 2009. jan. 05. 21:33 | Válasz | #2563 |
|
Léptecses a gépem.
Régen 25 kHz, most 60 kHz-t használok.
|
|
| © rc | 2009. jan. 05. 21:33 | Válasz | #2562 |
|
Léptecses a gépem.
Régen 25 kHz, most 60 kHz-t használok.
|
|
| © HJózsi | 2009. jan. 05. 21:23 | Válasz | #2561 |
biztos nem használtál magas
kernelfrekit, ott kell a magasabb cpu órajel... 100kHz-hez min 1GHz
a "gyári" előírás ... 
|
|
| © KisKZ | 2009. jan. 05. 21:20 | Válasz | #2560 |
|
Sziasztok!
Kérlek segítsetek! Mit jelent a Sherline mód a MACH3 ban és hol lehet ezt aktiválni illetve lekapcsolni? |
|
| © nyiszi | 2009. jan. 05. 21:08 | Válasz | #2559 |
|
Üdv mindenkinek.
Egy olyan programot keresek ami dxf-ből csinál G-kódot.Előre is köszi. |
|
| © Rinaldo | 2009. jan. 05. 15:15 | Válasz | #2558 |
|
Lehetséges hogy a
következő beállítás segít a motorok megtorpanásán:Config/port&pin
tengelyekhez tartozó step low activ pipa. Esetleg lépés jelek
szélesítése a motor tuningba ha alacsony értéken volt...
|
|
| © rc | 2009. jan. 05. 13:28 | Válasz | #2557 |
|
Két évig 600 MHz-es
géppel futtattam a Mach-t, de soha semmi gondom nem volt (pedig fába
sok 2,5D marást csináltam.
Most 1,7 GHz-es a gép és most is minden oké. Persze ez csak a marónál dolgozik (nincs rajta internet meg sok egyéb). |
|
| © HJózsi | 2009. jan. 05. 12:50 | Válasz | #2556 |
|
A legkézenfekvőbb a
külön gép mint a politikusoknak akik a mi pézünkön repkednek :D ...
Amúgy Svejktől beszerezhetsz olcsón jót! Amit a Mach is szeret ...
De persze meg lehet oldani egy gépen is, pl másik partícióra telepítesz egy Mach számára lecsupaszított XP-t, vagy ki kell nyomozni mi az amit ki kell kapcsolni, hogy simán fusson... A Mach szereti a gyors hardware-t, 1200MHz alatt én nem kezdenék vele... A legutolsó verziót érdemes használni ... |
|
| © Motoros | 2009. jan. 05. 12:41 | Válasz | #2555 |
|
Frekifüggetlen a
reccsenésem. Az elsö Mach próbámon a gépem kékhalállal hunyt el, a
specdriver sem segített (ABIT alaplap+bios)
Most legalább egy PIII gépen elindúlt. |
|
| © Motoros | 2009. jan. 05. 12:39 | Válasz | #2554 |
|
Te jó ég!! ha mindent
kikapcsolok akkor tán a gépem el sem fog indúlni. Tényleg külön
gépet igényel?
|
|
|
|
2009. jan. 05. 12:36 | Válasz | #2553 |
|
Na akkor ketten
vagyunk? :)
Legalább "beépített" egységugások-at is prezentál :) De mindent kapcsoljál ki a Windows-ban és előtte persze vegyél egy új erős gépet hozzá :) Amikor én anno próbálgattam egy fél napot a Mach-ot... pont ilyenekkel találkoztam, de csak 20-30Khz felett... |
|
| © Motoros | 2009. jan. 05. 12:26 | Válasz | #2552 |
|
Kösz, megnézem, meg a
vírusvédőt egyebet kikapcs.
|
|
| © Motoros | 2009. jan. 05. 12:24 | Válasz | #2551 |
|
Az egyszerű mart ábrán
(2D) nem is látom, de ha egy 3D-s felszin lenne akkor ott lehet hogy
észrevenném a megtorpanást, még ha nem is veszt lépést, az a baj
hogy én is hüle vagyok a mach-hoz.
|
|
|
|
2009. jan. 05. 12:23 | Válasz | #2550 |
|
Ellenőrizd a CPU
terheltséget is (ha eléri a 100%-ot, akkor indokolt a
"megtorpanás")!
Az Enchancening (vagy valai ilyesmi) pulsening is jó ha be van kapcsolva! |
|
| © HJózsi | 2009. jan. 05. 12:15 | Válasz | #2549 |
|
Valószínű valami még
nyúlkál a párhuzamos porthoz, ezt a Mach köszöni nem kéri ... ha nem
dedikált géped van amiből ki lehet gyomlálni mendent ami felesleges
-
XP_Optimization.txt - , akkor mindent ki kell kapcsolgatni,
vírusvédő, vagy hálózatos cucc, stb. a hiba elhárításához ... sajnos
ezekre érzékeny a Mach... "egész gépet kíván" ... :)
|
|
|
|
2009. jan. 05. 11:50 | Válasz | #2548 |
|
A kernel...
Lépésvesztés nincs, csak nem teljesen realtime a kimenet...(azaz időben csúszik a kimenet) ... Szerintem :) Na persze én vagyok a leghülébb a Mach-hoz itt a fórumon :) |
|
| © Motoros | 2009. jan. 05. 11:46 | Válasz | #2547 |
|
Mach Mesterektől
kérdezném:
Mach-ot használva tapasztalom hogy a motorok megtorpannak. Munka közben ez nem feltünő de ha csak üresen futtatom az egyik irányt egyenletesen akkor hallom hogy néha reccsen eggyet. Vezérlő kizárva mert TCNCvel nincs ilyesmi. Valószinűleg a Mach sem hibázhat ekkorát, gondolom az XP-s környezetben van valami..pedig igyekeztem mindent kikapcsolni. |
|
| © HJózsi | 2008. dec. 26. 11:57 | Válasz | #2546 |
|
Ja, vízum már nem
kell!... :D
|
|
| © HJózsi | 2008. dec. 26. 11:52 | Válasz | #2545 |
| © HJózsi | 2008. dec. 26. 11:51 | Válasz | #2544 |
|
Ha valaki épp arra jár
ki ne hagyja!!! ;)
Mach Workshop at Cabin Fever Expo ArtSoft USA is sponsoring a 3 day Mach workshop at the Cabin Fever Expo. This is a chance to get in depth technical information about Mach, meet Brian, Scott and other Mach users, and enjoy one of the best model engineering shows in the US. The event is January 16, 17, 18, 2009 at York PA. Everyone registered for the seminar is also registered for the expo. You can visit the several hundred exhibitors, or the nearly 200 vendors of tools, machinery, books, kits, plans, etc. On Friday a major auction will be running with hundreds of items, including machines, tools, all kinds of shop equipment and models. The seminar schedule has several breaks included so you can take advantage of both the expo and the seminar. For details about Cabin Fever and the auction see http://cabinfeverexpo.com/ Seminars will start Friday at 9:00AM. the tentative agenda is as follows: Friday 1) Mechanical Considerations. Stepper, servos, ballscrews, belts, pullies, etc 2) Electronics, BOBs, SS, Geckos, Power supplies, general wiring hints 3) Installing Mach and basic config, ports and pins, motor tuning, basic test and debug 4) General config, choosing the right answers. Saturday 5) Basic Mach operation, loading programs, running, operator control, CV 6) Wizard Operation 7) Operator interfaces- Shuttle Pro, Xkeys, Ipac, PoKeys, MPGs, pendants, etc. Customizing screens and macros. Sunday 9) Other I/O options, modbus, PLCs, Brains, tool changers. 10) Plug-ins, using and writing. 11) Wrap up, feedback, next steps. On Friday night there will be a social event at a nearby hotel, details to be arranged, but we are calling it 'pizza and beer time' There will be a demo area for CNC machines, we will have at least a mini-mill with a tool changer, a lathe with a tool changer and a router. Other demos are welcome if any users want to bring along machines. The Mach Workshop will require pre-registration and will be limited to 75 people. It will cost $50, including both the seminar and the Expo. You can find the registration form at http://www.machsupport.com/cabinfever.php (Note: Please enter the City/State where you are from in the Comments field during checkout (for badges). If paying for multiple people, please list the individual names and their City/State in the Comments field also). Mark your calendar now and watch this topic for more details as they are developed. |
|
| © Satterhand | 2008. dec. 23. 13:06 | Válasz | #2543 |
|
Dziasztok egy kis
segítség kellene...
Megvan nekem a Mach3 R2.63 és nincs benne olyan hogy load JPG de viszont van benne olyan hogy LazyCam ami gondolom ue-t a funkciót csinálja de viszon importálok egy jpg-t és azt negatívba csinálja meg a merópályát és nem pozitívba hogy lehet ezt átállítani? Köszi előreis és Kellemes Ünnepeket minden hobbystának!!!!! |
|
|
|
2008. dec. 20. 15:38 | Válasz | #2542 |
|
Bármit, bárhova! nem ez
a lényeg, a portokat kell kézzel helyére rakni! nem foglakoztam
vele...
|
|
| © Hunka Tibor | 2008. dec. 20. 14:03 | Válasz | #2541 |
|
M. István-tol kérdezem
a H1 vezérlö bekötését a furat középpont keresönél . Mach3
|
|
| © elektron | 2008. dec. 17. 21:20 | Válasz | #2540 |
|
ez csak egy tesztoldal
|
|
| © ebalint | 2008. dec. 17. 21:11 | Válasz | #2539 |
|
Elég 'érdekes' dolgok
jelennek meg CNCWORKS linkre.
. |
|
| © Szigma | 2008. dec. 17. 18:12 | Válasz | #2538 |
|
Ne aggódj, be sem
tudtam lépni. Se Firefox-al se IE-vel.
|
|
| © elektron | 2008. dec. 17. 16:49 | Válasz | #2537 |
|
Álomból lesz a
valóság...
Lásd Mach. |
|
| © sneci | 2008. dec. 17. 16:46 | Válasz | #2536 |
|
Igen, ezzel mi is így
vagyunk. De majd egyszer....
|
|
| © elektron | 2008. dec. 17. 16:37 | Válasz | #2535 |
|
belaworld.extra.hu
de ezt nem szerettem volna mutogatni, még nincs benne semmi érdekes, csak néhány ismerős látta még, a számláló meg a saját belépéseimet mutatja nagyrészt |
|
| © elektron | 2008. dec. 17. 16:33 | Válasz | #2534 |
|
az EMC forrásába néztem
már bele, de nem túl sok ideig, nem vagyok a szakértője, a Mach-ot
is fejleszti jó néhány ember, abban is iszonyú mennyiségű munka van,
le a kalapom azelőtt is, ugyanígy Magi úr munkája is nem semmi, a
többi fórumtárs is megérdemli a dícséretet.
Én általában azt nézem meg, ami a saját elképzeléseimbe terveimbe is beleillik, mindennel nagy mélységben nem is lehet foglalkozni. |
|
| © svejk | 2008. dec. 17. 16:25 | Válasz | #2533 |
|
Igen utána láttam hogy
a vendégszámláló elég alacsonyan áll, tehát még friss a dolog...
|
|
|
|
2008. dec. 17. 16:22 | Válasz | #2532 |
|
Bár ez itt tényleg a
Mach topic, de én is megnézném azt a weblapot! Hol találom?
|
|
| © elektron | 2008. dec. 17. 16:13 | Válasz | #2531 |
|
a motor alattam csak a
kép kedvéért lett odatéve, persze élőben, egy haveromé, akivel
együtt csináltunk pár éve egy közös projectet, a honlapon kínált
lambourghini nincs beárazva azért 17000 Ft vagy mennyi, meg elég
gyermekcipőben áll a készítése, kissé zavarosak még ott a dolgok,
mostanában rakok összefele elég sok mindent, egyszerre nincs
mindenre azért időm nekem sem
|
|
| © svejk | 2008. dec. 17. 15:23 | Válasz | #2530 |
|
Kíváncsivá tettél,
megnéztem a honlapodat.
Sokkal okosabb nem lettem, viszont klassz a motorod! De mi köze annak a szoftvereidhez? A robot & cnc rész is elég különleges.. |
|
| © sneci | 2008. dec. 17. 14:54 | Válasz | #2529 |
|
Egy fontos dolgot nem
néztem még az emc2-ben. HAL szinten tud enkódert fogadni, csak azt
nem tudom, hogy ezt akkor használják, amikor az emc2 egyben a
tengely szevovezérlője, vagy netán a pályaszámításban is szerepe van
a tengely pillanatnyi állapotának.
De most nézem, hogy ez a Mach topic. Nem itt lenne a helye ezt a témát kitárgyalni. |
|
| © sneci | 2008. dec. 17. 14:48 | Válasz | #2528 |
|
Na ez volt az ami
érdekelt. Sokszor az vezet parttalan vitához, hogy ketten ugyanarról
más alapokról vitatkoznak.
Valóban érdekes lenne agy standalone mozgásvezérlő. Úgy néz ki, hogy neked az elméleti és szoftveres adottságok is rendelkezésre állanak. Ami az alapokat illeti, az emc2 szerintem hasznos előtanulmány lehetne. A pályaszámító algoritmusok szolgáltatásaira gondolok elsősorban, nyiltforrású, sok tengelyes, G-ből minden fontos dolgot tud. Aztán majd nyilván a fórumtársak is hozzátennék a spec igényeket. |
|
|
|
2008. dec. 17. 14:46 | Válasz | #2527 |
|
Akkor te egy nagyon
menő vagy!
|
|
| © elektron | 2008. dec. 17. 14:35 | Válasz | #2526 |
|
amiket itt a fórumon
meg lehet találni, hardver és szoftvertémában, nagy része nekem
megvan csinálva saját fejlesztésben, ennyit a projectról
várom a kivánságlistát, ami egyébként is hasznos lenne mindannyiunknak, abból össze lehetne gyúrni egy ütőképes valamit |
|
| © svejk | 2008. dec. 17. 14:29 | Válasz | #2525 |
|
Mondataiddal alpvetően
egyetértek.
Főleg az utolsóval, ezért is biztattalak az első hozzászólásomban. |
|
| © sneci | 2008. dec. 17. 14:25 | Válasz | #2524 |
|
ok, de tényleg
érdekelne egy-két jelentősebb projekt.
|
|
| © elektron | 2008. dec. 17. 14:24 | Válasz | #2523 |
|
a nicknevemre
rákattintva látható egy kis infó, abból lehet esetleg sejteni
valamit, és még annyi, hogy nem 20 éves vagyok, hanem kicsit több
|
|
| © sneci | 2008. dec. 17. 14:20 | Válasz | #2522 |
|
Meg ne sértődj a
kérdésemen, de mondhatnál magadról valamit, miket csináltál eddig.
Abból talán el tudjuk dönteni, hogy ötletelsz, vagy van mire építkezni. |
|
| © elektron | 2008. dec. 17. 14:06 | Válasz | #2521 |
|
A kivánt tudástól
függően van ami belefér egy PIC16F84-be is, ha valami egyáltalán
működik és elég gyors, megbízható, azt lehet használni akármire.
A most elérhető mikrovezérlő jellegű áramköröknek meg iszonyú a teljesítményük, még egy mini Windows-t is lehet (lassan) futtatni rajtuk. Meg itt van a Pendrive, Gigabyte-ok vannak mindenki zsebében, azon aztán elfér minden. Ha optimális algoritmust használva, és optimális kóddal meg van írva, annak van egy alsó határ értéke, amit számítási teljesítmény és memória szempontjából követel a feladat. Ha ez megvan, nekem édesmindegy mi a neve annak a procinak. Csinálni egyébként új dolgokat célszerű, annak mindig sikere van. |
|
| © svejk | 2008. dec. 17. 13:45 | Válasz | #2520 |
|
Konkrétan válaszolva a
teljes G kód feldolgozó az egyéb sallangokkal..
Csak beadom pendrive-on a G-kódot és RUN..:) Csak hogy azért ezt is kellene paraméterezni, géphez állítani stb... Szóval az a lényeg ha tudod csináld meg, biztos sikere lenne, ha nem akkor pedig ne dobálózzunk a nagy szavakkal :( Valaki már hozzáfogott itt a listán, úgy tudom a lineáris interpolációig jutott az utolsó infó szerint. |
|
| © svejk | 2008. dec. 17. 13:40 | Válasz | #2519 |
|
"nem kell ide op.
rendszer se, még belefér sz S-görbés profil is akár"
Ezt írtad, ebből azt vettem ki hogy minden benne lenne amit a mach tud még akár az S görbe is. Az meg egy másik dolog hogy az igazán komoly dolgok egyébként sem PIC-be íródnak :( |
|
| © elektron | 2008. dec. 17. 13:23 | Válasz | #2518 |
|
Mire gondolsz ?
Az S profilú gyorsításra, a PIC procival működő komplett G kód feldolgozóra, vagy egyéb igény ? |
|
| © svejk | 2008. dec. 17. 13:20 | Válasz | #2517 |
|
Hiszen ez is az, vagy
legalább is kimondottan digitális adatátvitelre ajánlott.
|
|
| © svejk | 2008. dec. 17. 13:19 | Válasz | #2516 |
|
Csak vicceltem, pár
darabot megvenni olcsóbb mint a postaköltség..
|
|
| © lorant | 2008. dec. 17. 12:39 | Válasz | #2515 |
|
...de ha adsz egy
címet, kb. 10-15drb-ot még kuldok neked.... természetesen pontosan
annyiért, amennyiért a tobbiek kapták.... ...ingyért... és grátisz
postakoltség....
|
|
| © lorant | 2008. dec. 17. 12:37 | Válasz | #2514 |
|
Látod, ha ott
tartózkodtál volna a bufé közelében, egy maréknyit Te is kaptál
volna...
Ott szórogattam szét az ures markokba...., de azért egy pár maradt még nekem is....
|
|
|
|
2008. dec. 17. 12:22 | Válasz | #2513 |
|
Loránt... Szívesen
adtam neki :) és nem akartam a hazavinni :)
Te a smith triggeres optókat kedveled ha jól tudom :)? |
|
| © svejk | 2008. dec. 17. 12:08 | Válasz | #2512 |
|
24 Ft-ért???
ha én ezt tudtam volna :( |
|
| © svejk | 2008. dec. 17. 12:07 | Válasz | #2511 |
|
Ki volt az a Galád :)
aki megvette, ha nem titok?
|
|
|
|
2008. dec. 17. 11:52 | Válasz | #2510 |
|
De azért talán a HCPL2300 talán a "csúcskategória" (pdf) Ezért
is ez van az A300-ban (step és dir) Nyitás már: 0,5mA-nél és 8MBd !
|
|
|
|
2008. dec. 17. 11:49 | Válasz | #2509 |
|
84db-ot aztán 2000Ftért
adta el :)
|
|
| © HJózsi | 2008. dec. 17. 11:48 | Válasz | #2508 |
|
Tudják ők ezt, már
régóta machsupport fórum téma volt az s görbés gyorsítás lassítás...
a Mach4 topicban... most már csak az a kérdés mikor jön ki ...
sorban javították a hibákat, teszik bele az új funkciókat, csak
sajnos arról nincs hír mi, mikor ...
|
|
| © svejk | 2008. dec. 17. 11:35 | Válasz | #2507 |
|
A mach motortuningnál
1-re állítva (ez 3us-ot jelent, megmértem már jópárszor) ezzel sosem
volt gondom..Drága???
6N137 A Varsányi a talin kb. féláron árulta.. Az az S rámpa viszont tényleg igen jó lenne a szervosok táborának. |
|
|
|
2008. dec. 17. 10:58 | Válasz | #2506 |
|
Az optoval kapcsolatban
igazad van, ott okozhat gondot (sajnos megköveteli a drága, jó
minőségű alkalmazását)! A rámpán meg lehetne segíteni, ha valaki jól
megfogalmazza Angolul, én szívesen továbbítom feléjük!
|
|
| © Tibor45 | 2008. dec. 17. 10:43 | Válasz | #2505 |
|
A tüskéket szerintem az
optocsatolós átvitel
miatt ha lehet kerülni kell, ha van idő rá, akkor sokkal korrektebb a szabályos négyszög. (volt már ugyanis olyan tapasztalatom más vezérlőkkel, hogy igen gyenge átviteli képességű optóval szerelték, és a 10 mikros-nél már itt tévedett. A rámpa pedig szerintem mindennél fontosabb, a mai napig ha jól tudom, ugyanaz a rámpa rendszere, mint amikor még csak a step mootrokra tervezték és kevés volt s step-dir hobby servo. De tényleg nem érdemes erről többet beszélni, népszwerű és sokat is tud a Mach. Van amire viszont nem jó, ilyen az élet.:) |
|
| © svejk | 2008. dec. 17. 09:11 | Válasz | #2504 |
|
Ja, én marha meg a
letölthető cuccok közt kerestem :)
|
|
| © svejk | 2008. dec. 17. 09:07 | Válasz | #2503 |
|
Húú.., de jó lenne ha
elő tudnál egy ilyennel rukkolni.
Mondjuk a következő Talin.. Bizonyára Te nyernéd a fődíjat! |
|
|
|
2008. dec. 17. 09:04 | Válasz | #2502 |
|
Erősen nézőpontbeli
külömbség van köztünk, de ez nem baj!
A Step jel "szimetriát" miért hiányolod? Ez mit befolyásol egy vezérlő oldalárol (jó tudom, meg kell lenni a minimális Step szélességnek, de ez állítható is és a hardvereknek nem okoz gondot a tüske). A rámpa tudását persze lehet fokozni (biztos lesz is majd ilyen fejlesztés is), de ez nem olyan nagy hátrány, ami a többi tudása mellet nagyon számítana. |
|
| © Tibor45 | 2008. dec. 17. 08:51 | Válasz | #2501 |
|
Nem hinném...Csak van
egy olyan érzésem, ami
nagyon univerzális akar lenni, az a végén semmire sem jó. Pl. sokkal többre mennénk vele, ha a csicsás ablakok sokásága helyett tudna normálisan, szervókhoz illesztve is gyorsítani, és szimmetrikus négyszög step kimenete lenne. De akimek a játék ablakban megjelenő ötvenedik szerszámcsere grafika fontosabb, annak tényleg naponta szolgál újdonságokkal ez a program. Egyébként semm bajom a Mach-al, csak nem kell annyira hasra esni sem előtte. |
|
|
|
2008. dec. 17. 08:15 | Válasz | #2500 |
|
Akkor csak nekem új...
|
|
|
|
2008. dec. 17. 08:14 | Válasz | #2499 |
|
A felső menükben
(középtájt) és keresd a Brain Controlt és Brain Editort! A lementet
logikák meg a Mach3 Brain könyvtárba kell menteni és a Brain
Controllar lehet bekapcsolni.
|
|
|
|
2008. dec. 17. 08:07 | Válasz | #2498 |
|
Egy kicsit negatív
vagy... nem?
|
|
| © elektron | 2008. dec. 17. 00:52 | Válasz | #2497 |
|
A Mach-ban meg azért
van olyan sok minden, mert van akinek ez kell belőle, van akinek meg
az. Univerzalitásra törekvő programok mindig bonyolódnak. Egyszerű
célfeladatokra csinálni kell célgépet, célprogrammal.
Vagy ennél a Machnál, olyan kezelőfelületet kell csinálni, amin csak annyi van, ami kell az adott felhasználásnál. Van olyan aki ismeri a kezelőfelületének az elkészítési módját, egy olyan ember esetleg tud írni megfelelőt, esetleg többfélét. |
|
| © elektron | 2008. dec. 17. 00:46 | Válasz | #2496 |
|
Van a Linuxos EMC
nevezetű program is, az is ingyenes, csak az meg Linux alatt
működik. Az még én ahogy láttam, robotokat is képes vezérelni, meg
még ki tudja mit.
Vitatkozni eszem ágában sincsen, csak segítségképpen gondoltam, amit írtam a kérdésre, miszerint van e olcsóbb. Van, mert ezek ingyenesek tudtommal. Az a kérdés, hogy nem kell programozózseninek lenni, hát erre nem is tudom mit lehetne tanácsot adni, ilyen szép feladatoknál, mint amit itt felsoroltál azért tudni is kell elég sokat a témában, sajnos mindent nem lehet megspórolni, és bizonyos szintű tudás és tapasztalat híján nincs megoldás. Vagy itt a G kód előállításához szükséges programozási ismeret a kérdés ? Programozás nélkül is használni kell tudni a tervező programokat, kivéve ha csak egy meglévő kész kód futtatása a feladat. Vagy az lenne az egyszerű, ha lenne egy Start és Stop gomb a képernyőn ? Én csak gondolkodom és kérdezek. |
|
| © rc | 2008. dec. 17. 00:13 | Válasz | #2495 |
|
Hát az előzmények
ismerete nélkül elég necces belefolyni egy vitába.
Röviden: azt kértem Tibortól, hogy javasoljon egy jobb, olcsóbb megoldást a világszerte nagyon elterjedt Mach-tól, mivel Ő nem tarja sokra. Te javasoltad, hogy ma már a PIC-es G kódfeldolgozó a legmodernebb és már mindenki használja. Erre írtam azt, ha ez ennyire jó, olcsó és nem kell programozónak lennem akkor segíts átálni erre. Ezekután visszajutottunk, hogy kezjek DOS-sozni. Igen elég sok mindent csináltattam a Mach-al: 2D, 3D marások, 4.tengelyes (forgatós) megmunkálás, lézer vágás, PWM szabályozott gravírozás, tangencionális késsel fólia vágás... na hirtelen ennyi. |
|
| © elektron | 2008. dec. 16. 23:56 | Válasz | #2494 |
|
Egyébként a DOS, mint
olyan felhasználói szinten elég egyszerű, néhány beírt paranccsal
megoldható benne minden.
- dir mappa tartalom listázása - copy másolás - md mappa létrehozása csak néhány példa, és már megy is a dolog. Nem olyan szép kinézuete van, mint a Windows és hasonló rendszereknek, de ha valaki a Windowsban meg tudja jegyezni, hogy mit hol talál meg, szerintem az jóval nehezebb, mint a DOS 5 fő parancsát megtanulni. CSak mivel manapság már nem ezt tanítják, el van szegény felejtve. |
|
| © elektron | 2008. dec. 16. 23:51 | Válasz | #2493 |
|
Elnézést kérek, nem
láttam, hogy már előtte voltak esetleg más infók, se azt, hogy ki
hány éves, de ha a Mach használata már amúgy is megy és nincs is
vele gond, akkor felesleges is mást megtanulni, nincs mindenre ideje
az embernek.
Egyébként milyen dolgokat kell csináltatni a Machhal, bonyolult 3D-s téma, vagy egyszerű kivágások, esztergálás ? Tiszteletem. |
|
| © rc | 2008. dec. 16. 23:47 | Válasz | #2492 |
|
Most ezt komolyan
kérdezed?
Hát már Tibornak is írtam, hogy ne kelljen már elkezdenem DOS-t tanulnom 60 évesen! Na maradjunk annyiban, sok sikert neked de én már nem váltok a Mach-ról. |
|
| © elektron | 2008. dec. 16. 23:39 | Válasz | #2491 |
|
ismersz DOS-os
programot valamilyet ?
itt a fórumban van egy téma : http://sgforum.hu/listazas.php3?azonosito=hobbycnc&id=1122704642 TurboCNC, ez egy DOS alatt futó program, ezt a témakört olvasd el. |
|
| © rc | 2008. dec. 16. 23:29 | Válasz | #2490 |
|
Abba segíts, amit
javasolsz, hogy a Mach-t ne kelljen használni!
|
|
| © elektron | 2008. dec. 16. 23:26 | Válasz | #2489 |
|
melyik programra
gondoltál ?
mi nem megy ? |
|
| © rc | 2008. dec. 16. 23:18 | Válasz | #2488 |
|
Ha jobb, olcsóbb mint a
Mach és nekem nem kell programozó zsenivé válnom, akkor kérlek
segíts alkalmazni!
|
|
| © elektron | 2008. dec. 16. 23:10 | Válasz | #2487 |
|
mi van a DOS-sal ?
és ha egy PIC prociba van beleírva a G kód feldolgozó, persze egy combosabb verzióba,meg a motorléptető összes funkció, és még op. rendszer sincs, akkor az nem jó ? hiszen manapság meg ez a legmodernebb, már mindenki ezzel játszik. nem kell ide op. rendszer se, még belefér sz S-görbés profil is akár, tehát én úgymond a tibor45 pártján állok. |
|
|
|
2008. dec. 16. 23:05 | Válasz | #2486 |
|
Ezt beírtam az
"aranyköpések" c. feljegyzéseim közé ... van bent valami...
|
|
| © Tibor45 | 2008. dec. 16. 23:02 | Válasz | #2485 |
|
Így van, egyetértünk.
Mindenki azt használja,
ami neki jó, és elégedett is vele.:) |
|
| © rc | 2008. dec. 16. 22:53 | Válasz | #2484 |
|
Hát én legfeljebb
tisztelni tudlak, hogy DOS-t használsz, de követni biztos nem
foglak.
Tehát javaslom Te is tiszteld a Mach-t, hogy a hobby CNC-sek ezreinek adott lehetőséget álmaik és vágyaik megvalósításához. |
|
| © Tibor45 | 2008. dec. 16. 22:43 | Válasz | #2483 |
|
pl. én és páran még
elvagyok a saját DOS-os
vezérlő programjaimmal. Eleve minek bármilyen G kód lejátszó, ha valós időben is ki tudom számolni közben a szerszámpályát?:) Semmit sem javasolok a Mach helyett, ha valakinek bevált, szeresse. |
|
| © rc | 2008. dec. 16. 22:29 | Válasz | #2482 |
|
Ha ez megvédés akkor
tévedsz!
Csak azt nem értem: - ha annyira nem jó akkor a világ hülyéi miért használják - mit javasolsz helyette ami ettől árban és tudásban is jobb |
|
| © Tibor45 | 2008. dec. 16. 22:23 | Válasz | #2481 |
|
Minden relatív, látod
Péter is meg tudja
magyarázni, mitől legjobb a Win PC NC. És szinte gondoltam, első leszel aki, megvédi a Mach-ot, de láthattad, azért a :) jelemet is az előbb. |
|
| © rc | 2008. dec. 16. 22:18 | Válasz | #2480 |
|
Nem véletlen, hogy
világszerte a hobby CNC gépek 99% ezt használja. Sőt ma már a
kereskedelmi forgalomba kaphatók is döntően ezt használják.
|
|
| © Tibor45 | 2008. dec. 16. 22:10 | Válasz | #2479 |
|
Ez a csoda Mach olyan
lesz lassan, mint egy mai
modern csicsa mobil: mindent tud, csak éppen telefonálni nem lehet vele.:)
|
|
| © svejk | 2008. dec. 16. 22:02 | Válasz | #2478 |
|
És ez hol a szöszben
van?
Viszont ha már arra jártam találtam ezt: 55 db be/kimenet Mach3-hoz 3-4 db PCI-os LPT port ára és még analóg bemenete is van |
|
| © Egyújabbgépépítő | 2008. dec. 16. 21:13 | Válasz | #2477 |
|
Már egy ideje
használom...
|
|
| © HJózsi | 2008. dec. 16. 19:38 | Válasz | #2476 |
|
Igen ... ;)
|
|
|
|
2008. dec. 16. 19:10 | Válasz | #2475 |
|
Videó a témáról:
Brain Control Videó (Setup) |
|
|
|
2008. dec. 16. 19:09 | Válasz | #2474 |
|
Urami! Nézegettétek már
a Brain Controlt?!

Mint egy PLC-be a bemeneteket mindenféle csűrés-csavarás után rá lehet kötni a Mach belső funkcióihoz, ezzel bármilyen illesztés megoldató!!! Akár szerszámcserőlő, akár célgép definiálható a Machból! Fantasztikus! A létrehozható funkciók lementhetőek és egyenként be/ki kapcsolhatóak és mind ez grafikusan szerkeszthető!
|
|
| © sev | 2008. dec. 15. 16:36 | Válasz | #2473 |
|
Rendben, köszönöm a
gyors segítséget,megpróbálom csak most épp dolgozik a gép, jelzem
majd mire jutottam.
|
|
|
|
2008. dec. 15. 16:34 | Válasz | #2472 |
|
Az az igazság, hogy
eszt a részét folyton piszkálták és már nem tudom, hogy az aktuális
verzióba melyik a jobb (próba-cseresznye...)!
|
|
|
|
2008. dec. 15. 16:33 | Válasz | #2471 |
|
Hűha... lehet!
Most nem néztem meg, de azért próbáld már ki! H1 esetén biztos, hogy kell (P1 esetén már nem emlékszek)... |
|
| © sev | 2008. dec. 15. 16:30 | Válasz | #2470 |
|
Ok ,akkor kipróbálom,
csak a Mach3 leirásánál
azt írod hogy a sherline legyen kikapcsolva step dir 4-4 a profi 1 esetén. |
|
|
|
2008. dec. 15. 16:27 | Válasz | #2469 |
|
A Sherline
nagyon-nagyon kell!!!!!!!!
|
|
| © sev | 2008. dec. 15. 16:25 | Válasz | #2468 |
|
Sherline kikapcsolva.
Step és Dir akárhova állítom ez a jelenség megmarad csak akkor már a
többi tengely is eltolódik.
|
|
|
|
2008. dec. 15. 16:11 | Válasz | #2467 |
|
Motortuningnál a Step
és Dir értéke 5; 5?
Sherline mode be van kapcsolva? |
|
| © sev | 2008. dec. 15. 16:09 | Válasz | #2466 |
|
Üdvözlök mindenkit!
Találkozott-e már valaki a következő problémával? Profi1-es vezérlőt használok,Mach2 alatt minden jól működik,de ha Mach3-at használom a z tengelyem elcsúszik minusz irányba,és cak a z , és ez is csak spirális és forgatós 3d megmunkálásnál jelentkezik, ha raszter pl x irányban dolgozik akkor hibátlanul működik. Mi lehet ennek a hibának az oka? József |
|
| © HJózsi | 2008. dec. 15. 10:09 | Válasz | #2465 |
|
Igen, ahogy István is
írja, lényegében a pulse engine kikerült a SmoothStepperbe, még nem
próbáltam de a step freki max 4MHz(!) lehet, két parallel port
kompatibilis csatija van a vezérlők felé és USB-n megy a
kommunikáció a PC-vel. A Beüzemelése egyszerű, a két parallel kábelt
( ha két portot használ valaki ) a pc-ből kihúz, bedug a
SmoothStepper-be, usb kábellel pc-SmoothStepper összeköt, plugint
telepít és Mach3 indít a SmoothStepper pluginnel és nincs többé step
freki para ... :D Nagyon jó a cucc de nem éppen olcsó az
"értéknövelés" miatt ami még a szállítási költségre is rájön...
|
|
|
|
2008. dec. 15. 07:55 | Válasz | #2464 |
|
Saját motion
parancskészlettel dolgozik, tehát nem Step/Dir jeleket kap az USB-n,
hanem időbélyeges mozgási vektorokat. A Step/Dirt már ő állítja elő
egyszerre tőbb csatornán (LPT pótló).
|
|
| © sneci | 2008. dec. 15. 07:52 | Válasz | #2463 |
|
Igen, arra emlékszem,
ha machot használnék, én is rendeltem volna. Akkor félreértés volt a
direkt usb plugin.
De ha már szóba került a SmootStepper, ugye ő nem egy step jel többszörözéssel ("szorzással") oldja meg a nagyobb stepfrekit, hanem valóban a mach integráns részeként a felbontást növelve képes nagyobb frekvenciával hajtani a gépet? |
|
|
|
2008. dec. 15. 07:40 | Válasz | #2462 |
|
Sajnos senki nem
reagált rá, pedig jópofa! Köszönjük!
Itt a link a videóra (csak, hogy lássák miről is van szó):Fúratcélzó illesztése Mach3-ra (videó) |
|
| © HJózsi | 2008. dec. 15. 01:09 | Válasz | #2461 |
|
Alapban nem, csak
speciális hardware-ket támogat, testreszabott
plugin-ekkel. Ezek közül a legjobb és legújabb a
SmoothStepper. A nyáron volt egy beszerzési akció több mint 10
fórumtársnak van már...
Tehát sajnos nincs egy open protokoll usb-re, csak a szerzőkkel együttműködve lehet készíteni ... a SmoothStepper meg már kész van ... |
|
| © sneci | 2008. dec. 14. 21:00 | Válasz | #2460 |
|
A talin felmerült egy
ötlet - már sajnos nem tudom pontosan ki vetette fel -, hogy a Mach
tud usb-n is kommunikálni, nem csak az LPT-n.
Ha igaz, és a notebookosoknak segítene, jövőre szívesen indítanék rá egy nonprofit projektet. Teljesen publikus, a fórum tulajdona lenne. Én nem használok Mach-ot, de ha kell, a projekt idejére beállok mach-olni:) |
|
| © Sys_m | 2008. dec. 11. 15:13 | Válasz | #2459 |
|
Sziasztok!
Csináltam egy hevenyészett leírást a Mach 3 Centerfinder Furatközéppont kereső beállításáról, aktiválásáról (ha már használni fogom, akkor ti is). Én még nem teszteltem, de az leírásban szereplő linken működik a dolog(nemsokára nálam is ) Centerfinder_leírás_Hu Sys_m |
|
| © Rinaldo | 2008. dec. 10. 19:27 | Válasz | #2458 |
|
Részemről nincs mit,
örülök hogy sikerült a dolog az elképzelésed szerint!! Eddig úgy van
hogy megyek a találkozóra ....
|
|
|
|
2008. dec. 10. 07:55 | Válasz | #2457 |
|
Koszonom Rinaldo &
Hjózsi! Valoban nagyon nagy segitesg volt ! Tokeletes mukodik,meg
tudtam csinalni az inditast es a program futas megallitast!
Megegyszer koszonom ! Remelem a talkozon talkozunk !
|
|
| © Rinaldo | 2008. dec. 09. 17:50 | Válasz | #2456 |
|
Valóban ami példaként
ott levan írva az a kézi impulzus generátor LPT port bemenetén
keresztül való átkapcsolásának megoldása.De az elv esetedben is
ugyan ez.Megnézed (képernyőszerkesztővel)az általad használt Mach3
verzióban a kivezetni kívánt Cycle start gomb OEM kódját és elvégzed
a #2439-ben leírtakat.A M3 verziók között lehetnek OEM kód eltérések
azért jó ha a nálad most működöt megnézed képernyő szerkesztővel.De
itt találsz egy teljeskörű listát:
www.machsupport.com/MachCustomizeWiki/index.php?title=OEM_Buttons
A lista szerint amit neked be kell írni a bemenet beállitásoknál OEM kódként az az :1000. |
|
|
|
2008. dec. 09. 15:52 | Válasz | #2455 |
|
Koszonom a segitsegedet
!
OEM kodot nem ismerem sajnos, amit a HJOZSI leirt az nem az encoderhez tartozik ? Nemtidom 1-re gondoltunk-e de "szerintem nem ". amit en keresek konkretan az hogy a CYCLE START gombot input-ra kitenni es ott vezerelni. A Mach3 kezelofeluletet atirtam az elobbiekben leirtam. |
|
| © Rinaldo | 2008. dec. 09. 14:48 | Válasz | #2454 |
|
A #2439-ben HJózsi
leírta a megoldást az OEM kódlista létezik valahol valamelyik
leírásban de egy képernyő szerkesztővel magad is megtudod nézni a
neked szükséges gombokat.
|
|
|
|
2008. dec. 09. 14:22 | Válasz | #2453 |
|
Sziasztok !
Lenne egy kerdesem a Mach3 vezerlessel kapcsolatban. Van-e koztunk olyan ember aki a Mach3-at input bemeneten keresztul tudja vezerleni, vagy van-e ra megoldas ? Az a bajom hogy a START HOLD gombokat ugy oldottam meg hogy egy billentyut szetszedtem es hozzareneltem a MACH3-hoz az (Y) Start (F) Hold billentyuket es eddig igy vezereltem nyomogombokkal, de ez nem tetszik. Van-e olyan megolds hogy az INPUT bemenet hozzarendelunk a program vegrehajtashoz ? Elore is koszonom a valaszotokat. |
|
|
|
2008. dec. 08. 10:23 | Válasz | #2452 |
|
Köszönöm szépen, de nem
élek a nagylelkű ajánlatoddal! Örültem, hogy segíthettem.
|
|
| © nádházi | 2008. dec. 08. 10:02 | Válasz | #2451 |
|
szép napot kollégák!a
multkori ajánlatom a lézerrel kapcsolatban áll,és Istvánon mulik
hogy elfogadja e?!ha tudnám hogy kell ide fotot főlraknom,akkor kép
is lenne rola.
|
|
| © Rinaldo | 2008. dec. 06. 23:23 | Válasz | #2450 |
|
Igen, előfordulhat..
időnként több hibát hagynak maguk után mint amit kijavítanak. No de
majd jövőre, ha visszaesik az érdeklődés odafigyelnek a minőségre
is... remélem
 |
|
| © T.Robert | 2008. dec. 06. 18:38 | Válasz | #2449 |
|
Köszi, kipróbálom!
|
|
| © HJózsi | 2008. dec. 06. 17:38 | Válasz | #2448 |
|
Próbáltam már, nem
minden esetben működik sajnos ...
|
|
| © VTamás | 2008. dec. 06. 14:15 | Válasz | #2447 |
|
Azt hiszem,hogy a
telepítés nem jó.
Pontosabban az Öcsém állítja ezt. Megpróbálja újra telepíteni,aztán meglátjuk. |
|
| © Rinaldo | 2008. dec. 06. 13:33 | Válasz | #2446 |
|
Eszközkezelőbe
feltelepült a Mach divere??
Estetleg driver csere special driver ha van még benne ilyen!! |
|
| © Rinaldo | 2008. dec. 06. 13:31 | Válasz | #2445 |
|
Vagy ha kevés plussz
bemenet igény van és van LPT Port#2 is annak bitjeit is (2-9 pin)
lehetséges bemenetként használni (Pin 2-9 as input)kipipálva.
|
|
| © VTamás | 2008. dec. 06. 12:12 | Válasz | #2444 |
|
Igen,engedélyezve van.
|
|
| © D.Laci | 2008. dec. 06. 11:59 | Válasz | #2443 |
|
Config ---> Ports&Pins
--->Motor outputs -ban van motor kimenet engedélyezve? "enable"
|
|
| © VTamás | 2008. dec. 06. 11:49 | Válasz | #2442 |
|
Üdv Mindenkinek!
Tegnap telepítve lett a Mach3. A Config>Motor Tuning-ra kattintva nem tudok állítani semmit.Nem tudom mit rontottam el. Valaki legyen szíves,segítsen ki! Köszönöm |
|
| © HJózsi | 2008. dec. 06. 10:17 | Válasz | #2441 |
|
Egy idő után a gond az
szokott lenni, hogy elfogynak a bemenetek a párhuzamos porton...
Ekkor vagy egy ModBus-os kártya, vagy egy SmoothStepper lehet pl a
segítség, amik sok más funkcióval is bővítik a rendszert.
|
|
| © HJózsi | 2008. dec. 06. 10:13 | Válasz | #2440 |
|
Az OEM kód : 175
|
|
| © HJózsi | 2008. dec. 06. 10:11 | Válasz | #2439 |
|
Meg lehet oldani,
legegyszerűbb at adott képernyőgombot egy mikrokapcsolóval
helyettesíteni.
Config ---> Ports&Pins ---> Input Signals - OENTRIG #1 bekapcs, port/pin beállít, aktív szint beállít, majd Config ---> System Hotkeys Triggers #1 -hez beírni azt az OEM kódot a mi a tengelyváltást lépteti ... |
|
| © T.Robert | 2008. dec. 06. 09:12 | Válasz | #2438 |
|
Az MPG-vel kapcsolatban
kérdezném van-e arra lehetőség, hogy egy (vagy 3) mikrokapcsolóval
váltogassam az MPG-vel vezérelt tengelyeket?
|
|
|
|
2008. dec. 06. 08:46 | Válasz | #2437 |
|
Az el is felejtettem!
Tényleg...
Á nem kell... nincs is fegyverem!
|
|
| © HJózsi | 2008. dec. 05. 23:01 | Válasz | #2436 |
|
|
|
| © T.Robert | 2008. dec. 05. 22:57 | Válasz | #2435 |
|
Köszönööööööööööööm!
Műűűűködik!
|
|
| © T.Robert | 2008. dec. 05. 22:55 | Válasz | #2434 |
|
Húha. Encodert.
|
|
| © HJózsi | 2008. dec. 05. 22:54 | Válasz | #2433 |
|
A tekerentyű kap tápot?
( +5V, Gnd )
|
|
| © HJózsi | 2008. dec. 05. 22:53 | Válasz | #2432 |
|
Encodert állítottál be
vagy MPG-t a Config ---> Ports&Pins ---> Encoder/MPG ben ?
|
|
| © T.Robert | 2008. dec. 05. 22:48 | Válasz | #2431 |
|
Az aktív. Gombokkal
megy. Ha a calibrate mpg-t előhívom az sem jelez értéket, az egyes
feladatoknál mindíg marad 0.
|
|
| © HJózsi | 2008. dec. 05. 22:46 | Válasz | #2430 |
|
Jog on/off ?
|
|
| © T.Robert | 2008. dec. 05. 22:40 | Válasz | #2429 |
|
Köszi, most
összekötöttem az lpt porttal az encodert. Beállítottam, a settings
fülön(alt6) az encoder pozíció változik föl-le. A tab-ot megnyomva a
jog mód csak cont-ot és step-et enged. Ha megnyomom a shuttle mode
gombot, akkor villog a step és az mpg sárga, az mpg axis x zöld, de
nem megy az x számláló. A tengelyek váltása sem megyen. Mit csinálok
rosszul?
|
|
| © HJózsi | 2008. dec. 05. 22:14 | Válasz | #2428 |
|
Config ---> Ports&Pins
---> Encoder/MPG-s és beállítod mondjuk az MPG# 1-et. Ott már
adódik, hogy kell két szabad bemenő port/pin a két bemenő jelnek, A
/ B. Ha kevés szabad bemenet van az 5-ből, tegyél be még egy
parallel portot.
A tengelyeket úgy lehet váltani ( ha nem akarsz új gombokat, ledeket tenni a képernyőre), hogy nyomsz egy TAB-ot, Jog mód MPG, és az MPG axis gombbal lépteted a kívánt tengelyre. A Shuttle mód tengelyváltáskor ne legyen bekapcsolva!... |
|
| © T.Robert | 2008. dec. 05. 21:49 | Válasz | #2427 |
|
Sziasztok!
Tudna valaki segíteni, hogyan kell egy A-B csatornás encodert a Mach-hoz kapcsolni, ha MPG-re szeretném használni? Pontosabban az lenne a kérdésem, hogy 1 encodert hogyan használhatok a 3 tengely mozgatására? |
|
| © svejk | 2008. dec. 05. 19:44 | Válasz | #2426 |
|
Nádházi ajánlotta fel
annak aki megoldja a problémáját, és az Te voltál...:)
|
|
|
|
2008. dec. 05. 19:28 | Válasz | #2425 |
|
Péter !
Maradt még a #2418-as. Ha kérhetem azt is töröld Köszönöm. |
|
|
|
2008. dec. 05. 19:25 | Válasz | #2424 |
|
Köszönöm, sikerült.
A fájlnévben az ékezet is bezavart. |
|
|
|
2008. dec. 05. 19:21 | Válasz | #2423 |

|
|
|
|
2008. dec. 05. 19:19 | Válasz | #2422 |
|
http://www.cnctar.hunbay.com/Homovics_Miklos/Foablaks.jpg
http://www.cnctar.hunbay.com/Homovics_Miklos/Szerszams.jpg |
|
|
|
2008. dec. 05. 19:15 | Válasz | #2421 |
|
175USD... Lassan a
WinPC-NC olcsóbb lesz :)
|
|
|
|
2008. dec. 05. 19:14 | Válasz | #2420 |
|
600 pixel vagy max. 800
pixel szélesre csináld a képeket...
Ha pl. ezeket kicsinyíted és cseréled azonos néven a térhelyen itt is "kicsinyedni" fog... (tehát korrigálható akár utólag is - most ezek 1024pixel szélesek) |
|
|
|
2008. dec. 05. 19:13 | Válasz | #2419 |
|
Ne beszél rébuszokba, mert nem
értem! |
|
|
|
2008. dec. 05. 18:07 | Válasz | #2418 |
|
Szervusztok Fórumozók !
Csináltam az esztergához saját kezelőfelületet. Én már ezt használom egy ideje, szerintem jól kezelhető. 

A képek könyvtárában az eszterga. zip fájlt a Mach3 gyökérbe kell kibontani. FIGYELEM! Ne legyen Eszterga.xml nevű fájl a könyvtárban, mert azt felül fogja írni !!! |
|
| © svejk | 2008. dec. 05. 10:31 | Válasz | #2417 |
|
És mit fogsz csinálni
az "amerikai fokuszálhato fegyver lézer"-rel?? :))
|
|
|
|
2008. dec. 05. 07:16 | Válasz | #2416 |
|
Most kaptam a levelt A
Mach árat emelik január 1.-jével. Az új ára $175 lesz. Recesszióra
hivatkoznak...
|
|
| © HJózsi | 2008. dec. 04. 20:56 | Válasz | #2415 |
|
Lehet, hogy a Space-t
használja ... kell ráragasztani egy rikító piros csíkot ...
|
|
| © psychobilly | 2008. dec. 04. 19:01 | Válasz | #2414 |
|
Nincs E-stop a gépen?
|
|
| © nádházi | 2008. dec. 04. 15:53 | Válasz | #2413 |
|
űdvőzletem az uraknak!kőszőnőm
István a jo tanácsot,és az álltalad leirtak alapján át állitottam az
e stoppot,és hibátlanul műkődik!!!!!!kőszőnőm a jo tanácsokat,és
mindenkinewk eredményes munkát kivánok!
|
|
|
|
2008. dec. 04. 06:29 | Válasz | #2412 |
|
Bár nem kaptam a
kérdéseimre választ, így meg marha nehéz segíteni, de az E-Stop
port(!) számát ha 0-ra állítod (virtuális), és a logikai szintjét
Active Low-ra, akkor nem fog bekavarni!
Ez akkor megoldás, ha nincs kiépítve fizikai E-Stop a gépen. Valamint az összes X++, Y++, Z++, stb ++ végállás is E-stoppot generál, de ezt a Diag panelen ellenőrizheted is (honnét jön be a jel)! |
|
| © HJózsi | 2008. dec. 03. 22:07 | Válasz | #2411 |
|
Nálam kétszer jelenik
meg a #2409-es hozzászólás ...
|
|
| © HJózsi | 2008. dec. 03. 22:05 | Válasz | #2410 |
|
Az sg-nél is zavar van
...
|
|
| © psychobilly | 2008. dec. 03. 20:45 | Válasz | #2409 |
|
Ahogy HJózsi is írta,
"valami zavar van a rendszerben". Ha emulatedre kapcsolod akkor nem
fog jelentkezni a probléma, de nem minden bemenet működik, ha
emulálva van. Ilyenkor ugye a billentyű egy gombja lesz a bemenet,
és nem a valódi bemenet.
A General Config jobb felső sarkában van egy Debounce mező, ide be kéne írni egy n x 100-as értéket, ez megszűri a bemenetet. Vigyázz, mert minden bemenetre érvényes, referencia felvételnél gondot okozhat. |
|
| © HJózsi | 2008. dec. 03. 20:42 | Válasz | #2408 |
|
Azt a bemenetet
ellenőrizni kellene, ha eddig jó volt ...
|
|
| © Rinaldo | 2008. dec. 03. 20:31 | Válasz | #2407 |
|
Jó lenne egy
printscreen a hibás állapotról valamint a fő képernyő bal alsó
sarkában szokott lenni egy olyan gomb hogy history..ha arra
klikkelsz és a görgető sávot lehúzod alulra ott bejegyzéseket kell
látnod az utólsó állapotváltozásokról történésekről,mekkora méretű a
program fájl? kézi üzemmódban is kiakad??
|
|
| © nádházi | 2008. dec. 03. 20:28 | Válasz | #2406 |
|
simplán hogy emergency
stopp.és villog!most át állitottam az e stoppot aktiv low-rol
emulátedre,és még nem állt meg!!!!
|
|
| © HJózsi | 2008. dec. 03. 20:23 | Válasz | #2405 |
|
Húha! ...
 valami zavar van a rendszerben, ez
lehet hw és sw is ... valami zavar van a rendszerben, ez
lehet hw és sw is ... Megálláskor mit ír ki? |
|
| © nádházi | 2008. dec. 03. 20:21 | Válasz | #2404 |
|
a port pinben activ
low-ra van állitva.nagyon sokat dolgoztam ezzel a beállitással,és
semmi gáz nem volt eddig!a mach nem crackelt,full.
|
|
| © nádházi | 2008. dec. 03. 20:16 | Válasz | #2403 |
|
kőszőnőm Jozsi hogy
reagáltál!igen jok a kapcsolok,és mikor megáll,ujra elinditom cycli
startal,akkor meg zavarodik és villámmal indul,és a sorszámlálon a
tényleges sorok tőbbszőrősét irja!ol.meg áll 52. sornál,ujra
inditom,de már 1024 sortmutat!
|
|
| © nádházi | 2008. dec. 03. 20:13 | Válasz | #2402 |
|
uraim ha valaki
megoldja a problémámat,egy amerikai fokuszálhato fegyver lézert
ajándékozok a segitségért!kőszőnőm!
|
|
| © HJózsi | 2008. dec. 03. 20:04 | Válasz | #2401 |
|
Kiír valamit? ...
E-stop kapcsoló? ... A Diagnosztika ablakon hogy állnak a
bemenetek?... Config Ports&pins beállítások jók? ... Csatlakozók
rendben?
|
|
|
|
2008. dec. 03. 19:57 | Válasz | #2400 |
|
Mire van configurálva a
Port&Pins -ban az E-stop (Port?, Bit?, Aktív szintje?, stb.)???
|
|
| © nádházi | 2008. dec. 03. 19:55 | Válasz | #2399 |
|
űdvőzletem a kadves
szaktársaknak!régi tagja vagyok a forumnak,és eddig csak olvastam a
hozzászolásokat.lenne egy tiszteletteljes kérésem,és remélem hogy
kaphatok rá választ.problémám:mach3 softwerrwl dolgozom,és eddig nem
volt vele gondom,de jelentkezett egy olyan probléma hogy egyszerűen
le áll,és villog az emergency stopp,és nem birok rá jőnni az
okára!!!!a vég állások rendben,nem hibásak!
|
|
|
|
2008. nov. 28. 11:55 | Válasz | #2398 |
|
Lehet, hogy
érdemes/érdekes lenne kimérned szkóppal a stepper jelenlegi impulzus
adatait (Step szélesség, Dir előfutás)! Lehet, hogy ez másnak is
fontos adat lenne!
Doksi nem említi ezeket a fontos adatokat? |
|
| © Egyújabbgépépítő | 2008. nov. 28. 11:10 | Válasz | #2397 |
|
Én is gondoltam erre de
nem látok állítási lehetőséget. Lehet csinálni kell egy jelformálót.
|
|
|
|
2008. nov. 28. 10:49 | Válasz | #2396 |
|
Szerintem olyan is
lehet, hogy a vezérlőd időzítéseit (Step szélesség, Dir előfutás) a
Stepperen nem állítottad be (ha lehet ilyet megadni, nem ismerem)!
|
|
| © Egyújabbgépépítő | 2008. nov. 28. 10:36 | Válasz | #2395 |
|
Sziasztok!
Érdeklődnék kinek van tapasztalata a SmoothStepper –el. Nekem gondjaim vannak. Elvégeztem a telepítést ahogy leírták, sőt a fórumot is átolvastam de nekem téveszt. Hosszabb munka után az a tengely amelyik sokat mozog akár 200 lépést is veszt vagy hozzótesz. Visszaraktam az LPT portot megszűnt a hiba. Valami ötlet, tapasztalat? |
|
| © HJózsi | 2008. nov. 25. 09:59 | Válasz | #2394 |
|
Igen, ez jó példa a
fixen szerelt esetre. A nullázáshoz írt egy makrót, ami tudja a
szerszám eltolást a lézer pointerhez képest ...
|
|
| © Sys_m | 2008. nov. 24. 21:37 | Válasz | #2393 |
|
Sziasztok!
Talán így: Link Sys_m |
|
| © HJózsi | 2008. nov. 24. 19:44 | Válasz | #2392 |
|
Akor ugrik a majom a
vízbe, amikor partonba fogod és forgatod ... én még nem próbáltam
(ár nekem is van ), de hallottam hogy nincs tengelyben a sugárnyaláb
... ha pedig így van, akkor valami befogót kell drehálni, amiben be
lehet állítani az egytengelyűséget ( hasonlóan a puskatávcső
befogóhoz ... 3 csavar ... vagy 2 x 3 ...) Fix felfogatás hoz már
így is jó egyébként és fókuszálható is a cucc...
|
|
| © Amatőr | 2008. nov. 24. 18:40 | Válasz | #2391 |
|
Nagyon tetszik a holmi,
elárulod hogy hogyan oldod meg hogy ne tartson árnyékot a szerszám?
Két db vonallézerrel el tudom képzelni...
|
|
| © Sys_m | 2008. nov. 24. 13:36 | Válasz | #2390 |
|
Sziasztok!
A #2293 hozzászólásban látható hajszálkeresztes lézerpointert megrendeltem és megjött (kb 2 hét ingyenes szállítássa). Tényleg az Ami. Pici, nem gagyi, fókuszálható, pont olyan, mint a fényképen. (ugye: nem minden az aminek látszik, Főleg ha Kínai) 700 Ft körüli összeget vont le a PayPal, de akkor még a dollár alacsonyabb volt Pointer link |
|
| © Szigma | 2008. nov. 18. 22:10 | Válasz | #2389 |
|
És végre van leírás a
végzett változtatásokról.
De amint látom az általam jelzett hibákkal még nem foglalkoztak |
|
| © HJózsi | 2008. nov. 18. 12:41 | Válasz | #2388 |
|
Szinte kétnaponta
hozzák most ki az újabb "lockdown" - lezárt verziókat .. érdemes
megnézni, hogy a jelzett hibákat kijavították-e benne :
Mach3Version3.042.020.exe
|
|
| © mechanikus | 2008. nov. 16. 18:46 | Válasz | #2387 |
|
Sziasztok!
Hogy lehet a MACH3 3.041-es verziójával dxf programot behívni? A file, menü alatt a dxf helyén a lazycam jön fel, de az nem generál g kódot. SEGÍTSETEK! mechanikus |
|
| © Sys_m | 2008. nov. 14. 09:23 | Válasz | #2386 |
|
Szia Psychobilly!
1.) Köszi a segítséget. A mozgási koordináták tiszták, találtam róla egy segítséget is: 
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu 2.) A home és a ref pot akkor egy ugyanaz, a pontosabb ráálás érdekében rakhatok a tengelyek ref pont végéhez induktív érzékelőket. 3.) Szoftveres határolás az asztal védelmére, Ok. Köszi a gyors Segítséget. Szasztok: Sys_m |
|
| © psychobilly | 2008. nov. 13. 20:25 | Válasz | #2385 |
|
3.)
Mach kézikönyvből :)  2.) A Mach-ban nincs külön Home és Referencia pont, az ugyan az a fogalom. Két koordináta rendszer van, az egyik a gép koordináta rendszere, a másik a munkadarab koordinátarendszere. Van külön végállás kapcsoló és van külön referencia kapcsoló. Két módszert szoktak alkalmazni hobby keretek között: Vagy felraknak 6 végállás kapcsolót, és megáll a gép ha valamelyiket elérte a gép, vagy feltesznek 3 referencia kapcsolót. Az első esetben, nem kell a referenciát felvenni, a munkadarab koordináta rendszere tetszőlegesen elhelyezhető. Ilyenkor, a gép kikapcsolásakor, nincs mód szoftveresen visszaállni mondjuk az előző napi nulla pontra természetesen. A második esetben, ha van referencia kapcsoló, akkor minden gép indítás úgy kezdődik, hogy referenciát vesz a gép. Beállítjuk a gép méreteit, és a szoftver nem engedi ezen méreteken kívül a tengelyeket. Természetesen a két módszer egyszerre történő alkalmazása a legbiztonságosabb, de az már 9 kapcsolót jelentene, ami egy kicsit felesleges :) Én a második módszert javasolnám, sok előnye van, például szól a Gcode futtatása előtt, ha az a gép méretein kívülre akarna menni. 1.) Én a szoftveres alsó határt úgy szoktam beállítani, hogy szerszám nélkül a marómotor ne érje el az asztalt, szerszámmal együtt persze megmarhatja az asztalt, de erre figyelni kell úgyis. Ha meg egy nagyon rövid gravírozótűt fogok be, akkor nem érne le a tű. Mindig állítani egy kicsit macerás... |
|
| © Sys_m | 2008. nov. 13. 09:08 | Válasz | #2384 |
|
Sziasztok!
Segítséget kérnék tőletek, van pár kérdés, ami nem tiszta a Mach-ban! 1.) Adott egy 3 tengelyes gép. A Z tengely alsó végállásával vagyok bajba, hogy hova is kerüljön. A marómotorba befogott szerszám úgymond "asztalra koppantva" lehet a végállás alsó pontja, vagy a szerszám nélküli (ez a kézenfekvőbb). Mindenképp állítható lesz, csak nem tudom kilogikázni a helyesebb megoldást... 2.) Másik kérdésem, hogy a home és a ref. pot között pontosan mi a különbség. Az én értelmezésemben a referencia pont az, amiből minden érték (ballra-jobbra, fel-le, előre-hátra) mozgást számol a program, a mozgási tartomány függvényében. A home pedig a végállás kapcsolók kapcsolt (felütköztetett) pontjai. Induláskor a gép felveszi (illetve fel lehet venni) a home pontokat, ezek segítségével állítható a Mach-ban a tengelyek nulla pontja. Ezek tetszőlegesen áthelyezhetők nullázhatók. A végállás kapcsolók nem adnak tökéletes ráállási pontosságot ugyanazon esetben, ezért kell a referencia pont, ami egy nagy pontosságú pozíció pontot ad egy százados kapcsolóelemmel? 3.) Melyik tengely merre halad egy szabványos 3 tengelyes cnc gépnél? Ezt olvastam erről: ” Egy hagyományos 3-tengelyű marógép esetében, a gép előtt állva az X tengely balról jobbra mozog, az Y tengely Önhöz közeledve és távolodva, a Z pedig felfelé és lefelé.” (távolodik, süllyed: negeatív irány; közeledik, emelkedik: pozitív irány) Elvileg jó a beállításom, mert tudtam plotterelni a géppel, a gkód formáját jól rajzolta le, csak egy "megerősítés" kell a profiktól, hogy mindenben helyesen gondolkodtam-e. Köszi a segítségeteket: Sys_m |
|
| © HJózsi | 2008. nov. 12. 22:19 | Válasz | #2383 |
|
Jött ki pár frissítés a
napokban és ma a lezárt változat:
Lockdown : Mach3Version3.042.018.exe |
|
|
|
2008. nov. 01. 13:38 | Válasz | #2382 |
|
Sőt! A registry-ből is
ajánlatos kipucolni minden mach-os bejegyzést! Amikor nekem egyszer
megőrült a mach csak a reg. kipucolása után lett jó, hiába
uninstalláltam telepítés előtt! Először azt hittem a vezérlőm halt
be, lépésvesztés volt az egyik tengelyen...
|
|
| © kozmaj | 2008. nov. 01. 11:33 | Válasz | #2381 |
|
Rémlik valami.. Valaha
minha az oldalukon is írtak volna hasonlót...
|
|
| © HJózsi | 2008. nov. 01. 09:09 | Válasz | #2380 |
|
A Mach3 3.042.015 -el
kapcsolatos tapasztalatom az, hogy legjobb "uninstallni" az előzőt
és úgy telepíteni. Bizonyos anomáliák a rátelepítéskor jelentkeznek
...
|
|
| © Varga István | 2008. okt. 27. 18:34 | Válasz | #2379 |
|
Köszi Józsi!
Kipróbáltam, dem változott semmi.
A probléma továbbra is megmaradt. Na nem gond dolgozom így, kicsit gyorsabban. A talin megbeszéljük! |
|
| © HJózsi | 2008. okt. 27. 01:10 | Válasz | #2378 |
|
Én nem az eredeti
eszterga screenset-et használom, nálam nem volt semmi probléma a
gombokkal, ledekkel...
|
|
| © Varga István | 2008. okt. 26. 17:20 | Válasz | #2377 |
|
Köszönöm szépen! Holnap
kipróbálom.
|
|
|
|
2008. okt. 26. 15:54 | Válasz | #2376 |
|
Szervusztok !
Érdekes dologra lettem figyelmes a Mach3 3.042.015 Programban. Az eztergáló részben nem akart működni a Home kapcsoló. A képernyő "ledek" nem reagáltak, a szán futása nem állt le. A diadnusztika panelon nem voltak funkciók hozzárendelve a Home ledekhez. Miután kijavítottam, a Home felvétel nomálisan működik. A másik furcsa jelenség: ha a Home kapcsolót működtetem, egy véletlenszám íródik az STrue mezőbe (pufferbe). Ez azután magától, több lépésben, viszonylag gyorsan törlődik. Kíváncsi leszek a menetvágást hogyan fogja ez befolyásolni. Menet közben még nem vettem észre, hogy ez a puffer átíródna, kizárólag a Home kapcsoló működtetésekor. Ha valaki tudja az okát, kérem íron mindanyiunk okosodásáért. |
|
| © HJózsi | 2008. okt. 26. 14:38 | Válasz | #2375 |
|
Például az, hogy nem
mondtad, hogy áttételezted a főorsómotort ... ámbör!!! ...
A Ratio-ba írd be az áttételezés értékét, 1/3,5 ha lassító , vagyis 0,2857 ... |
|
| © Varga István | 2008. okt. 26. 11:24 | Válasz | #2374 |
|
A Min speed: 0-val is
próbáltam.
A főorsóm fordulata max: 280 Hatpólusú aszinkronmotor 970 f/min, 3.5 lassító áttétel. A frekiváltó max 50Hz-re van programozva 10V-nál. A 0-10V-ig átalakító jól működik, kimértem. A Mach ad ki magasabb jelet, azért gondoltam, hogy valami beállítási probléma lehet. |
|
| © HJózsi | 2008. okt. 26. 10:53 | Válasz | #2373 |
|
Min speed: 0
Max Speed: 3000 ( vagy annyi amennyi a motorod max fordulatszáma, nem a frekiváltó max frekije ... ) |
|
| © Varga István | 2008. okt. 26. 10:44 | Válasz | #2372 |
|
Spindle Pulleys:
Min Speed: 10 Max Speed: 280 Ratio : 1 Amikor elindítom a Spindle Calibration-t, a fordulat a képernyőn 10 a frekiváltón 16Hz végigfut a teszt 280 fordulat 46Hz-n megáll a frekiváltó. A kettő között szép az átmenet, de nem tudom, lejjebb vinni a minimum fordulatot. |
|
| © HJózsi | 2008. okt. 26. 10:11 | Válasz | #2371 |
|
Spindle Pulleys?
|
|
| © Varga István | 2008. okt. 26. 09:55 | Válasz | #2370 |
|
Köszi! Megpróbálom.
Eddig is elindult, de nem 0Hz-től kezdte a felfutást hanem 16Hz-től. |
|
| © HJózsi | 2008. okt. 26. 09:45 | Válasz | #2369 |
|
PWM-el még nem
próbáltam csak step/dir, de úgy gondolom a beállítás nem sokban
térhet el
Motor Tuning->Spindle Steps per: 100-at írnék be (valszeg nincs jelentődége) Velocity : a max. fordulatot Acceleration : amilyet szeretnél gyorsítás-lassításra... A Config Spindle Pulleys -nál a Min Max fordulatszámot írd be és a Ratio : 1 . Ezzel már el kell induljon ... |
|
| © Varga István | 2008. okt. 26. 08:33 | Válasz | #2368 |
|
Sziasztok!
Segítséget szeretnék kérni főorsó beállítására. A frekiváltó 16Hz-től kezdi a minimum fordulatot. Min Speed: 0 Max Speed: 280 Port&Pins->Spindle->Motor Control PWM Control: Ok PWMBase Freq: 20 Minimum PWM: 0% Motor Tuning->Spindle ? |
|
| © Szigma | 2008. okt. 26. 02:57 | Válasz | #2367 |
|
Amennyire
kitapasztaltam eddig a Machot, akkor van a legtöbb probléma, ha
szerszám korrekciót kell használni.
Így a jelzett általános programokat sikerült megírnom, és jól is működik (nincs benne korrekció). Ugyan mindíg van bennem egy kis félelem, mert volt olyan programom is amiben nem volt korrekció csak alprogram hívás, és erősen elba..ta a munkát, ha menet közben pause-t nyomtam, majd folytattam. Most a PartMastert nézegetem, mert avval elkerülhető lenne a Mach-beli korrekció használata. Elég szimpatikus elsőre, noha ebben is találtam már pár hibát. |
|
| © Szigma | 2008. okt. 26. 02:49 | Válasz | #2366 |
|
Nem találtam ki/nem
terjesztettem semmit.
Kérdő mondataim voltak. |
|
| © psychobilly | 2008. okt. 26. 00:55 | Válasz | #2365 |
|
Értem a problémát. Én a
helyedben írnék rá egy egyszerű programot, ami legenerálja a
lineáris G-code-ot, ha már a Mach3 nem hajlandó mást értelmezni
korrektül. Az algoritmus megvan, ha jól értem, szóval nem lehet
nehéz átültetni...
|
|
| © HJózsi | 2008. okt. 24. 09:49 | Válasz | #2364 |
|
Ne találjki/terjessz
rémhíreket! (pláne ha nem érted a szövedget... ) ... A 3.042 mindent
tud mint elődei, viszont ebben a verzióban továbbfejlődött a Mach és
a SmoothStepper együttműködése... Bizonyos funkcióknál a Mach-ot is
tovább kel fejleszteni, hogy a SmoothStepper 100%-os kompatibilitása
elkészüljön. Korábban többször írtam, hogy a két fejlesztő "gárda"
együttműködik egymással...
|
|
| © Szigma | 2008. okt. 24. 09:28 | Válasz | #2363 |
|
Sajnos németül egy
kukkot sem értek. Én az angol oldalt szoktam nézni.
Viszont meglepett a német oldalon, hogy a 3.042 verziónál a Smooth steppert írják alatta. Ez vajon azt jelenti, hogy csak avval használható? Vagy csak az ehhez tartozó részben van változás? Erről ugyanis az angol oldalon egy szó sincs. Ráadásul a német oldal le is van maradva a verziószámmal. Lehet, hogy azért, mert az angolt németesítik, és az időbe tellik? |
|
| © ebalint | 2008. okt. 23. 10:19 | Válasz | #2362 |
|
Belegondoltam egy
kicsit.
Lehetséges, hogy a kisebb méretek tömörítettek. Azért gondolom, mert az install után a kicsi is kb. akkora méretű lett, mint a nagy. A német linket azért tettem be, mert ott leírták a verzió váltások utáni változásokat. Lehet, hogy Te is kíváncsi voltál rá? Tegnap este win2000 alatt az egyébként internetre, stb-re használt 1.6 GHz-es gépemre feltelepítettem a legfrissebb verziót. /Persze Demo/ A 24 kHz-n a freki éppen annyi volt, mint a csak Xp-t tartalmazó gépen. Majd meglátom, egy misét megér biztosan... Üdv, e. |
|
| © Szigma | 2008. okt. 22. 21:33 | Válasz | #2361 |
|
Az 1.84-es verzió elég
régi már.
Azóta volt már egy 2.xx sorozat, most a 3.41, és 3.042.xx-nél a tart a dolog. Ez ugyan nem lezárt verzió, most folyik a fejlesztése és a javítása. Nézz körül a honlapjukon. A méret növekedését biztosan nem csak a program növekedése okozta, hanem egyéb részek bővülése. Érdemes a legutolsó verziót használni, mert az biztosan többet tud, és esetleg már nem tartalmaz olyan hibát ami eg yrégiben benne van. |
|
| © ebalint | 2008. okt. 22. 11:55 | Válasz | #2360 |
|
Elolvasva a kézikönyvet
/ Mach3 -hoz / a feltelepítendő program méretét néhány Mbyte-nak
írja. /5-6/.
Én letöltöttem néhány Mach verziót, amelyek között voltak kb. 25 MByte méretűek is. Tud valaki ezzel kapcsolatban információt adni? Én elvileg egy szűz partícióba feltelepítettem egy Xp-t, és egy általam "legújabbnak" ítélt Mach3-at, ami egy kisméretű file-ből lett telepítve. Ver.sz.: R1.84.000 Az érdekelne, hogy mi a többlet a kb. 3-4-szer akkora file-ban, ill. érdemes-e ezzel a telepített verzióval folytatni a munkát. A tesztproram szerint, amivel a korrekt driver működést lehet ellenőrizni a leírás szerint 24600 helyett 23900 körüli értéket mutat. A gép processzor sebessége a prog. szerint is 1,2 MHz. Hogyan tovább? /Semmilyen más program nincs telepítve, memória 256 Mbyte./ Előre is köszönet. Gépközelben valószínűleg csak este 6 után leszek. e. |
|
| © ebalint | 2008. okt. 22. 11:40 | Válasz | #2359 |
|
Egy kis Mach -ina a
németeknek.
Itt : |
|
| © HJózsi | 2008. okt. 21. 20:37 | Válasz | #2358 |
|
Szia Miklós!
Csak a felület magyar, a többi maradt, azért az nagyobb falat annál, de mivel ott a magyar leírás, az átsegít a nyelvi nehézségeken. Még köszörülöm, mert az eredeti angolban szerintem téves beállítások történtek, pl az alkatrész koordináta valójában a gép koordináta szóval itt ott még módosítani kell ... |
|
|
|
2008. okt. 21. 19:28 | Válasz | #2357 |
|
Szervusz Józsi !
A programról már egy éve tudom, hogy nagyon sok mindenre használható. Tud már magyarul is? Engem ennél a kis bemutatónál a magyar kezelőfelület ragadott meg az esztergához. El todnád ezt küldeni, akár magánban is? Köszönöm: Homovics Miklós |
|
| © HJózsi | 2008. okt. 21. 14:29 | Válasz | #2356 |
|
Na, .. kaptam egy
keresztet ... most aztán cipelhetem ... OK, rövid bevezetőt írtam,
lesz talán még ma videó éles megmunkálásról ...
|
|
|
|
2008. okt. 21. 09:38 | Válasz | #2355 |
|
Addíg is írhatnál
valamit róla a topikjába :) Ami keveset tudok róla az megfogott!
Van ugye különböző "Level" szintek... a különbségek? Biztos lennének kérdések... másoknak is... |
|
| © HJózsi | 2008. okt. 21. 09:08 | Válasz | #2354 |
|
Idővel lehetne, már van
néhány felhasználó, ha tovább bővül a kör én benne vagyok olyan
trükkök lehetőségei rejlenek benne, hogy néha én is meglepődök... A
Talin szeretnék majd bemutatózni, ill előadás is lehet ...
A WinPiCi-hez is lesz postproci, csak legyen egy fél nap szabadidőm ... ;) |
|
|
|
2008. okt. 21. 06:38 | Válasz | #2353 |
|
Én nem is értem miért
nem nyitotunk egy topikot a Partmasternek?
Utánna nézegettem egy kicsit... Igen jónak tűnik! Tudod mit csinálok... aztán meglátjuk... |
|
| © HJózsi | 2008. okt. 21. 00:02 | Válasz | #2352 |
|
Szerencsére van olyan
CAD CAM progi a piacon, ami hobbistáknak hobbi áron elérhető (2.5
D), és a Mach3 liccel együtt sem kerül annyiba mint a WinPiCi ( és
azokat is tudja amiket Szigma is elvár - a többségét biztos...) és
felment a G-kód programozás alól...
Képregény : MILL Csapágyház CAD 
Csapágyház CAM 
Csapágyház Mach 
Csapágyház G-kód TURN Menetes agy CAD 
Menetes agy CAM 
Menetes agy Mach3 
Menetes agy G-kód A G-kódokat Mach3-ban off-line ki lehet próbálni ... A képek eredeti méretben: ITT... |
|
| © Szigma | 2008. okt. 20. 22:42 | Válasz | #2351 |
|
Igazad van, van olyan
program ami használ íveket.
Azért írtam a sok egyenest, mert keringett a fórumban egy-két olyan program ami pártized mm-es egyenesekből rakott ki mindent. Biztos vagyok benne, hogy ezt generálták és nem valaki unalmában írt ilyet sokezer soron keresztül. Abban is igazad van, hogy nem kell áttekinthetőnek lennie a programnak, le kell játszani és kész. De ez csak akkor igaz, ha minden szükséges dolgot be tudok állítani abban a programban ami majd generálja aG-kódot. Pl. hol kezdje a munkát, melyik irányba menjen, hol álljon meg és várja, hogy tovább engedjem, stb. Eddig ilyennel még nem találkoztam. Persze nem rágtam át magam még túl sok programon (ez sem öt perces munka), így lehet, hogy van ilyen. Így szükségem volt arra, hogy belenyúljak a G-kódba aminek a javát én is generáltattam, ezért nem ártott, ha valamennyire átlátható volt a kód. Abban már vitatkoznék, hogy ez nem az a hely ahol cilusokat meg paramétereket kell használni. Attól függ mit akarok csinálni. Egy konkrét alakot természetesen meg lehet csinálni ezek nélkül. Viszont ha egy általános feladatra akarok programot csinálni, akkor már nem nagyon lehet nélkülözni ezeket. Pl. egy négyzet alakú területet akarok végigjárni. Erre írok egy olyan programot aminek megadom a négyzet átlójának a két végpontját és a szerszám átmérőjét. A többit elintézi a program. Olyan útvonalon járja végig a területet amit én szeretnék, kiszámolja a lépések számát és lejátsza a dolgát. Ezt nehezen tudom elképzelni ciklusok és szubrutinok nélkül. Ha netán ebből még többet is szeretnék egy adott területen, adott osztással, akkor meg kizárt, hogy ez megoldható általánosságban a fentiek nélkül. Mivel én jópár ilyen általános programot is használnék, így nekem szügséges használni ezeket a lehetőségeket. Sőt még feltételes végrehajtásra is szükségem van. Ilyen viszont direktben nincs a Machban. Ez persze nem hiba, legfeljebb kicsit kényelmetlenül lehet csak megoldani. "Vizsgáljuk meg a másik oldalról: ...." nem idézem az egészet. 1. Mivel ők írják, hogy az 500 sor korláttal ingyenes, így nincs mit elcsodálkozni ha többen írnak hibát, mint ahányan fizettek érte. 2. A nekik írt levelemben megírtam, hogy megvenném, de a próbák alkalmával talált komoly hibák egyenlőre visszatartanak ettől. Ha kijavítják, valóban meg fogom venni. És tényleg a komoly hibákra gondolok, mert van azokon kívül is számos, de attól még a munkadarab elkészülhet hibátlanul. 3. Nekem is nem kevés munka egy hibát a lehető legegszerűbb, de olyan módon megírni nekik, hogy azt egyértelműen tudják reprodukálni. Az ő helyükben örülnék, hogy valaki veszi a fáradtságot erre. Mint látható a legtöbbetek nem fut bele ilyen hibákba (vagy csak nem ismeri fel, hogy ez hiba), így valószinűleg nem kapnak ezrével ilyen leveleket. |
|
| © HJózsi | 2008. okt. 20. 22:22 | Válasz | #2350 |
|
Már bocs, de máris egy
ellentmondás, egy nőszemély mióta biztos működésű? ...
Vagy Te a bankszámla lehúzásra
gondolsz? ... Mond azt, Neked pont jó, se több se kevesebb nem kell! ( Persze már ez sem igaz... step rate ugye..., de megpróbálod magadat meggyőzni... ) Hát nekem nagyon
kevés amit nyújt, főleg esztergálásban ...
(ne
keresse senki, nincs benne!  ) )
Na mg szeretem nézni a megmunkálást a képernyőn, hol jár a progi, mit "hámozott" ki a G-kódból ... Most látom több hozzászólást még nem olvastam ... |
|
| © Szigma | 2008. okt. 20. 22:02 | Válasz | #2349 |
|
"Soha nem állítottam
ilyet "nem hibás ez a program, hanem így van megírva" hisz én nem
vagyok programozó."
Valóban nem te írtad (nem is mondtam, hogy te írtad). Nem minden rád vonatkozik, csak a te leveled idézett mondata vetette fel a kiinduló pontot. "Viszont mindent meg tudtam eddig csinálni amit nekem és néhány megkeresőnek kellett." Sajnálom, hogy én nem vagyok ilyen szerencsés. "Változatlanul egy adag nagyképűséget vélek felfedezni hozzászólásaidból és ikonjaidból." Ilyet én is felfedezhetnék némely hozzászólásodban ha ez lenne a szándékom, azonban én arra reagálok amit írtál, és nem arra amit esetleg én magyarázok bele. "De kérdezem, miért nem hagyd ott a Mach-t és veszel fizetős mást. " Ezt már kifejtettem, nem ismétlem meg. |
|
| © végyé | 2008. okt. 20. 14:44 | Válasz | #2348 |
|
Péter,
Irtam egy levelet az itteni cimedre nézd meg légyszives. végyé |
|
|
|
2008. okt. 20. 14:25 | Válasz | #2347 |
|
"Biztos működésű"
nőszemély... azaz kiszámítható... de semmi "csicsa" :)
Az idő pénz... lehet, hogy hobbyban is? :) Ahogy Szigma írta... egy-két drága eltörött maró, egy-két selejt is pénz... a bosszuságról, időről nem beszélve... A WinPC lehet, hogy elsőre ránézésre "fapados", de másodszorra már nem mert csak az van benne amit valójában tud is... és szükséges is... Sem több sem kevesebb... szerintem :) Pont ezt szeretem benne... |
|
|
|
2008. okt. 20. 14:18 | Válasz | #2346 |
|
"WinPCNC ahol nem is látod a
Gcode-ot, (Varsányi szerintem még nem is látott olyat) :)" Hát nem vagyok NC programozó... persze sajnos nem is akarok az lenni :) |
|
| © lovas gyula | 2008. okt. 20. 12:51 | Válasz | #2345 |
|
"Kinek a Mach kinek a
Mach-né" a jól ismert közmondás egy kicsit másként. Ebben csak a
baj,hogy az átlagos hobbysta vagy kisvállalkozó nem ismeri a
Mach-nét, én sem. Mert a Péter által favorizált WinPcNc dupla áron
is kicsit fogatlan külsejű nőszemély. Természetesen vannak még olcsó
kis programocskák aszkétáknak mindenféle support nélkül. Utána csak
az évi jövedelem nagyságával biró programok vannak. Lehet választani
("Ha már valami fizetős, akkor eleve nem nevezhető hobby szintűnek.
Az más kérdés, hogy hobbyként indult a dolog, de a végére lett
fizetős változata is. Ott már elvárok valamit a pénzemért")csak
okosan!
|
|
| © psychobilly | 2008. okt. 20. 11:59 | Válasz | #2344 |
|
"Persze könnyen beszél
az aki nem ír soha programot, hanem egy rajzprogramban lerajzol
valamit és legeneráltatja a G-kódot, ami csupa egyenesekből álló,
lineáris program."
Ezt azért ugye nem gondoltad komolyan?? Szerinted azt a 13 ívből álló programot amit írtál csak egyenesekből tudják összerakni? Próbálj ki mondjuk egy MasterCAM-et EdgeCAM-et Sprutcam-ot vagy más hasonló programot. De nem is kell ilyen komoly programmal foglalkozni, ha megrajzolod mondjuk dxf-be, akkor gyakorlatilag bármelyik egyszerűbb CAM program összerakja neked 13 ívből. Azon is el lehetne gondolkodni, hogy a nagyobb CAM szoftverek szerinted miért nem használnak ciklusokat, paramétereket srb.? Kétlem, hogy nem tudnák megcsinálni, egyszerűen felesleges, nem beszélve arról, hogy a felhasználók azért nem 90%-ban programozók és nem biztos, hogy egy ciklus nekik is olyan egyértelmű mint neked. "4 nagyságrenddel nagyobb méretű és áttekinthetetlen programmal dolgoznak" Ott van például a WinPCNC ahol nem is látod a Gcode-ot, (Varsányi szerintem még nem is látott olyat) :) nem kell annak áttekinthetőnek lenni, egyszerűen le kell tudni játszani és kész. Persze programozóként nekem is jobban tetszenek a ciklusok, paraméterek, de ez nem az a hely ahol ezeket alkalmazni kell. "a legprimitívebb módját használják a programnak" Azzal a legprimitívebb móddal is ugyan azt a munkadarabot fogják megcsinálni amit Te, csak nekik 100000 sorból fog állni neked meg csak 25000-ből, arról nem beszélve, hogy Te nem tudod megcsinálni... :) ""nem hibás ez a program, hanem így van megírva"" Ezt egy teljesen más problémára mondtam, és el is ismertük, hogy hibás a Mach3. Vizsgáljuk meg a másik oldalról: Van egy szoftverem, amit 30 ezer forintér árulok, és tudom, hogy megvették mondjuk 1000-en. Ha 5000 felhasználótól kapok visszajelzést, hogy ez nem jó meg az nem jó, akkor azért elgondolkodok egy kicsit. Persze ettől még ki kell javítani a hibákat, csak az embernek más lesz a hozzáállása. |
|
| © rc | 2008. okt. 20. 11:40 | Válasz | #2343 |
|
Soha nem állítottam
ilyet "nem hibás ez a program, hanem így van megírva" hisz én nem
vagyok programozó.
Viszont mindent meg tudtam eddig csinálni amit nekem és néhány megkeresőnek kellett. Változatlanul egy adag nagyképűséget vélek felfedezni hozzászólásaidból és ikonjaidból. De szerencsére ez nem hátráltat abban, hogy a céljaimra megelégedéssel használjam a Mach-ot. Pláne, hogy azért van itt a fórumon egy-két önzetlen Mach segítő! Természetesen elismerem a Te professzionális igényeidet nem elégíti ki. De kérdezem, miért nem hagyd ott a Mach-t és veszel fizetős mást. Hát ez az! Mert Neked EZ INGYENES! Fontos tisztáznom, én fizettem a licensz-ért! |
|
| © Szigma | 2008. okt. 20. 11:13 | Válasz | #2342 |
|
"Aztán vannak akik
mindenféle szélsőséges esetekre is tesztelik ezt az ingyenes hobby
progit, és ki vannak akadva a használhatatlanságán (majd fizetek ha
jó lesz fölényeskedéssel)."
Azért itt némi félreértésben vagy az ingyenes, meg a hobby körül. Én fordítva fogalmaznék. Vannak akik használni szeretnének egy eszközt annak minden funkciójával és ezért fizetnének is (ezek az általad szélsőségesnek nevezett esetek), és vannak akik mindössze a legprimitívebb módját használják a programnak (ez a többszázezer elégedett hobbysta) akik viszont ingyen használják. Ugye ajándék lónak ne nézd a fogát elven. Mert minek nevezzem azt a használatot amikor egy körívet 25000 darab egyenessel közelítenek meg, és így 4 nagyságrenddel nagyobb méretű és áttekinthetetlen programmal dolgoznak. Azt a körívet egyetlen sorral is le lehet írni. Persze könnyen beszél az aki nem ír soha programot, hanem egy rajzprogramban lerajzol valamit és legeneráltatja a G-kódot, ami csupa egyenesekből álló, lineáris program. Ő sosem fog hibát találni, és elégedett lesz. Ettől viszont még nem lehet azt mondani, hogy a Mach hibátlan, csak nem kell mindenféle szélsőséges szituációban használni. Egyébként a benne lévő funkciók használata eleve nem nevezhető szélsőséges használatnak.  Vagy minek nevezzem azt a hozzáállást, hogy nem kell menet közben megállítani a gépet, hagyni kell dolgozni. Ugyanis ha megállítom, akkor a program későbbi részében hibásan fog működni. Nem mindíg, de gyakran, és előre megjósolhatatlanul. Arról a nézetről pedig, hogy "nem hibás ez a program, hanem így van megírva" már nem is beszélek. Ez egyenrangú a szélsőséges használat megfogalmazással. Így teljesen érhető a sok elégedett felhasználó. És most csak a legegyszerűbb esetekről szóltam. Azért nagyon kiváncsi lennék, hogy a fejlesztők hány levelet kaptak eddig, amiben a sok "elégedett" felhasználó az egyébként "hibátlan" programban fellelt hibákat jelzi nekik. Kiváncsi lennék a véleményedre azután is, ha az általad nagyra becsült program eltörné néhány sokezer Ft-os szerszámodat, meg az utolsó lépésben selejtet csinálna a drága munkadarabból, esetleg a gépet kezdené el forgácsolni. Az pedig, hogy majd akkor fizetek érte ha ezek a hibák javításra kerülnek, nem fölényeskedés, hanem meggondolt döntés. Te vennél olyan eszközt aminek a kipróbálásánál az esetek felében hibás működést tapasztalsz? Én ugyanis nem. Ha már valami fizetős, akkor eleve nem nevezhető hobby szintűnek. Az más kérdés, hogy hobbyként indult a dolog, de a végére lett fizetős változata is. Ott már elvárok valamit a pénzemért. Biztos, hogy nem csak egyedül én vagyok ilyen felfogású, de azt látom, hogy te a másik táborhoz tartozol.
|
|
|
|
2008. okt. 20. 09:18 | Válasz | #2341 |
|
Igazad van... Ha már
megszokta a Mach-ot nem vált (legalábis ilyenről nem tudok
idehaza...)
|
|
| © HJózsi | 2008. okt. 20. 09:18 | Válasz | #2340 |
|
:) Az R3.042.03- tól
letöltögettem az asztali gépemre, viszont a driver teszteket
lefuttatva nem mertem tovább kisérletezni velül mert 2 ujjnyi vastag
fekete sávot mutatott ... a 14-nél már nem, onnantól OK a driver
teszt, a 15-öt meg a MINITURN-elkipróbáltam és dobtam egy
hátraszaltót amikor megláttam, hogy az általam jelzett hibát
kijavították. Most már akár CSS-t(constant surface speed) is
programozhatok, az átmérő fv-ében fogja emelni csökkenteni a
fordulatszámot, ill fordulatszám ugrásnál szép átmenet lesz...
Ha már kis csapatról van szó, inkább fejlesszenek mint levelezzenek, a drága sw forgalmazók tudnak csak szerintem "lelki segély" szolgálatot fenntartani és ott is többnyire az udvarias válaszokon kívül kevés az érdemi előrehaladás. Szoktam itt jelezni ha valami új dolgot fedezek fel a legfrissebb változatban, a fent említett okokból eddig nem láttam értelmét, hisz ez csak beta, de most már talán érdemes mindenkinek megnézni aki kíváncsi az előrelépésekre. Korábban sem voltak bőbeszédüek a release notes-okat illetően, bár van egy txt-jük, talán, ha ez az átfogóbb módosításokat tartalmazó R 03.42 kijön akkor számíthatunk a lista kiegészítésére ... |
|
| © rc | 2008. okt. 20. 09:15 | Válasz | #2339 |
|
Változatlanul kíváncsi
vagyok a második fizetős hobby cnc-sre, aki miután megépítette gépet
gyorsan WinPCNC akar venni és nem a Mach-t teszi fel.
|
|
|
|
2008. okt. 20. 09:15 | Válasz | #2338 |
|
Én a "beetetős"
WinPC-NC Light-al kezdtem... Az nem hardverkulcsos...
Azért "beetetős"... mert "rászokik"... élvezi, hogy milyen egyszerűen nagyszerű ... ... és aztán ha "mindent" akar a felhasználó ugyis megveszi a WinPC-NC Economy-t. Én nem azért vettem mert Magyarul is megy... :) |
|
| © rc | 2008. okt. 20. 09:08 | Válasz | #2337 |
|
-Vannak egy páran azért
itt a fórumon is akik a Mach-al vígan dolgoznak, termelnek, az
igényeiknek megfelelő beállítással.
Világszerte pedig (csak a modellezők és hobbysok több százezren) megelégedésre használják. -Aztán vannak akik mindenféle szélsőséges esetekre is tesztelik ezt az ingyenes hobby progit (mivel nem hardver kulcsos nem okoz gondot a felt...), és ki vannak akadva a használhatatlanságán (majd fizetek ha jó lesz fölényeskedéssel). Szerencsére azt látom, hogy azok vannak nagyságrenddel többen akik örömmel valósítják meg CNC-zésüket a Mach-al. A kisebbségnek meg javaslom, "tessenek bátran pénzt áldozni a professzionális igényeiket kielégítő szoftverek megvásárlására, hisz ott vannak tömegével a több százezres és milliós értékűek". Én sem kezdtem volna el a hobby cnc-zést, ha az első gépem árával megegyező értékű softvert is vennem kellett volna. |
|
|
|
2008. okt. 20. 09:06 | Válasz | #2336 |
|
Hát én sem "hobbyznék"
ha nem lenne a WinPCNC... :) na persze "teuer"...
Persze exponenciális gyorsítás nélkül is van élet... csak másabb :) A Mach-ban az jó, hogy nem hardverkulcsos :) így valóban igaz lehet a pár százezer (fel)használó...:) Most, hogy "átrendezték" a Mach sorait... biztos történik valami... A befektető LCC pénzt is akar majd talán belőle... |
|
| © HJózsi | 2008. okt. 20. 08:37 | Válasz | #2335 |
|
Már vártam a teuer,
über fapad istenítését...
Az exponenciális nélkül símán meg
lehet lenni, mint azt a pár százezer Mach3 felhasználó igazolja...
Emiatt az egy miatt nem hiszem, hogy lemondanék a Mach3
sokoldaluságáról, rugalmasságáról, számtalan lehetőségéről ( +
áráról) ami sajnos a "WinPiCi" nevű célszoftverből hiányzik...
Ha nincs a Mach csak a WinPici én ma
valószínű nem hobbi CNC-zek és még nagyon sokan nem ... gondolom
akkor még drágábban is adnák...
|
|
|
|
2008. okt. 20. 07:26 | Válasz | #2334 |
|
Na akkor már (lassan)
azokat is tudja mint a WinPCNC
Sebességugráskor rámpa, exponenciális gyorsítás... |
|
| © Szigma | 2008. okt. 20. 00:07 | Válasz | #2333 |
|
Ha a te áprilisban
jelzett hibádat most javították, akkor én még várhatok egy keveset
A legutolsó általam próbált verzió a R3.042.012 volt, és az még rossz volt. Arra azért nincs enegiám, hogy minden új verziót kipróbáljak. Azt is hiányolom, hogy ezeknek a verzióknak nincs változás listája. Igy a fene tudja, hogy mi változott benne. Nekem már kb. 10 olyan kis G-kód programom van amit nem jól csinál a Mach. Ezt mindet lepróbálni fél napi meló. Én is a Brian-al levelezek, de egyenlőre nem bíztat avval, hogy a jövő héten javítja az általam jelzett hibákat. Azért reménykedek, hogy talán még idén nekiáll. |
|
| © HJózsi | 2008. okt. 19. 21:22 | Válasz | #2332 |
|
Az lehet, hogy nem
sokat írogatnak de dolgoznak... Áprilisban megírtam nekik egy hibát,
mégpedig, hogy a főorsó step/dir vezérlés esetén új sebességparancs
érkezésekor figyelmen kívül hagyja a motortuningban beállított
rámpát, nos örömmel látom, hogy ezt már kijavították a Mach3
R3.042.015-ben ( gyönyörűen lassítja a 100-as tokmányt 2500rpm-ről
100-ra... ), sajnos ez még kisérleti változat ( - This Rev is for
Development testing only! ).
Amúgy azt hallottam az alapító párosból Art visszavonult, és egy másik cég égisze alatt fejleszti tovább Brian. A Quantumról azt írják a machsupporton, hogy lekerült a napirendről, mert szinte minden bekerült a Mach3-ba, ezért is most ennek a bugfixálásával foglalkoznak. Arra mondjuk kíváncsi leszek, az exponenciális gyorsítás bekerül-e ... A SmoothStepper fejlesztőjével is együtt dolgoznak ... Szóval próbáld ki a legfrissebb változatot, hátha ... |
|
| © Szigma | 2008. okt. 19. 00:21 | Válasz | #2331 |
|
Mi ez a paraméteres
üzemmód?
Egyébként a Machban meglehetősen sok hiba van sajnos. Én legalábbis már jópárat találtam. Meg is írtam nekik, de udvarias válaszon kívül egyenlőre nem történt semmi lassan már 3 hónapja. |
|
| © Sys_m | 2008. okt. 18. 14:56 | Válasz | #2330 |
|
Sziasztok!
Sneci a kereszt nem baj ha nem a marómotor tengelyénél van, a kereszt és a szerszám tengely távolsága adott, egy szkripttel el kell küldeni az X-et és az Y-t(úgy ahogy a videón van #2293). Sys_m u.i.: nagyon baró a feliratozó lézered...
|
|
| © Varga István | 2008. okt. 18. 13:30 | Válasz | #2329 |
|
Sziasztok!
Egy kis segítséget szeretnék kérni! Használtátok már a Mach3-at paraméteres üzemmódban? Nálam a következő hiba fordult elő, ha megállítom a programot "Feed Hold" gombbal és folytatni szeretném a "Cycle start"-al mintha elfelejtene paramétereket. Ha nem állítom meg simán lefut. Tud valaki segíteni? Köszi! |
|
| © svejk | 2008. okt. 18. 13:18 | Válasz | #2328 |
|
Nahát..ez tényleg jó
ötlet!
|
|
| © rc | 2008. okt. 18. 13:03 | Válasz | #2327 |
|
Igen, lézerhez
(vágáshoz) is ez a módszer a nyerő.
|
|
| © HJózsi | 2008. okt. 18. 11:07 | Válasz | #2326 |
|
Az XP-nél már nincs ez
a para ... SP2-t tedd fel ha nincs eleve az installon ...
|
|
| © ebalint | 2008. okt. 18. 10:28 | Válasz | #2325 |
|
Ezt a Svejk féle
konfigot nem ismerem.
Van néhány PC-m, nem túl gyorsak ugyan, de kipróbálni remélem megfelel vmelyik. A gépet csak a CNC működtetésére és esetleg rajzolásra szánom majd. . |
|
| © ebalint | 2008. okt. 18. 10:24 | Válasz | #2324 |
|
Akkor ezek szerint XP
kell.
Hogy milyen XP az mellékes? Azért kérdem, mert belefutottam már olyanba, hogy pl. W98-nál a magyar verzió gyakorlatilag nem volt használható PLC programozáshoz, ill. CNC vezérléshez. Kösz mindenkinek az eddigi segítséget. ebalint |
|
| © sneci | 2008. okt. 18. 10:10 | Válasz | #2323 |
|
Ha már ilyet akarsz
feltenni, előnyösebb a két különálló vonalpuska. Ennek az a
hátránya, hogy be kell fogni a maró helyére. Ha külön van a két
puska, akkor nem kell tengelybe rakni őket, csak annyira kell
oldalirányba elvinni, hogy a vonalat ne árnyékolja a marómotor és a
felfogatása. Egyszer kell belőni, hogy a szálkereszt a maró
tengelyében legyen, és ....
|
|
| © HJózsi | 2008. okt. 18. 10:04 | Válasz | #2322 |
|
Kipróbálásra jó lesz,
én több ramot javasolnék, Min 512MB. Alaphangon olyan 1.3 GHz a
javasolt, de azon a 100kHZ-et is garantálja, ha más nem fut a gépen,
ill felesleges processzek kikapcsolva...
Ha megtetszik, érdemes a Svejk féle konfigot megvenni akciós hobbi áron a gép mellé. Gyakorlatilag PC táp+ház árban ... ;) |
|
| © HJózsi | 2008. okt. 18. 10:04 | Válasz | #2322 |
|
Kipróbálásra jó lesz,
én több ramot javasolnék, Min 512MB. Alaphangon olyan 1.3 GHz a
javasolt, de azon a 100kHZ-et is garantálja, ha más nem fut a gépen,
ill felesleges processzek kikapcsolva...
Ha megtetszik, érdemes a Svejk féle konfigot megvenni akciós hobbi áron a gép mellé. Gyakorlatilag PC táp+ház árban ... ;) |
|
| © svejk | 2008. okt. 18. 09:23 | Válasz | #2321 |
|
XP-vel..
1,7 celeron, 256MB ram, 35kHz-en stabilan megy |
|
|
|
2008. okt. 18. 09:06 | Válasz | #2320 |
|
A Mach3 fejlesztésének
domináns idejében (és jelenleg is ez áll fen) az XP-t
használták/használják. E miatt és amiatt is, hogy az optimalizált
kód miatt az egyébb kiszolgáló rutinok (OP) gyorsabban futnak XP-n,
az XP-t javasolnám alá!
|
|
| © ebalint | 2008. okt. 18. 08:54 | Válasz | #2319 |
|
Tanäcsra van szükségem:
Úgy tudom, hogy a Mach3-hoz megfelel a W2000 és az XP is. Kérdésem : Melyik és milyen verzió a "jobb" a tapasztalatok szerint, beleértve a nyelvet is. A PC asztali, 1,2 GHz. A memória mekkora legyen? Szeretném kipróbálni a Mach3-t, de nem szeretnék vakvágányra kerülni egy rossz párosítás miatt... Előre is köszönet, ebalint |
|
| © HJózsi | 2008. okt. 17. 22:58 | Válasz | #2318 |
|
Nem rossz, kipróbálom
... :)
"International orders are accepted with no additional shipping charge." ... Air Mail ($0.00) ... Köszi a tippet! Ha meg is érkezik (
és miért ne) majd dokumentálok... |
|
| © Sys_m | 2008. okt. 17. 14:54 | Válasz | #2317 |
|
Sziasztok!
Figyelem, ha valakit érdekel a #2293 hozzászólásban látható lézerkereszt pointer, az innen megveheti. Paypal kell hozzá és potom 800 Ftból kijön szállítással. 
http://www.dealextreme.com/productimages/sku_5942_4_small.jpg Laserpointer link Sys_m |
|
| © Motoros | 2008. okt. 16. 17:07 | Válasz | #2316 |
|
Ez nagyon hasznos cucc.
A gyengébbek kedvéért milyen jó lenne lefordítani a használatát.
|
|
| © Sys_m | 2008. okt. 16. 10:23 | Válasz | #2315 |
|
Sziasztok!
Használjátok Mach 3 Probe Tool-t Centerfinder-re (furat középpont, sarokpont megállapítás)? Megtaláltam a beállítását, screenset-jét, segítségével bármilyen pontra vissza lehet állni a munkatartományon belül a cnc géppel. X Y Z Probe Modification Sys_m |
|
| © simplejoe | 2008. okt. 08. 16:08 | Válasz | #2314 |
|
Sziasztok!
Lenne egy nagy problémám melóhelyen mach3 vezérlésű lángvágógépet használunk. problémám, hogy ha fut egy vágás billentyűzetről nem tudom a Z tengelyt mozgatni csak a page up/down gombokkal tudom, ha leállítom a vágást vagy a gépbe épített két külön gombbal. A kérdésem az lenne, hogy lehetne megoldani hogy vágás közben is tudjam billentyűzetről vezérleni a z tengelyt? Elöre is köszi a segitségetek! |
|
| © mechanikus | 2008. okt. 05. 11:52 | Válasz | #2313 |
|
Köszi a kimerítő
választ! Az impulzusok közti távolság meglátásűához nem kell
mérőszalag, jól látható, de én azt hittem, hogy ez direkt így
generált impulzus. Nem is gondoltam volna, hogy ekkora eltérések
lehetnek a pulzusok között!
|
|
| © HJózsi | 2008. okt. 05. 09:29 | Válasz | #2312 |
|
Vegyél elő egy
mérőszalagot, #2301 -nél tedd oda az első kép elé ( printed port) és
nézd meg egyformák-e a távolságok a pulzusok között... a pulzusoknak
van egy ki szórása, amit persze a Mach igyekszik kiegyenlíteni ...
nézd meg az időfelbontást és számold ki ez mekkora hibát jelenthet
... nem sokat... de a motor egyenletes járás helyett mindig lassul,
gyorsul az egymást követő pulzusok során... A Mach egyébként 6
tengelyt tud vezérelni gond nélkül ...
A SmoothStepper nem G-kódokat kap, akkor a Mach már nem is kellene .... A Mach3 pulsing engine-t helyettesíti, többlet szolgáltatásokkal, a Mach max. 100kHz-e helyett max. 4Mhz (!) step frekit lehetővé téve ... A Mach3 pulse engine valóban kikapcsolható lenne, persze alapból fut, viszont SS használata esetén a legkisebbre lehet (kell, 25kHz) állítani... |
|
| © mechanikus | 2008. okt. 05. 06:28 | Válasz | #2311 |
|
Ez mit jelent? "nem
teljesen egyenletes step pulzus" Én azt nem tudom elképzelni, hogy
az impulzusok a három tengelyen nem a megfelelő időben lesznek a
printer porton, mert akkor a szerszámpálya sérül, pld. G0 vagy
G1-nél nem lesz lineáris a mozgás, vagy egy G2, G3 utasításra nem
fog a szerszám szabályos kört leírni. Ez a jelenség valóban
fentállhat, ha a processzor teljesen le van terhelve, de én úgy
gondolom, hogy akkor inkább álljon meg a rendszer, mintsem, hogy
selejt legyen a vége! Gondolom, ez az új eszköz, magától generálja
az impulzusokat a fene tudja miképpen kapott G kódok alapján, és így
nincs a számítógép procija leterhelve! De ha ez így van, akkor ahoz,
hogy jól működjön, ki kell kapcsolni a mach impulzusgeneráturát, és
a G kódokat az eszköz rendelkezésére kell bocsájtani.
Jól gondolom? |
|
| © HJózsi | 2008. okt. 04. 21:50 | Válasz | #2310 |
|
Szia Mechanikus!
A képeket a netről linkeltem, az a lényeg, hogy a printer porton a lefutó élek nem egyenlő időközönként jönnek, a SmoothSteppernél pedig igen ( ill lényegesen jobban közelíti az egyenletest )... Ez szebb járást ad a motornak, minden felhasználó ezt emeli ki először " simább a járása... " emellett persze mivel magas a step freki limit, mindenki gyorsítani is tudott a gépén ... Svejk leírta, hogy a kimenő pulzusokat lehet szélesíteni a Mach-ban, de a probléma a nem teljesen egyenletes step pulzus, ami előáll ha több alkalmazás fut Winfoson nem csak a Mach ... :) :( |
|
| © svejk | 2008. okt. 04. 14:17 | Válasz | #2309 |
|
azért látod annak mert
200 us az időalap..
Sajnos ahhoz(sem) értek :( |
|
| © mechanikus | 2008. okt. 04. 13:21 | Válasz | #2308 |
|
Neked teljesen igazad
van, lehet, hogy én értem félre. Az oszcilloszkóp képén úgy látszik,
mintha a stepjel csak egy tüske lenne, míg a smooth steper-nél a két
impulzus közti ciklus meg lenne felezve, hogy maga az impulzus
stabilabb legyen. Felejtsd el, ez csak egy balga felvetés volt. Már
sajnos nincs meg az oszcilloszkópom, hogy meg tudjam nézni én is a
jelsorozatot. Biztosan nagyon tanulságos lehet!
A fontbeintegrálásban tudnál segíteni? |
|
| © svejk | 2008. okt. 04. 12:36 | Válasz | #2307 |
|
De mi a gond az LPT
impulzusaival???
ha a motortuningban a step jel szélességét 0-3ig választod akkor 3us-os impulzusokat kapsz, felette 3-25-ig kiválasztva 3-25us -os lesz a szélesség... a 3us minden vezérlőnek elég.. vagy valami másról beszéltek?? |
|
| © mechanikus | 2008. okt. 04. 12:05 | Válasz | #2306 |
|
Sziasztok!
Tudja-e valaki, hogy miképpen lehet a MACH3 vezérlőprogram gravírozó wizard-jába, a meglévő fontokon kívül más, pld a windows könyvtár fontjait beleintegrálni? mechanikus |
|
|
|
2008. okt. 04. 10:49 | Válasz | #2305 |
|
A Harmonic Drive
alkalmazási példák között mintha láttam volna...itt
valahol... :)
|
|
| © tatai | 2008. okt. 04. 10:26 | Válasz | #2304 |
|
Egy ilyen késváltót
szeretnék csinálni az esztergámra. Hogy néz ki ez belüről? Valakinek
van ilyenje? Vagy egy jó rajz róla?
Kössz: TT |
|
| © mechanikus | 2008. okt. 04. 08:42 | Válasz | #2303 |
|
Szia Józsi!
Ahogy látom a sima printerporton csak a lefutó impulzusok tüskéi mutatkoznak, míg a smooth stepperrel a korrekt impulzusok. Volna-e kedved egy kis kísérlethez? Nekem már nincs ehez semmi eszközöm, ezért nem tudok kísérletezni! Arra gondoltam, hogy a lefutó élek megvannak. Ezzel a lefutó éllel kellene egy impulzus generátort hajtani, aminek a kimenete stabil 1us. A vezérlő ezt már gond nélkül képes kezelni, lépésvesztés nélkül. Akár egy 4013-as D tárolóból is ki lehet egy ilyet alakítani, csak akkor felfutó éllel kellene vezérelni. A Q kimenetre kellene egy RC tagot kötni, ami a tároló reset bemenetét vezérelné 1us után. Ekkor a printerport impulzusai már szabályosak lennének. Ezt most csak egy "kontár" mondja, de ha ez működik, akkor nem kell a drága eszközt beépíteni a sorba. ?? |
|
| © HJózsi | 2008. okt. 03. 19:23 | Válasz | #2302 |
|
És egy kis heavy-metal
eszterga VIDEO.... :)
|
|
| © HJózsi | 2008. okt. 03. 19:15 | Válasz | #2301 |
|
Printer Port:

SmoothStepperrel: 
Irányváltás/Gyorsítás, SmoothStepperrel: 
|
|
| © HJózsi | 2008. okt. 03. 19:01 | Válasz | #2300 |
|
Sok új funkció került
bele, pl.
-a menetvágás is esztergához ( úgy látom itt elég az egy résés tárcsa a főorsóra...), - 5 enkóder vagy MPG köthető rá, bármilyen kombinációban ... az enkóder pl. szerelhető tengely ( orsó) végére is ... - a step/dir bemenet mellett támogatja a Quadrature meghajtást is ... Részletek bővebben ... itt |
|
| © HJózsi | 2008. okt. 03. 18:21 | Válasz | #2299 |
| © Sys_m | 2008. szept. 26. 12:58 | Válasz | #2298 |
|
Van leírásom,
szerkesztgettem már forrást, de az építés teszi ki minden
szabadidőmet. Csak 2D-s próbára kell, illetve nemsokára 3D-re is...A
varázslót kipróbálom...
Kösz |
|
| © svejk | 2008. szept. 26. 12:03 | Válasz | #2297 |
|
Szerintem egyszerűbb ha
írsz magadnak...
Ha nem ismered még a G kódokat használd pl. a mach varázslóját és onnan látva a gyakorlatban G kódokat a tanulás is gyorsabb lesz.. |
|
| © Sys_m | 2008. szept. 26. 11:30 | Válasz | #2296 |
|
Sziasztok!
Segítsetek, teszt gkodokat hol lehet találni (István honlapján és a meach3 progin kívül)a neten, amivel lehetne a gépem pontosságát, kottyanását vizsgálni. Thx. Sys_m |
|
| © Sys_m | 2008. szept. 25. 09:51 | Válasz | #2295 |
|
Sziasztok!
A lézerkereszttel a jelölendő pontot lehet kiválasztani, majd a lézerkereszt és a marófej középpont távolságának ismeretében a Y rááll az előzőleg megjelölt pontra. Láttam még alu L-profilos és csöves kialakítású anyagszél és furatpont felvételi megoldásokat is. Nagyon ötletesek... Mach 3 Probe tool |
|
| © mechanikus | 2008. szept. 24. 21:07 | Válasz | #2294 |
|
Igen, én is ilyesmit
használok. Bár nem tudom, ennek mi köze a lézerhez? Én a marómotorom
tengelyének a végére ráaplikáltam egy szénkefét, az viszi a maróra
az IO kártyám inputját, és G31 használatával veszem fel a
nullpontot. Nagyon bevált, főleg gravírozásnál, amikor görbe a
lemez. Minden karakter gravírozását egy tapintással kezd, és utána a
megadott mélységben dolgozik a gép.
|
|
| © Sys_m | 2008. szept. 24. 13:59 | Válasz | #2293 |
|
A kép még egyszer... (,
hogy látható legyen)

|
|
| © Sys_m | 2008. szept. 24. 13:58 | Válasz | #2292 |
|
Sziasztok!
Ezen lehetőségeket valaki használja a Mach 3-ban?
Youtube Video |
|
| © HJózsi | 2008. szept. 24. 10:14 | Válasz | #2291 |
|
Menetvágás
SmoothStepper - Mach3-al :

"Pic is a 25mm x 1.50 pitch thread cut at 1500rpm (Yes really!) with an M10 coach bolt next to it." További infók ITT... Fog ez menni ... |
|
| © HJózsi | 2008. szept. 21. 18:59 | Válasz | #2290 |
|
|
|
| © rc | 2008. szept. 21. 18:44 | Válasz | #2289 |
|
Hát a kételkedőket
remélem meggyőzi.
Nem véletlenűl rendeltem azonnal, mert láttam ez a jövő. "Aki meg kimarad lemarad", |
|
| © HJózsi | 2008. szept. 21. 18:34 | Válasz | #2288 |
| © HJózsi | 2008. szept. 21. 18:21 | Válasz | #2287 |
|
Érdemes megfigyelmi
mekkora sebességnövekedést jelentett neki, az elején kiírja ... Elég
meggyőzően mozog a masina, pedig van ott tömeg ...
|
|
| © HJózsi | 2008. szept. 21. 18:19 | Válasz | #2286 |
|
Addig is Eszterga Video
a
YouTube-on... Épp ma vágott menetet is valaki, van ott töb
SmoothStepperes videó is ...
|
|
|
|
2008. szept. 21. 17:06 | Válasz | #2285 |
|
Jól van na... egy üveg
vörös bór után?!
 |
|
| © Hunka Tibor | 2008. szept. 21. 16:53 | Válasz | #2284 |
|
LayyCam Nem ismerös !!
|
|
|
|
2008. szept. 21. 16:37 | Válasz | #2283 |
|
Nézegettétek mostanában
a LayyCam-et? Tud egy csomó 3D CAD formátumot importálni! Lehet,
hogy csak nekem új...
|
|
| © HJózsi | 2008. szept. 21. 10:56 | Válasz | #2282 |
|
Mihelyt lesz mőködő
rendszerem. A kiseszterga most golyósorsósítás alatt, vagyis under
construction...
Egyébként már megy a menetvágás internal tesztelőknél, úgyhogy ha összeállt a gép beszállok a tesztelésbe. Free time függő, 1-2 hét... Ha csak ezzel kellene foglalkoznom már menne ... online |
|
|
|
2008. szept. 21. 10:38 | Válasz | #2281 |
|
Videó, dokumentálás
mikor lesz?
|
|
| © HJózsi | 2008. szept. 21. 10:22 | Válasz | #2280 |
|
|
2008. szept. 15. 17:15 | Válasz | #2279 |
|
Köszönöm szépen. A
makrót megpróbálom értelmezni.
Vagy valahonnan letölteni, ha lehet. A talin remélem tudunk pár szót személyesen is beszélni. |
|
|
|
2008. szept. 12. 18:53 | Válasz | #2278 |
|
Azért kár... Előtte még
beszámolhattak volna... Hawaii előtt... :)
|
|
| © HJózsi | 2008. szept. 12. 18:21 | Válasz | #2277 |
|
Ja, csak már én is
sietek ... oda ..
|
|
|
|
2008. szept. 12. 18:14 | Válasz | #2276 |
|
Hawai = Hawaii :)
Egyébként akkor ok.
|
|
| © HJózsi | 2008. szept. 12. 18:06 | Válasz | #2275 |
|
Azóta aki használja,
már úgy meggazdagodott, hogy valszeg elment Hawai-ra, mert már
felénk sem néz ... :D
Én az enyémet kölcsönadtam, mert az esztergához még csak korlátozottan jó, de maróhoz már OK a firmware ... Egyébként 5mm-es alu lapokkal is el lehet érni simább futást a hagyományos felállásban... (árnyékolás ... ) |
|
|
|
2008. szept. 12. 17:57 | Válasz | #2274 |
|
Hogy
áll a SmoothStepper Projekt? Már működik?
|
|
| © HJózsi | 2008. szept. 12. 17:36 | Válasz | #2273 |
|
Ennek az
esztergályosnak sikerült :
ITT..
|
|
| © HJózsi | 2008. szept. 12. 17:21 | Válasz | #2272 |
|
Addig is amíg nem ír
valaki aki használja a Mach3-at szerszámcserálővel, úgy néz ki, hogy
makrókkal kell megbírkóznod...
Kukkantsd meg a Tool Change Macro videót : ITT az M6Start.m1s éd M6End.m1s makrókat kell használni, testreszabni, beilleszteni a Mach3-ba ... |
|
|
|
2008. szept. 12. 16:32 | Válasz | #2271 |
|
Az a baj, hogy az angol
tudásom=0. Német, vagy pláne Magyar persze sehol. A magyar fordítású
gépköny ezzel nem foglalkozik, csak az alapbeállításokat
tartalmazza. Persze az elején az is elég volt, dehát az ember fia
már csak ilyen: örök elégedetlen. Egyébként szerintem biztos, hogy
tudja, mert a CONFIG beállításoknál ki lehet választani az automata
szerszámváltás lehetőséget is. Ha konkrétabbat találsz és elárulod
hol bukkantál rá, megköszönöm.
Persze ezt is |
|
| © Szedlay Pál | 2008. szept. 11. 22:14 | Válasz | #2270 |
|
A Mach supporton
találsz erre egy pédát én egyszer rákerestem.
|
|
| © Szigma | 2008. szept. 11. 22:09 | Válasz | #2269 |
|
Az a gyanúm, hogy a
Mach nem tud ilyet, de majd a profik kijavítanak ha mégis tudja.
|
|
|
|
2008. szept. 11. 16:36 | Válasz | #2268 |
|
.???.
|
|
| © HJózsi | 2008. szept. 10. 00:15 | Válasz | #2267 |
|
Stop
This immediately stops the program or machine movement. The shortcut keys are Alt-S. Feed Hold This stops the program after a movement ramp down has finished. The shortcut key is the Spacebar. A Feed Hold tehát a lassítási rámpa szerint állítja meg a mozgást, a Stop pedig azonnal megszakítja a step jeleket, mint az E-Stop... |
|
|
|
2008. szept. 06. 10:54 | Válasz | #2266 |
|
.??.
|
|
|
|
2008. szept. 04. 13:41 | Válasz | #2265 |
|
Szervusztok!
Automata szerszámcserélő beállításához szretnék segítséget kérni. Hol lehet tudatni a MACH 3-mal, hogy milyen pozícióba kell elmennie a következő szerszámért. Hol lehet definiálni a szerszámtár helyzetét? Köszönöm a segítséget. |
|
|
|
2008. szept. 03. 06:56 | Válasz | #2264 |
|
Ha nem oda illő
dolgokkal, televágod a Topic-okat, annak mindenki nagyon fog örülni!
|
|
|
|
2008. szept. 03. 06:56 | Válasz | #2263 |
|
Baloldalt!
|
|
| © csimmore | 2008. szept. 02. 21:00 | Válasz | #2262 |
|
üdv tudja valaki hogy a
három fázisu mociknál honnan lehet tudni hogy 60 vagy 120 fokos?(hub
motorrol van szo amiben 3 db hall szenzor van.)help.
|
|
| © Mek | 2008. szept. 02. 19:10 | Válasz | #2261 |
|
hol találok teszt
gkódokat?
|
|
| © Mek | 2008. szept. 02. 19:09 | Válasz | #2260 |
|
ilyen lett:

|
|
|
|
2008. szept. 02. 17:23 | Válasz | #2259 |
|
Impulzus vesztés gyanus!
Ellenőrizd az éktesztel a 0-ra való visszaállás pontosságát legalább egy 100-as cikluson keresztül! Milyen vezérlőd van? Állísd a Step pulse és Dirt 5-re (motortuningnál)! Ha nem használ, kapcsold be a Sherline mode-ot (Port and Pinst ablakban)! |
|
| © Mek | 2008. szept. 02. 16:17 | Válasz | #2258 |
|
ok csinálom!
|
|
| © Tibor45 | 2008. szept. 02. 15:44 | Válasz | #2257 |
|
A gépbeállításhoz
gravírozzál egy teszt ábrát
minél vékonyabb vonalsávban (< .5), pl. 40*40 mm négyzetet benne egy 20 és egy 10 mm sugarú kör. Ezt utána ellenőrizd le, méret és alak helyes-e, illetve többször járasd végig a már kimart pályán. Ennek függvényében lehet továbblépni, és keresni a hibát, ha eddig minden ok. lesz. |
|
| © Mek | 2008. szept. 02. 14:44 | Válasz | #2256 |
|
Van egy szervó hajtotta
gravírgépem, amit most állítok be Mach3 progihoz, több kevesebb
sikerrel. Az a jelenségem az hogy egy teli-négyzetet marok ki
sorrol-sorra és minden sor elcsúszik kb fél mm-ert, és a végén egy
paralelogramma lesz. Mit állítottam be rosszul?
|
|
| © HJózsi | 2008. szept. 01. 20:28 | Válasz | #2255 |
|
Breakout a
SmoothStepperhez ...

|
|
| © HJózsi | 2008. aug. 30. 10:32 | Válasz | #2254 |
|
Hong-kong-ból
rendeltem, most hozta az EMS ...

|
|
| © Motoros | 2008. aug. 28. 09:34 | Válasz | #2253 |
|
Erről csak a régi
hirdetés jut eszembe: 50 éves feleségem két 25 évesre cserélem.
Vagy: az egy darab 100 kilóst két ötven kilósra :)) |
|
| © csiki | 2008. aug. 27. 15:10 | Válasz | #2251 |
|
Köszi !!! (nyelj egyet a zacskós sörből)
|
|
| © HJózsi | 2008. aug. 27. 15:02 | Válasz | #2250 |
|
***
SmoothStepper News ***
*** SmoothStepper News *** *** SmoothStepper News *** Mind megjött!
Huh ... ez kemény volt ... idén többet nem vállalok ... 
|
|
| © HJózsi | 2008. aug. 27. 11:00 | Válasz | #2249 |
|
***
SmoothStepper News ***
SmoothStepperUserManualV1.0.pdf SmoothStepperUSBDriver2.04.06.zip Mach3 cPlugin - SmoothStepper_Beta2_v013c.m3p |
|
| © HJózsi | 2008. aug. 27. 10:51 | Válasz | #2248 |
|
Már csak 1 -re várok...
a legkorábban rendelt ...
|
|
| © HJózsi | 2008. aug. 27. 10:50 | Válasz | #2247 |
|
|
|
| © sanyike | 2008. aug. 27. 10:27 | Válasz | #2246 |
|
Én is +kaptam,
köszönöm!!!
|
|
| © Danibá | 2008. aug. 27. 10:09 | Válasz | #2245 |
|
Megérkezett az én
madaram is.
|
|
| © HJózsi | 2008. aug. 27. 09:49 | Válasz | #2244 |
|
További kettő befutott,
már csak három van hátra...
|
|
| © D.Laci | 2008. aug. 26. 15:23 | Válasz | #2243 |
|
Mach3 Mill leirás 4.6
fejezet:
Sasi oldala |
|
| © dudo | 2008. aug. 26. 15:10 | Válasz | #2242 |
|
üdv.kérdésem lenne,hogy
lehet aktiválni a software limit menüpontot (kell-e hozzá vmilyen
driver vagy plugin?)és hogyan tudok végállást kijelölni? sos, lécci!
|
|
| © HJózsi | 2008. aug. 26. 09:36 | Válasz | #2241 |
|
***
SmoothStepper News ***
a 3 ellenállás... Doksi 4. oldal : "3 Resistors, used for termination at the differential receivers. These resistors are provided for your convenience if you choose to terminate a differential encoder. The resistors may be attached to the wires on the screw terminals. ..." Vagyis szimmetrikus encoder jelfeldolgozás esetén kell... |
|
| © T.Robert | 2008. aug. 25. 22:53 | Válasz | #2240 |
|
Az enyém is megjött!
Köszi
|
|
| © HJózsi | 2008. aug. 25. 22:17 | Válasz | #2239 |
|
És még valakííí??? Már
mind itt kellene legyen
5 ről még
nem kaptam hírt ... |
|
| © Egyújabbgépépítő | 2008. aug. 25. 21:06 | Válasz | #2238 |
|
Szépen működik,
notebookról próbáltam.
Semmi rángatás, hiába ment mellette internet és még sok minden más. |
|
| © dolfi | 2008. aug. 25. 20:32 | Válasz | #2237 |
|
Én is megkaptam a ss
szombaton
|
|
| © bajusz | 2008. aug. 25. 19:15 | Válasz | #2236 |
|
Hozzám is befészkelte
magát egy...
|
|
| © HJózsi | 2008. aug. 25. 18:26 | Válasz | #2235 |
|
Jelentem, az enyém is
megérkezett...
|
|
| © HJózsi | 2008. aug. 25. 13:29 | Válasz | #2234 |
|
***
SmoothStepper News ***
A fecskék feléről kaptam értesítést, hogy megérkezett. Kérek minden érdekeltet, jelezen, ha befutott...
|
|
| © Szigma | 2008. aug. 20. 14:15 | Válasz | #2233 |
|
Lásd #2232 utolsó két
sorát.
Nem hiszem, hogy az a bajaim forrása, hogy nem profi Gkód készítő programot használok. De ha bárki bebizonyítja az ellekezőjét, akkor behúzom fülem-farkam, és csöndben maradok. |
|
| © Szigma | 2008. aug. 20. 14:09 | Válasz | #2232 |
|
Semmi ellentmondást nem
látok a két hozzászólás között. Akkor megnéztem az oldalt és láttam,
hogy német nyelvű. Ezért nem ugrottam neki azonnal, de ha a Mach-al
nem jutok előbbre, akkor majd sort kerítek rá.
Abban viszont látatlanban egyáltalán nem vagyok biztos, hogy minden gondom megoldódna tőle. Erre kérdeztem rá. Persze ha kötözködni akarsz akkor .... Szerintem pusztán szerencsétek volt, hogy nem futottatok bele azokba a hibákba amikbe én igen. Sosem mondtam, hogy a Mach egyetlen funkciója sem működik. Örüljetek, hogy csak olyan dolgokra kellett eddig használnotok amik nem hibásak. Ettől még azt hiszem nekem is igazam van amikor mérgelődök a hibáin és nem tudok vele rendesen dolgozni. |
|
| © Hunka Tibor | 2008. aug. 20. 09:39 | Válasz | #2231 |
|
Én csak a magyar
felülettel használom , használtam 3 éve !! .Még egyszer sem találtam
hibát a müködésében . Igaz hogy elsö pillanattol fogva profi G_kod
készítöt használok . (artcam) Nem hobby dolgokat készitettem igy 13
db épület makett .(Országpark )
|
|
| © rc | 2008. aug. 20. 00:52 | Válasz | #2230 |
|
Májusban még így
lelkendeztél a Winpc CNC magyarul is rovatban:
" Nagyszerű, meg fogom nézni. Köszönöm. Válasz 'Varsányi Péter' üzenetére (#251) " Ma meg ezt írod nekem: " Olyan biztos vagy abban, hogy minden gondom megoldódna a WinpcCNC-vel? " Hát a gondjaidat tényleg csak Te tudod. Egy a szerencsém, hogy 3-4 évvel ezelőtt még nem írogattál, hisz akkor lehet hogy elbizonytalanodtam volna a Mach használhatóságában és ma sehol sem állnék a cnc-s megmunkálásban. |
|
| © Szigma | 2008. aug. 19. 23:58 | Válasz | #2229 |
|
Ugyan nem nekem
válaszoltad, de azt hiszem érintettnek érezhetem magam.
"Az ár-érték arány alapján szerintem előkelő helyet foglal el a Mach. Hibái ellenére." Igen, ezért is foglalkozom vele, és veszem a fáradtságot, hogy a fellelt hibákat megírjam nekik. A javításig pedig itt is megpróbáljak segítséget kérni, hátha van megkerülési lehetőség a problémámra. Fizetni viszont ezért az állapotért nem fogok. ------ "Amit nem értek az "amatőr" felhasználó "szigma"-ba, hogy ki kötelezte hogy ezt a hobby programot használja. " Senki sem kötelezett. Miből gondoltál ilyet ? ------ "Még angolul sem kell tudnia a WinpcCNC-hez, hisz magyarul is tud??? És minden gondja megoldódna. "" Azért egy kezelő felület magyarsága még nem old meg minden nyelvi problémát. A Machnak is van magyar felülete, de megnézném azt az embert aki pusztán ebből tudná hogyan kell használni. Olyan biztos vagy abban, hogy minden gondom megoldódna a WinpcCNC-vel? A machot is nagyon dicsérték itt a különféle topikokban, mégis mennyi gondom van vele. ------- "És külön köszönet illeti "psychobilly"-t, amiért foglalkozik a problémáinkkal. " Ezzel maximálisan egyetértek. Cserébe én is igyekszem segíteni másoknak amiben tudok. ------- |
|
| © Szigma | 2008. aug. 19. 23:40 | Válasz | #2228 |
|
"Én csak arra akartalak rávezetni, hogy egy hibás Op.rendszert is megvettél, " Ezt inkább ne feszegessük :) --------- "Meg van ingyenes Op. rendszer ingyenes szoftverrel, így nem kel dilemmázni azon, hogy szart veszel vagy sem. " Nem mindíg célszerű az ingyenes lehetőséget választani. Ott ugyanis többnyire nincs semmi support a dologhoz. Kipróbáltam egy-két ingyenes Gkód konvertáló programot. Nem minősítem, mert ingyenes dolog valóban olyan amilyen és kész. Ennél kicsit jobbat szeretnék, ezért kezdtem el a Mach-ot próbálgatni. ------ Gondolj bele, mikor István elkezdte a léptetős vezérlőt kifejleszteni, ha senki nem vette volna meg mert nem tökéletes. Szerinted megéltük volna a QDSP-t? Nem ismerem a vezérlőjét, így nem tudom miben nem volt tökéletes, de nyilván nem abban, hogy néha végrehajtotta léptetést néha meg nem. Meg gondolom a motort sem égette le, mert nem mindíg működött az áramkorlátja. Azért vannak a hibáknak is fokozatai. A Mach piti hibáit nem is említem, mert attól még jó lesz a munka amit csinálok. Amiket leírtam, és amik még a tarsolyomban vannak csak nem jutottam még el odáig, hogy kis példaprogrammal, reprodukálhatóan leírjam, azok elég súlyos hibák. Persze amikor már tudok róluk, akkor vagy találok megkerülési lehetőséget, vagy ha nem akkor kénytelen vagyok nem használni, megírom az Artsoftnak és reménykedek egy gyors javításban. De azért az sem járható, hogy minden munkát először szerszám és munkadarab nélkül a levegőben játszok el, hogy vajon sikerül-e hibátlanul végrehajtania. ------- "De nem úgy kell kezdeni, hogy amik a hibákat ki nem javítják, nem vagyok hajlandó fizetni érte! " Hát hogyan kell? Te megvennél olyan dolgot amiről előre tudod, hogy nem felel meg neked ? Pedig meg kellene venned, hogy támogasd a fejlesztőket !!! :) -------- " Írtál te már valaha programot? " Néhány tízezer sornyit. A legkülönfélébb programnyelveken. De ilyen súlyú hibákkal nem adtam ki a kezemből. Azt hiszem van annyi tapasztalatom, hogy el tudjam dönteni, hogy mi a programozási hiba. -------- "A Gcod végén a soremelés nem hiba SŐT! Elég lenne egy csöppet Basic-be programoznod, minden sor után illik egy Entert nyomni (Return), ugyanis tudnia kel, hogy vége van az adott sornak, és nem csak hibát követtél el. " Nem tudom milyen gép, milyen Basicjére gondolsz, de minden épelméjű szövegfeldolgozó azonosnak veszi a sorvége jelet a fájlvégével. Nem abból kell eldönteni a hibát, hogy nincs sorvége jel. De ha mégis ilyen, akkor viszont illik üzenni, hogy találtam valamit de nincs sorvége jel! Tudod a profi dolgok a hobbytól többek között az ilyenekben is különböznek. Amit pedig 30ezerért vehetek, meg az nem tekintem hobbynak, még ha aki csinálja az hobbyból is csinálja. Ha nem tud felelősséget vállani a munkájáért, akkor ne kérjen pénzt érte. |
|
| © Szigma | 2008. aug. 19. 23:10 | Válasz | #2227 |
|
"Várom a
tudatlanságomat ledorongoló megoldásokat." Nem akartalak én
"bántani", csak segíteni szeretnék.
Tudom, és köszönöm is. Egyébként ott volt a smile a sor végén. Bocs hogy nem ikon alakban, mivel először szövegszerkesztőben írom a válaszokat, mert nem szeretném ha elszállna az irományom, egy véletlen explorer ablak becsukásnál (sajnos már megesett néhányszor, így már óvatos vagyok) -------- "Ismét nem akarlak megbántani de miért kell ilyen bonyolultan megírni a Gcode-okat? Ezeket mind meg lehet csinálni egy olcsóbb, egyszerűbb CAM programmal pillanatok alatt, és majdnem biztos hogy a Mach is képes lesz lejátszani, mert "egyszerűbben" csinálják meg a CAM szoftverek. " Nem bántasz, minden hasznos tanácsot szivesen veszek. Nem tudom mire gondolsz, mi a bonyolult bennük? Azért ha kicsit részleteznéd azt megköszönném mert így általánosságban nem tudok mit kezdeni vele. Azt azért vedd figyelembe, hogy az alakzatok többnyire példák, valójában nem azt akarom csinálni, de igyekeztem a legrövidebb olyan példát kreálni ami produkálja a hibát. -------- Nem azt mondom hogy nem tudsz Gcode-ban "programozni", hanem azt, hogy ahogyan te megoldod az a Mach-nak bonyolult. ???? Kicsit konkrétabban ha kérhetem. ----- Bár itt a három hibából kettő nem a lejátszásnál van, hanem ha megállítod.... nem kell megállítani, had dolgozzon :)) Igen, ez viccnek elmegy, de azért remélem ki fogják javítani. --------- Természetesen hibás a Mach (ha tényleg az, még nem néztem :) ) és ezek csak kényszermegoldások, de szerintem vállalhatóak. Mi a kényszer megoldás ? És mi vállalható? Lehet, hogy nehéz a felfogásom ,de ezt nem értem. ------- |
|
| © rc | 2008. aug. 19. 10:37 | Válasz | #2226 |
|
Az ár-érték arány
alapján szerintem előkelő helyet foglal el a Mach. Hibái ellenére. A
lézer felhasználásához is nekem meg igen jól jött...
Amit nem értek az "amatőr" felhasználó "szigma"-ba, hogy ki kötelezte hogy ezt a hobby programot használja. Még angolul sem kell tudnia a WinpcCNC-hez, hisz magyarul is tud??? És minden gondja megoldódna. Jó a példád István szerepére, és az olcsó "sokaknak egészen az" Mach segítségére, hogy eljutottunk a megmunkálásainkban komoly szintre. És külön köszönet illeti "psychobilly"-t, amiért foglalkozik a problémáinkkal. |
|
| © D.Laci | 2008. aug. 19. 08:35 | Válasz | #2225 |
|
Félre értesz!
Én csak arra akartalak rávezetni, hogy egy hibás Op.rendszert is megvettél, mégsem írogatsz minden nap Billinek. Vagy még is? A win-t is kipróbáltad, hogy hibás vagy sem mielőtt megveted? Meg van ingyenes Op. rendszer ingyenes szoftverrel, így nem kel dilemmázni azon, hogy szart veszel vagy sem. Gondolj bele, mikor István elkezdte a léptetős vezérlőt kifejleszteni, ha senki nem vette volna meg mert nem tökéletes. Szerinted megéltük volna a QDSP-t? És igen! Igazad van, ha valami hibás kikel javítani! De nem úgy kell kezdeni, hogy amik a hibákat ki nem javítják, nem vagyok hajlandó fizetni érte! Írtál te már valaha programot? Először elkezdik egy sorral aztán lesz belőle 1000, majd több tíz ezer, melynek minden sora összefüggésben áll egymással. Egyetlen karakter hibát okozhat…. A Gcod végén a soremelés nem hiba SŐT! Elég lenne egy csöppet Basic-be programoznod, minden sor után illik egy Entert nyomni (Return), ugyanis tudnia kel, hogy vége van az adott sornak, és nem csak hibát követtél el. |
|
| © psychobilly | 2008. aug. 19. 00:53 | Válasz | #2224 |
|
"Várom a
tudatlanságomat ledorongoló megoldásokat." Nem akartalak én
"bántani", csak segíteni szeretnék.
Na ezeknek már tényleg hiba szaga van így első ránézésre, de kérek hozzá pár napot :) Ismét nem akarlak megbántani de miért kell ilyen bonyolultan megírni a Gcode-okat? Ezeket mind meg lehet csinálni egy olcsóbb, egyszerűbb CAM programmal pillanatok alatt, és majdnem biztos hogy a Mach is képes lesz lejátszani, mert "egyszerűbben" csinálják meg a CAM szoftverek. Nem azt mondom hogy nem tudsz Gcode-ban "programozni", hanem azt, hogy ahogyan te megoldod az a Mach-nak bonyolult. Bár itt a három hibából kettő nem a lejátszásnál van, hanem ha megállítod.... nem kell megállítani, had dolgozzon :)) Természetesen hibás a Mach (ha tényleg az, még nem néztem :) ) és ezek csak kényszermegoldások, de szerintem vállalhatóak. |
|
| © Szigma | 2008. aug. 18. 23:19 | Válasz | #2223 |
|
".. ha nincs benne a
G21 akkor semmi probléma nincs ..."
Igen, most már nem is teszem bele. Úgy látszik túl precíz akartam lenni, hogy mindent beállítsak a program elején. ----- "Én segíteni akarok, és kértem is, hogy írd le a hibákat. Ezért van a fórum. Ráadásul itt magyarul leírhatod az összetettebb hibákat, és gyorsabban is kapsz választ,mint az Artsoft-tól. Biztos van olyan kérdés amire csak Ők tudják a választ de azért szerintem egy próbát megér" Köszönöm a segítséget. Feltettem a CNC-tárra a Szigma mappába. Várom a tudatlanságomat ledorongoló megoldásokat.:) ------ " A Gcode-végére minden CAM szoftver tesz egy soremelést amikkel eddig találkoztam, így szerintem a felhasználók 50% nem is tud erről a "hibáról"." Én viszont a programjaim jelentős részét kis kacsómmal írom szövegszerkesztővel (write, vagy notepad). ---- "Ezt nem is csodálom, hiszen szinte teljesen használhatatlan. " Több, mint 10000 felhasználó az ellenkezőjét mondja :) Ne keverd össze a dolgokat. Ez a mondatom a szerszámkorrekcióra vonatkozik. Azt nyilván nem használja 10ezer ember. Te írtad, hogy azért fejlődik lasssan, mert kevesen használják. Ha 10ezren használnák akkor már megtelt volna a Artsoft levelezője a sok hibajelzéssel. :) ---- Van egy Forum az Artsoft honlapján, ott keresgélétl már, elég sok kérdést feltettek már ott is? Keveset tudok angolul, így azt nem néztem meg. ----- "Melyik részét nem tudtad kipróbálni a demo verzióban? " Hol írtam olyat, hogy valamit nem tudtam kipróbálni a Demoban? ------ " Egyébként azt tisztázzuk, hogy ez egy 25-30 ezer forintos program és nem egy több millás. Nem azt mondom, hogy akkor lehet nyugodtan hibás, csak van egy kis különbség. " 1. Nem akarok flamet kezdeni a szoftverek irreális árairól. Szerintem egy ilyen program reális ára max 50-100ezer Ft lehetne. Ez belül van ezen. Ezért is mondtam, hogy szivesen megvenném, de csak ha hibátlan az ami benne van. Legalábbis ne legyenek benne ennyire súlyos hibák. Több milla akkor lehetne egy ilyen szoftver, ha az én megrendelésemre készülne, esetleg megkapnám a forráskódot, és csak én használnám. Nem olyan feltételek esetén amik egyes szoftverek licenszében szerepelnek, hogy még a laptopomra is külön vegyem meg ha azon is akarom használni. A többi barom kitételről már nem is beszélek. Nem az első 5 példány árából kell megtérülnie minden költségnek. 2. ha 10ezren megvették legálisan, akkor kb. 250millió Ft-nyi bevételük volt belőle. Ez azért még amerikában is komoly pénz, több mint 1millió dolár. Ennyiért nem lenne pofám ilyen hibákat hagyni benne (tehát jobban tesztelve kellene kiadni), vagy ha valaki megírja a hibát, akkor kezem-lábam törném a kijavítására. Egyenlőre persze nem panaszkodok, mert kb. egy hete írtam nekik. |
|
| © HJózsi | 2008. aug. 18. 23:00 | Válasz | #2222 |
|
Ok, rajtad kívül még
egy jelzést kaptam, hogy megjött... Az enyém még nem, de majdcsak
befut mind...
|
|
| © Szigma | 2008. aug. 18. 22:37 | Válasz | #2221 |
|
WinXP-n. Én ugyan sosem
mondtam, hogy ez hibátlan, meg azt se, hogy ingyenes.
A hibák viszont amiket eddig találtam, azok nem az Os hibái, hanem egyértelműen a Mach-é. |
|
| © Szigma | 2008. aug. 18. 22:34 | Válasz | #2220 |
|
??????
Mármint mit ? |
|
| © psychobilly | 2008. aug. 18. 11:09 | Válasz | #2219 |
|
Mellesleg ha nincs
benne a G21 akkor semmi probléma nincs, és nem hiszem hogy egyszer
valaki mm-ben aztán inch-ben dolgozik, persze biztos előfordul. Nem
kell minden Gcode elején beállítani a mértékegységet. Ja és az csak
egy figyelmeztetés, ettől még simán lefut a program.
Én segíteni akarok, és kértem is, hogy írd le a hibákat. Ezért van a fórum. Ráadásul itt magyarul leírhatod az összetettebb hibákat, és gyorsabban is kapsz választ,mint az Artsoft-tól. Biztos van olyan kérdés amire csak Ők tudják a választ de azért szerintem egy próbát megér. A Gcode-végére minden CAM szoftver tesz egy soremelést amikkel eddig találkoztam, így szerintem a felhasználók 50% nem is tud erről a "hibáról". "Ezt nem is csodálom, hiszen szinte teljesen használhatatlan. " Több, mint 10000 felhasználó az ellenkezőjét mondja :) Van egy Forum az Artsoft honlapján, ott keresgélétl már, elég sok kérdést feltettek már ott is? Melyik részét nem tudtad kipróbálni a demo verzióban? Csak az 500 sor a limit semmi más! Egyébként azt tisztázzuk, hogy ez egy 25-30 ezer forintos program és nem egy több millás. Nem azt mondom, hogy akkor lehet nyugodtan hibás, csak van egy kis különbség. |
|
| © rc | 2008. aug. 18. 08:38 | Válasz | #2218 |
|
"hiszi a piszi"
|
|
| © svejk | 2008. aug. 18. 08:13 | Válasz | #2217 |
|
Jelentem, ma reggel
7:40 kor megérkezett az én
SmoothStepper panelom is. Köszönet érte Csikinek és HJózsinak. (az a 3 db 120 Ohm-os ellenállás mire is való? Á, de úgy is át kell olvasni az egészet, most egyenlőre felkerül a polcra :) időm egy szál se,lejárt a szabadság :( ) |
|
| © D.Laci | 2008. aug. 18. 07:11 | Válasz | #2216 |
|
Nem baszogatás ként, de
had kérdezem már meg, hogy milyen hibátlan Os- on kívánod használni
a Mach-ot. Mert tudtommal a Win-es platformok fizetősek, és sokak
által szarnak titulált. Ingyenest meg nem ismerek, amin a Mach
elcammogna. :)
|
|
| © Szigma | 2008. aug. 18. 01:05 | Válasz | #2215 |
|
Első körben
visszatartott, hogy német a honlapja, és én csak angolul tudok
valamennyire.
Viszont ha nem boldogulok a Mach-al, akkor meg fogom nézni ezt is. Sajnos ezek nem egy-két nap alatt átlátható programok, időm meg véges, így meggondolom, hogy mikor kezjek egy másikkal foglalkozni. Én a CNC gépemet akarom használni, nem pedig CNC vezérlő programokat tesztelgetni unalmamban. |
|
| © Szigma | 2008. aug. 18. 00:55 | Válasz | #2214 |
|
"..eddig még sosem
volt, olyan, hogy össze-vissza csinált volna akármit is (egy
szoftver sem csinál ilyet szerencsére).."
Akkor úgy látszik csak engem örvendeztet meg ilyenekkel. Szerinted minek nevezzem azt, hogy a #2181-2182-ben írt programot egyszer elfogadja, egyszer meg hibát jelez rá? --- " Eddig még Te sem tudtál egy konkrét hibát sem mondani, csak olyat, ami nem a Te elképzeléseid szerint készült el." Azért met ide nem írtam meg, az nem jelenti azt, hogy nincs is hibája csak jár a szám. Ha kivánod ide mellékelem a Machosoknak írt levelet, jó pár reprodukálható HIBÁVAL. De van még jó pár, amit meg sem írtam nekik. ---- "Az sem hiba, hogy az utolsó sort nem olvassa be, így írták meg a programot valami miatt" Igazad van, evvel a logikával minden program, hibátlan. Tényleg, semmi sem hiba, hanem azt úgy írták meg. Kár, hogy én olyan fafejű vagyok, hogy ezt nem tudom megérteni  , biztos bennem van a hiba, de én már
csak ilyen vagyok, és nem fogok megváltozni. , biztos bennem van a hiba, de én már
csak ilyen vagyok, és nem fogok megváltozni. ---- " egyébként én is írtam, hogy az utolsó sor után még kell egy %. " Igen ezt valóban írtad, csak számomra érthetelen volt, mert nem volt hozzá magyarázat. Ugyanis nem alap dolog, hogy a programnak egy %jelre kell végződnie, és ezt minden kisiskolás tudja, csak én nem. Mint kiderült nem is kell %, elég egy sima soremelés is. Akkor most bennem van a hiba? ---- "A saját adatlapjában is benne van, hogy még fejlesztés alatt van a szerszámkorrekció, mert tapasztalataik szerint nem sokan használják, mindenki valami CAM programmal készíti a Gcode-ot. " Ezt nem is csodálom, hiszen szinte teljesen használhatatlan. Az hogy fejlesztés alatt áll, az én értelmezésem szerint nem azt jelenti, hogy amit már kiadtak belőle az használhatatlan, hanem azt, hogy még kevés funkciót tud, esetleg lassú, vagy hasonló, de semmiképpen sem azt, hogy 5-ből 4-szer rosszul csinál valamit. Az ilyen állapotban lévő szoftvert nem szokás kiadni, vagy ha mégis, akkor nulladik verziónak nevezik, és ingyen adják tesztelésre. Még szerencse, hogy a Mach is ingyenes az adott korlátaival. Így ki tudom próbálni, és egyenlőre ott tartok, hogy ezért az állapotért nem fizetek. Használom arra amit jól csinál. Ha majd kijavítják a leírt hibákat, akkor majd megveszem. ----- " Egyébként nem csak hobbisták használják a Mach3-at, nagyon sok helyen láttam már, komoly marók mellé is használják, arról nem beszélve ha annyi hibája lenne mint, amennyit mondasz akkor nem tudnák eladni még a hobbistáknak sem szerintem. " Persze ha valaki csak a lehetőségek néhány százalékát használja, és azokat, amik éppen nem hibásak, akkor szerinte a Mach egy kiváló program, hiszen sosem volt semmi gondja vele. Kiváncsi lennék hány liceszet adtak el eddig, és hány hibajelentést kaptak? Én már nem vagyok hajlandó addig fizetni szoftverért amíg nincs lehetőségem kipróbálni, mert használhatatlan dolgokért és zsákbamacskáért nem dobálom a pénzemet. --- Arra is nagyon kiváncsi leszek, hogy a nekik írt levélben leírt hibákat mikorra fogják kijavítani, ha egyáltalán foglalkoznak vele. |
|
|
|
2008. aug. 17. 20:49 | Válasz | #2213 |
|
Próbáld fotóból 3D-be
marni (inportnál megadhatod melyik tónus legyen a lenti (sötét v.
világos))!
|
|
| © DeaK Jozsef | 2008. aug. 17. 20:46 | Válasz | #2212 |
|
Sziasztok én is a
Mach3-at használom. Szerencsére idáig nem vettem észre hogy
tévesztett volna. Igaz én dekorációs munkákhoz használom betűket
vágok vele erre tükéletes volt idáig.
magyon jó a Lazy cam program mert ezzel készítem a G-kódót. nekem csak az a problémám vele,hogy nem tudom még a betűket teljesen kimarni úgy hogy a betűk emelkedjenek ki. Ha valaki tudna segíteni megköszönném nagyon. |
|
| © psychobilly | 2008. aug. 17. 13:26 | Válasz | #2211 |
|
Több, mint 4 éve
használom a Mach3-at és eddig még sosem volt, olyan, hogy
össze-vissza csinált volna akármit is (egy szoftver sem csinál ilyet
szerencsére), csak akkor és ott nem tudtam a konkrét okát. Hibák
persze vannak benne, a végleges verzió sem lesz hibátlan. Eddig még
Te sem tudtál egy konkrét hibát sem mondani, csak olyat, ami nem a
Te elképzeléseid szerint készült el. Az sem hiba, hogy az utolsó
sort nem olvassa be, így írták meg a programot valami miatt,
egyébként én is írtam, hogy az utolsó sor után még kell egy %.
A saját adatlapjában is benne van, hogy még fejlesztés alatt van a szerszámkorrekció, mert tapasztalataik szerint nem sokan használják, mindenki valami CAM programmal készíti a Gcode-ot. Egyébként nem csak hobbisták használják a Mach3-at, nagyon sok helyen láttam már, komoly marók mellé is használják, arról nem beszélve ha annyi hibája lenne mint, amennyit mondasz akkor nem tudnák eladni még a hobbistáknak sem szerintem. |
|
| © rc | 2008. aug. 17. 12:49 | Válasz | #2210 |
|
"Lassan kezdem
kitapasztalni a Mach hülyeségeit, de sokkal jobban érezném magamat,
ha kiperkálhatnám a licenszdíjat egy hibátlan Mach verzióért."-írod.
Figyelve,nem hobby célra használod a Mach-t. Nem kellene inkább a "WinPCNC - PCNC - CNC vezérlő szoftver (magyarul is)"-t megvenned? |
|
| © Szigma | 2008. aug. 17. 09:48 | Válasz | #2209 |
|
Psychobilly tanácsaira:
Ma volt időm, hogy kipróbáljam a javaslataidat. Sajnos nem tudok egyértelmű eredményről beszámolni, mert a múltkor hibás rövid promramka ma nem jelzett hibát és jól működött. A configban nem volt beállítva az M30-ra a korrekció kikapcsolása. Azonkívül az akkor említett sokkal hosszabb program végén sincs korrekció kikapcsolás csak M30, és azt nem találta rossznak. Így sajnos nem tudtam meggyőződni, hogy a javaslataid egyértelmű megoldást adnak az eredeti problémámra. Azért nem felejtettem el, és alkalomadtám majd bevetem, ha újra szórakozik velem a Mach. Azért köszönöm, hogy foglalkoztál a nyavajámmal. Sajnos volt már néhány eset amikor a Mach egy adott dolgot egyszer megcsinált jól, máskor meg valami érthetetlen (legalábbis nekem egyenlőre) hibát jelzett. Ez a legundorítóbb, mert ameddig nem tudom stabilan reprodukálni a hibát, addig megírni sincs értelme, mert úgysem tudnak mit kezdeni vele. Meg az angol tudásom sem elég, egy még magyarul is bonyolult szituáció lefordításához. A mai próbának azért volt pozitív eredménye is, mert rájöttem, hogy a Mach olyan hülye, hogy ha a program utolsó sora után nincs soremelés, akkor az utolsó sort nem veszi figyelembe. Ez egy elsőre elég érthetetlen hibát okozott, mert az éppen egy M99 volt, és emiatt csak egyszer hajtotta végre azt amit 20-szor kellett volna. A problémát viszont a hívás M98-nál kerestem, de persze nem találtam, mert az hibátlan volt. :) Lassan kezdem kitapasztalni a Mach hülyeségeit, de sokkal jobban érezném magamat, ha kiperkálhatnám a licenszdíjat egy hibátlan Mach verzióért. Remélem nem kell sokáig várnom erre. |
|
| © HJózsi | 2008. aug. 15. 10:18 | Válasz | #2208 |
|
***
SmoothStepper News ***
Most kaptam a hírt, hogy még egy fecske megérkezett... Most már mindenkinek berepülhet bármelyik pillanatban... ;) |
|
| © HJózsi | 2008. aug. 09. 09:06 | Válasz | #2207 |
|
|
|
| © Szigma | 2008. aug. 09. 00:17 | Válasz | #2206 |
|
Köszönöm a tanácsot.
Majd elemzem a dolgot és visszatérek a válasszal.
|
|
|
|
2008. aug. 08. 18:56 | Válasz | #2205 |
|
Dehogynem meg ilyedt
... attól, hogy esteleg nem tudják meg a logfile-ből kit kell
kirugni a cégtől...
|
|
| © sanyi | 2008. aug. 08. 18:16 | Válasz | #2204 |
|
Ez igaz. Egy 100000
Eurós szoftver többszöri, minden előzmény nélküli elszállása után a
bemutatót prezentáló viccesen megjegyezte : ez a quick exit feature
 |
|
| © HJózsi | 2008. aug. 08. 12:56 | Válasz | #2203 |
|
Amúgy a szoftvereknél
néha nehéz eldönteni, hogy feature vagy bug ...
|
|
| © psychobilly | 2008. aug. 08. 10:17 | Válasz | #2202 |
|
Ha a G21 sor elé
beszúrsz egy G40-et akkor nem okoz hibát. Írta, hogy mi a baja :)
Az a baj, hogy amikor kirajzolja a Gcode-ot, akkor ugye a végén nem kapcsolod ki a kompenzációt, így ha újra rajzolja, akkor bekapcsolt kompenzáció mellett akar mértékegységet váltani, amit nem lehet. Ha a Gcode végén van egy M30 vagy G40 és a következő sorban egy % akkor szintén megszűnik a probléma. M30 esetén a General Configban be kell pipálni, hogy M30 esetén kapcsolja ki a kompenzációt. |
|
| © ebalint | 2008. aug. 08. 08:43 | Válasz | #2201 |
|
A napokban gondoltam
arra, hogy próbálkozzak a Mach-al.
A beírásaid olvastam, emiatt pillanatnyilag nem erőltetem a dolgot. Bővebben kifejtenéd erről a véleményed? Akár magán e-mailre. Üdv, és kösz előre is. ebalint |
|
| © Szigma | 2008. aug. 08. 01:33 | Válasz | #2200 |
|
Köszi. Közben elküldtem
nekik mégegyszer és most már kaptam választ.
Igaz én sokkal súlyosabb hibákat találtam. A Te problémádat legalább ki lehet védeni (persze jobb lenne ha nem kellene trükköznöd), de az enyémeket egyenlőre nem tudtam megkerülni. Ha neked 3 nap múlva már keresték (legalábbis azt írták  ), akkor én már nem is reménykedek,
mert nekem ezt válaszolták: ), akkor én már nem is reménykedek,
mert nekem ezt válaszolták: I will do my best to see if we can look at them in the next few weeks. Ez akkor már csak a következő 5 éves tervbe fog bekerülni. Pedig nagyon kellene a javítás, mert nem tudok rendesen dolgozni a jelenlegi hibákkal. Mindenesetre licenszet nem veszek ha nem javítják ki. |
|
| © HJózsi | 2008. aug. 08. 00:43 | Válasz | #2199 |
|
Ja, mindannyian, de
okosan akartuk és szivességet kaptunk, amibe sajnos külső
körülmények hátráltatólag beleszóltak, ezért az elhúzódás. Én azért
várom, hogy kölcsönadhassam tesztelésre
esztergához ugyanis a Timing jel
kezelése híján még csak korlátozottan használható még...
|
|
| © HJózsi | 2008. aug. 08. 00:31 | Válasz | #2198 |
|
Én április 6-án írtam
nekik egy problémát, 7-én és 10-én is kaptam választ, hogy keresik a
probléma okát. Nos azóta nem jött ki újabb verzió , pedig szinte 2
hetente jött ki előtte... szóval lehet, hogy miattam van, máshol már
nem is merek kérezni ...
/a probléma az, hogy step/dir -el hajtott főorsó, motor tuningban beállított gyorsítási, lassítási rámpáját csak indításkor és leállításkor tartja be, ha már forog az orsó és kiadsz egy másik sebesség parancsot, a rámpa figyelembevétele nélkül egyből az új fordulatszámot adja ki. Na ezt egy nagyobb tömegű orsó-tokmány-munkadarab kombináció és nagyobb fordulatszámkülönbség esetén a vezérlő már nem szereti... / |
|
|
|
tegnap 18:34 | Válasz | #2179 |
|
Erről lenne szó:CV-mód
használata...
|
|
|
|
tegnap 16:40 | Válasz | #2178 |
|
Valaki esetleg nem
fordította le "véletlenül" a külön álló CV-mozgásmódról szóló
dokumentációt?
Érdekel másokat is ez a doksi (Magyarúl)? Linkelném, de most valamiért nem elérhető az Art of CNC support site-ja... |
|
| © HJózsi | 2008. júl. 07. 19:04 | Válasz | #2177 |
|
***
SmoothStepper News ***
Jött válasz... a kártyák holnap kerülnek postára (egyenlőre országon belül). Egy fórumtársunk eltévedt kártyája is bekerül a csomagba... (Folyt köv.) |
|
| © HJózsi | 2008. júl. 06. 11:13 | Válasz | #2176 |
|
***
SmoothStepper News ***
Egyenlőre nincs újabb hír, várom a visszajelzést, merre járnak a kártyák. Öszesen 13-an rendeltünk, mindnki utalása megérkezett. Pénteken sikerült PayPal limitnövelés után elküldeni az összeget a Warp9TD részére. Válaszlevél még nem érkezett, viszont honlapjukon jelezték, hogy 2-án érkezett szállítmány a kártyákból, gondolom buzgón postáznak... (Folyt köv.) |
|
| © Szigma | 2008. jún. 29. 21:03 | Válasz | #2175 |
|
Már gondoltam én is
arra, hogy felteszem a legújabb verziót, de így akkor áttérek arra.
Köszi a tanácsot. Ezután persze kipróbálhatok minden eddig észrevett hibát, hogy az is csinálja-e (ugyanis van még néhány hiba a listámban). Köszönöm a fáradozásodat, hogy megnézted ezeket. |
|
| © psychobilly | 2008. jún. 29. 13:17 | Válasz | #2174 |
|
Megszokás kérdése,
látod én mindig megnyomom, és nem is találkoztam ezzel a
problémával. A másik, ha mondjuk egy 500K soros Gcode-ot próbálok a
helyére igazítani akkor jól jön, ha csak akkor csinálja amikor én
akarom, mert fél percbe is bele telik mire kirajzolja :)
Ez a két probléma a verzióból adódik, nekem semmi problémát nem okozott (v3.041), szépen lehet bárhol gyorsítani, lassítani. Egyébként óvatosan a túlhajtással, mert az a verzió még nem veszi figyelembe a maximum sebességet, amit a géped tud. Szerintem nyugodtan használhatod a legújabb verziót! |
|
| © Szigma | 2008. jún. 29. 00:21 | Válasz | #2173 |
|
Nagyon köszönöm, holnap
(illetve ma) kipróbálom.
Elfelejtettem megirni, hogy a 2.63-as verziót használom. Egyébként ha csak ezen múlik a dolog, akkor ezt automatikusan is elvégezhetné a program. A következő hibák szintén ennél a programnál: 1. ha az elindítás elött engedélyezed az M1stop-ot, akkor nem tudod növelni az előtolást menet közben, csak csökkenteni tudod. Az M1stop nekem azért van engedélyezve, mert a programom több alakzatot tartalmaz, mindegyik utám M1 utasítással. Ez kell, mert mikor elkészül egy, akkor kell hogy megálljon a gép és kivehessem az elkészültet. 2. Ha induláskor nincs bekapcsolva az M1stop, akkor az első alak kezdő egyenesének végrehajtása közben növelni nem lehet az előtolást csak csökkenteni. Az egyenes utáni íveknél már lehet növelni is. Ez sem normális dolog szerintem, de lehet, hogy megint én leszek a hunyó ? |
|
| © psychobilly | 2008. jún. 28. 15:50 | Válasz | #2172 |
|
Hali!
30 percembe került, mire sikerült előidéznem a hibát :) Csináltam én mindent, próbálgattam a különböző verziókat, de semmi. A lényeg, hogy miután átírod a koordinátákat, utána újra kell rajzoltatni (Regen ToolPath, Újra rajzolás, Rajzol, kinek milyen felülete van). Ezt egyébként mindig meg szokás tenni, úgy látszik a szerszám korrekciónál problémát okoz, ha kihagyod. Egy probléma megoldva, jöhet a következő :) |
|
| © Szigma | 2008. jún. 27. 21:14 | Válasz | #2171 |
|
Azt elfelejtettem, hogy
a 10-es szerszám 6mm átmérőjű a szerszám táblázatban.
|
|
| © Szigma | 2008. jún. 27. 21:12 | Válasz | #2170 |
|
Természetesen. Nagyon
örülnék, ha kitalálnád, hogy én vagyok a béna és nem a Mach a rossz.
A kód itt van alul. A hiba ennél az, hogy amikor az első lefutás után odébb viszem a szerszámot, és átállítom az X és Y koordinátákat (azért, hogy máshová is lerajzoljam), akkor másodszorra már marhaságot csinál. a kód: G80 G94 M48 F500 G21 G17 T10 G42 D10 #1=2 (Z pozició maráskor) #2=30 (Z pozició kiemeléskor) #3=21 (Zpozició gyors megközelítéskor) G00 X174 Y3 G00 Z#3 G01 Z#1 (lemegy) G01 X176.5 Y6 (bevezetőre áll) G01 X183 Y7.3117 G01 X216.9675 Y7.3117 G03 X218.5040 Y13.9563 I216.9675 J10.8117 G02 X215.4166 Y20.1154 I220.9976 J19.0597 G03 X212.7393 Y54.5950 I150.4116 J32.4116 G02 X218.5941 Y86.1544 I242.8868 J65.3249 G03 X209.9363 Y102.9728 I210.8419 J92.8014 G03 X168.2477 Y61.7678 I214.0158 J57.1541 G03 X176.0833 Y58.6054 I172.6255 J61.3265 G02 X189.9835 Y51.2013 I182.3701 J53.6581 G03 X188.5896 Y43.7651 I218.4386 J42.0188 G02 X187.3102 Y36.8924 I160.7373 J45.3946 G03 X186.4173 Y24.6626 I212.2048 J28.9272 G02 X179.7504 Y13.1201 I176.0580 J22.9494 G03 X180.8054 Y7.3117 I180.8054 J10.3117 G01 X186 Y7.3117 G01 X189 Y6 (kivezető) G00 Z#2 (feljön ) M30 |
|
| © psychobilly | 2008. jún. 26. 15:23 | Válasz | #2169 |
|
Hello!
Azt a Gcode-ot amivel baj volt multkor, el tudnád küldeni, megnézném. Le tudnál írni egy két hibát, hátha mi is tudunk segíteni, egyébként egy szoftver nem szokott össze-vissza csinálni hibákat, szerintem. |
|
| © Szigma | 2008. jún. 26. 01:46 | Válasz | #2168 |
|
Egyenlőre annyi
alapvető hibát találtam benne, hogy ezért így hibásan egy fillért
sem vagyok hajlandó kiadni.
Majd megírom nekik a hibákat, és ha hajlandók javítani, akkor megveszem. Egyenlőre az is a bajom (sok egyéb mellett), hogy egy jópár hibát nem tudok stabilan reprodukálni, így megírni is kár, mert avval nem sokra mennek, hogy néha, de ismeretlen körülmények között ezt-meg azt csinálja. Egyenlőre csak a reprodukálhatókkal van értelme foglalkozni. |
|
| © Kicsa | 2008. jún. 25. 23:06 | Válasz | #2167 |
|
Ez nem rossz
megoldás,csupán nem ngyon tudok prigramozni. De
sebaj,nézelődöm,iztos találni lyesmi pogramokat. Amúgy meg egyenlőre
nem próbálkozom több1000 soros kódokkal,ugyanis a gépem túl
lassú-hangos hozzá. A lassúság nem lenne gond ha csendben üzemelne
de ez a marómotor hozzá picit hangos...most töröm a fejem valami
hangszigetelésen...
köszi szépen Üdv Kicsa ui.: azért megnéznék egx két ilyen programot,ígérem fikázásmentesen... ;) |
|
| © Merkel Géza | 2008. jún. 25. 22:54 | Válasz | #2166 |
|
Ha nem akarsz fizetni a
MACH-ért, és illegális módon sem akarod birtokolni azt, akkor egy
nagyon egyszerü megoldás lehet a már kész Gkód 1000 soron aluli
szakaszokra bontása majd az egyes részek szubrutinként történő
meghívása. Példa:
(vezérlő logika) M98 P1000 (az 1. rész, mint szubrutin hívása) M98 P2000 (a 2. rész, mint szubrutin hívása) . . . M98 PNNNN (az utolsó rész hívása) (a vezérlő logika és ezzel a program vége) . (most jönnek rendre a feldolgozó szubrutinok) O1000 (az 1. szubrutin cimkéje) (ide jön a kód első része, mint szubrutin) . . M99 (az 1. szubrutin vége) . O2000 (a 2. szubrutin címkéje) (ide jön a kód második része, mint szubrutin) . . M99 (a 2. szubrutin vége) . . ONNNN ( az N., azaz utolsó, szubrutin címkéje) (ide jön a kód N. része) M99 (az N. szubrutin vége) Írható bármilyen nyelven (én az ingyenes JUSTBASIC-ot használom) egy egyszerű "hülyéző" progi is amely ezt a szétdarabolást automatikusan elvégzi. Én már több segédprogit írtam a fórumtársak számára. Azokat egy-két barátom sikeresen használja. De mivel ingyenes munkámmal kapcsolatban fikázást is kaptam ezzel a tevékenységgel (mármint az ujabb programjaim közzétételével) leálltam...... |
|
| © Kicsa | 2008. jún. 25. 22:34 | Válasz | #2165 |
|
Értem,kiprobálom majd.
Egyébként nekem a Mach nagyon tetszik...szerintem más
vezérlőprogramot ki sem fogok próbálni...
Üdv Kicsa |
|
| © janko | 2008. jún. 25. 20:28 | Válasz | #2164 |
|
T Szigma.
Érdemes megvenni a liszencét 30000Ft bruttó. És kapsz hozzá leírást is. Janko |
|
| © Szigma | 2008. jún. 25. 00:45 | Válasz | #2163 |
|
Próbáld ki és megvan a
válasz. Én még nem próbáltam, így nem tudom a választ.
Én a Mach egyéb hülyeségeivel szívok rendesen. Egyébként a mostani verziónál már 250 sornak írják a korlátot. |
|
| © Kicsa | 2008. jún. 24. 23:51 | Válasz | #2162 |
|
Szevasztok!
Lenne egy fura kérdésem: a letölthető mach 3 ugye demo. Mi a helyzet hogyha én több mint 1000 soros g kódot töltök bele? Mert ahogy nézem,megnyitja azt is,nem vágja le a kódot...tehát szerkesztésnél ott van minden sor...akkor hogy van ez? Üdv Kicsa |
|
| © HJózsi | 2008. jún. 24. 18:28 | Válasz | #2161 |
|
***
SmoothStepper News ***
16-ból 12 utalás megérkezett, holnapig még várok, csütörtökön utalok... |
|
| © HJózsi | 2008. jún. 22. 16:03 | Válasz | #2160 |
|
***
SmoothStepper News *** Listazárás! S.O.S. hétfőn minden
megrendelő az emailben leírtak szerint juttassa el az utalandó
összeget hozzám, mert csak annak tudom intézni akinek beérkezett az
utalása!... Belföldi utalás 1nap, ezért szerda csütörtököt jelöltem
meg a SmoothStepperék felé az utalásra. Aki lemarad, kimarad. Csak
korlátozottan leszek netközelben, esetleg Magi Istvántól érdeklődhet
az aki nem kapta volna meg az email értesítést...
|
|
| © HJózsi | 2008. jún. 20. 19:33 | Válasz | #2159 |
|
:)
155 + 25 alapban USD-ben... Küldök privátot... |
|
|
|
2008. jún. 20. 19:27 | Válasz | #2158 |
|
Húúú, erről nagyon
lemaradtam...
Mibe kerül egy ilyen "feltúrbózott 555"?
|
|
| © HJózsi | 2008. jún. 20. 19:12 | Válasz | #2157 |
|
***
SmoothStepper News ***
Az elkövetkező talán max. 5-6 napban nem leszek netközelben ( ill nem biztos, hogy meg tudom oldani). Ha nem válaszolnék azonnal ez az oka. "SmoothStepperéket" is értesítettem erről. Ha sikerül megoldanom a netet, akkor mindent tudok azonnal intézni. Józsi |
|
| © HJózsi | 2008. jún. 19. 21:08 | Válasz | #2156 |
|
Ok!
|
|
| © bajusz | 2008. jún. 19. 15:26 | Válasz | #2155 |
|
udv
most nem vagyok otthon de hetfon jelentkezem es utalom az osszeget Kovacs Ferenc |
|
| © HJózsi | 2008. jún. 19. 12:20 | Válasz | #2154 |
|
***
SmoothStepper News ***
Minden eddig jelentkezőnek küldtem mailt, hogy kezdem gyűjteni az utalandót, mert napokon belül várható hogy elkészüla mi szériánk... Aki nem kapta meg jelezzen! SmoothStepper - 4MHz USB pulse engine for Mach3 
Doksi mégegyszer... Eddig 14-en vagyunk. Még lehet jelentkezni, talán 1-2 napig... |
|
| © HJózsi | 2008. jún. 19. 10:24 | Válasz | #2153 |
|
Ok, döntetlen ... A 2.5D pl. egy arcot nem tud megmunkálni, de bizonyos Z irányú görbe menti alakokat mégis, mint pl . ferde falu megnunkálás, Z-X síkon görbe elforgatás pl X tebgely körül akár + akár - Z iránynan pl egy palack. töb példa is van a honlapon www.dolphincadcam.hu Level 3. Mill. Ezen kívül természetesen zsebmarás különböző mélységekben, kívül belül, gravírozás TrueType betüket is, akár kiemelkedő is ... |
|
| © Szigma | 2008. jún. 19. 02:01 | Válasz | #2152 |
|
Jól van, nem csak én
hibázok !
a linkből kimaradt egy "a" betű :) |
|
| © Szigma | 2008. jún. 19. 01:58 | Válasz | #2151 |
|
A 2. smile véletlen
maradt ott. Az nincsen csak úgy néz ki mintha lenne :)))
|
|
| © Szigma | 2008. jún. 19. 01:56 | Válasz | #2150 |
|
Köszönöm, megnézem.
A 2.5D az mennyivel kevesebb a 3D-nél? (tudom, 0.5D-vel , de azon kívül?) Azt átküldést hagyjuk, mert nem alkalmi megoldást keresek, de azért köszi az ajánlatot. |
|
| © HJózsi | 2008. jún. 19. 00:31 | Válasz | #2149 |
|
Ha 2.5D elég
www.dolphincdcam.hu PartMaster Mill ( CAD+CAM )... weben
aktiválva 7napig full G-kód generálás! Az aktiválásról magyar leírás
a honlapon... DXF-et HPGL-t importál, Mach3 posztprocesszor is van
hozzá...
Vagy küld át privátba a rajzot, szerszám méretet, generálok kódot ... |
|
| © Szigma | 2008. jún. 18. 21:07 | Válasz | #2148 |
|
"Pl. Artcam jól veszi
figyelembe a szerszám vastagságát (azaz beépíti rárdiuszkorrekciót a
generált Gkódba)"
Ennek van ingyen kipróbálható verziója ? Hogy lehet hozzájutni? Ugyan nem túl szerencsés,hogy a Gkódba építi a korrekciót, mert ha más szerszámmal dolgozok, akkor mindíg újra kell generálni. Persze ha nincs más megoldás ...:(( "Egy nagyobb lyuk, (melynek középpontja az elméleti szerszámtengely) egyik oldalára rögzített toll természetesen hülyeségeket rajzol mert a toll középpontja eleve el van tolva a gépi x=0, Y=0 ponttól. " Ettől még nem kell olyan fokú marhaságot csinálnia mint a feltett képen látszik. Mindössze odébb lesz a kör annyival mint amennyivel a toll nem esik a szerszám tengelybe. Az az érzésem, hogy ez valami nagyfokú Mach hiba. |
|
| © Szigma | 2008. jún. 18. 20:51 | Válasz | #2147 |
|
"Túl sok az ív és nem
tudja, hogy kívül vagy belül haladjon."
Ezt viccnek szántad ? Sehol nem találtam olyan utalást hogy az alakzat nem állhat x darab ívnél többől. Sajnos ennek ennyiből kell állnia. :( Ha nem használok íveket akkor 20000 egyenesből fogja kirakni az alakot ? Milyen programot ajánlasz amit legalább a próbák idejére ingyen lehet használni, mert csak akkor vagyok hajlandó fizetni, ha már meggyőződtem, hogy megfelel a céljaimnak. Eddig még egyetlen esetben sem sikerült ugyanis elérnem, hogy a fejlesztők kijavítsák a programjuk hibáit, pedig volt már pár próbálkozásom (nem CNC témában). |
|
| © Merkel Géza | 2008. jún. 18. 13:01 | Válasz | #2146 |
|
Pl. Artcam jól veszi
figyelembe a szerszám vastagságát (azaz beépíti rárdiuszkorrekciót a
generált Gkódba) ha a zárt görbét belülről vagy kívülről akarod
körbemarni...Egy nagyobb lyuk, (melynek középpontja az elméleti
szerszámtengely) egyik oldalára rögzített toll természetesen
hülyeségeket rajzol mert a toll középpontja eleve el van tolva a
gépi x=0, Y=0 ponttól.
|
|
| © D.Laci | 2008. jún. 18. 12:40 | Válasz | #2145 |
|
Túl sok az ív és nem
tudja, hogy kívül vagy belül haladjon. A legegyszerűbb ha CAM
progiban készíted el a szerszám korrekciót, vagy olyan
postproceszort használsz, amely mellőzi az íveket (r, j-k), mert ha
csak vektor koordinátákat alkalmaz, akkor már egyértelműen
értelmezi, hogy merre az arra…
|
|
| © Szigma | 2008. jún. 18. 11:22 | Válasz | #2144 |
|
Azt lefelejtettem, hogy
a ceruzás vonal az eredeti alakzat.
A bal felső sarok az origó. Természetesen most a Z irányú mozgást kivettem, hogy látszódjon a teljes programozott pálya az X-Y síkon. A kék vonal a bekapcsolt szerszámkorrekció (G42 D10) esetén a pálya. A 10-es szerszám átmérője 6.2mm a szerszám táblázatban. Az alak tetején lévő egyenes résznél csinálja csak jól, máshol mindenhol baromságot csinál. |
|
| © Szigma | 2008. jún. 18. 11:16 | Válasz | #2143 |
|
Természetesen.
Köszönöm, hogy próbálsz segíteni.

|
|
| © D.Laci | 2008. jún. 17. 22:30 | Válasz | #2142 |
|
Ha lehet akkor egy
segítséget elhasználnék!!! :)
Rakd fel a képeket. |
|
| © Szigma | 2008. jún. 17. 21:36 | Válasz | #2141 |
|
Úgy látom senki sem
használja a szerszámkorrekció funkciót, vagy aki használja annál
mindíg hibátlanul működik, és ezért nincs ötlet a problémámra.
Bánatos vagyok :((
|
|
| © Szigma | 2008. jún. 08. 15:53 | Válasz | #2140 |
|
Segítsetek légyszives
mert megőrülök !!
Van egy sok görbével (kőrív darabokkal) határolt alakzatom. Befogom a gépbe a rajzoló ceruzát, elviszem az asztal egy pontjára. Itt az X és Y koordinátákat (nem a gépit!) lenullázom és kirajzolom az alakot, ami tökéletes lesz. Ezután visszviszem a 0,0 koordinátára (pár tized eltéréssel ,mert kézzel csinálom). A programban bekapcsolom a szerszámkorrekciót (kiveszem a sor elejéről a komment jelet). Kirajzoltatom az alakzatot ami megint tökéletes, a szerszám sugarával kijebb rajzolja le az alakot. Ezután jön a gubanc. A rajzoló ceruza nem a szerszám tengelyében van, hanem attól kb. 1cm-re. A ceruzát elforgatom kb. 180 fokkal és újra visszaviszem a 0,0 pontra. Ekkor a program persze nem 0,0-át mutat hiszen elfordítottam a ceruzát. Most újra lenullázom az X és Y koordinátákat és kirajzoltatom az alakot. Azt várnám hogy az előző rajzolaton menjen végig. Ehelyett összevissza baromságokat rajzol ami még csak nem is hasonlít az eredeti alakra. Kérem a Mach guruk segítségét, hogy most én vagyok a hülye vagy a Mach ??? Elrontok valamit amire nem is gondolok? Remélem elég érhetően írtam le a dolgot, de ha szükséges adhatok képet is. |
|
| © HJózsi | 2008. jún. 08. 10:36 | Válasz | #2139 |
|
Rendben!
|
|
| © Varga István | 2008. jún. 08. 00:03 | Válasz | #2138 |
|
Üdvözlet!
1 db USB-s kütyüre én is szeretnék jelentkezni. Köszönöm VI |
|
| © HJózsi | 2008. jún. 07. 18:27 | Válasz | #2137 |
|
#2071 ... 4MHz pulse
engine a Mach3-hoz, a pc-hez USB-n keresztül csatlakozik, a vezárlők
felé pedig 2 párhuzamos porttal... az ár is ott van, mi 10 db fölött
már kapunk egy kis kedvezményt... kb jövő hét közepéig be lehet még
szállni, csak dobj egy privátot...
|
|
| © Miki2 | 2008. jún. 07. 16:59 | Válasz | #2136 |
|
Szervusz D.Laci
Köszönöm a választ Miki |
|
| © D.Laci | 2008. jún. 06. 18:07 | Válasz | #2135 |
|
Motor outputs… spindle-
engedélyezni step pin-step port –ot kitölteni.
Spindle setup… motor control- use spindle motor output- pwm control kipipál… pwm base freq: kitölt. |
|
| © Miki2 | 2008. jún. 06. 15:56 | Válasz | #2134 |
|
Persze lenne egy pici
gondom is. (Jó nekem, mert csak egy pici gondom van... Hi).
Segítséget kérnék abban, hogyan lehet beállítani a Mach 3-ban a PVM motorvezérlést. A magyar nyelvű használati leírásban megemlítik ugyan mint lehetőséget, de semmi konkrétumot nem találtam róla. Főorsó motort szeretnék vezéreltetni egy ± 10 V fogadására alkalmas frekiváltóval. Ha lehet egy részletes leírást szeretnék kérni. Köszönettel Miklós |
|
| © Miki2 | 2008. jún. 06. 15:43 | Válasz | #2133 |
|
Üdvözlet Mindenkinek!
Ha jól értem ez a Smooth Stepper USB porton keresztül kommunikál a PC-vel, a másik oldalra pedig a step-dir motorvezérlők köthetők. Tehát nem kell két paralell port a Mach-3 adottságainak a kihasználásához. (Több ki és bemenet, automata szerszámcsere, stb). Visszatekertem egy kicsit a topikban, de nem találtam ennél sokkal többet. Biztosan elnéztem valahol. Mennyibe kerül egy ilyen ketyere? Tényleg arra használható, amire gondoltam? A választ köszönöm Miklós |
|
| © D.Laci | 2008. jún. 06. 08:37 | Válasz | #2132 |
|
Én eddig az
ellenkezőjét tapasztaltam, főleg ha még egy luzer is hozzá volt
adva, hiába töröltem a rendszergazdának jelszavát nem engedte ilyen
módon törölni….
|
|
| © aszbolit | 2008. jún. 06. 08:22 | Válasz | #2131 |
|
Ez igy nem minden
esetben hoz eredmenyt. Tobb esetben is tapasztaltam, hogy
felhasznaloi jelszo nelkul is megall a bejelentkezo kepernyonel.
Felhasznevre kattintva egybol bejelentkezik. Jelszot egyik esetben
sem kert es nem is volt megadva.
|
|
| © HJózsi | 2008. jún. 05. 18:57 | Válasz | #2130 |
|
Smooth Stepper rendelés hírek:
Még egy hétig nyitva a rendelés, mert a most érkezett szállítmányból már éppen nem jutott nekünk... a 180 és 200 közötti sorszámúak kaptak, mi a 207-esek vagyunk, így a következő szállításkor viszonylag elöl vagyunk ... |
|
| © BalazsK | 2008. jún. 05. 18:25 | Válasz | #2129 |
|
Nálam XP prof. van és
csak rendszergazda jelszóval, most direkt kipróbáltam és ki lehet
kapcsolni a jelszót gond nélkül. Nálam csak azért van jelszó, hogy a
LAN-on be lehessen csatlakozni a gépre, mert az meg jelszó nélkül
nem megy...
|
|
| © D.Laci | 2008. jún. 05. 18:13 | Válasz | #2128 |
|
A gond akkor van, ha
csak rendszergazda van jelszóval…
|
|
| © BalazsK | 2008. jún. 05. 16:26 | Válasz | #2127 |
|
Szerintem van ennél
egyszerűbb módszer is XP alatt:
Start menü-->vezérlőpult-->Felhasználói fiókok-->"clikk a fiókodra"--> jelszó eltávolítása. |
|
| © svejk | 2008. jún. 05. 15:39 | Válasz | #2126 |
|
Kössz, na ilyenekre
saját eszemtől nem jövök rá, keresgélni meg lusta vagyok :(
|
|
| © BalazsK | 2008. jún. 05. 15:39 | Válasz | #2125 |
|
Érdekes, lehet hogy a
biztonsági frissítések miatt állította vissza a jelszavas
bejelentkezést.
De ezt mondjuk egy pillanat alatt vissza lehet állítani, ha zavar. :) Én mondjuk ezt nem tapasztaltam, mert amúgy is jelszavas bejelentkezés van a gépemen, mert több gép van hálózatban és a megosztásokhoz muszáj a jelszó használata... |
|
| © aszbolit | 2008. jún. 05. 15:34 | Válasz | #2124 |
|
http://support.microsoft.com/kb/315231/hu
|
|
| © svejk | 2008. jún. 05. 15:21 | Válasz | #2123 |
|
Érdekes..
Gyári XP prof.-om van SP2-vel telepítve, azóta is minden frissítés letöltve, de nálam még nem jelentkezett ez be, így nem is működik most sem. na majd utánanézek... Egyébként az bosszantott fel akkoriban a telepítése után, hogy a mezei autómatikus XP indulás helyett feljött a felhasználói bejelentkezős/jelszavas képernyő, így nem indult el az XP autómatikusan. (ugye gép bekapcs, tesz-vesz az ember aztán látja hogy még mindig nem indult el a rendszer a hülye bejelentkezés miatt, holott én nem kértem olyat) |
|
| © BalazsK | 2008. jún. 05. 13:54 | Válasz | #2122 |
|
Ahogy mondod...
|
|
| © aszbolit | 2008. jún. 05. 13:47 | Válasz | #2121 |
|
Windows idealis
esetben:
- automatikus frissites bekapcsolva Egyeb esetekben a user-re harul a feladat. |
|
| © BalazsK | 2008. jún. 05. 13:33 | Válasz | #2120 |
|
Mivel a szoftver Visual
Studio .NET fejlesztőkörnyezetben lett megírva, muszáj feltelepíteni
a .NET framework futtatási környezetet. Egyébként az újabb
videókártyák driverjeit is már ebben fejlesztik. Nemrég vettem új
gépet és a videókártya driver csomagba már belepakolták a .NET2.0-t
az telepedett legelőször.
Az XP service pack2-3-ban is már alapból benne van... Billy bácsiék sok internetes biztonsági frissítést is tettek a csomagba, például ASP.NET-es debug és védelmi rendszert. Szóval lassan már nem lehet majd megkerülni a telepítését. Szigma: Hát igen, annyira csinálhatták volna intelligensre a csomagot, hogy a windows felismerje a hiányát, ezt én sem értem miért nem csinálták meg. |
|
| © aszbolit | 2008. jún. 05. 13:28 | Válasz | #2119 |
|
Csebegobe irtam egy
reagalast, ha erdekel...
|
|
| © HJózsi | 2008. jún. 05. 13:13 | Válasz | #2118 |
|
Sztem szervesen
Mach3... config, settings, stb... maradhat itt. ...
|
|
| © HJózsi | 2008. jún. 05. 13:08 | Válasz | #2117 |
|
Na igen, pl. ezért nem
túlzás a tojás...
|
|
| © Szigma | 2008. jún. 05. 12:11 | Válasz | #2116 |
|
Nagyon köszönöm a
tökéletes segítséget. Ennek hála már nálam is működik.
Azért lehetne annyira inteligens a rendszer, hogy ilyen szituban megmondja, hogy miért nem működik a program. Éljen Billy meg a csapata Egyébként tényleg nagyon jónak néz ki a program. |
|
| © Szigma | 2008. jún. 05. 12:08 | Válasz | #2115 |
|
Így könnyű, ha
benfentes körökben mozogsz.
Én meg csak leshetek Köszönöm az infót. |
|
| © svejk | 2008. jún. 05. 08:37 | Válasz | #2114 |
|
Nem kerülhető el
semmiképpen ezen program telepítése?
Elég sok alkalmazás van a gépemen többféle tárgykörben és még semmi sem igényelte ezt a kiegészítést. Régebben feltelepítettem de aztán gyorsan csináltam egy rendszerviszaállítást, mert kapásból az XP bejelentkezést elcseszte. Megjegyzem nem vagyok PC guru, így lehet hogy pár kattintással vissza lehetett volna állítani az eredeti felállást, de inkább felejtősre vettem :( Annak idején a Házigazda stepper setupjához is fel kellet rakni az Office-t :(( |
|
|
|
2008. jún. 05. 07:26 | Válasz | #2113 |
|
Nem akartok most már
(vagy később? ha megrendelés megtörtént?) ennek a Smooth Stepper-nek
egy külön topikot?
|
|
| © BalazsK | 2008. jún. 05. 02:02 | Válasz | #2112 |
|
.Net framework 1.1 vagy
újabb keretrendszer kell hozzá....
Itt letöltheted!
|
|
| © HJózsi | 2008. jún. 05. 01:16 | Válasz | #2111 |
|
Titkos forrásból tudom,
hogy C#-ban íródott, az meg a Microsoft .NET környezet fejlesztő
nyelve... Lehet, hogy nálad nincs telepítve a .NET (DOT NET)? Nálam
fent van...
|
|
| © Szigma | 2008. jún. 05. 00:50 | Válasz | #2110 |
|
Biztosan bennem van a
hiba, de nekem el se indul ez a program, hibaüzenettel leáll.
XP alatt próbáltam. Neked működik ? |
|
| © HJózsi | 2008. jún. 03. 23:20 | Válasz | #2109 |
|
Smooth Stepper - rövidesen kialakul a rendelés mikéntje,
fogok küldeni körmailt a részletekről. Eddig 11-en vagyunk.
|
|
| © HJózsi | 2008. jún. 03. 11:19 | Válasz | #2108 |
|
LPT mentes ... ( na
ezért jók azok a fórumok ahol a saját hozzászólást lehet editálni...
)
|
|
| © HJózsi | 2008. jún. 03. 11:11 | Válasz | #2107 |
|
Szerintem a hobby
mechanikák is kisodródnának, lehet, hogy 90 fok sem kellene ...
A tartalék viszont jól jön a mi
tartományunkban jó lesz, főleg az LŐT mentes gépeknél. Szóval ismered ... akkor írok privátban...
|
|
| © BalazsK | 2008. jún. 03. 11:05 | Válasz | #2106 |
|
Valóban vártam a
fejleményeket.
4MHz nem tűnik reálisnak, főként az encoder szab határt a száguldásnak, a NYÁK-on meg kisodródnának az elektronok a kanyarban.
De, egész véletlenül ismerem a szerzőt.
|
|
| © HJózsi | 2008. jún. 03. 09:46 | Válasz | #2105 |
|
Ez nagyon jó kis progi!
Köszönet a közreadásért!
A szerzőt nem ismered véletlenül?...
|
|
| © HJózsi | 2008. jún. 03. 09:44 | Válasz | #2104 |
|
Már nem tudtál aludni,
mi ???
Na lényeg az, hogy nincs
semmi probléma az adott specifikációkkal... Azért csak feltételezés szinten volna ötleted, hogy milyen masinát lehetne megkínálni 4MHz-es step jellel, ami esetleg megvalósítható? Az encoder felbontásra, áttételte ( step/mm), és a max. sebességre gondolok amivel "szántana" (SANTANA)... Fejben saccolgatás alapján
manapság használatos hobby encoder felbontás, áttétel mellett kb
300m/perc-es sebesség anagyságrend jött ki... |
|
| © BalazsK | 2008. jún. 03. 04:21 | Válasz | #2103 |
|
Talán így gyorsabban
megy a szöveg->G-kód generálás:
TTFtoGcode
|
|
| © BalazsK | 2008. jún. 03. 04:16 | Válasz | #2102 |
|
Szia Józsi,
Azért látom téged is gondolkodóba ejtett a téma, ennek örülök. :) Ahogy írtam is, nem az volt a célom, hogy elvegyem a kedvét bárkinek (ahogy ezt páran félreérthették), csupán érdekelnek a technikai részletek és szerettem volna tisztán látni a működést és korlátokat illetően. Egyébként nagyon jó ötletnek tűnik számomra, hogy a sebesség információt kapja a vezérlő, ugyanakkor a kétségeim is pont emiatt a működési mód miatt támadtak. Mindenesetre arra elegendő az új info, hogy most már biztos vagyok benne, hogy jól értem a működési elvét az eszköznek, mert eddig afelől is kétségeim voltak, hogy nem értem-e esetleg férre. Mr.Greg levelén azért látszik, hogy csak annyira megy bele a technikai részletezésbe, amennyire muszáj, ami érthető is, meg picit a szájába is adtad a választ a kérdésekkel. 
Végülis akkor megnyugodtam, hogy értem a működési elvet és nem találták fel a gyártók a Spanyolviaszt. :) Majd kíváncsi leszek a tesztjeitekre, ha megérkeznek a vezérlők, mélyebben belegondolva valóban ha pár*100kHz-el fut a vezérlés (ami reális) gyorsítási és lassítási szakaszokkal, akkor belátható, hogy minimális, észrevehetetlen hibával tud dolgozni a szerkentyű. |
|
| © HJózsi | 2008. jún. 02. 19:54 | Válasz | #2101 |
|
helyesen : tévelyegjünk
|
|
| © DeaK Jozsef | 2008. jún. 02. 14:42 | Válasz | #2100 |
|
a próbálgatások során
eljutottam oda, hogy a corelben megrajzolt névtáblát már tundám
marni de én csak egy vonalas kontúrt szeretnék marni. Ezt hol kel
beállítani.
Ha valaki ebben tudna segíteni előre is nagyon köszönöm |
|
| © DeaK Jozsef | 2008. jún. 02. 14:40 | Válasz | #2099 |
|
Köszönöm az ötletet,
már azt olvasgatom csak nem tudom még felfogni egyes részeit
|
|
| © HJózsi | 2008. jún. 02. 13:09 | Válasz | #2098 |
|
Szia Balázs!
Rákérdeztem, hogy ne találgatások mentén tévejegjünk... ( mint az autós az autópályán akinek minden autó szembejön ... ) A 4kHz sebesség frissítés nem a pillanatnyi sebességet frissíti, hanem az adatbuffert, ( ami nem ürülhet ki akár csak cd lejátszáskor, vagy cd íráskor ... ), tehát normál működés közben nem lehet lépés hiba! Amit Te emeltél ki és kicsit úgy lehetett érteni, mintha az lenne az általános működés, az a rendkívüli esetre igaz csak, vagyis Limit sw-re futás vagy E_Stop aktiválás. Ezekben az esetekben nem kritérium a lépés tévesztés kizárása, bekövetkezése után újra fel kell venni a bázis pozíciót. ( amúgy valóban, kinek van olyan vezérlője ami 300kHz-nél gyorsabb jelet fogad? ...) "> It raised a discussion on our hobby cnc forum, how the data could flow > between Mach and SS and on 4Mhz steprate couldhappen any step error? I > think you are the most authentic person who could give the answer ... ;) I better be able to! :-) > > A guy wrote , that "on 4MHz steprate and on 4KHz speed data refresh > there is a 1000 step gap ( 4kHz*1000=4MHz) so in worst case there could > happen 1000 step, step error... " > > I think the speed data refresh doesn't refresh the actual speed, it > refreshes the speed data buffer and on normal operation there could not > happen step error... Is it correct? You are correct. Counting is done at a finer level than whole steps. It is only when the count overflows that a step is produced. I think it is on the order of about 1/16th of a step at 4 kHz. > Only in emergency case, like limit sw. > triggered or E_Stop could happen step error, but anyway, who cares, > setting up home position again in that case is a must... Right. As long as the SS is allowed to complete its cycle of 4 kHz, it will end up at the right number of steps in the end. I don't recommend running at 4 kHz because the buffer inside the SS is rather small, and that only gives about 1/4th of a second of buffered data. If Windows does not service the USB port for a while (which can happen), then it runs out of data and that is bad. I would run at 1 kHz, or maybe 2 kHz if your computer doesn't have any hiccups. > > Thank you in advance, > and best regards, > > Jozsef Hope this answers your question. If not, please let me know. Thanks, Greg" |
|
|
|
2008. jún. 01. 17:42 | Válasz | #2097 |
|
Port & pins ablakban X
, Y dir low active, vagy ahogy keri magat.
|
|
|
|
2008. jún. 01. 17:39 | Válasz | #2096 |
|
Vannak dolgok, amiket
magad kell, hogy csinalj.
Elobb ezt elvasd el! |
|
| © tpeter | 2008. jún. 01. 17:38 | Válasz | #2095 |
|
köszi a gyors választ.
közben rájöttem, hogy nem itt van a gond. Az egész
koordinátarendszeremet meg kéne fordítani. Működik így is, csak
minden 180fokkal el van fordítva ahhoz képest, mint ami az artcamban
elkészült.Ezt hogyan tudom orvosolni?
|
|
| © DeaK Jozsef | 2008. jún. 01. 16:43 | Válasz | #2094 |
|
Üdvözlök mindenkit!
Én nagyon új vagyok és most ismerkedem a mach3 programmal. Ha esetleg valaki ad ötleteket szivesen fogadom. előre is köszönöm |
|
| © HJózsi | 2008. jún. 01. 15:15 | Válasz | #2093 |
|
Config -> System
Hotkeys Setup ....
|
|
| © tpeter | 2008. jún. 01. 13:36 | Válasz | #2092 |
|
Sziasztok!
Hogyan tudom beállítani a billentyűzet nyilait, hogy fordítva működjenek? Az x és y tengelyem fordítva megy, mint amit a nyíl mutat. Másik kérdés: Nem látom a képernyőn a marópályát. Valami is bolhapiszok látható, de ha az egér görgőjével nagyítok, akkor sem jelentkezik számottevő változás. Hol tudom a szerszámpálya figyelő ablakot beállítani? |
|
| © HJózsi | 2008. máj. 31. 22:53 | Válasz | #2091 |
|
A Wow topikban a
Smooth Stepper fórumon 2 hónapja :
"Set my SS up on a friends machine tonight and that is all I have to say of my first impression of it on a machine that truely needs the faster pulse rate. My machine is too slow to need the benefit of the SS's faster pulse rates. I like the way the beta testing has been going, but to get to see the result......WOW. Brett" |
|
| © HJózsi | 2008. máj. 31. 19:43 | Válasz | #2090 |
|
majd küldjél egy betát!
...
|
|
|
|
2008. máj. 31. 19:01 | Válasz | #2089 |
|
Én most olyan harvert
fejlesztek a Mach-hoz, amely használat közbe automatikusan beállítja
magát... persze a pipákat is!
Sőt a következő verzóban a háttérben egy bombabiztos WinPC-NC progi fog futtni... csak az egyszerűen kezelhető felület marad Mach-é. Persze támogatja majd az URH sávos (nyugati is:) step/dir jeleket amivel hiperszonikus sebesség és nanotechnikai pontoság is megmarad. :) Autopipa v1.0 for Mach...
|
|
| © BalazsK | 2008. máj. 31. 18:31 | Válasz | #2088 |
|
Dlaci: Lehet, de a 4kHz
az 4kHz, ha visszacsatolt, ha nem. :)
Józsi: ez a legrosszabb eset amivel számoltam, ha mondjuk csak 100kHz-el hajtod a motorod, akkor a túlfutás már csak maximum 4 lépés lesz :) Persze lehet, hogy félreértem a működést, de túl sok lehetőség nincsen. A korlátok adottak... 1.) Amire először gondoltam, hogy a step-dir jeleket viszi át, de az FT245 chip 3Mbaud-ig müxik és ezzel a módszerrel maximum 300kHz-es futást lehetne elérni, a gyakorlatban pedig még alacsonyabbat. 2.) Sebesség információt küld a külső vezérlőnek a MACH, ekkor viszont ha 4kHz a frissítési sebesség, akkor amit az előbb leírtam, arra nem látok megoldást. Svejk: Bocs, nem akartam elvenni a kedvedet, nem ez volt a célom. " És még viszik is mint a cukrot ..." Persze, mert ígéretesnek tűnik A másik dolog, hogy senki nem fogja 4MHz-el használni, mutass nekem egy inkrementális encodert, ami 4MHz-es jeladásra képes. 100kHz-nél meg 3-4 osztásnyi hiba a munkadarabon gyakorlatilag nem érzékelhető. Sőt, mivel a legrosszab esetről volt szó, ahol nincs lassítás gyorsítási szakasz a valóságban ez még jóval kevesebb gyakorlatilag 0 hibát eredményez. Amúgy meg csak filozófálok a működéssel kapcsolatban, senki ne vegye készpénznek amiket írok és nem akarom senkinek a kedvét elvenni.... |
|
| © svejk | 2008. máj. 31. 18:29 | Válasz | #2087 |
|
Te már a vaktában
lövöldözésen is túlteszel..
Nálad még puska sincs:) :) :) |
|
|
|
2008. máj. 31. 18:17 | Válasz | #2086 |
|
Nem értek hozzá... nem
lehet, hogy virtuális a nagy kimeneti freki? Azaz egy határ felett
szoroz? Mint "step multiplier"... azaz a felbontás nem
növekszik...csak jó nagy freki a "mittudomén" szupernagy felbontású
encoderekhez?
|
|
| © HJózsi | 2008. máj. 31. 18:12 | Válasz | #2085 |
|
Te Balázs!
Meg kellene mondani nekik, hogy nem működik, mert még nem tudják!
Őszintén szólva nem én terveztem az áramkört és a sw írásban sem vettem részt, így egy kicsit hátrányos helyzetben vagyok hozzájuk képest a kérdéseid megválaszolásában. Ha megy az angol szerintem kérdezd meg tőlük direktben, én nem látok aggodalomra okot, ráadásul nem is az elsők akik a Mach-hoz 4MHz-s pulse engine-t készítettek ... |
|
| © HJózsi | 2008. máj. 31. 18:02 | Válasz | #2084 |
|
És még viszik is mint a
cukrot ...
|
|
| © svejk | 2008. máj. 31. 17:54 | Válasz | #2083 |
|
Egy kicsit vaktába
lövöldözésnek tűnik nekem a csevegésetek.
Én sajnos nem értem az angolt, de Ti biztosan jól értelmeztek mindent?? Jó lenne egy igazán hozzáértőt megkérdezni, vagy megvárni egy szerkezetet és teszt után nyilatkozni, mert ez a diskura kicsit elveszi az ember kedvét ettől a reménytkeltő szerkezettől. Vagy esetleg van valakinek hasonló jobb megoldása? Elvileg én is fel vagyok iratkozva a leendő vásárlók közé, de engem nem a műszaki tartalom izgat, sokkal inkább az, hogy hogy lehet úgy valamit reklámozni/árulni ami gyakorlatilag nincs készen?? |
|
| © D.Laci | 2008. máj. 31. 17:49 | Válasz | #2082 |
|
Nem olvastam bele a
doksiba, de nem lehet hogy a Mach felé visszacsatolt sebesség
frissítésről van szó.
|
|
| © HJózsi | 2008. máj. 31. 17:41 | Válasz | #2081 |
|
Szerinted 1000 lépés
hibával piacképes lenne? ... És most 200-adikak lennénk a sorban ?
...
|
|
| © BalazsK | 2008. máj. 31. 17:11 | Válasz | #2080 |
|
Szia Józsi,
OK, ez rendben van, ez minden mikrovezérlőnél hasonlóképpen alakul, magasabb freki-->alacsonyabb PWM felbontás. Ami az én dilemmám: step freki = 4MHz sebesség adat frissítés: 4kHz A két frekvencia között 1000-es nagyságrendi eltérés van, vagyis 4kHz*1000=4MHz. Emiatt szerintem 4MHz-es frekinél +-1000 lépés hiba is lehet a legrosszab esetben! Például maximum 4MHz-el fut a vezérlés és azonnal megállítod a mozgást, ekkor a sebesség t1=1/4kHz=0.00025sec idő mulva fog frissülni legrosszabb esetben. Egy lépés ideje 4MHz-es frekvencia esetén t2=1/4MHz=0.00000025sec. A túlfutás, vagy pozíció hiba (szintén legrosszabb eset) ekkor t1/t2=1000 step! Kíváncsi vagyok a véleményedre... |
|
| © HJózsi | 2008. máj. 31. 16:20 | Válasz | #2079 |
|
A max PWM freki
kérdésre adott válasz :
"The SS can generate any PWM frequency from 1 Hz up to 16 MHz, but the resolution is inversely proportional. At 2 kHz, the resolution will be 14 bits I think (I might be off by 1 bit). At 4 kHz the resolution would be 13 bits, and so on. Greg" |
|
| © HJózsi | 2008. máj. 30. 21:49 | Válasz | #2078 |
|
A nagy az nem semmi...
Hortobágyi úrnak is jó lenne talán ... ;) Bár szerintem ott már igen
nagy motorocskák lehetnek... a marófej meggyőzően dolgozott ... (
valami faautő ? :D)
|
|
| © Hunka Tibor | 2008. máj. 30. 17:45 | Válasz | #2077 |
|
Ezek az én meglátásom
szerinz Ipari gépek , és nem hobby . Tehát biztosan jó , mert
máskülönben nem alkalmaznák .
|
|
| © HJózsi | 2008. máj. 30. 14:32 | Válasz | #2076 |
|
Ezt nézzétek meg!
4m x 3m x 1.1m running with Smooth Stepper & Mach 3 ITT !!! |
|
| © HJózsi | 2008. máj. 30. 14:26 | Válasz | #2075 |
|
Hogy lássunk is
valamit, van itt néhány :
Smooth Stepper on youtube
|
|
| © HJózsi | 2008. máj. 30. 13:55 | Válasz | #2074 |
|
még én is csak publikus működési
leírást olvastam, az is elég hosszú ( Jókainak is dícséretére vált
volna )... Szerintem nincs gond a szakaszok beolvasásával, a
pulseengine meg közben szitává pulzálja, látod, akár 8MHz-el is ( ha
lesz igény rá...). A pálya adatain való haladási sebesség sokkal
kisebb (ritkább) mint a vezérléshez a pulseengine által adott
step/dir. |
|
| © BalazsK | 2008. máj. 30. 13:31 | Válasz | #2073 |
|
Most már kezdem érteni
a működését. :)
Így, hogy a sebesség adat van update-elve egy alacsonyabb frissítési sebességgel, így már érthető, hogy hogyan csinálják. :) Ha viszont a sebességet frissítik, akkor egy 4MHz-el készített G02 kód 4kHz-es sebesség adat frissítéssel sztem sokszög lesz.
(minden 1000.stepnél frissül a sebesség). Lehet, hogy nem is sokszög, hanem csillagteszt.
HJózsi erősíts meg kérlek, hogy valóban így működik, vagy talán még mindig nem értem?! |
|
| © HJózsi | 2008. máj. 30. 13:15 | Válasz | #2072 |
|
5ezren nézték meg a
"Welcome to SmoothStepper" forumot :
www.machsupport.com...
.
na ez ám a piac ... |
|
| © HJózsi | 2008. máj. 30. 13:03 | Válasz | #2071 |
|
Bocs, ez hosszú lesz :
Hi All, Thank you for your interest in the SmoothStepper USB controller for Mach. The SmoothStepper is a new USB-_base_d controller that is meant to be a replacement for the parallel port. It was designed to emulate the parallel port (electrically and physically), which allows for a seamless integration into existing setups. New designs will also benefit from the very precise, fast, and clean step rates that the SmoothStepper produces. The SmoothStepper plugin uses the same _xml_ data that is used to configure the native parallel port version of Mach. Except for a few unique parameters (such as maximum step frequency), all of the SmoothStepper's setup parameters come from the same setup dialogs that the parallel port version uses, such as Ports and Pins. Even oddball setups that use something like pin 17 for the X Step signal are handled with no problem. The SmoothStepper looks and feels just like the parallel port. Existing breakout boards should interface with the SmoothStepper without any issues. The SmoothStepper is powered by a Xilinx FPGA for very high performance. In the current design, the maximum step rate is 4 MHz , but there is no reason why this couldn't be increased to 8 MHz or more if necessary. Data is sent from the PC to the SmoothStepper in very fine segments, making it very suitable for "3D" work. The USB chip is an FTDI FT245R. FTDI provides a Microsoft WHQL certified driver for all versions of Windows (http://ftdichip.com/Drivers/D2XX.htm). Driver installation is straightforward. With the SmoothStepper, there is a single plug-in file that contains both the FPGA firmware and the Mach plug-in software. Each time you start Mach, the firmware is downloaded to the device in the _b_link__ of an eye. Because it is all contained in one file, there is no chance of a mismatch between the plug-in software and the FPGA firmware. Upgrades are as simple as selecting a different plugin version. Upgrades will be free. The SmoothStepper has two parallel port interfaces on it. The first port is configured with pins 2 through 9 as outputs. The second port is a bidirectional port, allowing pins 2 through 9 to be either inputs or outputs. The connectors are 26-pin low-profile headers, and depending upon the application, may be either male or female (but not both). With male connectors on the top side of the board (component side), ribbon cables can connect to a breakout board or a DB25 cable. With female headers on the bottom of the board, the SmoothStepper can plug directly onto a breakout board that has the same connector spacing for a neat cableless connection. Be on the lookout for breakout boards that will have this capability. The output drive from the SmoothStepper is suitable for driving opto-isolators directly (for example Geckos), so if you are on a budget, you could connect it directly. The SmoothStepper is 3.625" x 2.75" (92mm x 70mm) in size, allowing it to fit nicely in space-limited cabinets. In addition to the two parallel ports, the SmoothStepper has pluggable screw terminals for two encoder inputs with index. One of the two inputs is differential, and the other is single-ended. These inputs could be used as additional discrete inputs if they are not used for encoders/MPGs. The intended purpose of the differential encoder input is for synchronization to the spindle in threading applications. I have designed the pieces required for this function, but have not begun integration of them yet. It will be a priority to complete threading before the SmoothStepper is released. There is also an expansion connector that will give the SmoothStepper the ability to expand its capabilities in the future. Art and Brian have been running a prototype version of the SmoothStepper since the Galesburg CNC Workshop. When Brian first received his board in the mail, he hooked it up to his laptop, and within minutes was running a machine while talking to me on Skype, and running CAM software at the same time. I think many people will want to upgrade their existing parallel port setup, just so they can use their new laptop that does not have a parallel port. Laptops certainly have the horsepower to run Mach and the SmoothStepper, but you might need to disable any power-saving functions in Windows to prevent a temporary outage in the data flow. An example might be a hard drive spinning up or down. The SmoothStepper will retail for $155 USD. Beta testing began about 1 month ago. With the holidays in the middle of that time_frame_, it has been a bit slow. I hope the testing will be finished in a few weeks. I hope production boards will be available by the middle of February. Many thanks to Art and Brian of Artsoft for their support in making this product a reality. I can't count the number of e-mails and plug-in revisions that have passed back and forth. This product won't have everything that everyone wants, but there will be expansion boards and other products in the future. There were a lot of other people that have offered advice along the way. The list of people to thank is actually quite long. I'll post a big thank you soon after beta testing is complete. I will do my best to answer your questions. Hopefully this is a good start. Greg Cary Warp9 Tech Design, Inc. |
|
| © HJózsi | 2008. máj. 30. 12:41 | Válasz | #2070 |
|
(Szenyó!
 Te hozzá tudsz írni ...) Te hozzá tudsz írni ...) Viszont akkor nem tudnánk drágább lehetőségektről mint a WinPC-NC és hogy azzal mi a szívás ... |
|
|
|
2008. máj. 30. 12:08 | Válasz | #2069 |
|
Kár, hogy nem Mach-ot
használok (szerelmi okokból, WinPC-NC :)
... De öröm a szembemben, hogy jó szakik nagyon jó és érhető leírásokat, segítségeket adnak. Ez igen! PS: Egy jó és pontos (egyenletes) 100Khz-el én már a s..emet a földhöz csapkodnám... tehát kell e több? Na persze a legnagyobb felbontású encoder amit én dc szervómotoron láttam az 2000cpr azaz 8000ppr azaz 8Khz/fordulat kell(ene) a step jelekből... Azaz 400Khz/8Khz = 50 fordulat/mp = 3000rpm... Ez persze "földönkivüli" felbontási pontossággal is járna: pl. 5mm-es em. orsó esetén = 0.000625mm... Ez pedíg már nem kell... Tehát jó a nagy freki, de ha már túl nagy encodert "szereztünk" akkor célszerűbb azt leosztani akkorára amekkora felbontást azaz pontosságot akarunk a gépünktől... (pl. LS iC-vel) Felesleges túlzott "nagyfrekvenciákkal" dolgozni... Szerintem. Na persze "mámorító" a lehetőség, de majd a gyakorlatban... |
|
| © BalazsK | 2008. máj. 30. 03:56 | Válasz | #2068 |
|
Igen lehet, hogy
félreértettem a működést. Amennyiben a hardver eszköz generálja a
mozgáshoz szükséges step/dir jeleket és a MACH mint egy soros
vonalon kiadja a pozició koordinátákat, akkor elérhető a 4MHz, főleg
mivel egy fürge Xilinx PLD van a szerkenytűbe építve, amivel ez a
sebesség elérhető.... :) Ha ez tényleg így van, akkor viszont elég
komoly munka és fejlesztés van mögötte és akkor tényleg megéri az
árát. :)
|
|
| © HJózsi | 2008. máj. 30. 03:11 | Válasz | #2067 |
|
Köszi Zoli, örülök,
hogy valaki legalább belenéz a doksiba is amit belinkeltem ... :)
Valami hasonló működésre
gondolok én is ( bár még várom az autentikus választ )... a gonfig
oldalakon még ajánlások is vannak a rendszer hangolására ... Mivel én sem láttam még ilyen gyors vezérlőt, gyík 200kHz, bagoly 150kHz(max300).. , engem nem az motivál hogy 4MHz-s jelet nyomassak, hanem sima egyenletes jeleket notebookon amin nincs LPT port. Nekem sajnos nem zavarmentesek a Mach jeleim, nem sikerült kigyomlálni. A PC-men meg jók, de az a szobába van nem a műhelyben... A jelek "simulásáról" egyértelműen beszámolnak az eddigi felhasználók, nekem csak jót hozhat... :) |
|
| © psychobilly | 2008. máj. 30. 00:22 | Válasz | #2066 |
|
Valamit szerintem
félreértesz. Ha jól értelmezem ennek a kütyünek a leírását akkor a
következőképpen működik:
Be lehet állítani a Controller Frequency-t amit 250Hz-4kHz-ig lehet állítani és van a Max Step Frequency amit meg 32kHz-4MHz-ig. A léptetési frekvencia 4MHz, aminek semmi köze nincs az USB-hez. A Controller Frequency pedig az a frekvencia amivel frissíti az aktuális sebességet. Tehát csak a sebesség adatokat kell átvinni és nem a 4MHz-es step jelet, annak semmi értelme nem lenne szerintem. Minél nagyobbra állítja az ember a Controller Frequency-t annál finomabban fog járni a gép, mert annál sűrűbben frissíti az aktuális sebességet. Szalai Úr: A csillagtesztnél bebizonyosodott, hogy a Mach3-nak nem a feldolgozási képességével van a baj, hiszen 6300 interpolációt elvégez 3 másodperc alatt. Az egyenletes step jelek azért kellenek, mert a motor finomabban jár. A "lélegző" step jeleket a léptetőmotorok például nagyon nem szeretik és "leállnak", lépést vesztenek. A szervók szerintem nem annyira kényesek de azoknak sem tesz jót, nem beszélve a megmunkált anyagról :) A lényeg hogy az egyenletesebb step jelekkel nagyobb sebességet lehet elérni. A 4MHz-t nem hiszem hogy sok hobby léptetőmotor vezérlő kibírná de még a szervóvezérlők se (kivéve persze Tibor45-é, az biztos képes rá :) ). A Gecko 200kHz-t tud fogadni, az Omron AC vezérlők is csak 500kHz-esek... De a 200kHz a 4MHz-es tartományban benne van és ez a lényeg. A Mach3 100kHz-hez nagyon sok szerencse és jó gép kell, így legalább egy ősrégi nootebook-ról is megy a 200kHz. De ami a lényeg szerintem, hogy nem megy vele sokra az ember például a csillagtesztnél. Amíg nem tud a Mach3 egységugrással indítani addig kiadhat 10MHz-t is akkor sem lesz sok értelme. Rakhatunk rá 2000-es enkódert is persze de a dinamikája az nem lesz jobb semmivel. Arra akarok kilyukadni, hogy a Mach3-nak nem a kis léptetési frekvencia a legnagyobb hátránya. Persze nem akarok én senkit lebeszélni semmiről, csak szerintem nem sokkal lesztek előrébb. Üdv.: Tibor Zoltán |
|
| © BalazsK | 2008. máj. 29. 23:16 | Válasz | #2065 |
|
Ismerem az USB
specifikációkat és biztosan el is lehet érni ezt a sebességet, én
csupán az FTDI IC-vel kapcsolatos tapasztalataimat gondoltam, hogy
megosztom, mielőtt bevásároltok pár 100 darab ilyen kütyüt, aztán
esetleg ....
Használok én is ilyen IC-t pár berendezésben és nekem nem sikerült megoldanom, hogy 400kHz fölé menjek az átlagos adatátviteli sebességgel, bár nekem erre nincs is szükségem, de azért kipróbáltam, kíváncsi voltam a korlátokra. Az FTDI-nek 2 féle drivere van, az egyik egy virtuális soros port, ez úgy működik, hogy beállítod a baudrate-et, portot, stb. amikor beteszel a hardveres pufferbe egy byte tömböt, mondjuk 32kByte nagyságút, azt folyamatosan a PC ki fogja küldeni az USB-n. Ekkor az átvitel szép egyenletes... Én amikor próbálgattam ezt a driver módot, akkor 400 000 baud felett a PC belső 32k-s puffere is kiürült mielőtt a következő adathalmazt belepakoltam volna. Ha belegondolsz ez már akkora sebesség, hogyha 1 start és 1 stopbittel számolsz, akkor is másodpercenként 40000byte-ot kell kiküldenie a PC-nek. És akkor még csak 8 kimeneti bited van, ami csak max. 4 tengely és még csak 40kHz-nél tartassz! Ahhoz, hogy 4 tengely jeleit küld ki 1 start és 1 stop bittel 4Mhz-es sebességgel, ahhoz 50MHz-el kellene az adatokat kifelé tolnod a PC felől!. A másik driver egy dll-en keresztül engedi a kommunikációt, ez picit gyorsabb ugyan mint a virtuális soros portos, de max. 3Mbit-re van méretezve, ami még mindig csak 300000kHz-es freki és akkor még nincs 5-6. tengely meg egyéb kimenetek, ha még az is van, akkor ez a freki feleződik(2 byte/port) és akkor még mindig nincs meg a szinkronjel, ami még egy byte(esetleg lehet egy szinkronbittel, de az némi plusz idő a PC oldalon) .... szóval vannak kétségeim, de remélem igazad lesz, én mindenesetre nagyon kíváncsi kíváncsi vagyok. |
|
| © HJózsi | 2008. máj. 29. 21:52 | Válasz | #2064 |
|
USB sebesség speckók
:Low- 1.5, Full- 12, High- 480 Megabits/second ,
Full speednél a 2/3-ot elérheti egy periféria nyers adatátviteli sebessége, protokolltól üzemmódtól függően, persze ha több is lóg rajta csökkenhet. Ennek mindenesetre nem látszik ellentmondani a 4MHz... szerintem ... de rákérdezek már csak a FIFO miatt is , bár szerintem nem ez a lényeg, hanem az, hogy nincs szükség a pulseengine futására a pc-n, tehát felszabadulhat processzor idő, a külső engine-be meg BG nem tud "belerongálni" a windows temérdek fölösleges folyamatával... |
|
| © BalazsK | 2008. máj. 29. 20:16 | Válasz | #2063 |
|
Elméletben ... én
próbáltam régebben, hogy mi az az adatátviteli sebesség az FTDI
IC-vel, amit még egyenletesen átvisz a PC, nekem 400kHz-et sikerült
elérnem akadozás nélkül, persze lehet hogy ők valahogy másként
csinálják. De hamarosan úgyis kiderül...
Én azt tapasztaltam, amit Szalai
György leírt, 400kHz felett nálam kicsinek bizonyult a 128byte
puffer, sőt a PC oldalon hardveres 32kByte-os puffert használtam és
még az is kevésnek bizonyult! |
|
| © HJózsi | 2008. máj. 29. 19:39 | Válasz | #2062 |
|
4-et
|
|
| © HJózsi | 2008. máj. 29. 19:38 | Válasz | #2061 |
|
USB 1.1 2.0 Full speed
12MHz ...
!-et hozzák, 8-at lehetne ... |
|
| © BalazsK | 2008. máj. 29. 12:41 | Válasz | #2060 |
|
Erre én is kíváncsi
leszek, ha jól látom FTDI USB-soros átalakító van benne. Én már
próbálkoztam ilyesmivel, de az átviteli sebesség nagyban függ a PC
sebességétől, a FIFO buffer 128 byte az FTDI chipben, szóval a 4MHz
szerintem eléggé pozitív becslés, de majd meglátjuk...
Amit nekem sikerült elérnem folytonos átviteli sebességet ezzel az IC-vel, az valahol 400kHz körül volt, ez felett szakaszosan ment csak át az adat a FIFO buffer kiürülése miatt... |
|
| © Szalai György | 2008. máj. 29. 06:07 | Válasz | #2059 |
|
Jó reggelt!
Már több mint tízen vagytok rá, ez engem is majdnem meggyőzött. Ennyi szaki talán nem téved és használható lesz ez a sorrendtároló. Azt viszont nem értem, hogy ha a lassú PC, lassan tolja az adatokat, akkor a fifo puffer mit ad gyorsan. - Parasztosan fogalmazva: Talán megvárja, míg a Mach elhúzza az egész nótát 16-os fordulatszámon, betárol minden adatot, és azután lejátszza 78 f/p-vel? De akkor a csillagtesztet ez sem tudja gyorsabban elvégezni, mert a PC akkor is lassú marad. Vagy nem? - A Mach belső impulzusmotorjával az a baj, hogy nem egyenletes? Ha az összes tengelyen egyformán nem egyenletes, akkor mi hibát okoz? - A nagyobb léptető frekvencia arra jó, hogy nagyobb áttételekkel növelhetjük a rendszereink felbontását, mégis ugyan akkora sebességgel haladhatunk. Egyáltalán egy vezérlő mekkora frekvenciáig képes hibátlanul fogadni és továbbítani a motornak a léptető jeleket? 4MHz léptetőfrekvencia mellett, mekkora lesz a PWM alapfrekvenciája? 40MHz? - Nagyobb motorfordulat mellett, (Már ha képes rá a motor.) az encoder jel frekvenciája is megnő. Az eddig is feldolgozási határeset volt. Nem lesz adatvesztés az encoder vonalon? Aggasztana, ha még egy, számomra átláthatatlan, javíthatatlan, láncszem lenne a hatásláncomban, de csábit a hat tengely lehetősége. Ti mi alapján döntöttetek ez mellett? Ész érvekre volnék kiváncsi. |
|
| © csiki | 2008. máj. 29. 06:04 | Válasz | #2058 |
|
Ezt a kutyut egy fiatal
ficko meg a felesege kesziti rendelesre azert kell feliratkozni egy
varo listara. Kicsi vallalat:)
|
|
| © HJózsi | 2008. máj. 29. 00:17 | Válasz | #2057 |
|
Frankón ahogy írom,
várólista, mint a műtétre Hordágy Ágnes óta...
ez egy olyan béta változat, hogy
ilyen kelendő ... szerintem oltárit fognak szakítani vele ( málunk
meg mindenki szervő vezérlőt gyárt, ahelyett hogy pulse engine-t ...
legalább egy Magyar lenne !!! ) ... Már tervezhetik a Hawai
nyaralást. Kb egy hét alatt gyártják le, legalább is ezt írják, vagy
mire megkapjuk már nem beta lesz a plugin... |
|
| © HJózsi | 2008. máj. 29. 00:11 | Válasz | #2056 |
|
Rendben, felírtalak,
11.
|
|
| © svejk | 2008. máj. 28. 20:53 | Válasz | #2055 |
|
Az mit jelent hogy
várólista?
mennyi idő? még nem gyártják folyamatosan? |
|
| © dolfi | 2008. máj. 28. 20:50 | Válasz | #2054 |
|
Szia
Én is szeretnék jelentkezni 1dbra |
|
| © HJózsi | 2008. máj. 28. 20:32 | Válasz | #2053 |
|
Smooth Stepper - hosszúhétvégéztek, ezért nem jött tegnap
válasz.. ma jött... Ha most jelentkezünk 207 (!) -edikek vagyunk a
várólistán a második kiadását élő "beta" kártyának, tehát nem az
első kisérleti nyulak leszünk.. :)
A kártya hardwares fejlesztése mint írtam befejeződött, már csak a szoftvert fogják frissíteni. ( egy bővítő csati is van rajta a későbbiekre gondolva...) Vasárnapig még lehet jelentkezni... |
|
| © pityu | 2008. máj. 28. 01:08 | Válasz | #2052 |
|
Meg persze nem
titok,,,bár én is kérdeztem ezt régen és semmi válasz nem volt....
r1.84 az igazi ami nekem bevált... csáó.......... |
|
| © Szigma | 2008. máj. 28. 00:55 | Válasz | #2051 |
|
Meg lehet tudni hogyan
oldódott meg ?
Feltettél egy régebbi verziót esetleg ? |
|
| © pityu | 2008. máj. 27. 14:23 | Válasz | #2050 |
|
Szeva Meser,,,
ja nekem ugyan ez volt a gondom...... de megoldódot.....az újjab mach3 csinálja ezt csak,,,, szeva |
|
| © HJózsi | 2008. máj. 27. 12:17 | Válasz | #2049 |
|
Rendben, már 10-en
vagyunk...
|
|
| © Messer | 2008. máj. 27. 12:04 | Válasz | #2048 |
|
Sziasztok !
Másnál is vannak anomáliák, ha bekapcsolja a holtjáték kompenzációt? (a lock-os és a dev. MACH3-nál is) nem veszi figyelembe a százalék állítást és kb. 20mm-en lassul-gyorsul. Feltelepítettem a Quantum-ot, annál nincs ez a jelenség, viszont van helyette más, nehogy jól érezzem magam. "ropogtatja" az egyik tengelyt. A legkisebb sebesség mellett is lépésvesztések vannak. Találkozott más is ezekkel a hibákkal, vagy csak az én életemet keserítik ? |
|
| © Szabó-Bálint József | 2008. máj. 27. 11:53 | Válasz | #2047 |
|
Csatlakozom.
|
|
| © HJózsi | 2008. máj. 27. 10:25 | Válasz | #2046 |
|
További infók a
pluginról :
- az eszterga menetvágás funkció 1 max.2 héten belül elkészül ( kb mikorra megjöhet a kártya ) - a back lash ( kottyanás ) figyelembevétele jó egy hónap múlva a jó hír az, hogy a hardware már végleges, csak a firmware fog változni frissülni, ami automatikus a frissebb plugin verzió telepítésével... majd rendszeresen figyelni kell Download vagy a Mach-nál Download plugins |
|
| © HJózsi | 2008. máj. 27. 10:04 | Válasz | #2045 |
|
A doksit tanulmányozva
úgy látom, a Smooth Stepper kiváltja a Mach3 pulse engine-t.
Pályaadatot nem számol, viszont a kiszámolt pályaadatokat sokkal
nagyobb pontossággal és sebességgel küldi a step/servo
controllereknek mint a belső pulse engine.
A szerzők neve beszédes, Greg Cary / A Fenerty, utóbbi a Mach3 egyik szerzője ... (ennélfogva bízhatunk a legteljesebb kompatibilitásban...) A kártya biztosítja kisebb teljesítményü gépek számára is a gyorsabb freki lehetőségét. A SmootStepper valójában helyettesít 2 printer portot, "mint két super printer port". A kábeleket csak át kell dugni... ( jó kell egy flat kábel csati átalakító ... ) A port és pin beállítások változatlanul működni fognak a Smooth Stepperben is. |
|
| © HJózsi | 2008. máj. 27. 09:51 | Válasz | #2044 |
|
OK.
|
|
| © HJózsi | 2008. máj. 27. 09:50 | Válasz | #2043 |
|
Szépen gyűlik a csapat
 Smoot Stepper Rev 1.2 :
Smoot Stepper Rev 1.2 : 1 Egyújabbgépépítõ 2 T.Robert 3 svejk 4 Rinaldo 5 csiki 6 bajusz 7 rc 8 én Még lehet jelentkezni! Dokumentáció |
|
| © sanyike | 2008. máj. 27. 09:42 | Válasz | #2042 |
|
Hello!
Én is szeretnék 1db-ot. Üdv! |
|
| © tomasz | 2008. máj. 27. 09:14 | Válasz | #2041 |
|
Ez ha jol ertem egy
egyszeru FIFO puffer ?
Tehat nem szamol semmit, csak puffereli a Mach altal kvazi off-line kiszamolt palyat es pontosan idozitve adja ki a pufferbol...? |
|
| © rc | 2008. máj. 27. 08:22 | Válasz | #2040 |
|
1 db szintén érdekel!
|
|
| © bajusz | 2008. máj. 27. 04:49 | Válasz | #2039 |
|
én is jelentkezem 1db
erejéig
|
|
| © HJózsi | 2008. máj. 26. 22:37 | Válasz | #2038 |
|
Rendben, megtörtént!
|
|
| © T.Robert | 2008. máj. 26. 22:24 | Válasz | #2037 |
|
Szia HJozsi! Én is
szeretnék egyet vásárolni, vegyél fel engem is légyszives a rendelők
csapatába! Köszi
Róbert |
|
| © HJózsi | 2008. máj. 26. 22:18 | Válasz | #2036 |
|
A válasz megjött, a
terv a Mach3 támogatása és egy SDK ( software development kit - egy
dll egy köteg meghívható funkcióval) ... Azt monja nagyon sok munka
ezért nincs tervben csak az SDK amit bárki felhasználhat. A
WinPC-NC-seket kell majd rádumálni illesszék a cuccot az sdk-val...
vagy inkább a Mach + SS több funkcióval még mindíg töredéke áron és
többszörös sebességgel ...
|
|
| © HJózsi | 2008. máj. 26. 20:43 | Válasz | #2035 |
|
OK! ... ;)
|
|
|
|
2008. máj. 26. 20:26 | Válasz | #2034 |
|
A WinPC-Nc-t és engem
is említsd meg nekik :)
|
|
| © HJózsi | 2008. máj. 26. 20:11 | Válasz | #2033 |
|
Megjött a válasz a
SmoothStepper-rel kapcsolatban : az
nagyvíz túloldaláról jön, 25USD a posta ktg egy db-ra, a PayPal-t
szeretik.
Visszakérdeztem volume discount ügyben, jeleztem, hogy 5-10 db ra lehet kb igén első körben ... A behozatal még nyitott kérdés... Összegyűjteném az igényeket, jelezzetek itt vagy privátban aki venne! |
|
| © sanyike | 2008. máj. 26. 15:24 | Válasz | #2032 |
|
25-ös bosh vezetőim
vannak ez asszem kellő merevséget tud adni a szerkezetnek.
Kipróbálom egy orsóval...
Köszi! |
|
| © dolfi | 2008. máj. 26. 15:09 | Válasz | #2031 |
|
Igen csak egy orsó van
a jobb oldalon ami kb 850 mm és 550mm mozgás engedélyez .Dupla
hornyos lineáris vezető van az orsók alatt.Igen Gyári megoldás.
|
|
| © sanyike | 2008. máj. 26. 14:50 | Válasz | #2030 |
|
Hello Dolfi!
Gratulálok a gépedhez! Hasonló konstrukcióban gondolkodok én is. Jól értelmezem, hogy az Y-Z együttest egy orsóval mozgatod a jobb oldalon? Ez semilyen problémát nem okozott eddig. Ez gyári megoldás? Milyen hosszú az Y tengelyed? Az én gépemet, dupla orósval szerettem volna mozgatni, egy motorral. Elég macerás lenne az erőt átvinni a hajtott tengelyről a másikra. De ha ez egy orsóval is korrekt módon megoldható... ... Üdvözlettel! |
|
| © dolfi | 2008. máj. 26. 11:25 | Válasz | #2029 |
|
Szia Pityu 1.5KW
14000ford és KLavio-nal vettem
|
|
| © dolfi | 2008. máj. 26. 11:19 | Válasz | #2028 |
|
Szia Tibor csak a 120
W-nak az adat tábláját latom 5DA12-7SE3E 75V 2.3A 3000RPM Sinano
Electric
|
|
| © Hortobagyi | 2008. máj. 26. 10:45 | Válasz | #2027 |
|
Sziasztok keresnék
egyembert, aki nagy tudással rendelkezik Mach3 kapcsán, (apróbb user
interface átalakítás, célgépesítés kérdésességének céljából)
telefonszámom +36.30.375.06.01 |
|
| © Egyújabbgépépítő | 2008. máj. 25. 19:00 | Válasz | #2026 |
|
Emlékszel, a #1866 -ban
belinkeltem a CV doksit.
Elolvastam! Ott azt írják 1000-ig lehet növelni, de ha a számítógép nem elég gyors, gondok lehetnek. Különben van még néhány paraméter amit állítgatni kellene, néhányat kipróbáltam, de még kell idő. Elkezdtem egy "tolltartó" készítését amivel tudom tesztelni a beállítások hatását. A skorpió is hasznos lessz. |
|
| © svejk | 2008. máj. 25. 18:54 | Válasz | #2025 |
|
Basszus..Ne haragudj én
azt nem olvastam...
És mitől függ ennek az értéke? Gép nélkül csak motort forgatva kipróbáltam jó 200-ig da ha afölé megyek akár 1-gyel is eldobja magát. |
|
| © Egyújabbgépépítő | 2008. máj. 25. 18:49 | Válasz | #2024 |
|
Ha jól megnézed ezt én
írtam elsőnek CNC segédprogramok #612.
|
|
| © svejk | 2008. máj. 25. 18:35 | Válasz | #2023 |
|
Hali Egyújabbgépépítő!
Kipróbáltad a Look Ahead beállítást? Jó mi? |
|
| © Egyújabbgépépítő | 2008. máj. 25. 18:13 | Válasz | #2022 |
|
Ha lehet én is neveznék
1 db-ra. Esetleg megpróbálok találni egy beszállítói csatornát.
|
|
| © HJózsi | 2008. máj. 25. 18:10 | Válasz | #2021 |
|
Egy ilyen csupasz
kártya nem biztos, hogy fennakad, ha több akkor biztos...
|
|
| © svejk | 2008. máj. 25. 17:52 | Válasz | #2020 |
|
Nem tudom.. jó lenne
nem hivatalosan...
|
|
| © HJózsi | 2008. máj. 25. 17:48 | Válasz | #2019 |
|
Hát ezzel nem vagy
egyedül, sacc/kb már 4-en godolkodnak hasonlóan ... Már írtam nekik,
gondolom, holnap válaszolnak... Szóval újabb névsor?... :)
|
|
| © svejk | 2008. máj. 25. 16:49 | Válasz | #2018 |
|
Neköm ilyen köllll:) :)
Tudod mint a gyerekek... Igaz hogy még a mach-et sem tudom kezelni ,meg gépem sincs... |
|
| © HJózsi | 2008. máj. 25. 16:43 | Válasz | #2017 |
|
Eleve úgy történik,
automatikusan a plugin-nel...
Írja a
doksi is : "When Mach3 loads and runs the SmoothStepper PlugIn, the first thing the PlugIn does is download the computer program (called firmware) into the SmoothStepper hardware. This happens automatically and invisibly. The firmware contains the instruction set for all the SmoothStepper functions. All of the digital hardware, including the pulse generators, is included in the firmware. The firmware is actually a component of the PlugIn file, so no action is required on the part of the user. With the firmware being a component of the PlugIn, it insures that the firmware and the Mach3 PlugIn software are of the same versions. This eliminates the costly headache of mismatched firmware and software. Upgrades are also trivial with this arrangement." Tehát a legfrisebb pluginnnal a legfrissebb firmware is megvan automatikusan ... - Korszerü... ;) |
|
| © svejk | 2008. máj. 25. 15:51 | Válasz | #2016 |
|
És remélem az ujabb
firmware-t usb-n keresztül lehet majd feltölteni....Ugye??
|
|
|
|
2008. máj. 25. 13:36 | Válasz | #2015 |
|
szerintem nem tudják...
mert a WinPC nem támogat plugineket mint a Mach... pl.
G-Rex is ezért van hozzá..
|
|
| © HJózsi | 2008. máj. 25. 13:27 | Válasz | #2014 |
|
Ha jó lesz a cucc,
Jürgen biztos megírja az illesztést WinPC-NC-hez, a különbözetből
meg sört vesz!...
meglátod, lesz Neked is 4MHz... :) Csak eszterga progi ... az még
ugye... |
|
|
|
2008. máj. 25. 13:19 | Válasz | #2013 |
|
Akkor ez lehet, hogy
ugyanaz amit láttam... szépen kifejlődte akkor magát!
Kottyanás - nem érdekes :) Mi az? :) Szerintem WinPC-NC-hez az amcsik sose csinálnak... Max a németek... de látod Ők is CNCGraf-ra (90Khz-nél tartanak)startoltak rá... és persze az sem lett olcsóbb... Akkor sem lesz Mach :) |
|
| © HJózsi | 2008. máj. 25. 12:47 | Válasz | #2012 |
|
Egyébként a Mach3
Download Plugins oldalon találtam rájuk ... nem rég óta lehet fent
...
|
|
| © HJózsi | 2008. máj. 25. 12:46 | Válasz | #2011 |
|
Most olvasgatom a
fórumjukon, hogy az új tulajok azonnal észreveszik a javulást a
kimenő jelekben ...
|
|
| © HJózsi | 2008. máj. 25. 12:43 | Válasz | #2010 |
|
Ver 1.2, és a második
szériát adják már, de valóban még faragják a sw-t, csak jó
mechanikával érdemes kipróbálni, mert még nem kezeli a kottyanást,
ill esztergánál a menetvágást ( a jeladót a főorsóról )...
Viszont a cucc nincs limitálva a Mach-hoz, tervben van egy SDK amivel bármihez illeszthető ami parallel kártyát használ... persze akkor programozni kell C-ben, de szerintem van olyan tábora a más NC sw-nek is, hogy meg fogják csinálni ... Tavaly még csak a 75 khz-es USB-s cucc volt 99USD-ért ami elérhető volt, most van már 4MHz-es ... alíg többért ... Meg kellene tesztelni ... Mivel a fejlesztés már csak a sw-ben van, a frissítéseket meg mindig le lehet tölteni, nem nagy kockázat, ráadásul már lehet vele termelni ... |
|
|
|
2008. máj. 25. 12:13 | Válasz | #2009 |
|
De nem ám...
Én már láttam ilyet a neten egy éve is... de nem ez volt... (hidegen hagyott mert csak Machhoz jó...) Beérem azzal a sebességgel és pontossággal amit a WinPC-NC tud... :) Persze eszem a kefét... mert ugyebár bármilyen encoder jó lenne... egyszerübb lenne az életem tőle... De amennyit hozna egy ilyen kártya annyit meg elvenne a Mach :) Verzió 1.0... Szerintem előszörre dobjátok össze a pénzt egy darabra... mindenki jobban jár... |
|
| © HJózsi | 2008. máj. 25. 12:07 | Válasz | #2008 |
|
A másik, hogy a
notebookokon ma már nincs párhuzamos port ( a picimaci stb meg elég
nyűgös, a jó már ugyanennyibe kerül...), viszont van HighSpeed USB
...
Rákérdezek a fizetés, szállítás mikéntjére... |
|
| © HJózsi | 2008. máj. 25. 12:03 | Válasz | #2007 |
|
Ja, noch da zu, azt
írják mehetne akár 8MHz-el is... :D
A külső HW leveszi a PC-ről a pontos, gyors pulzusgenerálás terhét, így talán a DOS imádók is előbb utóbb elcsábulnak... (Bár már úton vannak a csillagtesztek láttán...) |
|
| © HJózsi | 2008. máj. 25. 11:58 | Válasz | #2006 |
|
:) ez részemről is
megrendelős lesz, full SMD... ennyiért már inkább megéri megvenni...
Sajnos EU-n kívüliek, USA bejegyzés, de lehet, hogy Délafrikában
vannak ... tehát import... egyedileg esetleg lehet okoskodni, de
talán értéknövelve is megéri ... Már többen használják élesben, de a
firmware-t , plugint még polírozzák ...
|
|
| © Rinaldo | 2008. máj. 25. 11:48 | Válasz | #2005 |
|
Svejk,HJózsi,
Ha esetleg erre is indulna valami szerveződés :-) én is beruháznék egy ilyen eszközre... |
|
| © svejk | 2008. máj. 25. 11:24 | Válasz | #2004 |
|
Csak ámulok...Ez nem
pénz érte...
Varsányi, még most sem akarsz a mach-re átállni? :) |
|
| © HJózsi | 2008. máj. 25. 11:08 | Válasz | #2003 |
|
"Hardware kulcs"... a
Mach3-hoz amivel 4MHz-el lehet tolni az adatot ... párhuzamos port
sem kell, mert USB-s, tehát notebookokhoz is előnyös... 2
printerport helyett használható, 6 tengelyt vezérel, "nagyon magas
minőségü pulzussort" biztosít.... Már szállítják, 155 USD (~
21.200,-) + szállítás + kreativitástól függő VÁMÁFA...

A Mach-ba egy plugint kell betölteni, a konfigja hasonló az eredetihez... SmoothStepperUserManualV1.0.pdf Weboldal Ezt érdemes lenne tesztelni, az eszterga plugin még most készül, így még várok ... ;) |
|
| © Hunka Tibor | 2008. máj. 24. 21:08 | Válasz | #2002 |
|
Köszi , kipipálva volt
!!
|
|
| © HJózsi | 2008. máj. 24. 20:14 | Válasz | #2001 |
|
A General Config-ban le
lehet tiltani a Driver Watchdog-ot. Ami amúgy egy "őrkutya2 ami
akkor ugat, ha gond van ... A Machsupporton csak annyit írnak, hogy
túl sokat mozgatja valaki a nézetet, 90 foknál nagyobb mértékben
forgatja, képernyőváltás nagy file betöltlsekor, vagy 1GHz alatti a
gépe ... ez minden ...
|
|
| © Hunka Tibor | 2008. máj. 24. 16:08 | Válasz | #2000 |
|
Tibor45 csillag
tersztjét marnám 3D-be , és hibaüzenettel leáll a Mach : Driver
Watchdog Triggered , és a reset elkezd villogni majd ujra inditva
tovább dolgozik , de ez soha nem vot nállam hogy marás közbe
megáljon !!
|
|
| © sanyike | 2008. máj. 23. 23:17 | Válasz | #1986 |
|
Nem...nem, tehát
szereztem egy szervo motort, ami egyszer állítólag 1:3-ba mozgatott
egy kb. 15-ös emelkedésű orsót:-) Gondoltam mi lenne ha 5mm-est
direktbe......(mert nekem olyan van)...mármint orsóm...
Köszi! |
|
| © pityu | 2008. máj. 23. 23:00 | Válasz | #1985 |
|
Helló Dolfi!
Jó gépet sikerült összehoznod, de engem a maró motorod adatai érdekelnének, mit és milyen fordulaton szoktál vele marni??? Mekkora erővel rendelkezik?No és hogy honnét szerezted?? Nekem is szükségem lenne valami bika motorra már évek óta amivel a fát és az mdf-et elég erővel bírnám marni..... csáó |
|
| © svejk | 2008. máj. 23. 19:51 | Válasz | #1971 |
|
Valóban Tibor45, ez a
hajtás elég furcsának látszik, még azt is mondhatnánk nem is
működik.
Egy-egy marás közbeni előtolásigényváltozásnál lehet nem tökéletes,és akár változhat is a pálya. De: Ha Dolphi igényeit kielégíti akkor hunyjunk szemet felette. Másrészt valószínű a jó motorok és a nagyon jól paraméterezhető digit-servo okán még lehet hogy szépen is működik. |
|
| © svejk | 2008. máj. 23. 19:44 | Válasz | #1970 |
|
Persze szofver oldalról
is meg kell vizsgálni a dolgot, hogy győzöd-e impulzussal...
|
|
| © svejk | 2008. máj. 23. 19:42 | Válasz | #1969 |
|
Ezt most nem értem?
Kaptál egy szakértő véleményt/ajánlást és mégis maradsz a régi megoldásnál? Ha a motorod fordulatszáma megengedi jobb lenne az 5-ös orsó mert 3-szoros lineáris erőd lenne, és harmadrészére csökkene a legkisebb lépésed. Ugyan ez történne ha maradna a 15-ös orsó és az 1:3-as áttétel. |
|
| © sanyike | 2008. máj. 23. 17:08 | Válasz | #1968 |
|
Ok, köszönöm!
Marad a direkt hajtás. |
|
| © Tibor45 | 2008. máj. 23. 17:00 | Válasz | #1967 |
|
Ha egy EC240
kategóriájú motorról van szó,
akkor 1:2-3 lassítást javaslok még az 5-ös orsóhoz. Így lesz nagyjából optimális a CNC marógéped. Persze ha izmosabb, márkásabb a motorod, akkor szép lassan haladhatsz a direkt hajtás felé 5 mm esetén. |
|
| © sanyike | 2008. máj. 23. 16:32 | Válasz | #1966 |
|
Hello!
Ha a szervo motorom eddig egy 15-ös emelkedésü orsót mozgatott 1:3-ba, akkor ugyanez a motor 1:1-be mozgathat egy 5-ös emelkedésű orsót? Üdv! |
|
| © HJózsi | 2008. máj. 23. 11:45 | Válasz | #1965 |
|
Ha már elengedjük a
fantáziánkat és szeretünk potival hangolni, egy fokozatmentes
sebváltót kellene a motor és az orsó közé tenni és tekergetni az
áttételt az optimális megtalálásához ( tapasztalati módszer ) ...
|
|
|
|
2008. máj. 23. 11:36 | Válasz | #1964 |
|
Pont ezt kérdeztem a
#1951-ben... mert akkor meg tudom keresni a SanyoDenki adatlapon...
|
|
|
|
2008. máj. 23. 11:34 | Válasz | #1963 |
|
Persze... kicsi az
üzemi fordulat is...
ha már megvan a motor... nagyobb úgysem férne el mechanikailag... a két T- kerék pedíg talán igen... az áttétel a logikusabb... Valószínű, hogy ez a gép egy nagyságrenddel nagyobb sebességel pakolta az alaktrészeket a panelba... :) Kis erők mellet... Persze egy orsó csere is megoldás lehet... kis menetemelkedésre... de ez a legdrágább és lehet, hogy a legmacerásabb... De ha netán már kottyanik a 20-as orsó... akkor ezt is lehet választani... |
|
| © HJózsi | 2008. máj. 23. 11:31 | Válasz | #1962 |
|
Ok!
|
|
| © Tibor45 | 2008. máj. 23. 11:29 | Válasz | #1961 |
|
Dolfi!
Légyszi nézd meg és írd be a motorjaid címkéjéről vagy adatlapjáról a főbb adatait: - U névleges - I névleges - N max - nyomatékállandó - teta Ezeknek függvényében tudnék áttételt számolni. Józsi ezt várjuk meg, Neked is csak ezután tudok válaszolni. |
|
| © HJózsi | 2008. máj. 23. 11:19 | Válasz | #1960 |
|
20 mm emelkedés F=6000
mm/min-> 6000/20= 300 1/min a fordulatszám megmunkáláskor... Ha a
moci 3000-es forfulatszámú akkor igencsak az alsó tartományban
mozog... Az elméleti max sebesség 20 * 3000 = 60000 mm/min talán nem
lesz kihasználva...
Én egy 1:3-as áttételt alkalmaznék és várom Tibor45 véleményét! :) |
|
|
|
2008. máj. 23. 11:18 | Válasz | #1959 |
|
Értem én a tréfát :)
Tibornak és Józsinak is igaza van... Számoljunk... Felbontás: Ha jól számoltam egy lépés 0.1mm... ez kevés... talán nem a munkadarabhoz, hanem a szervó pályán tartásához... már erről volt szó, hogy miért... Valóban ez egy nagy teher a motornak, tehát óriási áramimpulzusok is kellenek és a reakcióidő megnőhet... azaz túlterhet és állandóan korrigálhat. Valóban két dolog közül az egyik megoldás kellene. 1. áttetel. Ezzel a felbontás is arányosan nőne... és az erő is... 2. nagyobb motor, még nagyobb felbontású encoderrel. Persze itt egy alacsonyabb alap fordulatúra változatra gondolok. |
|
| © HJózsi | 2008. máj. 23. 11:07 | Válasz | #1958 |
|
Dehogy, csak Pétert
húzom ...
|
|
| © dolfi | 2008. máj. 23. 11:06 | Válasz | #1957 |
|
minek nagyobb
|
|
| © dolfi | 2008. máj. 23. 11:04 | Válasz | #1956 |
|
MOst nem tudom megnezni
a motorokat de a furasnál a F= 2400 a marásnal F=6000
|
|
| © HJózsi | 2008. máj. 23. 11:03 | Válasz | #1955 |
|
Tennél bele nagyobb motort?
|
|
| © HJózsi | 2008. máj. 23. 11:02 | Válasz | #1954 |
|
Tibor! Ha jól gondolom
(most néztem a videókat) a nagy emelkedésű orsók ( és áttétel hiánya
) miatt a motorok alacson fordulatszámon működnek, amihez kisebb
feszültség kell, viszont ott az elvégzendő munka amihez meg tolni
kell az áramot rendesen. Áttétellel feljebb lehetne vinni a motor
fordulatszámát, azon kellemes mellékhatás kiséretében, hogy nagyobb
nyomatékot tudunk adni ezáltal az orsónak. Az áttétel helyes
megválasztásával a motor a számára optimális tartományban fog
működni, nem, vagy minimálisan fog melegedni.
|
|
|
|
2008. máj. 23. 10:55 | Válasz | #1953 |
|
Na ez a gép is csak a
gyakorlatban működik ... : Szerintem az egész gépet el kellene
adni!!! Nekem!!! :)
|
|
| © Tibor45 | 2008. máj. 23. 10:39 | Válasz | #1952 |
|
Bocsi, de teljesen
szakszerűtlen a hajtásod
illesztése, igen durva hiba. Sikerült így az egyik leggyengébb hajtás illesztést összehoznod. Szerencsédre a 110V és a kiváló minőségű motorjaid látszólagos működést biztosítanak a gépednek. Javaslom, azonnal szereld át eredeti céljainak megfelelően SMD beültetőnek, vagy ha forgácsolni szeretnél vele hosszútávon, le kellene áttételezned. |
|
|
|
2008. máj. 23. 10:39 | Válasz | #1951 |
|
...és a SanyoDenki
motorokon a cimkén mi van? Milyenek az adatai? Azért érdekel mert
sok különböző SanyoDenki motorom van...
Ezzel a 20-as orsóval... egy csodát tesz... mekkora az új videókon a sebesség (azaz a motor fordulatszám)... kb. |
|
| © dolfi | 2008. máj. 23. 10:27 | Válasz | #1950 |
|
Igen gyári csak a z
hajtást csináltam, harom bagoly van csak egy felyebb, x420 y550 z
120 mm a mozgás tartomány .
|
|
|
|
2008. máj. 23. 10:21 | Válasz | #1949 |
|
Nagyon megy a masinád!
Ez igen! Öröm nézni! Gratula!
De ezek az orsók és a megoldás valami komplett dolog volt...(?) Végül is csak egyik oldalon van a hajtó orsó... de olyan merev az átvezetés a szemközti oldalra... hogy oda már minek is... Mekkora a gép munkaterülete? Mind a három tengelyt "bagoly" hajtja? Mert csak 2 panelt tudtam azonosítani képeken... |
|
| © dolfi | 2008. máj. 23. 10:11 | Válasz | #1948 |
|
X=120Watt Y=200Watt a
mocik pontosan
|
|
| © dolfi | 2008. máj. 23. 10:04 | Válasz | #1947 |
|
Szia Tibor igen
direktben hajtom .vannak új képek a mappamban
(www.cnctar.hunbay.com/Dolfi/QuadCNC)
|
|
|
|
2008. máj. 23. 08:07 | Válasz | #1946 |
|
Amit írt Dolfi...
(#1936-ban)... 1000cpr-es encoder = 4000lépés/20mm emelkedés =
200step/fordulat... (4X-es mód a vezérlőn)
... és a videón is úgy látszik nincs áttétel...nincs odébb a tengely síkjától a motor. |
|
| © Motoros | 2008. máj. 23. 08:04 | Válasz | #1945 |
|
Hali Dolfi!
Gratulálok a gépedhez, nagyon tetszik, főleg ez a felső hidas elrendezés, ami egyesíti az álló asztalú gép kis helyigényének és a mozgó asztalú gép merevségének előnyeit. A lényeg, hogy ki vanak lőve az instabil Y konzolok. Na és a kivitelezés is profi nagyon. Érdekes hogy ez a géptipus hobbysta körökben nem nagyon terjed, vajon miért? |
|
| © Tibor45 | 2008. máj. 23. 07:50 | Válasz | #1943 |
|
Szia Péter!
Köszönjük a videó konvertálását! Dolfi! Kérlek erősítsd meg Péter állítását, miszerint Te ennél a gépnél X, Y-nál direktbe hajtasz egy 20 mm menetemelkedésű orsót ezekkel a motorokkal !!!!???? Ha ez igaz, feltétlenül visszatérek a dologra. |
|
|
|
2008. máj. 22. 23:59 | Válasz | #1942 |
|
|
2008. máj. 22. 23:58 | Válasz | #1941 |
|
Csak egy tipp... ha nem
veszed tolakodásnak.. :)
Látni, hogy a lin. vezetők felfogató csavarjainak a süllyesztésében por "lakozik"... Ehhez léteznek gumi dugók... mert ugyebár könnyen bekerülhet a forgács a kocsikba... Persze egy kis sziloplast benyomásával és utánna szikével síkba vágva... ugyanaz... :) |
|
|
|
2008. máj. 22. 23:52 | Válasz | #1940 |
|
Csinálj képeket mert
nagyon tetszik ez a felső vezetéses megoldás! (Por) Védett! is...
Hogyan megy át az erő... stb...
|
|
|
|
2008. máj. 22. 23:50 | Válasz | #1939 |
|
Tehát 20-as orsó és
100W-os (sanyoDenki-s :) szervóteljesítmény körül... és
direkthajtás... Ha ezt Tibi megtudja :)
|
|
| © dolfi | 2008. máj. 22. 23:31 | Válasz | #1938 |
|
majd holnap bizonyít a
E240, majd csinálók meg vidit
|
|
| © HJózsi | 2008. máj. 22. 23:27 | Válasz | #1937 |
|
Ja, ezen kacagok
magamban..., most ismét bizonyított...
ebben a feladatban nem sok szerepet kapott... |
|
| © dolfi | 2008. máj. 22. 23:25 | Válasz | #1936 |
|
20 as orsók Y=120Watt
X=80Watt 1000 és enkoderel ami 200 step/mm. én is csak amulok hogy
mire képesek a mocik.
|
|
| © Tibor45 | 2008. máj. 22. 23:20 | Válasz | #1935 |
|
Hát igen, tényleg
betyárosan csibész ez a
E240 moci. Neki összesen ebben a programban 2 sor jutott, a Sanyodenki-nek meg 6300.:)) |
|
| © HJózsi | 2008. máj. 22. 23:19 | Válasz | #1934 |
|
Gratula a videóhoz és a
géphez is! Szépen dolgozik! Látom vagy 10-es emelkedésű az X, Y
irány... A SANYIkat áttételezted? Watt? Ha nem top secret...
|
|
| © dolfi | 2008. máj. 22. 23:19 | Válasz | #1933 |
|
Nem csak egy orsó van
tengelyenként.Majd csinálók részleteseb képet.Konvertálást köszönöm
élőre is.
|
|
| © HJózsi | 2008. máj. 22. 23:06 | Válasz | #1932 |
|
A Z tengelyen (is)
betyárosan helytállt!... :D
|
|
| © svejk | 2008. máj. 22. 23:06 | Válasz | #1931 |
|
Ajánlom mindenkinek a
WinAVI Video convertert.
pl. WMV-re konvertálni az AVI-t (kb. hatod része) 4Mb csupán, gyors és nem pilótavizsgás, szinte mindenből tud mindent csinálni. Én is tegnap kaptam. |
|
|
|
2008. máj. 22. 23:04 | Válasz | #1930 |
|
Majd átkonvertálom
Wmv-be és ugyanoda vissza teszem... most töltöm le...
Jó a géped! Érdekes megoldás az egész... az a nagy emelkedésű orsó... meg a két hosszírányú vezetés... gondolom duppla a golyósorsó is... Tehetnél még fel (részletesebb) képeket! és írhatnál róla... |
|
| © dolfi | 2008. máj. 22. 22:56 | Válasz | #1929 |
|
hat igen koszi meg
egyszer
|
|
| © svejk | 2008. máj. 22. 22:55 | Válasz | #1928 |
|
Dolphi,jó látni hogy
nem hiába hozattuk be az E240- eket!
|
|
| © dolfi | 2008. máj. 22. 22:54 | Válasz | #1927 |
|
ja bocsi csak a z
tengelyen van E240 50 volt , az xmeg a y teng. sanyodenki 110 volt
|
|
| © dolfi | 2008. máj. 22. 22:49 | Válasz | #1926 |
|
kb 50 volt
|
|
| © HJózsi | 2008. máj. 22. 22:46 | Válasz | #1925 |
|
Jól látom, E240?
Mekkore feszt adsz neki?
|
|
| © HJózsi | 2008. máj. 22. 22:45 | Válasz | #1924 |
|
Többen is töltjük... én
most leállítottam, várok 1 kicsit...
|
|
| © Tibor45 | 2008. máj. 22. 22:40 | Válasz | #1923 |
|
Gratulálok, tetszetősek
a fotók.
Sajnos a videót nem tudtam még letölteni, valami miatt most nagyon lassan jönne le és borzasztóan nagy is. Úgy általában javasolnám, hogy 10M fölé "ember-és gépbaráti szeretet" alapján lehetőleg senki ne töltsön fel videót. Inkább legyen homályosabb, vagy nagyfelbontású de rövidebb részlet. |
|
| © dolfi | 2008. máj. 22. 21:59 | Válasz | #1922 |
|
gkod teszt 40mp alatt.teszt
Video - file: Sta40044 - avi(86MB) vagy wmv(13Mb) formátumban. (mindkettő: 640x480 24 fps) |
|
| © Tibor45 | 2008. máj. 22. 21:34 | Válasz | #1921 |
|
Örülök, hogy már
egyetértünk.
A pontosításod is igaz, ezért írtam a #1911-ben a "félcikluson belüli korrekciós képességet". Ez a kis "csörte" Péternek is másnak is tanulságos lehet, aki eddig azt hitte, a léptető az egyből lép is, és mindig ott van, ahol a step jel. Holott pont attól életképes és használható motortípus mert állandó lemaradásban van. Tulajdonképpen durva hasonlattal felfogható egy primitív szervónak is, ami csekély hibatároló kapacitású, és addig tényleg mindenféle encoder meg egyéb hókuszpók nélkül képes magát korrigálni. Nagy ötlet a maga nemében. Persze ismerjük a korlátait is. |
|
| © Szigma | 2008. máj. 22. 21:12 | Válasz | #1920 |
|
OK. Igazad van. Nem
gondoltam át eléggé.
Annyit azért pontosításként, hogy a 3.6 fok már határeset, hogy vagy behozza a hibát, vagy a duplájára növeli ha a rossz irányba ugrik. |
|
| © HJózsi | 2008. máj. 22. 20:34 | Válasz | #1919 |
|
Igen, persze, 200
step/mm-re mentem le ekkor tudtam 30000 mm/perc sebességet
beállítani 100kHz-es kernelfrekinél. A kijelzés persze
csillagkaronként egy pont, ez a megjelenítő modul sebességét
jellemzi...
Már akkor felfigyeltem erre tesztre mikor beírtad, gondoltam, hogy az egységugrásteszt furfangos változata, ami sokoldaluan próbárateszi az adott rendszert, mi több alkalmas határsebességek megállapítására. Gratulálok! Érdemes lenne ősszel ismét egy előadást tartanod a II. CNC szabadegyetemen a IV. Talin , már gyűlnek a tesztek, ... aztán majd aki gépet is hoz, benevezhet egy versenyre... a győztes meg megkapja a hangszóró számba menő macskadobáló mocit encoder nélkül .. :D |
|
| © Tibor45 | 2008. máj. 22. 19:20 | Válasz | #1918 |
|
Szia Józsi! Köszi, de a
sok elméletet érdemes
néha egy kis játékos kísérletbe csomagolni, így talán Mindenkinek nagyobb kedve lesz hozzá. A másodfokú diff. engyenleteket ezáltal meg besöpörjük a szőnyeg alá, a motorok meg tőlünk függetlenül jó barátságban vannak a képletekkel, előbb utóbb csak csinálnak valamit.:) A golyósorsós kisesztergádra pedig már készülgetek néhány furmányos felülettel. De javaslom, a Bagolyt is készítsd fel alaposan, nagyot tudjon "ugorni, amikor lecsap karmaival a szegény kis egérkére".:)) Apropó: amikor ilyen gyors lett a Mach3 a testcsillagnál, akkor mégis milyen step/mm értékeket állítottál be X, Y tengelyeknél? Gondolom nem 1000 step/mm volt.:) Mert gyanítom, ettől azért ezektől is nagyon függ a futási teljesítmény. |
|
| © HJózsi | 2008. máj. 22. 18:59 | Válasz | #1917 |
|
Ha már Mach akkor
annyit, hogy ápr 5-én rákérdeztem náluk, mi a helyzet a Spindle
motor programbeli sebességváltásakor a motortuningbeli
gyorsítással-lassítással, merthogy mintha ekkor kihagynák, azóta agy
árva frisítés nem jött ki... Még akkor kétszer is válaszoltak, hogy
dolgoznak rajta ...
|
|
| © HJózsi | 2008. máj. 22. 18:51 | Válasz | #1916 |
|
A macskadobálót?
|
|
| © HJózsi | 2008. máj. 22. 18:47 | Válasz | #1915 |
|
Tibor, előbb utóbb Te
leszel a fórum Furfangos Mestere vagy Öveges Professzora!!!
Nagyon élvezem a kisérleteket! Hamarosan gyakorlatban is tesztelhetünk, legalábbis az esztergán. |
|
|
|
2008. máj. 22. 17:09 | Válasz | #1914 |
|
Pont Yaskawat?
A Mach topikban amikor még Mach
progim sincs... pedíg ez a progi igen baba lehet ha 4mp-alatt
csinálja meg a csillagot... Talán egy leégett E240? Persze encoder nékül? :) |
|
|
|
2008. máj. 22. 17:07 | Válasz | #1913 |
|
Ezt már az Üveges
professzornak sem hinném el a tévében... :)
|
|
| © Tibor45 | 2008. máj. 22. 16:50 | Válasz | #1912 |
|
Ja és a fő poént majd
elfelejtettem:
a helyes megfejtők között Péter Yaskawa Minertia szervomotort fog kisorsolni.:)) Igaz, vele erről még nem egyeztettem.:) |
|
| © Tibor45 | 2008. máj. 22. 16:40 | Válasz | #1911 |
|
Kukacoskodj nyugodtan,
motorhajtások témában
valamennyire otthon vagyok. Szerintem kevés egységugrás tesztet hajtottál idáig végre.:) Gondold végig, amit írtál, és rájössz, tévedésben vagy. De ha nem győzött meg Téged a félcikluson belüli korrekciós képessége a léptetőmotornak, akkor javaslok egy gyors kísérletet Neked: Rögzítsd le elfordulás ellen a step motorod tengelyét, és az egyszerűség kedvéért mondjuk féllépéses stephajtással adjál neki 3 léptető impulzust. Majd 1 másodperc, vagy 1 óra múlva engedd el a tengelyét bekapcsolt vezérlő mellett. A nap találós kérdése: Szerinted ekkor behozza majd a 3 step lemaradását? |
|
| © Szigma | 2008. máj. 22. 16:10 | Válasz | #1910 |
|
Nem kukacoskodni
akarok, de ez vagy teljes tévedés, vagy félreérthető.
Ha egy léptetőmotoros rendszerben nincs pozició visszacsatolás, akkor semmilyen lemaradást nem tud behozni, mert fogalma sincs arról a rendszernek, hogy a motor lemaradt (lépést tévesztett). A "behozás"-ról max. úgy lehet szó, hogy egyszer az egyik irányba veszt lépést, utána meg a másik irányba. Ha mindkétszer azonosat tévesztett, akkor most éppen jó helyen áll. Ezt azonban nem nevezném "behozásnak". Pusztán a hibák statisztikailag kiejtették egymást. |
|
| © Nagy Zoltán | 2008. máj. 22. 13:02 | Válasz | #1909 |
|
Nem hiszem, hogy a pc
miatt lenne a külömbség. Én egy PI laptopon futtatom a TCNC-t.
Számomra az az igazán érdekes és érthetetlen, hogy már minden paramétert átállítottam és akkor sem változik jelentősen a ciklusidő. Ha 0.1mm felbontást írok be neki 30.000 előtolással akkor is 3 perc 20mp körül fut le a program. Deve-nek meg megkellene próbálni írni egy levelet magyar nyelven, hátha reagál rá |
|
| © Motoros | 2008. máj. 22. 07:41 | Válasz | #1908 |
|
Na akkor te nyertél
(nálam 4perc 7 mp) de mondom lehet hogy ez gépfüggő. Fel kéne tennem
egy gyorsabb gépre és nem erről az ósdi laptopról próbálni.
A gépkönyve is egy nagyon alapos munka kár hogy nincs lefordítva (Gkód M kód magyarázatok stb) Kár hogy nem fejlesztette tovább ez a Dave Kowalczyk nevű ürge. Nekem nagyon gyanús hogy Ő is magyar gyerek a Kovácséktól :)) Bocs..ez nem a TCNC topik :)) |
|
| © Nagy Zoltán | 2008. máj. 22. 06:46 | Válasz | #1907 |
|
Kipróbáltam én is a
TCNC-vel a csillag marását, hasonló tapasztalatokkal mint Motoros.
Nálam 3 perc 36mp a ciklusidő. És hiába állítom feljebb a
paraméterekek nem lesz gyorsabb.
Svejk: A linear vagy angular beállításoknál azt tudod beállítani, hogy egyenes vonalú a tengely mozgása, vagy kör, pl egy forgatónál. A TCNC kezelési utasítását lefordítattam egy szövegfordító programmal, elég nyers a fordítás de így is sokat lehet belőle tanulni. Webfordító: http://www.webforditas.hu/index.php |
|
| © Tibor45 | 2008. máj. 21. 23:24 | Válasz | #1906 |
|
"Az hogy a léptetőmotor
eltér azaz
lépéslemaradásba kerül és ezt hogyan hozza be... na ez egy fekete luk számomra..." Egyszerűen, mivel digitális, azaz csak része az analóg valóságnak. Sajnos csak fix pontokon határozott a pozicionálási képessége. Azaz van alap felbontása pl. 1.8 fok, ezért ennek a kétszeresét azaz 3.6 fok lemaradást képes "behozni". Utána a következő szomszédos mágneses mezőbe ugrik, azaz lépést téveszt, méghozzá 4*1.8 fokot, hiszen a két azonos fázispont n*7.2 fokra van egymástól, ahol n egész szám. Gondold végig, egyszerű, mint a pofon. |
|
| © Tibor45 | 2008. máj. 21. 23:02 | Válasz | #1905 |
|
Szia!
Még nem csináltam, de elkezdtem, mert csak progi alapon nem lehet továbblépni. Persze az ism igaz, bizonyos encoder és pozíció hurok funkciókat kezdettől fogva HW-ben oldok meg, de ez a vezérlőn belül van. Ahhoz hogy komolyabb dinamikát tudjon a szervo, sajnos ez kell. No meg olyan apróság is sokat segít, hogy mindent ki lehessen kapcsolni egy vezérlő pályageneráló NC programban, és így a jelfeldolgozási sebesség maximális legyen. Én a magam részéről inkább bámulok egy fapados képernyőt villám végrehajtás mellett, mint csicsát tetű lassúság mellett. Persze az is igaz, hogy az ipari CNC-knél minimum ahány tengely, annyi processzor van, de ugye ez egy Hobby fórum, csak mi szeretünk alulról "incselkedni" a nagy, profi gépekkel.:)) |
|
|
|
2008. máj. 21. 22:43 | Válasz | #1904 |
|
Na ezen még el
filózok...
Nem mondom, hogy nincs igazad...de én arra gondolok, hogy ha pl. egy step motoros CNC kimarja ezt az ábrát akkor az referencia értékű lesz... Persze feltételezve egy megfelelő felbontású hajtásrendszert... azaz jó motorokat és ha szükséges egy pontos mikrostep vezérlőt... Az hogy a léptetőmotor eltér azaz lépéslemaradásba kerül és ezt hogyan hozza be... na ez egy fekete luk számomra... A léptetőmotort úgy képzelem el mint sok-sok mechanikus mágnes kapcsolót egy házban :)... persze ez elég vicces... de... vagy? |
|
| © svejk | 2008. máj. 21. 22:31 | Válasz | #1903 |
|
Hali!
Akkor Te csináltál a saját szoftod mellé egy motorezérlőt is ami nem step/dir jellel megy? |
|
| © Tibor45 | 2008. máj. 21. 22:26 | Válasz | #1902 |
|
"Hát mert a
léptetőmotor maga tökély!
Azaz nem tud elmenni a pályától és visszatérni rá... ha elment akkor elment... " Péter ez nem így van, a step motornak ugyanúgy van időállandója, sőt... Nehogy azt hidd már, hogy egyből lép az a szegény step motor, csak a villamos alapjelek élei olyan szép meredekek a szkópodon, a valóságban ahol csak 1 gramm tömeget is kell lineáris vagy kör pályán mozgatni, ott már van időállandó a gyorsítási-lassítási szakaszban. Már pdig igen ritka az 0.001 kg tömegű rotor legyen az akármilyen motoré is.:)) |
|
| © Tibor45 | 2008. máj. 21. 22:17 | Válasz | #1901 |
|
Sziasztok!
Na látom, belehúztatok a csillaggyártásba.:) Köszönet érte, de talán hasznos dolgok derülhetnek itt ki mind a vezérlőprogramok, mind a hajtások oldaláról nézve a dolgokat. Egy tény: ~6200 db nagyfelbontású kód feldolgozása önmagában idő. Ha ehhez nincs hw. támogatás, akkor már itt elvesztettük a csatát idő tekintetében. Abban pedig van valami, amit Misi írt, legjobb adott esetben elfelejteni a G kódot, helyette gyorsan inkább érdemes a pályaelemeket kiszámolni, és egyből rázúdítani a szervóra, egye meg, ha bírja.:)) |
|
| © svejk | 2008. máj. 21. 22:12 | Válasz | #1900 |
|
Belelapoztam a tcnc
manualjába.
A tengelybeállításoknál van a Motion menü. linear vagy angular. Ez nem olyasmi mint a mach-nél a CV? Egyébként elég jó leírás, ha lesz gépem megszerzem valahogy ezt a progit. Bár ugy látom a szerszámkorekciót ez helyből nem tudja, a mach-ben meg benne van de még azt sem sikerült normálisan használni :( |
|
|
|
2008. máj. 21. 22:09 | Válasz | #1899 |
|
Hát mert a léptetőmotor
maga tökély!
Azaz nem tud elmenni a pályától és visszatérni rá... ha elment akkor elment... Míg a szervós hajtás még erre a "galád" dologra is képes... Tehát egy szervós rendszernek ott a működési határsebessége ahol még pontosan tudja tartani a pályát, azaz nem tér el tőle... Szerintem egy jó szervóhajtás olyan mint egy lépest veszteni nem tudó stephajtás... sem több sem kevesebb. Amitől jobb (lehet), hogy az egész fordulatszám tartományban tudja tartani az azonos nyomatékot... sőt! a gyorsítási szakaszban (ahol több erő kell) "erőn felül" is tud nyomatékot szolgáltatni kisebb időre (peak torque, peak current)... amíg bírja "megolvadás" nélkül... :) ... és ezt az ábrát (vagy bármilyen tesztábrát) már elfogadom Tibornak... egységugrás teszt helyett :) |
|
|
|
2008. máj. 21. 22:00 | Válasz | #1898 |
|
Hát igen a WinPC nem
habvágó szoftver... nem is írnak róla a gépkönyvben... Na ezt sem
tudja...:)
|
|
| © Motoros | 2008. máj. 21. 21:59 | Válasz | #1897 |
|
Nem egészen, de nem
akarok belekavarni, ha előkerűl úgy is elmondja.
|
|
| © svejk | 2008. máj. 21. 21:58 | Válasz | #1896 |
|
Pl. habvágóhoz. Ott
fontos az egyenletes sebesség..
|
|
| © svejk | 2008. máj. 21. 21:55 | Válasz | #1895 |
|
Hát akkor Te meg
tudod(nád) mindkét progival hajtani ugyanazt a mechanikát ugye?
A két progi között a darabosságra lennék kíváncsi... |
|
|
|
2008. máj. 21. 21:54 | Válasz | #1894 |
|
Szerencsére a WinPC-ben
nincs is ilyen CV jellegű pálya korrekciós valami... Mert miért is
kellene?
Van a G-kód és azt kell csinálnia... semmi önkéntes "egyengetés" :) |
|
| © svejk | 2008. máj. 21. 21:54 | Válasz | #1893 |
|
Kössz..:) :) sokkra
megyek az angoltalanságommal:)
Úgy szeretném TCNC-vel hallgatni a mechanikát.... |
|
| © svejk | 2008. máj. 21. 21:50 | Válasz | #1892 |
|
Köszi a marásokat
Egyujabbgépépítő!
Ha lesz egy kis energiád légyszi csináld már meg a skorpiót CV-vel és Exact Stoppal egymás után. ( vagy legalább egy olyan cikkcakkos vonalat amiben sok a hegyesszög) Szerintem csak egy tollat fogj a maróba és rajzoltasd ki.Egy A4-es lapra éppen ráfér. Ne változtass a méretén mert akkor már megint nem teljes az erdmény. Nekem most nincs masinám és nagyon érdekelne hogy esetleg ezen már tényleg javítottak tavaly óta. Akkor nálam 4800-as sebességnél 1500-as gyorsításnál látványos volt az eltérés. Sajnos az angol leírással a CV üzemről nem nagyon boldogulok. |
|
|
|
2008. máj. 21. 21:50 | Válasz | #1891 |
|
De ugyebár ezt az ábrát
Tibor szervós gépek "nyaggatására" kreálta...
Azaz a léptető motoros CNC nem is tudja elhibázni... azaz max.(:) lépést veszt és kész... azaz megy a kukába a munkadarab. De szervósnál más a helyzet... azaz más jellegű a probléma... az ugyebár nem veszít lépést, de sebességtől függően le(el)térhet az adott pályáról... Ezért írta, hogy először lassal kimarni és utánna a sebességet addíg növelni, hogy ne legyen pályatévesztés azaz forgács! |
|
| © Motoros | 2008. máj. 21. 21:48 | Válasz | #1890 |
|
Pontosnak meg halál
pontos, remélem a Mach is visszatalál az elejére.
|
|
| © Motoros | 2008. máj. 21. 21:47 | Válasz | #1889 |
|
Ja én azt hittem az
időre kell gyúrni!!
Hát így egész más, marni elsőre simán kimarta. Hogy hogy csinálja azt kérdezd meg ITTEN |
|
| © svejk | 2008. máj. 21. 21:42 | Válasz | #1888 |
|
A francot az idő a
lényeg!
A lényeg a pontosság, és arra lennék kiváncsi hogy a TCNC hogyan köti össze az elemi egyenes szakaszokat. A mach-nél ez borzasztó egyszerűen mechanikagyilkos. Persze CV-ben simábban megy de nem hiszek még benne. Régebben tuti kerekített, de ez ebből az ábrából nehezen megállapítható. |
|
| © Motoros | 2008. máj. 21. 21:41 | Válasz | #1887 |
|
Na jó ezzel a csillag
marással (síkban) Tibor45 minket behúzott a csőbe mert csak azt
akarta szemléltetni szerintem hogy egy ilyen semmi ábrát is meddig
tart kimarni Mach-al TCNC-vel stb.
Na most képzeld el ezt ha rúdban akarod elkészíteni 0.1mm lépésekkel akár egy cm hosszban....egy forgatóval vagy egy esztergán. Az hány mondat G kód lenne? és mikor lenne kész? és milyen sebességgel kéne a tűt kihúzkodni a résekből? és az élek milyenek lennének?? Na jó nem folytatom, különben sem fogadott fel a dolgainak a reklámozására. |
|
|
|
2008. máj. 21. 21:17 | Válasz | #1886 |
|
szép lett a
"műremek"... milyen anyag ez? Remélem Tibi file-jét "olvassa" majd a
WinPC...
|
|
| © Motoros | 2008. máj. 21. 21:15 | Válasz | #1885 |
|
Egy tenyérnyi. Hegyes
tűvel, nem mélyen, az idő a lényeg.
|
|
|
|
2008. máj. 21. 21:11 | Válasz | #1884 |
|
Mekkora méretű ez a
"grafika"? Egy kis kitartással (gépcsinálással) talán már hétvégén
én is nyomhatom...
Mi a szabvány? milyen anyagba? milyen gravírtűvel? Milyen mélyen...vagy ezek nem számítanak? Videót is jó lenne látni ahogy csinájátok... :) |
|
| © Motoros | 2008. máj. 21. 21:08 | Válasz | #1883 |
|
Lehet hogy a gép sem az
igazi mert egy PII laptop és a TCNC az elején valamit kiszámol és 23
Khz a max. Hiába csavarom feljebb a sebességeket.
|
|
| © Motoros | 2008. máj. 21. 21:03 | Válasz | #1882 |
|
Na én is kimartam, de
még valamit babrálni kéne mert csak 4 perc 7 mp alatt

|
|
| © joco10 | 2008. máj. 21. 20:24 | Válasz | #1881 |
|
Köszönöm a
segítségeteket megoldódott a problémám.
Az optocsatolókat lecseréltem. Csak az zavrt meg, hogy a Kcam4-el tökéletesen müködött. Ekkora különbség van a két program kimenő jele között? |
|
| © Egyújabbgépépítő | 2008. máj. 21. 20:22 | Válasz | #1880 |
|
Néhány kép, a
munkadarab maradt csak más sebességgel és beállításal mentem végig
rajta gravirtűvel:
Exact stop 400 mm/perc 3 perc 40 sec 

CV 400 mm/perc 3perc 1 sec 
CV 800 mm/perc 1 perc 53 sec 
CV MAX 1perc 1sec 
|
|
| © Attila11 | 2008. máj. 21. 20:13 | Válasz | #1879 |
|
Ez ugyanaz ami a képen
van?
|
|
| © D.Laci | 2008. máj. 21. 20:07 | Válasz | #1878 |
| © Attila11 | 2008. máj. 21. 19:57 | Válasz | #1877 |
|
Az adok veszek oldalon
a 4034-es hozzászólásban hirdetnek egy vezérlőt. Ez most
valószinüleg hozzám fog kerülni.
Szeretném tudni hogy ez milyen tipusú és mire képes mert az eladó nem tudott igazán felvilágosítani. |
|
| © svejk | 2008. máj. 21. 19:54 | Válasz | #1876 |
|
Valaki minden
bizonnyal...
|
|
| © Attila11 | 2008. máj. 21. 19:44 | Válasz | #1875 |
|
Tiszteletem az Úraknak!
Tudna nekem valaki segíteni néhány szó erejéig? |
|
| © svejk | 2008. máj. 21. 19:31 | Válasz | #1874 |
|
Boccs, ott van csak
ezen a néven:
GKOD1.TAP |
|
| © svejk | 2008. máj. 21. 19:29 | Válasz | #1873 |
| © Motoros | 2008. máj. 21. 19:27 | Válasz | #1872 |
|
Háát megpróbálhatom, de
nem vagyok biztos a sikerben. Csak azért bátorkodtam belekottyintani
mert láttam Tibor45 megoldását.
Nem találom a G kódot, segítenétek...hol van? |
|
| © svejk | 2008. máj. 21. 18:56 | Válasz | #1871 |
|
Meg lehet a mach-el is
csak lassan...:(
Te kipróbáltad a TCNC-vel? Milyen eredmény született? Csinálhatnál egy videót! Kíváncsi lennék TCNC alól mennyire zenélnek a motorok |
|
| © Motoros | 2008. máj. 21. 18:52 | Válasz | #1870 |
|
20 fokos tűvel már meg
lehetne csinálni, de nem Mach-al.
|
|
| © svejk | 2008. máj. 21. 18:48 | Válasz | #1869 |
|
Igazából egy hegyes
egyszerű gravírtűvel kell próbálkozni. Ha rossz nyomon megy a
következő beállításal rögtön meglátszik.
Sajnos én nem igazán próbáltam még másik progit, de a mach elég katasztrófán kezeli a sok apró elemi egyenest. A CV-ben pedig nem hiszek, szerintem vágja a sarkokat. Ez ennél a sziromnál mondjok csak a csúcsoknál látszana meg, de a scorpiónál annak idejeén nagyon látványos volt a kerekítés. |
|
| © Egyújabbgépépítő | 2008. máj. 21. 18:39 | Válasz | #1868 |
|
Hát igen a csillag
marás. Próbáltam, amíg csak magában ment a gép 1perc 2sec alatt
megcsinálta. Próbáltam változtatni a gyorsuláson, felbontáson de nem
igazán változott az idő. Úgy tűnik ez leginkább MACH plafon, persze
az én számítógépemen. Gyorsabb gépen lehet hogy jobb eredményt
produkálna.
Akartam marni is, de rájöttem nem is olyan egyszerű. Vékonyabb maró nem bírná ki ezt a feed rate-t. Tettem be egy 3-ast, azzal meg egy csillag alakú lyuk lett a vastag maró miatt. Szóval annyi a ninja álmoknak. |
|
| © svejk | 2008. máj. 21. 12:40 | Válasz | #1867 |
|
Köszi!
Valaki fordíthatna, nehogy félreértsünk valamit:) A csillag marásokkal jutottál-e valamire? |
|
| © Egyújabbgépépítő | 2008. máj. 21. 11:43 | Válasz | #1866 |
|
Ha valakit érdekel
néhány infó a
CV módról.
|
|
| © HJózsi | 2008. máj. 19. 20:25 | Válasz | #1865 |
|
A Motor Tuning-ban,
Step Pule, Dir Pulse (látom 0 nálad), állítsd 5uS-re...
|
|
| © joco10 | 2008. máj. 19. 19:58 | Válasz | #1864 |
|
Az nem lehet,hogy az
optocsatoló nem elég gyors hozzá?
|
|
| © joco10 | 2008. máj. 19. 19:56 | Válasz | #1863 |
|
Megnéztem az alábbi
beállításokat F5-tel tudom kapcsolni a 2-es pint.Tehát ez igy
müködik. Mekkora egy step impulzus ideje? Hol lehet beállítani?
|
|
| © D.Laci | 2008. máj. 19. 09:49 | Válasz | #1862 |
|
Alítsd be az output
signals lapon az output2: enabled kipipálva (engedélyezve) Port# 1 ,
Pin number 2.
Spindle setup lapon: Relay control- Disable Relay control (engedélyezi) ne legyen pipa a négyzetbe!!! ClockWise (M3) Output# - 2-legyen beírva. mindenlapon, ha módosítottál az alkalmaz, gombot nyomd, meg csak azután lépj tovább. Ha kész vagy okézd le. Nyomd meg a reset gombot. Jobb oldalt Spindle CW F5 nyomd meg (ez a főorsó bekapcsoló) vagy F5 gomb. elkezd sárgán villogni. Eddig azt csináltuk, hogy az X tengelyed step jelét (pin2) beálítotuk fix kimenetre, így vagy magas, vagy alacsony szinten lesz, ha ki-be kapcsolod. Így nézd, meg hogy van-e jel rajta vagy nincs. Elég, ha egy ledet teszel a Pin2-re. |
|
|
|
2008. máj. 19. 09:16 | Válasz | #1861 |
|
Sajnos nem én
scanneltem, csak a neten találtam... :(
|
|
| © Rinaldo | 2008. máj. 19. 07:53 | Válasz | #1860 |
|
|
|
| © Szigma | 2008. máj. 19. 02:44 | Válasz | #1859 |
|
Köszönöm,
áttanulmányoztam jópár könyvet, de nem lettem okosabb tőlük. Viszont
a sok agyalás közben beugrott a megoldás. Hiába minden kezdet nehéz,
de azért már alakul a dolog.
|
|
| © Szigma | 2008. máj. 19. 02:41 | Válasz | #1858 |
|
Nagyon köszönöm. A
Mátyási könyv nagyon jó. Kár hogy a szkenneléskor lemaradt az
oldalak alja, meg a közepe is sok helyen olvashatatlan.
|
|
| © joco10 | 2008. máj. 18. 22:49 | Válasz | #1857 |
|
A vezérlő saját
készítésü 4030 és 4013 icvel optokapus bemenettel,magas jelet
igényel. Ha a Motor Oputs fülön beállítom a Step Low Aktive-t a
vezérlő bemenetén folyamatos magas jel van, de nincs alacsony
impulzus
|
|
| © joco10 | 2008. máj. 18. 22:36 | Válasz | #1856 |
|
Ez sajnos nem jött be.
|
|
| © Rinaldo | 2008. máj. 18. 20:07 | Válasz | #1855 |
|
Lehet tudni a vezélőd
tipusát annak időzítés igényeit?? step low-ot próbáltad már?
|
|
| © Rinaldo | 2008. máj. 18. 20:03 | Válasz | #1854 |
|
Szia Joco10,
Javaslat:kapcsold be légyszi a sherlin módot, setings oldalon angulár limi cv=0 ugyan ott alatta cv feedrate =150 és egy próba... |
|
| © joco10 | 2008. máj. 18. 19:07 | Válasz | #1853 |
| © joco10 | 2008. máj. 18. 14:38 | Válasz | #1852 |
|
Probáltam az R1.84.002
verziot, sajnos ez sem müködik. Telepítés elött az előző verzió
uninstall, ezközkezelőből a Mach3 driver eltávolitva,kézzel töröltem
a C:\WINDOWS\system32\drivers\Mach3.sys fájlt.
Reboot után tettem fel az R1.84.002 verziot. A Mach3 csinál registry bejegyzést? |
|
| © joco10 | 2008. máj. 18. 14:10 | Válasz | #1851 |
|
Feltöltöttem ide az .xml-t:
Mach3Mill.xml Valoszinüleg az LTP beállítása jó, mert a KCAM4 tökéletesen müködik |
|
|
|
2008. máj. 17. 21:58 | Válasz | #1850 |
|
http://cnctar.hunbay.com/Balu/konyvek/ Itt találsz két könyvet a
témában...
|
|
| © Hunka Tibor | 2008. máj. 17. 18:40 | Válasz | #1849 |
|
Szigma , valahol fent
van egy könyv (file tár)vagya elhasználok mappái egy könyv a G-kodok
értelmezéséröl , probáld megtalálni
|
|
| © Szigma | 2008. máj. 17. 17:47 | Válasz | #1848 |
|
Ezen próbák közben a
vezérlő rá volt dugva a PC-re? Mivel nézted a jeleket ?
|
|
| © Szigma | 2008. máj. 17. 17:39 | Válasz | #1847 |
|
Segítségeteket kérem
szerszámsugár korrekció ügyében. Van egy alakzatom, ami egymáshoz
kapcsolódó kőrívekkel, és helyenként egyenesekkel van leírva.
Megrajzoltam, és elkészítettem a programját. Ha szerszám korrekció
nélkül egy ceruzát befogva lefuttatom, akkor gyönyörűen lerajzolja a
kívánt alakzatot. Amikor azonban a szerszám táblában az 1.
szerszámhoz beírom hogy 6mm az átmérője, és a programba beírom a G41
D1 utasítást, akkor a ceruza nem 3mm-re a kivánt alakzat mellett
megy, hanem az egyes kőrívek találkozásakor majdnem midig oldalt
vált. Tehát ha eddig az alakzat bal oldalán ment, akkor most átmegy
a jobb oldalára és viszont. Néhol van csak ahol jól csinálja és két
egymás utáni szakaszon is a jó oldalon megy.
Az alakzat tetejénél és aljánál (maximális és minimális Y koordinátánál) azonban mindíg az alakzat kőrvonalán megy, tehát egyik oldalára se megy. Mit rontok el ? Hogyan kell megadnom a korrekciót, hogy végig a megfelelő oldalon menjen a szerszám? |
|
| © Rinaldo | 2008. máj. 17. 16:33 | Válasz | #1846 |
|
Az alaplap bios-ában a
port mód jól van beállítva??
|
|
| © D.Laci | 2008. máj. 17. 15:21 | Válasz | #1845 |
|
1.84.002 -el probáld!
Rakd fel valahová a beálltásaidat (.xml) fájl. Aztán megnézzük. |
|
| © joco10 | 2008. máj. 17. 15:13 | Válasz | #1844 |
|
Már a masodik verzió
jelenleg az R3.040-es van fent.Egyébb ötlet?
|
|
| © D.Laci | 2008. máj. 17. 14:22 | Válasz | #1843 |
|
Nem tom!
Hányas verzió? Próbáld régebbivel. |
|
| © joco10 | 2008. máj. 17. 13:59 | Válasz | #1842 |
|
Megcseréltem , az
előtte step helyen dir jel van.
Tehát ugynéz ki a port müködik. |
|
| © D.Laci | 2008. máj. 17. 13:33 | Válasz | #1841 |
|
Cseréd fel a step és a
dir pint. Ha így sem adja ki step jelet akkor a progival van valami,
ha a dir helyén lesz step jeled, akkor a portal van a gebasz. Akkor
keres egy másik pint.
|
|
| © joco10 | 2008. máj. 17. 13:17 | Válasz | #1840 |
|
Sziasztok kérlek
segítsetek egy kezdő Mach3 felhasználón.Nincs step jelem a pc-ből
kijővő kábelen. A programban látszatra minden müködik.
Irányváltáskor a dir jel megfelelően vált és az megjelenik a
kábelen. Az ltp a378-as porton van és a programban is ez van
beállítva. Mit kell minimálisan beállítani,hogy legyen step jelem?
Az OCX teszt nem jelez hibát. A diagnostic ablakban a "Port 1 pins
current State" mutatja az LTP pin pillanatnyi szintjét? Előre is
köszönöm a segítséget.
|
|
| © Hunka Tibor | 2008. máj. 16. 15:20 | Válasz | #1839 |
|
ezt én már eljátszottam
vele!!
|
|
| © D.Laci | 2008. máj. 16. 15:18 | Válasz | #1838 |
|
Szoktam ilyesmit
„oktatni”, csak sajnos időhiányban szenvedek.
Vagy ha úgy jó a szerszám pályát megcsinálom és elküldöm, ha nagyon gyorsba kel. |
|
| © D.Laci | 2008. máj. 16. 12:14 | Válasz | #1837 |
|
„+ 100mm átmérőjű marró
tárcsát forgat”
Mekkora a tárcsa „hossza”? M0190SV/65 000 ford/perc Ipari kivitelû pneumatikus köszörûk hajlított kivitel Szerszámbef. átm.: 3mm Fordulatszám: 65 000 f/perc Teljesítmény: 0,15KW Üresjárati légfogyasztás: 1,42 l/s Üzemi légfogyasztás: 3,78 l/s Üzemi légnyomás: 6,2 bar Üzemi zajszint: kisebb mint 67dBa Körfutáspontosság: 0,03mm Nem kicsi 100mm átmérőnek a 3mm befogás? 0,15KW lehet, hogy még habhoz is kevés, ha túl nagy a maró éle. |
|
| © D.Laci | 2008. máj. 16. 12:07 | Válasz | #1836 |
|
„(90 fok elfordítva,
mint a hagyományos marógépeken>> a maró forgácsoló tengely
vízszintes nem függőleges + 100mm átmérőjű maró tárcsát forgat)”
Az eb itt is az apró betűkben van elrejtve… Ha emlékeim nem csalnak így konkrétan, egyik általam ismert CAM progi sem csinálja meg a szerszámpályát. Az 5 tengelyes megmunkálásnál sem lehet direktbe beállítani a szerszámot, mert pont az a lényege, hogy vagy a szerszámot vagy az anyagot forgatja a legoptimálisabb szögbe. De 2 féleképpen meglehet oldani a problémát 1: ha a tengelyeket felcseréljük vezérlő progiban, 2: ha akódban cseréljük fel a tengelyeket. |
|
| © Hortobagyi | 2008. máj. 16. 11:19 | Válasz | #1835 |
|
:-)
UPS, Embeded XP-t használok... Tudsz nekünk minimálba oktatni, ilyen CAM-et? |
|
| © D.Laci | 2008. máj. 16. 09:16 | Válasz | #1834 |
|
Ezekre a feladatokra a
Rhino4 +cam plug-in -t ajánlom, esetleg a MastercamX2-t.
Ekkora volumenű megmunkáláshoz célszerűbb több részre osztani a megmunkálást. Okai: a szerszámpálya elkészítéséhez igen komoly PC-re lenne szükség. A Mach3 1-200.000 sor feletti kód esetén lelassul, esetleg alkalmasabb egy DOS-os program erre a célra. Kisebb hibákat könnyebb korrigálni. Az esetleges bosszúságok elkerülése érdekében nem ártana legalább a PC-nek egy szünetmentes tápegység. |
|
| © Rinaldo | 2008. máj. 16. 08:38 | Válasz | #1833 |
|
Még talán annyi, hogy
vész stop után manuálisa nem enged semmit bekapcsolni kimenetekre
gondolok (spindle cooalant)míg sima stop után ezeket engedi..
|
|
| © svejk | 2008. máj. 16. 08:22 | Válasz | #1832 |
|
Hiszen ezért kérdeztem
hogy mi a francnak van a stop, ha ugyan úgy elveszi a step-jelet
mint az emergency stop..
Most már nyilvánvaló hogy a feed holdot kell használni. Számomra nem logikus, hogy a stop nem normál leállást produkál, így hogy van mellette(alatta) egy vész stop is.... |
|
| © Rinaldo | 2008. máj. 16. 08:12 | Válasz | #1831 |
|
Az eszközkezelőben
ellenőrizd a Mach-hoz tartozó drivereket, mach2 és 3-nak külömböző
kell, futtatás előtt a 3-ra erőltesd rá az originaldriver.bat-ot ha
ez után a 3 indításakor total kifagyás vagy újraindul a W. akkor a
specialdriver.bat kell neki.(hardware függő)Ha az előzőek során
keres egyolyat hogy mach3.sys akkor szinte biztos hogy eddig rosszat
használt.
A saját könyvtárában lévőt kell neki megmutatni. Ezeket csak saját felelőségedre, végső esetben távolíts el mindent drivereket is az eszközkezelőből és telepítsd újra a 3-at. Ha ezek után is gond van akkor passz.. |
|
| © Szigma | 2008. máj. 16. 00:15 | Válasz | #1830 |
|
Stop után nem tanácsos
folytatni a programot, mert a gyors leállás miatt lépéstévesztés
fordulhat elő. Persze ha pár lépés tévedés nem okoz gondot akkor
lehet, de nem tanácsos sűrűn használni a stopot egy programon belül,
mer a végére már esetleg túl nagy lesz a hiba.
|
|
| © Rinaldo | 2008. máj. 15. 22:53 | Válasz | #1829 |
|
Ha a Magyar fordításra
gondolsz abban már egyre több minden nincs benne.Előbb telepítek egy
ilyen verziót és pontosan megnézem mi micsoda. Gondolom finomítani
szerettek volna a CV-n de ez az egész már kezd túl bonyolultá
válni...
|
|
| © svejk | 2008. máj. 15. 22:52 | Válasz | #1828 |
|
Basszus de marha
vagyok..
ez már egyszer ki lett vesézve.. Persze mindig a régebbi verziókat veszem elő :( A stop cv on angles: ha cv-ben megy és a megadott szögnél hegyesebbel találkozik akkor átkapcsol exact stop-ra---gondolom én..de mikor kapcsol vissza cv-be? |
|
| © Rinaldo | 2008. máj. 15. 22:34 | Válasz | #1827 |
|
Akkor küldök egy újabb
mailt ...
|
|
|
|
2008. máj. 15. 22:25 | Válasz | #1826 |
|
ok mindjárt
megnézem....
A CV CONTROL-on belül mi-micsoda..? ( ha benne van a könyvben akkor bocsi... |
|
| © svejk | 2008. máj. 15. 22:20 | Válasz | #1825 |
|
Tudom-tudom..
De azért áll az ajánlatom, komolyan, én úgyse fogom használni.. |
|
| © Rinaldo | 2008. máj. 15. 22:17 | Válasz | #1824 |
|
Én ugy gondolom hogy
itt jó minden...
A port és Pin-nél nézd már meg nincs-e pipa a max NC modnál... |
|
| © Rinaldo | 2008. máj. 15. 22:05 | Válasz | #1823 |
|
Csak viccnek szántam
#1818-at ugye tudod?
|
|
| © Hortobagyi | 2008. máj. 15. 21:36 | Válasz | #1822 |
|
más: (bonyolult
feladat>kérdés:milyen CAM-et ami MACH?)
MACH kompatibilis elérhető CAM softwaret keresek(3D marás, 3AXIS), mely könyedén tudja (beépítet rutin vagy plugin szerüen) az alábbi interpolációs feladatot: paraméterek: - van egy igen nagyméretű 3D formám habból (10méter x 4m x1m) - van egy levegővel hajtott maró szerszámom, mely derékszög tengelymeghajtású (90 fok elfordítva mint a hagyományos marógépeken>> a marró forgácsoló tengely vízszintes nem függőleges + 100mm átmérőjű marró tárcsát forgat) http://www.protoolkft.hu/shop/index.php?tev=7&termek=6018 - A várható interpoláció folyamatos forgácsolási ideje meg foglya haladni az 1 HETET! (extrém nagy felület +nem alkalmi egyszeri interpolációs feldatról van szó: sok hasonló munkám van a jövőben) - Z tengellyel szeretném nagyolni a habot, fentről lefelé haladva az interpolációval. (különböző statikai és technológiai okok miatt) - Az XY tengely nagyolás alatt többnyire áll, a Z tengelyem extra gyors. - A Z tengellyel a nagyolás fentről lefelé forgácsolással történik, de ne jöjjön vissza felülre (vissza) ÜRESJÁRATBAN FEL a Z tengely! hanem mozduljon el lent és felfelé IS forgácsoljon! (Z tengely felfelé és lefelé is egyaránt forgácsol nagyolásnál) - A 3D marrandó forma: nagméretű hajótestek alsó héjai ...MACH kompatibilis CAM-et keresek, ami a Z tengelyen mindkét irányban forgácsoló nagyolást képes generálni software-s úton 3D formára. @előre is köszi /hortobagyi@videotunes.hu |
|
| © Hortobagyi | 2008. máj. 15. 21:29 | Válasz | #1821 |
|
ÜDV,
alkalmi Mach software oktatási munka-kérés: MACH3 tapasztalt oktató embert keresnék 3D marás témakörben. feladat: Software főbb elemeinek elmagyarázása 2 fő melósnak (melósok láttak már CNC gépet:EMCO P7000, 3DSS, Hunor stb... ) megbízás összefoglalva: informatikai és CNC jártas emberek gyorstalpaló átképzése Mach-ra, kb 2 napos helyszíni oktatás keretein belül. megjegyzés: időhiány miatt, sürgősségi munkák miatt kezdeményezem külső szakértő-oktató bevonását. fizettség: megállapodás szerint helyszín: Budapest gép: 3axis 3D CNC Maró (már müködő gép) contact: +36.30.375.06.01 hortobagyi@videotunes.hu |
|
|
|
2008. máj. 15. 21:26 | Válasz | #1820 |
|
hali, a kért kép.
Köszike.A beállítások |
|
| © svejk | 2008. máj. 15. 20:55 | Válasz | #1819 |
|
100% kedvezmény jó
lesz?
Küldj magánba egy postacímet és küldök 2-őt ingyen. De nem fenékig tejfel mert a csapágyakat cserélni kell:( |
|
| © Rinaldo | 2008. máj. 15. 19:59 | Válasz | #1818 |
|
Ennyivel nincs
elintézve, a következő talin extra kedvezményt kérek az uj
generációs emelt feszültségű orosz juhnyíró motor vásárlásakor.
|
|
| © svejk | 2008. máj. 15. 17:36 | Válasz | #1817 |
|
Még ilyet!!
Eddig fel se tünt a revers gomb :( Biztos jól elolvastam a kézikönyvet :) Ezer köszönet a felvilágosításért! |
|
| © Rinaldo | 2008. máj. 15. 17:29 | Válasz | #1816 |
|
Ha egy megmunkálást
feed hold-dal állítunk meg a rewers run-nal elindul hátra felé a
megmunkálás ha újra fh és start akkor meg előre ismét.
|
|
| © svejk | 2008. máj. 15. 16:12 | Válasz | #1815 |
|
hogy ? mi?
tehát F/h esetén vissza tudok lépni pár sort és onnan kezdi? ha addig élek mint a teknősbéka akkor sem fogom kiismerni ezt(sajnos nem csak ezt) a progit |
|
| © Motoros | 2008. máj. 15. 15:28 | Válasz | #1814 |
|
Sziasztok!
Nem találom az uj Machban a többmenetes marás gombjait. Kihagyták, vagy mi a csoda, esetleg a varázslóba tették? |
|
| © Rinaldo | 2008. máj. 15. 11:38 | Válasz | #1813 |
|
És ha F/H állítod meg
visszafelé is tud menni a kódban..:-)
|
|
| © Rinaldo | 2008. máj. 15. 11:35 | Válasz | #1812 |
|
Látni kellene a mach3
beállításaidat, készíts print/scrent a fontosabb beállítási
oldalakról, kűld át és ha tudok segítek. Esetleg egy kódsor is
jöhet.Valamikor esti órákban tudok ......
|
|
| © svejk | 2008. máj. 15. 11:09 | Válasz | #1811 |
|
nincs véletlen G61 a
G-ódodban?
|
|
|
|
2008. máj. 15. 10:34 | Válasz | #1810 |
|
Ha már itt vagytok....
Hol a fenében, és mit kellene állítanom, hogy a habvágóm ne úgy menjen Mach 3 alatt mint egy traktor....? ( Mach 2-vel tök jó.) Kapcsolgatatom a CV modot, de sokkal jobb nem lett... Rázkódik, vergődik íveknél darabonként újra gyorsolnak a motorok.
|
|
| © svejk | 2008. máj. 15. 09:39 | Válasz | #1809 |
|
Jééé, valóban..
És mindkét gomb után tudja folytatni onnan ahonnan abbahagyta. Ez érdekes.. Akkor viszont nem látom értelmét a stop gombnak. vagy megállítom a feed holddal és tudom folytatni, vagy ha baj van leállítom az emergency stoppal,akkor már úgy is mindegy... |
|
| © Rinaldo | 2008. máj. 15. 09:08 | Válasz | #1808 |
|
Hogy van-e ilyen
funkció abban nem vagyok biztos de a FEED HOLD (space) talán
segítségre lehet..
|
|
| © svejk | 2008. máj. 15. 08:46 | Válasz | #1807 |
|
Sziasztok Mach guruk!
Hol a túróba lehet azt beállítani, hogy ha megnyomom a stop gombot menet közben (NEM az emrgency stop!), akkor a gépezet a motortuningban megadott gyorsulással áljon le és ne azonnal vegye el a step jeleket? |
|
| © Szigma | 2008. máj. 09. 00:02 | Válasz | #1806 |
|
Az R2.63-as verzió.
Installfájl mérete 25 736 924.
Egyébként most látom, hogy ez nem is a legfrisebb, mert van R3.039-es is. Ugyan mindegyiket kb. 2-3 hete töltöttem le, de éppen azért nem a legfrissebbet tettem fel, mert azt hiszem az volt az ami még csak teszt verzió, és nem akartam, hogy ne én szívjak a hibáival. Úgy látszik mellé fogtam. Ki fogom próbálni azért ezt is, és ha az is rossz, akkor egy régebbi verziót. Esetleg ha a lányom hajlandó lesz lefordítani angolra, akkor írok a cégnek is. Ez így használhatatlan, mert bármikor szükség lehet megállítani és utána folytatni a programot. Nem is értem mihez nyúltak hozzá, hogy egy ilyen hibát sikerült belevinni egy régebben ebben a részben jól működő programba. |
|
| © psychobilly | 2008. máj. 08. 23:15 | Válasz | #1805 |
|
Melyik verziója volt
pontosan "rossz"?
|
|
| © Merkel Géza | 2008. máj. 08. 22:46 | Válasz | #1804 |
|
30 éves programozási
gyakorlattal a hátam mögött én is helyesen tudnám lekezelni ezt a
problémát. Sőt, ilyen durva hiba nálam elő sem fordulna mert az
alprogramokból való ki és belépésekre a tesztelés során különösen
nagy gondot fordítok. UI. annakidején szívtam én is elég sokat a
saját programjaimban ezzel a problémával. Pl ha egy alprogramban
használt makró elrontotta az általam előzetesen a visszatérési címre
beállított regisztertartalmakat.
|
|
| © Szigma | 2008. máj. 08. 21:33 | Válasz | #1803 |
|
Szerintem nem egészen
természetes, mert ha én írnék ilyen programot, akkor a
félbeszakított utasítást folytatnám, az annak megfelelő
paraméterekkel. A G0 Y..-nál pedig a sebesség nem az utolsó F..,
hanem a gyorsjárat szerintinek kell lenni.
Egyébként licensz nélkül is lehet panaszkodni, mert egyrészt szabadon letölthető az oldalukról, másrészt meg gondolom örülnek ha valaki kiszúr egy ilyen hibát. (én legalábbis ilyen esetben nem azt nézném, hogy van-e licensze a panaszkodónak. Sőt talán még adnék neki ingyen is. |
|
| © Szigma | 2008. máj. 08. 21:27 | Válasz | #1802 |
|
Köszönöm, biztató, hogy
a régebbi verzók jók.
Én most használom ezt a progit előszőr, most készültem el a gépemmel, így gondoltam a legfrisebb verziót rakom fel. Kipróbálok egy régebbit. Azért én nem nevezném ezt a hibát PITI-nek. Vagy vannak ennél komolyabbak is ?? Még szerencse, hogy nem rontottam el emiatt semmit, mert kezdőként előszőr szerszám nélkül kisérletezgettem csak. Mindenesetre köszönöm a hasznos tanácsodat. |
|
| © Merkel Géza | 2008. máj. 08. 21:15 | Válasz | #1801 |
|
A MACH3 első reakciója
természetes, hiszen az ujraindításkor a legutolsó előtolás (F) érték
a hatásos. Az azonban, hogy a szubrutinból rossz helyre tér vissza a Cycle Start-nál az már súlyos programhiba. Hiányzik a logikából a tényleges aktuális cím megörzése és a ciklus becsületes lekezelése. Lineáris progi esetén ezért jól tér vissza, de a szubrutinnál már nem. Akinek van licenze, az panaszkodjon! |
|
| © Hunka Tibor | 2008. máj. 08. 16:52 | Válasz | #1800 |
|
Ez PITI hiba , én évek
ota használom ez csak a legutobbi verzioban van benne , ezért ne
térj át másik progira .
|
|
| © Szigma | 2008. máj. 08. 16:14 | Válasz | #1799 |
|
Ezek szerint nem csak
engem örvendeztet meg a Mach3 ilyenekkel. A program első sorában
csak komment van, de az első olyan sorban amiben utasítás van, abban
sincs M utasítás. Esetleg az első M49-et tegyem át másik sorba ?
Ez azért elég durva hiba. Érdemes írni a cégnek, foglalkoznak vele ? Esetleg érdemesebb más programot használni ? Még nem vettem licenszet hozzá, de ha ilyen kapitális hibái vannak, akkor nem is fogok. |
|
| © Hunka Tibor | 2008. máj. 08. 16:00 | Válasz | #1798 |
|
TÖRÖLD a program elsö
sorábol a M utasitást nekem ez jött be
|
|
| © Szigma | 2008. máj. 08. 14:26 | Válasz | #1797 |
|
A következő gondom van:
A mach3 (kb. 2 hetes verziója) éppen egy alprogramban fut (program
run képernyővel), ami 9 db furatot csinál, és a 3. furatnál tart ,
egy G0 Y80 utasításban (relatív éretmegadásban) még a mozgás elején,
amikor nyomok egy "Feed Hold"-ot. A gép megáll, pl. kicserélem a
törött fúrót, majd nyomok egy "Cycle Start"-t.
Az egyik problémám, hogy ekkor nem gyors mozgással folytatja a méretre állást hanem az előtolás egészen lassújával. Ez miért van ? Ez persze a kisebbik baj, mert csak tetű lassú, de beáll a jó pozicióba. A sokkal nagyobb baj, hogy ezután mikor az alprogram végén elkövetkezik az M99 visszatérés utasítás, akkor rossz helyre tér vissza. Nem a hívás utáni utasításra, hanem az éppen végrehajtott alprogram belsejébe valahova. Ezután persze teljes rossz dolgokat csinálna, ha hagynám. Ez katasztrófális hiba ! Talákozott már valaki evvel? Mi az orvosság erre a gondra? A program biztosan jó, mert ha nem állítom le menet közben, akkor minden rendben jól csinál. |
|
| © Motoros | 2008. máj. 08. 08:00 | Válasz | #1796 |
|
Az igaz hogy a cncgraf
Dos-os és van grafikája, de sajnos a G kódot nem futtatja ablakban,
szerkeszthető módon mint a Mach vagy a Tcnc.
Igaz hogy beolvassa és grafikává konvertálja amit még szerkeszteni is lehet és kimarni is természetesen, de belebuherálni direkbe nem. Bár ez lehet hogy semmilyen hátrányt nem jelent. Különben nagyjából ismerem a Machot de főleg a Tcnc-t de most szeretném jobban kiismerni a cncgrafot használhatóság szempontjából, mert nagyon teccik :)) |
|
| © nagaoka | 2008. máj. 07. 23:38 | Válasz | #1795 |
|
Géza!
A cncgraf nem tudja mind a kettőt? Az DOS-os és van szerszámpálya is ,vagy rosszul tudom? |
|
| © Merkel Géza | 2008. máj. 07. 23:15 | Válasz | #1794 |
|
A MACH3 Gkód
aritmetikája több mint szar! Pláne ha ősszehasonlítod a TURBOCNC
nevü progitval, amelyben a gkóddal szinte mágikus trükköket lehet
csinálni. Sajnos az meg DOS-os program, szerszámpálya rajzolás
nélkül. Én ezért gyakran használom a TURBOCNC és a CNCSIMULATOR
párost. Jó lenne, ha ezek a progik egybe lennének gyúrva....
|
|
| © Szigma | 2008. máj. 07. 00:17 | Válasz | #1793 |
|
A kérdésem első felére
nagy nehezen megtaláltam a választ. Hát mit mondjak, nem vitték
túlzásba a paraméter megnézés lehetőségét.
A másik felére még várom a választ a tapasztaltabbaktól. Köszönöm |
|
| © Szigma | 2008. máj. 06. 22:05 | Válasz | #1792 |
|
Újabb kérdésem van a
Mach3-al kapcsolatban.
A msgyar doku 123. oldalán (10.7.12.2 pont, egyenes tapintó G kódjánál) van egy példaprogram ami a mérés és számítás eredményét beteszi egy paraméterbe. A kérdésem az, hogy egy tetszőleges paraméter aktuális értékét hogy tudom megnézni ? Ki lehet iratni valahogy a képernyőre ? Másik kérdésem, hogy az 5161 alatti paramétereket teljesen szabadon használhatom, vagy vannak amiket valamiért nem ? |
|
| © Szigma | 2008. máj. 04. 18:47 | Válasz | #1791 |
|
Köszönöm szépen,
megtaláltam már az előző válaszod alapján. Pusztán érdekességként
írtam, hogy a dokuban nincs benne.
|
|
| © Merkel Géza | 2008. máj. 04. 14:40 | Válasz | #1790 |
|
AProgram Run (a fő)
képeryő közepén felül, ahol az egyes tengelyek koordinátaadatait
mutatja a gép alul vannak különböző vezérlőgombok(<OFFLINE>, <GOTO
Z>, <TO GO>,<machine coords> és a <SOFT LIMITS>). ezt az utolsó
gombot kell be ill kikapcsolnod ahhoz, hogy a progi a configban
beállított un. finom tengelyhatárokat figyelembevegye. Ha ez a
kapcsoló aktív (zöld keretű) , akkor a megadott határadataidat a
progi lekezeli hacsak azok nem mutatnak túl a géped végállásokkal
behatárolt korlátain. Ezért célszerű a soft limit értékeket néhány
milajjal a "fizikai kocc" alá definiálni. De ezt még a magyar nyelvű
leírás is részletezi. Good luck by using MACH3!
|
|
| © Hunka Tibor | 2008. máj. 04. 12:03 | Válasz | #1789 |
| © Szigma | 2008. máj. 03. 18:24 | Válasz | #1788 |
|
Nagyon köszönöm Géza.
Most hogy újra megnéztem a magyar leírást látom, hogy ott is le van
írva, csak az nincs ott, hogy a soft limit gomb hol található.
Hiába, minden kezdet nehéz. Úgy látszik elfáradtam a gép építésében és már kicsit türelmetlen vagyok, nem olvasom elég alaposan a leírást. Remélem lassan belejövök a dologba. |
|
| © Szigma | 2008. máj. 03. 18:13 | Válasz | #1787 |
|
Nem egészen felesleges,
mint azt 1786-ban Géza is írja.
Bocsánat, hogy ezt a topikot nem olvastam el visszamenőleg, de az utóbbi napokban sok más topikot végigolvastam és már nagyon fáradt voltam a sokezer hozzászólás olvasásától. A tanácsot azért köszönöm, sikerült megtalálni a válasz a kérdésemre. |
|
| © Merkel Géza | 2008. máj. 03. 13:51 | Válasz | #1786 |
|
Hello Szigma!
A fő (program run) képernyőn le kell nyomni a <soft limits> billentyűt ahhoz, hogy a Configban beállított limit értékeket a progi használja. Ez egy jó lehetőség ui. a soft limit értékek dinamikusan változtathatók, a beépített végálláskapcsolók helyzete azonban általában nem... |
|
| © D.Laci | 2008. máj. 03. 11:17 | Válasz | #1785 |
|
"milyen határok között
mozgassa a tengelyt"
ha van végállás kapcsolód akkor szerintem felesleges ilyennel vesződni. "Másik kérdésem: a Jog módnál hogyan lehet beállítani a mozgás sebességét? " tul sokat ne olvas mert még megárt :) itt a 1684-1703 -ig ha vissza olvasol talán megtalálod a vállaszt |
|
| © Szigma | 2008. máj. 03. 10:30 | Válasz | #1784 |
|
Üdvözletem mindenkinek
ezen a fórumon.
Új tag vagyok itt, és most élesztgetem a gépemet. A következő gondom van a Mach3-al: A Config->Homing/Limits ablakban lehetne beállítani, hogy a szoftver milyen határok között mozgassa a tengelyt. No én írhatok bármit a Soft Min és Soft Max oszlopba ennek semmi hatása sincs. A tengely mindíg a végálláskapcsolókig mozog. Mit kell még beállítani, hogy ez tényleg működjön ? Másik kérdésem: a Jog módnál hogyan lehet beállítani a mozgás sebességét? A leírás a Mach2-re vonatkozik de a Mach3 egészen más már, és nem tudok rájönni, hogy hol lehet a mozgás sebességét beállítani. Tud valaki segíteni nekem? |
|
| © Egyújabbgépépítő | 2008. ápr. 30. 11:40 | Válasz | #1783 |
|
Átmentem a nechanikai
ötletekbe.
|
|
| © svejk | 2008. ápr. 29. 22:33 | Válasz | #1782 |
|
Egyébként érdekes, hogy
csak rajtam keresztül kb. 120-130 db. EC motor van a hobbysták
birtokában és Te vagy a második H.Józsi után, aki gépet építettél
vele.
Úgy látszik spájzolósak vagyunk, vagy várjuk míg valaki kikísérletezi/megcsinálja a tuti megoldást :) |
|
| © svejk | 2008. ápr. 29. 22:01 | Válasz | #1781 |
|
Na! Ez jó hír.
Csinálj fotót a moci felfogatásáról és az áttételről is ha nem gond! Gyári, új fogazottkerék-szíj, vagy "szedett- vedett"? Mennyibe fájt az áttétel? Írásodból ítélve tehát nem tapasztaltál negatívumot a bagoly impulzushozzáadásából. |
|
| © Hunka Tibor | 2008. ápr. 29. 19:36 | Válasz | #1780 |
|
VÁROM !!
|
|
| © Egyújabbgépépítő | 2008. ápr. 29. 18:59 | Válasz | #1779 |
|
Szóval végül
beállítottam a kétszerezést. Megfogadva a tanácsokat kívülről
indítom a marást, így már nem látszik a kezdet és a vég. A MACH át
van állítva CV üzemmódra, mivel 1000 mm/ss a gyorsítás, nem kerekíti
le a sarkokat a MACH.
Ezzel a beállítással megy a 4000mm/perces sebesség, meg vagyok elégedve az EC240-ekkel. A pontosságot már nem igazán tudom ellenőrizni, digitális tolómérővel 3-4 század eltérés van, de ez változik ha megtörlöm a felületet. Megpróbálok videót is králni. |
|
| © tomasz | 2008. ápr. 26. 12:41 | Válasz | #1778 |
|
A ki-be lepesi pont
mindig megfog latszani a munkadarabon...leven a szerszam-anyag
erintkezes rugalmas deformacio...
Kivedeni ugy lehet,hogy kulon mar az anyagban torteno rafutas/kifutast IS programozva van a konturhoz. |
|
| © Egyújabbgépépítő | 2008. ápr. 25. 09:00 | Válasz | #1777 |
|
Sajnos csak esténként
van időm foglalkozni vele. Elsőre szeretném beállítani a rendszert
hogy lehessen valami kézzelfogható darabot kimarni vele, és a
végeredmény alapján megitélni arendszert.
2 es alu lemezből marok kör alakú érméket próba képpen. Ami most fejtörést okoz, látszik a kör kezdő pontja. Valószínűleg a szervó beállási sebessége okozza, ezt próbálom minimalizálni a szervó vezérlő és a MACH különböző beállításaival. Nem túl gyors feladat. |
|
| © svejk | 2008. ápr. 24. 20:54 | Válasz | #1776 |
|
No!? Semmi
kézzelfogható eredmény?
|
|
| © svejk | 2008. ápr. 23. 16:21 | Válasz | #1775 |
|
Igen, tesztelj!
Csak azt vedd mindig figyelembe hogy a plusszolással a felbontás csökken és úgy érzi az ember mintha rosszabbodott volna a helyzet. De ez természetes dolog, és az is hogy a pid-et is hozzá kell állítani. Az igazi az lenne ha lenne egy kisebb encodered és össze tudnád azzal az üzemmmóddal hasonlítani. De ez ugye elég macerás. |
|
| © Egyújabbgépépítő | 2008. ápr. 23. 16:12 | Válasz | #1774 |
|
Igen azt hiszem jól
látod, az történik hogy nem 1, hanem 2, 3, stb kerül a
step-jeltárolóba. Lehet hogy ok nélkül idegenkedek ettől a
megoldástól, még el kell végezni néhány próbát.
|
|
| © svejk | 2008. ápr. 23. 14:13 | Válasz | #1773 |
|
Nekem nincs uhu-m csak
okoskodok....
A felplusszolást szerintem nem úgy kell érteni mint a geckonál hogy fizikailag kap még x impulzust a bemenet, hanem egyszerűen a step-jeltárolóba nem +1-et ír hanem mondjuk +3-at. tehát az encodernek is 3 incrementet kell mozdulnia. Ez megegyezik azzal mintha az encodertárcsát csökkentetted volna. A geckonál teljesen más a helyzet ott fizikailag meg kell csinálni a pl. 3 impulzust a bemeneten és azt nem lehet végtelen rövid idő alatt így ezért inkább elosztotta a fickó egy pll-es áramkörrel. |
|
| © svejk | 2008. ápr. 23. 13:59 | Válasz | #1772 |
|
És ez a "felplusszolás"
érezhető is fizikailag a mozgásnál?
No igen, jobb lenne a nagyobb felbontás de sajnos ez a kis proci sem birná a számolást egy adott értéken túl. Tehát nem csak a mach lenne kevés. |
|
| © Egyújabbgépépítő | 2008. ápr. 23. 13:44 | Válasz | #1771 |
|
Teljessen igazad van ez
a felbontás nevetséges és szükségtelen. A bagoly nem szoroz hanem
hozzáad lépéseket. Próbáltam már több variációt is, ha már csak 1 a
hozzáadott impulzusok száma már megy a MACH. Nekem az nem tetszik
hogy nem egyenletessen osztja el a plussz lépéseket hanem a bejövőt
egyszerűen felplusszolja. Olvastam egy olyan véleményt hogy az
tervezett felbontásnál 1 nagyságrendel nagyobb encoder felbontással
érdemes dolgozni a beállási lengések miatt. Hát most ezen
gondolkodom és persze próbálok teszteket végezni.
|
|
| © svejk | 2008. ápr. 23. 13:34 | Válasz | #1770 |
|
De ebből kifolyólag a
mostani 0.00065 mmm-es felbontást kicsit erősnek találom egy házi
építésű mechanikán.
Persze nem baj csak talán felesleges. |
|
| © svejk | 2008. ápr. 23. 13:31 | Válasz | #1769 |
|
A prociban szoftveresen
bármit megoldhat bárhogy, csak a végeredmény számít.
Ha kipróbálod kíváncsi lennék az erdményre... Az ugye természetes hogy durvább lesz a szabályozás, olyan mintha kisebb felbontású encodertárcsát raknál fel. |
|
| © svejk | 2008. ápr. 23. 13:23 | Válasz | #1768 |
|
Tényleg multipliert
ír...
Kipróbáltad? Mi a jelenség mondjuk 3-as többszörözésnél ami nem tetszik? Attól hogy multipliernek hívja, lehet mégis az encoder jelét osztja le. Elvileg az az egyszerűbb.. |
|
| © Egyújabbgépépítő | 2008. ápr. 23. 13:00 | Válasz | #1767 |
|
Az eleje ! helyett 4
|
|
| © Egyújabbgépépítő | 2008. ápr. 23. 13:00 | Válasz | #1766 |
|
!-es orsóm van 1:3
áttétel. Nincs szükség ekkora pontosságra de a bagolynál nem lehet
levenni az encoder felbontását.
Próbáltam a lehető legkevesebb időbefektetéssel megoldani a kérdést, ezért használom az UHU-t. De már látszik hogy lépni kell valamerre. Meglepet a MACH problémája, jobbanmondva nem gondoltam hogy ilyen erős gép kell hozzá, nagyobb sebességhez már csúcskategória. |
|
| © svejk | 2008. ápr. 23. 12:36 | Válasz | #1765 |
|
Ha jól sejtem, lehet
vagy 5-ös emelkedésű orsód és a motorál vagy 1:4-es áttétel, hogy
100kHz kell a 4000mm/perces sebességhez.
Nem engedhető meg az encoderfelbontás csökkentése? Kell ez a pontosság? |
|
| © Egyújabbgépépítő | 2008. ápr. 23. 10:41 | Válasz | #1764 |
|
Igen a Bagoly nem
szoroz hanem hozzáad. M1 nél tartok jobbanmondva tartottam. Inkább a
sebességet vettem le. Valamiért idegenkedem a bemenőimpulzusok
felplusszolásától.
|
|
| © HJózsi | 2008. ápr. 23. 10:35 | Válasz | #1763 |
|
Aha ... A bagolynál
M=1-et állítottam, ez nálam elég volt. Az M annyi plusz léptető
pulzust ad ki az alaphoz, amekkore számot beírunk... A tápod elég
erős?
|
|
| © Egyújabbgépépítő | 2008. ápr. 23. 10:19 | Válasz | #1762 |
|
Igen ezt kellet tennem.
A motortuningnál jelentőssen le kellet venni a sebességet ahhoz hogy
2 tengely eggyüttes mozgásánál ne rángasson (G0). A máik út a
bagolynál szorzást beállítani mert így már nem kell a MACH-nak max
frekin mennie. Csak én még nem barátkoztam meg a szorzással.
|
|
| © HJózsi | 2008. ápr. 23. 10:09 | Válasz | #1761 |
|
Egy dolgot észrevettem
főorsónál (én azt is step/dir vezérlem), ha a motor tuning max
fordulatszáma és a spindle pulleys max fordulatszáma számjegyre
megegyezik, akkor max sebességen bejön egy rángatás. A spindle
pulleys-nél minimálisan csökkentve a max értéket, a hiba megszűnik.
A tengelyeknél próbálj a motortuningban a lehetséges max értéknél
kisebbet beállítani ... talán...(?)
|
|
| © Hunka Tibor | 2008. ápr. 09. 20:46 | Válasz | #1760 |
|
Sypolni sokáig nem
fogok !! Gépem meghalt .
|
|
| © Merkel Géza | 2008. ápr. 09. 20:42 | Válasz | #1759 |
|
Elnézést! Úgy értem,
hogy a nekem nem megfelelő Gkódu progit "adjusztálom" ílymódon.
|
|
| © Merkel Géza | 2008. ápr. 09. 20:41 | Válasz | #1758 |
|
Én ezt "hülyézésnek"
nevezem és gyakran csinálom. Vagy úgy, hogy Edit módban egy köztes
betü (pl. W) használatával lecserélek minden X-et W-re. Ezután
minden Y-ont X-re cserélek. Majd végül az összes W-t Y-ra cserélem.
Ha bonyolultabb cserére is szükségem van, vagy a 4. ill. 5. tengelyt
is munkába kell fognom akkor ehhez egy un. "Gkód hülyéző" progit
írok...
|
|
| © Szám Attila | 2008. ápr. 08. 22:21 | Válasz | #1757 |
|
Sziasztok!
Meg lehet azt csinálni a Mach-ban, hogy felcserélem az X és Y tengelyeket? ( Nem a "ports and pins" menüben, mert azt tudom).Ha igen, hol? Eddig nem találtam meg. |
|
| © lorant | 2008. feb. 14. 14:01 | Válasz | #1756 |
|
Lehetett, ha jól
emlékszem nem a numerikus billentyuzeten, de át kellett váltanom
angolra és az egyenloség jel (legalábbis a szlovákon) volt a mínusz.
|
|
| © Szedlay Pál | 2008. feb. 14. 06:54 | Válasz | #1755 |
|
Hardveres kártya Mach3
alá.
100% eladó és küldi Mo.-ra is. http://cgi.ebay.com/GALIL-MOTION-CONTROL-4-AXIS-PCI-DMC-1840-DMC1840-Rev-E_W0QQitemZ180215378585QQihZ008QQcategoryZ71395QQssPageNameZWDVWQQrdZ1QQcmdZViewItem |
|
| © HJózsi | 2008. feb. 13. 21:25 | Válasz | #1754 |
|
Sajnos ez az asztali
gépemen, és fut rajta vírusvédő skype, tűzfal, böngésző ... A proci
egy 3.2GHz P4 Hyperthreading ... Jobb mint a dual core-al a driver
teszt...
|
|
|
|
2008. feb. 13. 15:20 | Válasz | #1753 |
|
Ritka szép vonalad
van!!!
Ezt én is kipróbálom... |
|
| © HJózsi | 2008. feb. 13. 13:41 | Válasz | #1752 |
|
YES!
|
|
| © aszbolit | 2008. feb. 13. 13:15 | Válasz | #1751 |
|
Az ismert, meglevo
hibakat lecsereljuk uj, ismeretlen hibakra...
|
|
| © HJózsi | 2008. feb. 13. 12:53 | Válasz | #1750 |
|
Szoftvernél abban
hiszek, hogy az újabb verzió az jobb, többet tud ...
jó... persze ... mindenre van
cáfolat ... |
|
| © Hunka Tibor | 2008. feb. 13. 11:09 | Válasz | #1749 |
|
FELRAKTAM és láss
csodát a Z mozgatás grafikusan is megjelenik , NAGYON PROKTIKUS .
Valaki találkozott azzal a broblámával , hogy a Z irányu eltolásnál nem lehetett NEGATIV értéket állitani mert nekem az elözzö verzioval ez volt a gondom . |
|
| © HJózsi | 2008. feb. 13. 01:31 | Válasz | #1748 |
|
Megjelent/feltelepítettem a Mach3Mach3 Dev. Update R3.035 (letöltés),
a driver teszt mintha megújult volna :

Frissült az R2-es is Mach2 R2.63 (Release LockDown) A változások listája : ... |
|
| © HJózsi | 2008. feb. 01. 12:11 | Válasz | #1747 |
|
Be kell jelentkezni ...
a lényeg ez :
Standard Hotkeys Functions within Mach 3 can be controlled by keyboard combinations. These keys are defined in two ways. In the Config>System Hotkeys menu. In the screenset you have loaded. For traditional Mach screensets (i.e. .SET, .SSET, .LSET files) you can use the ScreenTweak utility (Rev C1 onwards) to display (and copy via the clipboard to an editor) the codes on a given screen or for the whole screenset. The utility can be downloaded from here Usage: (a) Load a screen set (b) Click Edit all Controls (or for a single screen select the screen you want to view in the list and click Control Edit) (c) Click View Hotkeys You can cut and paste elsewhere (e.g. Notepad) from the screen if you want a printout. Note the warning about the labels on non US/UK keybords. The codes are from the physical position of the key not via the codetable. |
|
| © HJózsi | 2008. feb. 01. 12:09 | Válasz | #1746 |
| © HJózsi | 2008. feb. 01. 12:08 | Válasz | #1745 |
|
Nem 1szerü ... ez pl
kellhet hozzá :
ScreenTweak utility ( Rev C2)
Nézz meg egy eredeti screan setet abban hogy van és rájössz hogy kell amit szeretnél... Lehet, hogy alapban benne van, de hát a Mach q*va jól dokumentált, még helpje sincsen ilyen alapvető dolgokra ... keresgélhetsz a világban ...
|
|
| © mechanikus | 2008. feb. 01. 08:03 | Válasz | #1744 |
|
Szia István!
Ez nem értelmezhető számomra. Béna vagyok! Nem értem, hogy a "végrehajtás" nevü gombot, amit csak egérrel tudok elérni, hogyan kössem össze pld. egy billenzyűvel!? |
|
| © bajusz | 2008. jan. 31. 19:19 | Válasz | #1743 |
|
közben ki mentem és meg
néztem a motortuning nem volt el álítva viszont a kernel csak 25 khz
volt 45 khz helyet most már ok
köszi bajusz |
|
|
|
2008. jan. 31. 19:00 | Válasz | #1742 |
|
Nézd végig a
motortuningnál a velocity beállítást (fogd meg a potit és le-fel
mozdítva beáll a max sebességre)!
mindegyik tengelynél! Ha nem segít, akkor passz... |
|
| © bajusz | 2008. jan. 31. 18:57 | Válasz | #1741 |
|
nem semmi hasonló
a vicc az egészben hogy 1 éve nem álítottam semmin egyszer csak elkezdte |
|
|
|
2008. jan. 31. 18:34 | Válasz | #1740 |
|
Én ilyenkor
tapasztaltam ilyett!
|
|
|
|
2008. jan. 31. 18:28 | Válasz | #1739 |
|
Indításkor nem kiabál,
hogy a Kernel sebességhez képest 1-2 motor nagyobb max sebességre
van állítva (motor tuning)???
Ha igen, vedd vissza a max sebességre minden motort! |
|
| © bajusz | 2008. jan. 31. 14:56 | Válasz | #1738 |
|
üdv
A következő problémám van ha az x távolabb van mint 200 mm a nulponttól akkor a home vagy a g0 x0 utasításra nem tér vissza hanem meg áll előtte és csak ujjabb home gombra ál be 0 ra Ha 500 mm akkor elöször meg áll 160 körul utánna 50 körül és csak harmadjára áll be nullára mi lehet a probléma? Már két napja szivat és nem tudok rájönni mi a kinja. Ja lehuzzott lpt csatlakozóval is. |
|
| © Rinaldo | 2008. jan. 30. 14:15 | Válasz | #1737 |
|
A lentebb említett
verzió help könyvtárában benne vannak a meghatározások nem is kevés
de mégsem működik.Telepítettem egy másik környezetbe és ottsem
ok.Természetesen ez nem egetverő probléma csak kíváncsi voltam
másoknál müködik-e és csak nálam nem?Egy korábbi Mach verzió is van
a gépen abban működik hibátlanul...
Talán azok számára lehet ez segítség egyébként akik most ismerkednek a mach-al.Egy részben magyarított help.txt-t kiraktam a felhasználók mappáiba.Aki szeretné esetleg folytatni, kiegészíteni az írja felül a txt-t.. |
|
| © tyutyi | 2008. jan. 29. 17:48 | Válasz | #1736 |
|
Nekem előjött múltkor,
azt hittem, hogy hanyattesek.
Én szeretem a MACH-et, de a windows-os "segítőket" már kevésbé... |
|
|
|
2008. jan. 29. 15:52 | Válasz | #1735 |
|
Csak a főbb dolgoknál.
Csicsa, még nem hasznos..
|
|
| © Rinaldo | 2008. jan. 29. 08:43 | Válasz | #1734 |
|
A Mach3 R3.00-at
használóktól kérdezném, hogy működik-e nekik a Merlin súgó??
|
|
| © mechanikus | 2008. jan. 29. 06:30 | Válasz | #1733 |
|
Köszönöm István!
|
|
| © vbodi | 2008. jan. 28. 21:36 | Válasz | #1732 |
|
Péter!
Van valamilyen negatív tapasztalatod a Mach3 progival,hogy ilyen mereven elzárkózol tőle? |
|
|
|
2008. jan. 28. 15:17 | Válasz | #1731 |
|
OEM Triger - OEM Code
összekapcsolás az input + System Hotkey menüknél! Bármit...
|
|
| © mechanikus | 2008. jan. 27. 15:55 | Válasz | #1730 |
|
Sziasztok!
Meg tudná-e mondani nekem valaki, hogy a "start" és a "stop" gombokat össze lehet-e kapcsolni valamelyik port-al? Konkrétan, külső kapcsolóval szertném ezeket a funkciókat kapcsolni egér helyett. Segítségeteket előre is köszönve: mechanikus |
|
|
|
2008. jan. 24. 19:12 | Válasz | #1729 |
|
A Profi2B-t (Setup)
nézd végig!
Van több féle is. |
|
| © rc | 2008. jan. 24. 16:36 | Válasz | #1728 |
|
István!
A 4 tengelyes magyar felületet honnan lehet letölteni? |
|
|
|
2008. jan. 24. 10:30 | Válasz | #1727 |
|
Akkor ez nekem
"tökmindegy" ... mert Mach nem lesz... marad a step jel sokszorozás
és az állandó kalkuláció sebesség - felbontás ... :)
Végül is ki lehet hozni minden megoldást már 24khz-nől is... csak macerás... De elolvasom! Köszi! |
|
| © Szedlay Pál | 2008. jan. 24. 10:22 | Válasz | #1726 |
|
A Mach-hoz van hozzá
plug-in.
Felteszed és kész. Csatlakoztatsz hozzá egy ICM-1900-as modult bekötöd a kábeleket, és hasít mint a villám. Mivel jól tudsz angolul olvass bele a kézikönybe. http://www.galilmc.com/support/manuals/man1800.pdf Nekem idáig csak pozitív tapasztalataim voltak ezzel a termékkel. Nem megy WinPC-vel. Van hozzá gyári softver is, de ez nagyon húzós. http://www.camsoftcorp.com/ Itt még egy brossúra. http://www.galilmc.com/catalog/cat12_17x0.pdf |
|
| © Szedlay Pál | 2008. jan. 24. 10:14 | Válasz | #1725 |
|
Ez nem 25Khz ez 3Mhz.
itt nem kell azzal bajlódni,
hogy elfogy a frekvencia, milyen az encoder felbontása, kevés vagy sok. |
|
|
|
2008. jan. 24. 10:13 | Válasz | #1724 |
|
3-at nem adsz el belőle
:) marad 5 tengelyhez..
Milyen protokol kapcsolja a Mach-hoz? Máshoz nem jó? pl. WinPC? Mekkora kimenő frekit tud? Írhatnál többet ezekről a vezérlőkről... homály nekem... |
|
| © Szedlay Pál | 2008. jan. 24. 10:05 | Válasz | #1723 |
|
Nem kellett 8 elég lett
volna 5 is.
De ilyet tudtam szerezni, végre olcsón 383$. Az új ára 3195$. Tudom szoftveresen a legolcsóbb, de a kettőt nem lehet egy napon említeni. |
|
| © Hunka Tibor | 2008. jan. 24. 09:47 | Válasz | #1722 |
|
Nagyon durván néz ki
!!és mire lessz a nyolc ??
|
|
| © Szedlay Pál | 2008. jan. 24. 00:42 | Válasz | #1721 |
|
Egy újabb hardver
tulajdonosa lettem 8tengelyes
vezérlő. A másik 3 tengelyes kifogástalanul működik Mach-alatt. 
|
|
| © Szám Attila | 2008. jan. 17. 21:27 | Válasz | #1720 |
|
Köszönöm, hogy
kitértetek részletesen erre a problémára. Túl nagy gyorsítást nem
állíthatsz, mert akkor még egy nagyobb tömegű gép is beremeg a
hirtelen indításoktól és megállításoktól ( kipróbáltam). Exact
Stoppal szép lett az eredmény, csak nagyon lassú és darabos. CV-vel
és lassabb sebességgel talán a legjobb az eredmény. De ezt a CV és
30 fok dolgot még kipróbálom.
CV módban gyors (1500mm/perc esetén):  ugyanez Exact Stop módban :  |
|
| © svejk | 2008. jan. 17. 20:01 | Válasz | #1719 |
|
Tehát akkor minél
nagyobb gyorsítás van beállítva annál kevésbé vágja le a sarkot.
Ez jó mert servonál a gyorsítást elég magas értékűre lehet választani. Adott sebességnél meg kell keresni azt a szöget aminél már elkezd kerekíteni és ezt beírni a setup-ba. Köszi! |
|
|
|
2008. jan. 17. 19:48 | Válasz | #1718 |
|
Fontos, hogy ilyen
beállítás esetén az alap üzemmód CV (állandó sebesség) legyen!
Egyébként úgy van ahogyan © psychobilly írja (helyesen)! |
|
| © svejk | 2008. jan. 17. 19:36 | Válasz | #1717 |
|
Ja, persze a 30 fokos
az nem a hajtűkanyar, igazad van. (az 330 fok ).
|
|
| © psychobilly | 2008. jan. 17. 19:17 | Válasz | #1716 |
|
Ott azt a szöget kell
megadni ami alatt nem kell megálnia. Tehát ha mondjuk beírod a 30-at
akkor ha találkozik egy 15 fokos kanyarral akkor a CV módban
megismert módon nem áll meg hanem ha nem tud elég gyorsítással
elindulni akkor lekerekíti a sarkot. Viszont ha egy 45 vagy 90 fokos
(nagyobb mint 30 :) ) kanyarrral találkozik akkor az Exact Stop
módszert követve megáll a sarkon, legalábbis megvárja még odaér.
Így egyébként a 3D megmunkálás is sima lesz és nem fog ugrálni. |
|
| © svejk | 2008. jan. 17. 19:09 | Válasz | #1715 |
|
Na én ekkor hiányoztam
:)
És itt megadom azt a szöget ami alatt áljon meg, felette befordul az aktuális sebességgel és nem kerekít? Vagy mi a szösz? |
|
| © rc | 2008. jan. 17. 18:42 | Válasz | #1714 |
|
Köszi!
Azt hiszem így minden nebuló is érti. |
|
| © rc | 2008. jan. 17. 18:35 | Válasz | #1713 |
|
Én is küzdök a plazma
vágó tesztelésével.
Még nincs rajta plazma fej, csak egy maró. Azzal csinálok ábrákat farost lemezbe. Na szóval 2D-s körbe marásokkal szépen beállítottam az optimális értékeket, jól csinálja. Ha viszont fába 3D-s marásokat akarok csinálni kis fogás nagy sebességgel olyan darabosan megy, hogy őrület! |
|
| © psychobilly | 2008. jan. 17. 18:31 | Válasz | #1712 |
|
rc:

|
|
| © svejk | 2008. jan. 17. 18:22 | Válasz | #1711 |
|
csevegő #4096
folytatása:
Én ezt a tökéletes megoldást nem találom, ahol írtad ott másról van szó.. Egyébként valóban van hogy néha kimaradnak napok az olvasásban (vagy lehet másban is :( ) |
|
| © rc | 2008. jan. 17. 18:16 | Válasz | #1710 |
|
István! Tibor Zoltán!
Ha hivatkoztok valamilyen beállításra tegyétek már meg, hogy a képernyőt is belinkelitek, hogy lássuk miről beszéltek. Pl. a "Stop CV on angels" sem találom. |
|
| © psychobilly | 2008. jan. 17. 18:08 | Válasz | #1709 |
|
Szevasztok!
A Csevegő szobában volt "Mach3 vs. sarkok" a téma és ehhez szeretném hozzátenni, hogy ha az ember az Exact Stop-ot átkapcsolja Constant Velocity-re akkor van lehetőség megadni x fokot ami fölött megáll. Ez az amit a profi gépeken is be lehet állítani és itt hiányoltátok. Ugyan ott a General Config-ban van jobb oldalon a "CV Control" groupbox-nál: "Stop CV on angles >". Ha mondjuk az ember beír 30 fokot akkor a köröknél nem áll meg viszont a négyzetet nem alakítja körré. Éjjen. De a CV-t G-code-ból is lehet kapcsolgatni, amit egy profibb CAM szoftver meg is tesz. Már megint szídtátok a Mach3-om fejlesztőit, mielőtt körbejártátok volna a témát rendesen :) Üdv.: Tibor Zoltán |
|
| © rc | 2008. jan. 16. 21:08 | Válasz | #1708 |
|
Valamit elállítottam,
mert amikor betöltődik a GC, alig látható olyan kicsi az ábra és nem
is esik középre (jobb felső sarok).
Hol kell beállítani a megjelenítést? |
|
|
|
2008. jan. 14. 22:06 | Válasz | #1707 |
|
Köszönöm! Neked is
Motoros! Már kezdett elsüllyedni a kérdés... :)
|
|
|
|
2008. jan. 14. 20:13 | Válasz | #1706 |
|
Énis így
tesztelgettem...
|
|
| © Motoros | 2008. jan. 14. 19:11 | Válasz | #1705 |
|
Kösz szépen.
Ne tértem át a TCNC-ről a Mach-ra (még), csak ezt a tangenciális követőt szeretném már végra kipróbálni a valóságban is. persze ehez 4 tengelyes vezérlő kéne, de azt találtam ki hogy tesztnek az is jó lesz ha a Z tengelyt kötöm "A"-ra, így már látni lehet mit csinál. A fix vágókés a rugós felületkövetővel már kész van. A rugós felületkövető az fontos mert itt lehet beállítani hogy pont csak az öntapadós fólia felső rétegét vágja át. |
|
|
|
2008. jan. 14. 19:02 | Válasz | #1704 |
|
Mindkét vezérlőtípusnak
vannak saját optimalizált képernyői (3D, 4D, 6D, stb. setupokkal),
de van egy általános 3 tengelyes itt (Profi
V2.1 3D).
|
|
| © Motoros | 2008. jan. 14. 19:00 | Válasz | #1703 |
|
Kösz
|
|
| © Motoros | 2008. jan. 14. 18:59 | Válasz | #1702 |
|
Most nagyon hülye
leszek: hol található a Te képernyőd, a multkor kerestem de nem
találtam. Kösz
|
|
| © D.Laci | 2008. jan. 14. 18:58 | Válasz | #1701 |
|
Nyomj egy Tabulátort
"Tab".
|
|
|
|
2008. jan. 14. 18:57 | Válasz | #1700 |
|
Ha az én képernyőmet
használod akkor tudom, egyébként nem (az Kanadait nem szoktam
használni)!
|
|
| © Motoros | 2008. jan. 14. 18:54 | Válasz | #1699 |
|
Ha már a MACH topikban
vagyunk, tudna valaki válaszolni Balu igen aktuális kérdésére,
kérdezném én is mély tisztelettel?? #1684
" "Ha már a mach3-nál tartunk... Az új mach-ban hol lehet a kézi mozgatás sebességét belőni? Én rátelepitettem a régire így megmaradt a beállítás de most telepítettem egy másik vinyón az újat, és csak maxi gázon megy... A réginél a diagnostics-ban volt, de most ott nincs... Vagy csak kiszúrja a szemem és azért nem találom... "" |
|
|
|
2008. jan. 14. 15:54 | Válasz | #1698 |
|
Hol ezt, hol azt
olvasom. Én úgy értelmezem (szabad fordításban a kínai után), hogy 1
csatornás módban 500 MS/s, kétcsatornás módban 250 MS/s /csatorna.
|
|
|
|
2008. jan. 14. 15:48 | Válasz | #1697 |
|
Ja a jobb oldali
kijelzéseket át tudod szabni (mit, hol jelezzen ki)! Ez is Super!!!
|
|
|
|
2008. jan. 14. 15:47 | Válasz | #1696 |
|
Ez már lassan mérés
topic... :)
A lényeg: MEASURE + F5 + F5 kikapcs, ismét F5. |
|
|
|
2008. jan. 14. 15:45 | Válasz | #1695 |
|
Inkább annyit érdemes
leszürni, hogy a beírt értékek és a valóság mennyire és meddig jár
együtt...
|
|
|
|
2008. jan. 14. 15:44 | Válasz | #1694 |
|
Azok az adatok "csak"
vezérlőket fejlesztőknek érdekes, egyedül a freki lengés lehet
másoknak is izgalma ( mivel ez mutatja mennyire stabil a motor
járása), de ez meg nagyon PC és Win. környezet függő (más Win.
konfig, más alaplap és minden más)!
|
|
| © Hunka Tibor | 2008. jan. 14. 12:36 | Válasz | #1693 |
|
JA JA nem mindenki ért
az elektronikához !!
|
|
| © Szedlay Pál | 2008. jan. 14. 10:30 | Válasz | #1692 |
|
István!
Leírnád röviden, egy hozzá nem értőnek, hogy ezek a gyakorlatban mit jelentenek és hogyan jelentkeznek. Gondolok arra mit csinál a motor másként ezek adatok fügvényében. |
|
|
|
2008. jan. 13. 18:44 | Válasz | #1691 |
|
Ezt a nagy ablakot,
hogy csináltad...? :)
|
|
|
|
2008. jan. 13. 18:43 | Válasz | #1690 |
|
A "kínai könyv szerint"
Ez 500Ms/s-es... ha jól láttam :)
|
|
|
|
2008. jan. 13. 16:48 | Válasz | #1689 |
|
Nagyon tetszik, az,
hogy méri a túllövést és a két élsebességet (fel és lefutót) is!
Viszont a FFT-jével nem igen barátkoztam még meg... |
|
| © svejk | 2008. jan. 13. 16:25 | Válasz | #1688 |
|
ez viszont nagyon
kényelmes mérés és számszerű az igadozás. De jó hogy nekem is van
ilyen szkópom :)
Még alig használtam de már egyre jobban tetszik. össze hasonlítva a tekronix ds210 ével a sávszéleség kivételével sokkal többet tud. igaz az már vagy 10 éves jószág. |
|
| © svejk | 2008. jan. 13. 16:22 | Válasz | #1687 |
|
De elfér a logikai
analizátoron.
25 Khzről tudsz felvenni 7-8 másodpercet és az ki tudod nagyitani úgy hogy akár egy impulzus látszódjon az ablakban. Természetesen ott is van kurzoros mérési lehetőség. Lsd. MiniLA #72 (Ha elindítod a MinaLA progiját a file-t be tudod hívni.) |
|
|
|
2008. jan. 13. 16:14 | Válasz | #1686 |
|
Nálam 75 kHz már 95%
feletti CPU-val megy (közben futott 1-2 progi a háttérben)!
Szerintem azért volt az utólsó nagy ingadozások.
|
|
|
|
2008. jan. 13. 16:12 | Válasz | #1685 |
|
Hírtelen ezt találtam
ki (nem biztos, hogy értelmes...):

Néztem a freki ingadozásokat stabil előtolások alaklmával (fix mozgatások, nem billentyűzetről)! Néhány adat (Sherline off): Alap freki [kHz]- ingadozás [Hz]: Kerner: 45 kHz: 5 - 80 10 - 73 20 - 36 40 - 33 44 - 55 Kerner 75 kHz: 44 - 92 66 - 55 75 - 1.13kHz !!! |
|
|
|
2008. jan. 13. 15:58 | Válasz | #1684 |
|
Ha már a mach3-nál
tartunk... Az új mach-ban hol lehet a kézi mozgatás sebességét
belőni? Én rátelepitettem a régire így megmaradt a beállítás de most
telepítettem egy másik vinyón az újat, és csak maxi gázon megy... A
réginél a diagnostics-ban volt, de most ott nincs... Vagy csak
kiszúrja a szemem és azért nem találom...
|
|
| © HJózsi | 2008. jan. 13. 15:54 | Válasz | #1683 |
|
Valami ügyes mérési
sorozat kellene (sorozatfelvétel...), mert egy ablakban túl sok
pulzus nem fér el úgy, hogy kiértékelhető is legyen ... Valami
enhanced driver test kellene ami nem csak 25kHz-el lövi a pulzusokat
...
|
|
| © svejk | 2008. jan. 13. 15:54 | Válasz | #1682 |
|
A MiniLA-on jól látszik
az egyenetlenség, belinkeltem anno.
|
|
|
|
2008. jan. 13. 15:35 | Válasz | #1681 |
|
Kiagyalok valami
használható mérési stílust erre...
|
|
|
|
2008. jan. 13. 15:32 | Válasz | #1680 |
|
Most megnézhetnéd amit
régen írtam... az impulzusok közötti egyenleteséget 25 Khz-ig és
felette... Az az a kimenteti stabilitásokat...
Esetleg a WinPCNC-n is... |
|
|
|
2008. jan. 13. 15:18 | Válasz | #1679 |
|
Kicsit méregettem a
szkópommal a Mach3 (V3.00) időzítéseit a Motor Tuning beállításai és
a Sherline fügvényében:

Step impulzus Sherline OFF módban: Beállított - tényleges: 0..3 - 3.2uS 4 - 3.8uS ... 30 - 24.8uS Az impulzus szélesség stabil. A Sherline alapból 23.2uS-ról indítja és csak 20 felett emelkedik tovább Pl: 5 - 23.2uS 30 - 30uS Az impulzus szélesség NEM stabil. DIR PRECHANGE változásai: A Sherline mode 23.2uS-ra állítja a Dir előfutását! Sherline nélkül: Beállított érték - valós előváltás: 0...3 - 22.8uS 4 - 26.8uS 5 - 28uS ... 8 - 31.2 uS (ez a max érték) 9 - 23 uS!!! (vissza vált alapra innentől) 10 - 23 uS... |
|
| © HJózsi | 2008. jan. 03. 10:38 | Válasz | #1678 |
|
Y tengely állandó
sebességgel adott pontba majd vissza 0-ba , pl 40mm/perc, Y 150, egy
megoldás G kóddal :
G1 Y150 F40 G1 Y0 Spindle Mac3-ban PortsandPins -> Motor outputs -> Spindle enable pipa, portokat beállítani, lehet, hogy a Step Low Active-t ki kell pipálni ( vagy fordítva ) ... Motor tuning-ban a Spindle-hez a megfelelő értékeket beírni... |
|
| © DNSoft | 2008. jan. 03. 08:20 | Válasz | #1677 |
|
Sziasztok! Tudnátok
segíteni abban, hogy lehet az Y tengelyemet hajtó motrort egy adott
sebességgel forgatni? Spindle port-ot már beállítottam, de nem
forgatja, S10-es parancs utábn sem. Kérlek segítsetek...
|
|
|
|
2007. dec. 28. 19:48 | Válasz | #1676 |
|
Szerintem se! Ha a kés
hegye elég közel van a tengely vonalához, akkor a kis esetleges szög
hiba nem lehet túl kritikus. Egy nagyobb mutató a tengely végén (ami
a kés vágási irányába mutat), elég pontos beállítási lehetőséget
adna a kézi tekerésnél (az X síkkal megeggyezően kellene betekerni)!
|
|
| © Motoros | 2007. dec. 28. 19:35 | Válasz | #1675 |
|
Mielőbb össze kéne
dobni valami működő demo példány és letesztelni élőben
|
|
| © rc | 2007. dec. 28. 19:19 | Válasz | #1674 |
|
A gyári gépemen
pozicionált a kés és szervós így nem kell beállítani.
A léptető motorosnál sem lesz probléma, szemre is be lehet állítani. |
|
| © Motoros | 2007. dec. 28. 19:17 | Válasz | #1673 |
|
Az A tengely motorjának
tengelyének kétvégűnek kell lenni, és a tulvégén egy skálázott
tekerőgomb megoldás lehet. Csak a kés befogónak olyannak kell lenni
hogy a kést egyféleképpen rögzítse (pl legyen egy lapolása)
|
|
| © Motoros | 2007. dec. 28. 19:12 | Válasz | #1672 |
|
Akkor a kapcsoló
megspórolható, viszont kézi irányba tekerés pontosításához valami
trükköt ki lehetne találni. Egyszerű volna ha a kés ofszetes lenne
(zongorakerék) de itt nulla hibájú kés kell ..
Tisztára felizgatott ez az egész, pedig pont ma próbáltam ki az önbeállós forgató nélküli késemet ami szuperűl működik. |
|
|
|
2007. dec. 28. 19:03 | Válasz | #1671 |
|
Ahogyan látni az
ábrából is, a 0°=előre az X mentén, 90°=Y mentén felfelé. Kézzel
mozgattam az A tengelyt ilyenkor egy teljes 360°-os fordulatokat
tett (persze kézzel a kijelzőbe bele lehet írni fokokat, de így is
nehézkes lehet a 0°- korrekció, egyszerübb lehet kézzel a kést
irányba tekerni meló előtt, kikapcsolt motortáppal)!
|
|
|
|
2007. dec. 28. 19:00 | Válasz | #1670 |
|
Ez jogos! Szemre a kis
szögeltéréseket nehéz észre venni.
|
|
| © Motoros | 2007. dec. 28. 18:59 | Válasz | #1669 |
|
Ez tényleg
szuper...kösz.
Viszont itt már mindenképpep erre a tengelyre fel kell tenni egy ref kapcsolót vagy különben meló előtt kézzel kell valamilyen irányba belőni ami nem túl szerencsés meg nehézkes is. Ezt a "0"-t valahogy kelibrálni is kell egyszer. |
|
| © lorant | 2007. dec. 28. 18:19 | Válasz | #1668 |
|
Koszonjuk a nép
nevében!!!
|
|
| © rc | 2007. dec. 28. 18:04 | Válasz | #1667 |
|
Szuper!!! Tényleg jól
működik.
|
|
|
|
2007. dec. 28. 17:37 | Válasz | #1666 |
|
Azt még nem teszteltem,
de megnézem...
|
|
|
|
2007. dec. 28. 17:31 | Válasz | #1665 |
|
R3.00
(és gondolom majd felette is) esetén a lentebbi leírásomat
felejtsétek el!!! R3.00-ban a Tangential Control-t bekapcsolva az A tengely forgatónak bebillen (lásd a General Setup A-Axis is Angular opciót)! Teljes mértékben érvényes lesz rá az A tengely motor tuning beállításai (minden)! A Step per itt most az 1°-ra (kés fokra) vonatkozó Step-ek számát jelenti (nem a teljes körbefordulásra)! Mind a max. sebesség, mind a gyorsulás szögsebességben értendő (jó nagy szám kell ide)!!! A kiemelés és a magasság mint lentebb (ez változatlanúl jól működik)! Az A tengely kijelzője mostmár fokokat jelez ki!!! Forgató esetén megjelenik a kés irány monitora: 
0˙-os irány az ábrán és az A tengely kijelzőjén. 

stb... Minden irány kompenzálás az adott G-kód végrehajtása előtt történik, így ha a "körünk" vonalakból áll, akkor darabosnak tűnhet, de ez a kör darabossága miatt van! Kör interpolációs G-kód esetén szép folyamatos. Ezekkel a módosításokkal már kihasználható az áttétel, vagy a mikro-léptetéses hajtásmódok (mikro-léptetés esetén a kés mehet közvetlenül a motor tengelyére is)! |
|
| © svejk | 2007. dec. 28. 17:30 | Válasz | #1664 |
|
És a C.V. mód? Tudod
sarkok...
|
|
|
|
2007. dec. 28. 17:20 | Válasz | #1663 |
|
Úraim!
Letöltöttem a legujabb R3.00-ás Mach3-ast és lás csodát! A forgató teljesen átalakúlt és a lentebbi hibákat kijívtották, sőt a konfigurálását is teljesen megváltoztatták és a kijelzése is megjelent!!! |
|
|
|
2007. dec. 28. 08:18 | Válasz | #1662 |
|
Mint ahogyan írom,
3°-onként (kb.).
|
|
| © rc | 2007. dec. 27. 20:40 | Válasz | #1661 |
|
Most akkor jól működik,
vagy 3 fokonként lépteti egy körnél.
|
|
|
|
2007. dec. 27. 18:48 | Válasz | #1660 |
|
Tangential Controll:

Működik!!! |
|
|
|
2007. dec. 27. 18:04 | Válasz | #1659 |
|
Kipróbáltam a Tangential
Control-t (késforgatósdit)! Működik, de... Érdekes dolgokat tapasztaltam amiről semmi infót nem találtam a Magyar leírásunkban! Valóban működik az A tengely, ha bekapcsoljuk a Tangential Controlt (az én felületemnél a Beállítás panelen, alul, középtályt). A leírásnak megfelelően megadható a max szögeltérés amit még forgatva lekezel, felette kiemeli a kést - beforgatja - majd visszaszúrja és megy tovább (ez tökéletes)! De ami érdekes és nem értem miért így van megoldva, hogy a forgató üzemmódban az A tengelyre vonatkozó beállítások (motor tuningban) csak a felbontás (step per) vonatkozik! Sem a max sebesség, sem a gyorsulás nem innét lesz véve!!! Nem tudom honnét veszi, de nem állítható, fix és elég gyors (de megy jól)! Ami viszont fontos, hogy a Step per itt step/fordulatot jelent (egy kör teszttel szépen lehet tesztelni a 360°-os fordulatokat)! Az A tengely kijelzője ilyenkor a fordulatot mutatja (1= egy teljes fordulat + irányba)! Ami viszont mindennél érdekesebb, méréseim szerint (ami korántsem nevezhető pontosnak), kb. 3°-onként lépteti a motort, a Vezérlőtől függetlenül! Tehát eléggé darabosnak tűnik. Nagy gáznál ez nem is feltünő, de lassú sebességeknél eléggé! Teljesen mindegy milyen áttétellel kapcsoljátok össze és milyen mikro-step vezérlővel, akkor is fix 3° lesz a legkissebb szögelfordulás késforgatáskor (persze a motor+vezérlő+áttétel legalább <3°/Step legyen, mert külömben még rosszabb lesz a kompenzálás)! Mivel a motortuningban egy kés-körbefordulásra kell megadni a Step számot, ezért az áttétel tényező teljesen kiesik (próbáltam 1/2, 1/4, és 1/16-od módokat is, mindegy)! Azt várnánk, hogy szép folyamatos a kompenzálás, de nem, darabos (kicsit). Lehet, hogy a gyakorlatban ez a 3°-os törések, nem olyan kritikusak, viszont a kompenzálás nagyon gyors (kell a jó motor és vezérlő, nehogy impulzus vesztés lépjen fel)! A tesztel Mach3 Verziója: R2.2. |
|
| © svejk | 2007. dec. 27. 11:24 | Válasz | #1658 |
|
Lehet most már jók
lesznek a Constans Velocity-nél a sarkok????
|
|
| © HJózsi | 2007. dec. 27. 10:53 | Válasz | #1657 |
|
Release 3.00
-- CV Angualr algorithm changed to allow for better CV operations. -- Safe_Z with Scaled axis repaired. -- Lazycam optimiser/ cleaner rewritten for better auto-chaining and import control. -- MachLobe changed to repair problems in lobe selection -- Brains repaired for tCP address bit only settings. |
|
| © HJózsi | 2007. dec. 27. 10:53 | Válasz | #1657 |
|
Release 3.00
-- CV Angualr algorithm changed to allow for better CV operations. -- Safe_Z with Scaled axis repaired. -- Lazycam optimiser/ cleaner rewritten for better auto-chaining and import control. -- MachLobe changed to repair problems in lobe selection -- Brains repaired for tCP address bit only settings. |
|
| © HJózsi | 2007. dec. 27. 10:47 | Válasz | #1656 |
|
Mach3 R3.00
( ITT ) --> (Release LockDown).
|
|
| © Hunka Tibor | 2007. dec. 16. 17:28 | Válasz | #1655 |
|
Pityu gyere át a
csevegöbe !!
|
|
| © pityu | 2007. dec. 16. 17:12 | Válasz | #1654 |
|
NO-no azért nem így van
az nem bicaj lánc, és "Q"szelvény ,sőtt egy baszott drága pici fogu
lánc+kerék azthiszem 4-vagy 5 -ös, alényeg a lényeg, hogy
dolgozik ha kell napokat is pontosan és gyorsan. de mivel amint készlett és munkába ált azóta nem volt idöm lefesteni,...most meg hideg van ahoz..a gumi pók meg megoldás lett a gyorsabb z-mozgásra, azelött 1.8m/perc nél ment most frankón 2,9m/perc érdekes de jó!!Amúgy meg Monster a neve...
Bár a képeket felrakva több kritikát vártam, föleg a bovden hajtásra gondolok..igaz a kép nincs itt.. |
|
| © Szám Attila | 2007. dec. 16. 16:07 | Válasz | #1653 |
|
Köszi, ezekkel a
beállításokkal szépen megy. Sőt megpróbáltam meddig megy el.
Rádobtam a toroidot ( DC34V) és 7000mm/percig forg üresen. Gondolom
ez már így jónak számít.
|
|
| © Hunka Tibor | 2007. dec. 16. 15:34 | Válasz | #1652 |
|
Vissa is mentem a
csevegöbe
|
|
| © Hunka Tibor | 2007. dec. 16. 15:33 | Válasz | #1651 |
|
Jogos !!!
|
|
| © HJózsi | 2007. dec. 16. 13:49 | Válasz | #1650 |
|
Mach3 R2.61
ITT. Ha ez a Mach3 topic ... mintha kezdene szétoffolódni ...
|
|
| © D.Laci | 2007. dec. 16. 13:44 | Válasz | #1649 |
|
Azért mert keményebb.
|
|
| © Hunka Tibor | 2007. dec. 16. 13:05 | Válasz | #1648 |
| © Hunka Tibor | 2007. dec. 16. 11:34 | Válasz | #1647 |

Hát itt is van egy két megoldás _ a hid könyitése !! |
|
| © Hunka Tibor | 2007. dec. 16. 11:20 | Válasz | #1646 |
|
Miért osztrák ?? Mi a
külömbség a többi szallagfürészlap között , mert van cseh -
beszerzési forrásom .
|
|
| © D.Laci | 2007. dec. 16. 10:24 | Válasz | #1645 |
|
"Vbodi azt mondta"
Aztis mondta vagy fottozta hogy kör keresztmetszettel találkozik a
csapágy, ami nagyon rosz megoldás ha az egyik anyag "nagyon puha",
ha teljes felületen érintkezik a csapágy hatszög vagy zártszelvény
laposvas stb. akor nem mángorolja olyan könyen.
De van egy jolbevált modszerem: "osztrák" szalagfürész lapot kel felragasztani a futó felületre... minimális költségel hobbyszinten extra jó linvezeték jön létre... |
|
| © Hunka Tibor | 2007. dec. 16. 10:16 | Válasz | #1644 |
|
Bocsi csak kapkodtam ,
elnézést mégegyszer !!!
|
|
| © Hunka Tibor | 2007. dec. 16. 10:12 | Válasz | #1643 |
|
A megvezetés megoldása
érdekell még , hogy menyi a logása vagy a mozgása ha mozog a hid ??
Vbodi azt mondta hogy a csapágy felmángorolta neki a nem edzett felületet , én ezért aggodom , mert másként nagyon szimpatikus lenne , föleg az egyszerü kivitelezése miatt . Nekem most van 2db 3 méteres zártszelvényem ami egy amcsi szövögéppöl lett kibontva nagyon szép darab , ha alkalmas lenne rá igy oldanám meg a gépemet . |
|
| © D.Laci | 2007. dec. 16. 10:10 | Válasz | #1642 |
|
Tibor te szorakozol a
jónéppel???
Eléglet volna a belinkelt képet áttméretezni, és a kor magátol megváltozik a mérete... Már megcsináltam... |
|
| © Hunka Tibor | 2007. dec. 16. 10:07 | Válasz | #1641 |
.jpg)
|
|
| © Nagy Zoltán | 2007. dec. 16. 09:30 | Válasz | #1640 |
|
kasználva= használva
|
|
| © Nagy Zoltán | 2007. dec. 16. 09:29 | Válasz | #1639 |
|
Ez nagyon jó!
Imádom az ilyen megoldásokat, az igazi hobbyta mindent felhasznál: gumipók, bicigli lánc.. És ami a lényeg, látszik rajta hogy kasználva van, termel a gép
|
|
| © pityu | 2007. dec. 15. 21:57 | Válasz | #1638 |
|
Ja és ott van még a
bovden hajtás is!
A licensz le van védve általam és a Blökim által... kérem nem árulni 
|
|
| © pityu | 2007. dec. 15. 21:45 | Válasz | #1637 |
|
léptecs....
|
|
| © Hunka Tibor | 2007. dec. 15. 21:20 | Válasz | #1636 |
|
Ja amugy köszi a képet
de nem tudom eldönteni a motor az léptetö vagy szervó ??
|
|
| © Hunka Tibor | 2007. dec. 15. 21:17 | Válasz | #1635 |
.jpg)
|
|
| © Hunka Tibor | 2007. dec. 15. 21:13 | Válasz | #1634 |
|
Bameg megint nem néztem
meg a méretét - Töröljétek !!
|
|
| © Hunka Tibor | 2007. dec. 15. 21:12 | Válasz | #1633 |
.jpg)
|
|
| © pityu | 2007. dec. 15. 21:01 | Válasz | #1632 |
|
ja belinkelni nem
megy..nincs most fotó progim ... így meg tulnagy...
de ha valaki megteszi azt fasza gyereknek tartom..csáő |
|
| © pityu | 2007. dec. 15. 20:56 | Válasz | #1631 |
|
http://www.cnctar.hunbay.com/Maffia1%20BIZNISZ/pityu%20(1).jpg
http://www.cnctar.hunbay.com/Maffia1%20BIZNISZ/pityu%20(2).jpg http://www.cnctar.hunbay.com/Maffia1%20BIZNISZ/pityu%20(3).jpg Meg a többi pityu nevü.... Asztán tessék csak röhögni...festékre nincs pénz.. |
|
| © Hunka Tibor | 2007. dec. 15. 18:12 | Válasz | #1630 |
|
hellóka nekem a 16/4
orsónál ahol évek óta az anya forog 4.6M/perc a sebesség ahol már
nem veszit lépést
nincs képed erröl a megoldásról ??? |
|
| © Szám Attila | 2007. dec. 15. 15:49 | Válasz | #1629 |
|
Köszi mindenkinek.
Kipróbálom a beállításokat.
|
|
|
|
2007. dec. 15. 15:18 | Válasz | #1628 |
|
Félre értettél!
Nem morcos vagyok, csak elégedett!
|
|
| © pityu | 2007. dec. 15. 15:15 | Válasz | #1626 |
|
ne morcoskodj... Ha nincs
konkurenciád akkor te is még a prof1-nél járnál...Így fejlődz te is
okosan...mindig kell újítani .. csak így tovább! |
|
|
|
2007. dec. 15. 15:09 | Válasz | #1625 |
|
Úgy látom a konkurencia
sem képes csodára, sőt...
|
|
|
|
2007. dec. 15. 15:08 | Válasz | #1624 |
|
Sőt, mm/s2 (sec
négyzet, mivel ugye gyorsulás)!
|
|
| © lorant | 2007. dec. 15. 15:06 | Válasz | #1623 |
|
Csokkentsd a pancsolt
vodkát, mert attól vakulsz...
|
|
| © Szám Attila | 2007. dec. 15. 15:01 | Válasz | #1622 |
|
A vezérlő MSD 50 4,2.
Mikroléptetéses, de félléptetéssel próbáltam. A fesz amit a próba
tápom
tud 30V 3A max. Lehet, hogy ez is kevés neki. |
|
| © pityu | 2007. dec. 15. 14:54 | Válasz | #1621 |
 oké
oké nem volt rajtam a szemüveg---- oké
oké nem volt rajtam a szemüveg---- |
|
| © lorant | 2007. dec. 15. 14:49 | Válasz | #1620 |
|
Az akceleráció nem
százalékban van, ha jól olvasom mm/s...

|
|
|
|
2007. dec. 15. 14:44 | Válasz | #1619 |
|
Hát de a vezérlődről
csak tudod, hogy milyen? Fél, egész , mikro, stb???
Ha feltételezem, hogy féllépéses és a motor 1.8°-os, akkor 2000*100=200000 Step/min féllépés esetén 400Step/for, tehát 200000/400=500 f/min (elég szegényecske)! |
|
| © pityu | 2007. dec. 15. 14:36 | Válasz | #1618 |
|
Lóránt a gyorsulást
hogy lehet 150% ???
te a 100% nál is többet tudaz 50% all?? |
|
| © pityu | 2007. dec. 15. 14:34 | Válasz | #1617 |
|
hellóka nekem a 16/4
orsónál ahol évek óta az anya forog 4.6M/perc a sebesség ahol már
nem veszit lépést, szerintem ez nagyon függ a tartók párhuzamosság
pontosságától is,de azt észrevettem ha az orsót forgatom még 1m/perc
sem igazán jött be.ugyan azon áttételen keresztül.
|
|
| © lorant | 2007. dec. 15. 14:33 | Válasz | #1616 |
|
Nekem ez az orsó van a
gépen. Beállítások: Steps: 100, Velocity: 2200 mm/p, Accelerations:
150. A motor 2,8Nm, de unipolarban van, tehát kb.1,7Nm
|
|
| © pityu | 2007. dec. 15. 14:25 | Válasz | #1615 |
|
hellóka nekem a 16/4
orsónál ahol évek óta az anya forog 4.6M/perc a sebesség ahol már
nem veszit lépést, szerintem ez nagyon függ a tartók párhuzamosság
pontosságától is,de azt észrevettem ha az orsót forgatom még 1m/perc
sem igazán jött be.ugyan azon áttételen keresztül.
|
|
| © svejk | 2007. dec. 15. 13:28 | Válasz | #1614 |
|
4-es emelkedésnél a 960
mm/percnek mennie kell, még a vacakabb motorokkal is.
Efölött már oda kell figyelni a lassításra/gyorsításra, vagy komolyabb motort kell választani. |
|
| © Szám Attila | 2007. dec. 15. 12:34 | Válasz | #1613 |
|
TR16*4-es orsó van a
gépen. Esetleg nincs tapasztalatból ehhez egy-két számpár ami bevált
és jól működik?
|
|
| © Szám Attila | 2007. dec. 15. 12:20 | Válasz | #1612 |
|
Még nincs gépen a
motor, csak asztalon próbálgattam
, hogy mit tud. Jövő héten kerül fel a gépre, akkor fogom megtudni, hogy mennyi az annyi. |
|
|
|
2007. dec. 15. 08:41 | Válasz | #1611 |
|
Milyen a vezérlőd
lépésrendszere?
Az a 2000 Step/mm-t kicsit túlzásnak találom (kivéve, ha mikro-léptetéses, vagy túl méretezted az áttételezést)! |
|
| © Szám Attila | 2007. dec. 14. 20:46 | Válasz | #1610 |
|
Valaki meg tudná nekem
mondani, hogy léptetőmotornál megfelelő tuningfesz esetén milyen
sebességet lehet elérni mondjuk 2000 Step per beállítás esetén
(mm/min). Nekem egyenlőre asztalon próbálva a motor 100 (mm/min)-nél
még forog, de 120-nál már van hogy megáll. Kicsit lassúnak tűnik,
bár lehet, hogy gépen már elég gyorsnak számít. Köszi!
|
|
| © samo | 2007. dec. 05. 16:37 | Válasz | #1609 |
|
Köszönöm a választ,a
problemám megoldódott.A prof1 felületre rátettem egy go home
gombot,s ezzel már a megadott home pozicióba tudom küldeni a
gépet.Egy apró hiba azért akadt,csak akkor működik helyesen,ha a
file be van töltve,különben csak a work offset-ből tudom haza
küldeni.
|
|
| © Merkel Géza | 2007. dec. 04. 20:30 | Válasz | #1608 |
|
Én un.
"zseniálprimitív" módon vágok hosszabb hengeres testeket habból,
méghozzá CNC gépen.
Ehhez a habvágó fűrészkeretet a Z tengelyre rögzítem úgy, hogy a vágószál az Y tengellyel párhuzamos legyen. A mozgó asztalomra súlyozom le a habot és az X-Z síkban vágom ki az alakzatokat (pl. párhuzamos idomok, ill. modellszárnyak). Természetesen ekkor az Y tengelyem kussol. |
|
| © Lakatos | 2007. dec. 04. 18:00 | Válasz | #1607 |
|
Szerintem állítsd be a
főorsót step/dir üzemmódba,kösd át azt a motort vezérlővel együtt a
kimenetre amit csak forgatni akarsz.Beírod a fordulatszámot az S
érték után és a másik tengelyen pedig tudsz pozicionálni.Így nem
zavar be semmi.
|
|
| © DNSoft | 2007. dec. 04. 15:22 | Válasz | #1606 |
|
Sziasztok! Habvágó
gépemmel szeretnék forgástesteket vágni. Kérdésem a következő: Ki
lehet adni olyan utasítást (G kód), ami az X vagy az Y tengelyen
lévő motort elkezd egy beállított sebességgel forgatni? Közben a
másik tengely függetlenül vezérelhető! Köszönöm! Esetleg beállítási
adatokat tudtok adni? MACH 2 -m van!
|
|
| © Merkel Géza | 2007. dec. 02. 20:25 | Válasz | #1605 |
|
Sziasztok!
Használt-e már valaki közületek forgatott tengelyeket (A,B,C)? Hogyan kell ezek tuning adatait megadni? A mozgásvezérlő utasítások (G0, G1, stb) e tengelyek vonatkozásában szögértékekre (valódi, vagy radián) vonatkoznak-e? |
|
|
|
2007. dec. 01. 11:00 | Válasz | #1604 |
|
Új felület tölthető le
(Profi2B V1.2)!
Részletek a híreknél...
|
|
| © Rinaldo | 2007. dec. 01. 09:47 | Válasz | #1603 |
|
Igen, ezekre van
szükség a biztonságos 0-ra álláshoz Mach3-nál. Én is 3-ról írtam a
lentieket csak korbbi a verzió. Frissítenem kéne, kérdés érd_m_s-e?
|
|
| © svejk | 2007. nov. 30. 19:23 | Válasz | #1602 |
|
Mach3-nál:
Config/safe_Z Setup...Allow safe_Z moves--pipa És értéket is adhatsz neki. |
|
| © svejk | 2007. nov. 30. 19:22 | Válasz | #1601 |
|
Mach3-nál:
Config/safe_Z Setup...Allow safe_Z moves--pipa És értéket is adhatsz neki. |
|
| © mechanikus | 2007. nov. 30. 16:51 | Válasz | #1600 |
|
a munkadarab 0
pontjára, a futás nullára füllel.
|
|
| © aszbolit | 2007. nov. 30. 12:20 | Válasz | #1599 |
|
Pontosan hogyan kuldted
0-pontra?
Es referencia pontra kuldted, vagy a munkadarab 0 pontjara? |
|
| © Rinaldo | 2007. nov. 30. 11:54 | Válasz | #1598 |
|
Szia Mechanikus,
Légyszi pipáld ki a Config/logic-ba az use safe z-t.És akkor az elgondolásod szerint fog végrehajtódni a 0-ra állás.Elsőnek Z 0 majd x y 0-ra. |
|
| © mechanikus | 2007. nov. 30. 08:19 | Válasz | #1597 |
|
sziasztok!
a probléma összetettebb. nekem olyan megoldás kellene, amit konfigurálni lehessen és a gép mindig eszerint járjon el! én úgy gondolom, hogy egy maró, vagy lézer gépnél a szerszám vagy a fej és maga a gép mechanikus védelme is megköveteli, hogy először a z tengely menjen el a felső nullpozícióra. ez nekem nem így van. a történet a következő. a géppel próbamarást végeztem. a szerzsám a darabban. meg kellett állítani, mert nem volt megfelelő a marás mélysége. megállás után a "futás 0-ra" gombal el akartam küldeni a kezdőpozícióba a gépet. végrehajtotta. először az x és az y koordináták mozdultak, majd amikor pozícióba kerültek, mozdult a z tengely. a szerszám összekaristolta az asztalt, a munkadarabot eltolta a vákuumasztalról, és még lépésvesztés is volt a terhelés miatt. ez így nem jó. ha van egy olyan lehetőség a programban, hogy futás nullára, akkor azt úgy kellene végrehajtania, hogy ne legyen baleset a masinával. tudnátok segíteni? nem MDI, nem kézi z pozícionálás a megoldás. tudom én vagyok a balfék, de nekem úgy lenne kézenfekvő. |
|
| © Rinaldo | 2007. nov. 29. 21:30 | Válasz | #1596 |
|
Az MDI oldalon van egy
olyan hogy set variable position gomb, meg go to variable position.
Kűld a géped a kívánt pzícióba az MDI oldalon nyomd meg a set variable pozition gombot, így a pzíció tárolódik. Ha a feladat elvégzése után vagy esetleg közbe persze feed hold vagy stop után a Go to variable gombbal a korábban elmentett pozícióba tudod küldeni a képed. |
|
|
|
2007. nov. 29. 19:35 | Válasz | #1595 |
|
Az y=350 nem fog menni
(szerintem nincs rá direkt OEM kód, mert ezeket nem így szokás)!
Olyan lesz, hogy futás gépi nullára, meg olyan, hogy Home pozíció keresése, amihez hardveres végállás kapcsoló kell és előre beállított home értékek a Home and Limits menüben (csak ennek van értelme)! |
|
|
|
2007. nov. 29. 19:33 | Válasz | #1594 |
|
Természetesen az Art of
CNC weblapjáról is le lehet tölteni (meg még néhány újabb
szerkesztőt is, de azokat nem ajánlom még)!
|
|
|
|
2007. nov. 29. 19:27 | Válasz | #1593 |
|
Már rég kint van:
itt! |
|
| © samo | 2007. nov. 29. 19:22 | Válasz | #1592 |
|
Hiába van regisztrált
mach-om a mach3sreen.exe filet semelyik progian nem találom. 1.84-es
verziótól kezdve mindegyiket kipróbáltam nem volt benne.Nem lehetne
é a flle tárba feltenni,hátha sikerülne a home pozició fevételét
megcsinálni úgy,hogy az billentyű megnyomásakor fel vegye az x=0
y=350 z=0 poziciót.
|
|
| © Rinaldo | 2007. nov. 29. 11:46 | Válasz | #1591 |
|
Vagy a Safe_Z-nek a
settings oldalon írj be egy értéket.Ettől fogva a Go to Zero-ra
elsőként mindig a Z fogja az általad beírt értéket felvenni majd
csak ez után az x és y a 0-át.
|
|
| © Szedlay Pál | 2007. nov. 29. 09:24 | Válasz | #1590 |
|
Páldául így.
Ezd írd be a program sorba és próbáld ki. G91G28Z0 G49H0 G28X0Y0 |
|
| © mechanikus | 2007. nov. 29. 06:29 | Válasz | #1589 |
|
sziasztok!
ismét béna vagyok! hogy lehet konfigurálni, hogy nullára futásnál először a "Z" tengely menjen el referenciára, majd a másik kettő? segítségeteket előre is köszönöm: mechanikus |
|
| © pityu | 2007. nov. 26. 16:26 | Válasz | #1588 |
|
CSÁO
No ebben meg akkor meg ha kell én segitek...valahogy kapcsolódjunk ..és megoldjuk... |
|
| © Hunka Tibor | 2007. nov. 26. 14:10 | Válasz | #1587 |
|
MIKOR felejtitek már el
a LAZYCAMOT !!
|
|
| © tomasz | 2007. nov. 26. 13:40 | Válasz | #1586 |
|
Vector CAD-CAM
megmunkalasra van kitalalva, iranyitott, sorrend tarto vonalak, G code generator, stb |
|
| © Merkel Géza | 2007. nov. 26. 12:09 | Válasz | #1585 |
|
Szerintem az ilyen
dolgokat mindíg a generálóprogi optimalizáló része csinálja. Próbáld
az optimalizálást kikapcsolni, hátha meggyógyul tőle az
eredményfájl.
|
|
| © Miki2 | 2007. nov. 26. 10:40 | Válasz | #1584 |
|
Sziasztok!
Gonndoban vagyok, nem kicsit. Kérlek segítsetek! AutoCad dxf Fájlt próbálok fordítani a LazyCam új verziójával. Úgy állítottam be, hogy a rajzolás sorrendjének megfelelően írja meg a G-kódot (as draw). A rajz kizárólag vonalláncokból lett elkészítve, a megmunkálási menetnek megfelelően. Semmi baj nincs mindaddig, amíg csak egyenes vonalakkal találkozik a fordító. Amint felfedez egy ívet, azonnal másként kez gondolkodni. Szétszedi az amúgy egybefüggően megrajzolt vonalláncot saját kénye-kedve szerint, és ráadásul a megmunkálási irányt is megfordítja. ez így kiszámíthatatlanná teszi az előzetes munkafolyamat tervezést. Mit nem állítottam be rendesen? A válaszokat köszönöm Miki |
|
| © mechanikus | 2007. nov. 26. 10:24 | Válasz | #1583 |
|
köszönöm!
amikor írtam a gondom, jutott eszembe, hogy be kellene állítani a config-ban a munkaterületet. megtettem, és láss csodát, már működik a grafika. köszönöm a segítséget! mechanikus |
|
| © lovas gyula | 2007. nov. 26. 10:03 | Válasz | #1582 |
|
Utánaszámoltam! egér
bal gomb.
|
|
| © lovas gyula | 2007. nov. 26. 08:02 | Válasz | #1581 |
|
A display ablakba!
egér-jobb gomb-tolás vagy görgetés. Ha munka közben csinálod az
odáig megrajzolt eltünik
|
|
| © mechanikus | 2007. nov. 26. 05:52 | Válasz | #1580 |
|
Sziasztok! Amit
kérdeznék, azt a "segítség béna vagyok" topikba is írhatnám, de ez
mach3-as kérdés lenne! Azt szeretném megtudni, hogy a table dislay
ablakba, miért nem tudom a futó program rajzát úgy felnagyítani,
hogy lássam, mi is van a képen? Valahol konfigurálnom kellene a
munkatartományt? Vagy egyszerően csak béna vagyok?
mechanikus |
|
|
|
2007. nov. 24. 08:20 | Válasz | #1579 |
|
Na jó, legyen röviden
is egy pici:
A fő mozgatásokat a Config/System hotkeys... Minden mást, saját készítésű képernyőkön keresztül! |
|
|
|
2007. nov. 24. 08:17 | Válasz | #1578 |
|
Hát rövidet nem, csak
hosszút!
Bal oldalt részletes infókat találsz a Machról (is)! Köztük van a teljes Magyar leírása is... |
|
| © samo | 2007. nov. 23. 19:42 | Válasz | #1577 |
|
Köszönöm a
választ.Azonban nem tudom ,hogy kell billentyüt definiálni.Lehet e
kérni egy rövid infot?
|
|
|
|
2007. nov. 23. 19:23 | Válasz | #1576 |
|
A gépi 0 pontot nem
G-kód szinten kell áthelyezni, hanem a gép port and pin
beállításainál a Dir low active pipával forgathatod a tengelyek
irányait (és így a 0 pontjait is)!
Azt hiszem az ESC-re nem lehet funkciót definiálni mert az egy különleges, fix (E-Stop) funkcióval bír! Használj más gombot... |
|
| © samo | 2007. nov. 23. 17:06 | Válasz | #1575 |
|
Szevasztok!
Kérdésem,hogy lehet machba beállítani az esc gombot,hogy arra működjön a home pozició felvétele(x=0 y=350 z=50).A gépi 0-0 referencianem jó nekem,mert mindig a bal alsó sarokra áll be,s nekem a bal első sarok kellene.A 0 pont átelyezés sem igazán jó,sajnos nem ismerek ingyenes gcod szerkeztő progit csak a lazycamot,valamint a mach1 filtert.Ez utobbiban nincs 0 pont áthelyezés. Köszi ha válaszoltok. |
|
|
|
ma 19:03 | Válasz | #1671 |
|
Ahogyan látni az
ábrából is, a 0°=előre az X mentén, 90°=Y mentén felfelé. Kézzel
mozgattam az A tengelyt ilyenkor egy teljes 360°-os fordulatokat
tett (persze kézzel a kijelzőbe bele lehet írni fokokat, de így is
nehézkes lehet a 0°- korrekció, egyszerübb lehet kézzel a kést
irányba tekerni meló előtt, kikapcsolt motortáppal)!
|
|
|
|
ma 19:00 | Válasz | #1670 |
|
Ez jogos! Szemre a kis
szögeltéréseket nehéz észre venni.
|
|
| © Motoros | ma 18:59 | Válasz | #1669 |
|
Ez tényleg
szuper...kösz.
Viszont itt már mindenképpep erre a tengelyre fel kell tenni egy ref kapcsolót vagy különben meló előtt kézzel kell valamilyen irányba belőni ami nem túl szerencsés meg nehézkes is. Ezt a "0"-t valahogy kelibrálni is kell egyszer. |
|
| © lorant | ma 18:19 | Válasz | #1668 |
|
Koszonjuk a nép
nevében!!!
|
|
| © rc | ma 18:04 | Válasz | #1667 |
|
Szuper!!! Tényleg jól
működik.
|
|
|
|
ma 17:37 | Válasz | #1666 |
|
Azt még nem teszteltem,
de megnézem...
|
|
|
|
ma 17:31 | Válasz | #1665 |
|
R3.00
(és gondolom majd felette is) esetén a lentebbi leírásomat
felejtsétek el!!! R3.00-ban a Tangential Control-t bekapcsolva az A tengely forgatónak bebillen (lásd a General Setup A-Axis is Angular opciót)! Teljes mértékben érvényes lesz rá az A tengely motor tuning beállításai (minden)! A Step per itt most az 1°-ra (kés fokra) vonatkozó Step-ek számát jelenti (nem a teljes körbefordulásra)! Mind a max. sebesség, mind a gyorsulás szögsebességben értendő (jó nagy szám kell ide)!!! A kiemelés és a magasság mint lentebb (ez változatlanúl jól működik)! Az A tengely kijelzője mostmár fokokat jelez ki!!! Forgató esetén megjelenik a kés irány monitora:
0˙-os irány az ábrán és az A tengely kijelzőjén.
stb... Minden irány kompenzálás az adott G-kód végrehajtása előtt történik, így ha a "körünk" vonalakból áll, akkor darabosnak tűnhet, de ez a kör darabossága miatt van! Kör interpolációs G-kód esetén szép folyamatos. Ezekkel a módosításokkal már kihasználható az áttétel, vagy a mikro-léptetéses hajtásmódok (mikro-léptetés esetén a kés mehet közvetlenül a motor tengelyére is)! |
|
| © svejk | ma 17:30 | Válasz | #1664 |
|
És a C.V. mód? Tudod
sarkok...
|
|
|
|
ma 17:20 | Válasz | #1663 |
|
Úraim!
Letöltöttem a legujabb R3.00-ás Mach3-ast és lás csodát! A forgató teljesen átalakúlt és a lentebbi hibákat kijívtották, sőt a konfigurálását is teljesen megváltoztatták és a kijelzése is megjelent!!! |
|
|
|
ma 08:18 | Válasz | #1662 |
|
Mint ahogyan írom, 3°-onként
(kb.).
|
|
| © rc | tegnap 20:40 | Válasz | #1661 |
|
Most akkor jól működik,
vagy 3 fokonként lépteti egy körnél.
|
|
|
|
tegnap 18:48 | Válasz | #1660 |
|
Tangential Controll:
Működik!!! |
|
|
|
tegnap 18:04 | Válasz | #1659 |
|
Kipróbáltam a Tangential
Control-t (késforgatósdit)! Működik, de... Érdekes dolgokat tapasztaltam amiről semmi infót nem találtam a Magyar leírásunkban! Valóban működik az A tengely, ha bekapcsoljuk a Tangential Controlt (az én felületemnél a Beállítás panelen, alul, középtályt). A leírásnak megfelelően megadható a max szögeltérés amit még forgatva lekezel, felette kiemeli a kést - beforgatja - majd visszaszúrja és megy tovább (ez tökéletes)! De ami érdekes és nem értem miért így van megoldva, hogy a forgató üzemmódban az A tengelyre vonatkozó beállítások (motor tuningban) csak a felbontás (step per) vonatkozik! Sem a max sebesség, sem a gyorsulás nem innét lesz véve!!! Nem tudom honnét veszi, de nem állítható, fix és elég gyors (de megy jól)! Ami viszont fontos, hogy a Step per itt step/fordulatot jelent (egy kör teszttel szépen lehet tesztelni a 360°-os fordulatokat)! Az A tengely kijelzője ilyenkor a fordulatot mutatja (1= egy teljes fordulat + irányba)! Ami viszont mindennél érdekesebb, méréseim szerint (ami korántsem nevezhető pontosnak), kb. 3°-onként lépteti a motort, a Vezérlőtől függetlenül! Tehát eléggé darabosnak tűnik. Nagy gáznál ez nem is feltünő, de lassú sebességeknél eléggé! Teljesen mindegy milyen áttétellel kapcsoljátok össze és milyen mikro-step vezérlővel, akkor is fix 3° lesz a legkissebb szögelfordulás késforgatáskor (persze a motor+vezérlő+áttétel legalább <3°/Step legyen, mert külömben még rosszabb lesz a kompenzálás)! Mivel a motortuningban egy kés-körbefordulásra kell megadni a Step számot, ezért az áttétel tényező teljesen kiesik (próbáltam 1/2, 1/4, és 1/16-od módokat is, mindegy)! Azt várnánk, hogy szép folyamatos a kompenzálás, de nem, darabos (kicsit). Lehet, hogy a gyakorlatban ez a 3°-os törések, nem olyan kritikusak, viszont a kompenzálás nagyon gyors (kell a jó motor és vezérlő, nehogy impulzus vesztés lépjen fel)! A tesztel Mach3 Verziója: R2.2. |
|
| © svejk | tegnap 11:24 | Válasz | #1658 |
|
Lehet most már jók
lesznek a Constans Velocity-nél a sarkok????
|
|
| © HJózsi | tegnap 10:53 | Válasz | #1657 |
|
Release 3.00
-- CV Angualr algorithm changed to allow for better CV operations. -- Safe_Z with Scaled axis repaired. -- Lazycam optimiser/ cleaner rewritten for better auto-chaining and import control. -- MachLobe changed to repair problems in lobe selection -- Brains repaired for tCP address bit only settings. |
|
| © HJózsi | tegnap 10:47 | Válasz | #1656 |
|
Mach3 R3.00
( ITT ) --> (Release LockDown).
|
|
| © Hunka Tibor | 2007. dec. 16. 17:28 | Válasz | #1655 |
|
Pityu gyere át a
csevegöbe !!
|
|
| © pityu | 2007. dec. 16. 17:12 | Válasz | #1654 |
|
NO-no azért nem így van
az nem bicaj lánc, és "Q"szelvény ,sőtt egy baszott drága pici fogu
lánc+kerék azthiszem 4-vagy 5 -ös, alényeg a lényeg, hogy
dolgozik ha kell napokat is pontosan és gyorsan. de mivel amint készlett és munkába ált azóta nem volt idöm lefesteni,...most meg hideg van ahoz..a gumi pók meg megoldás lett a gyorsabb z-mozgásra, azelött 1.8m/perc nél ment most frankón 2,9m/perc érdekes de jó!!Amúgy meg Monster a neve...
Bár a képeket felrakva több kritikát vártam, föleg a bovden hajtásra gondolok..igaz a kép nincs itt.. |
|
| © Szám Attila | 2007. dec. 16. 16:07 | Válasz | #1653 |
|
Köszi, ezekkel a
beállításokkal szépen megy. Sőt megpróbáltam meddig megy el.
Rádobtam a toroidot ( DC34V) és 7000mm/percig forg üresen. Gondolom
ez már így jónak számít.
|
|
| © Hunka Tibor | 2007. dec. 16. 15:34 | Válasz | #1652 |
|
Vissa is mentem a
csevegöbe
|
|
| © Hunka Tibor | 2007. dec. 16. 15:33 | Válasz | #1651 |
|
Jogos !!!
|
|
| © HJózsi | 2007. dec. 16. 13:49 | Válasz | #1650 |
|
Mach3 R2.61
ITT. Ha ez a Mach3 topic ... mintha kezdene szétoffolódni ...
|
|
| © D.Laci | 2007. dec. 16. 13:44 | Válasz | #1649 |
|
Azért mert keményebb.
|
|
| © Hunka Tibor | 2007. dec. 16. 13:05 | Válasz | #1648 |
| © Hunka Tibor | 2007. dec. 16. 11:34 | Válasz | #1647 |
|
Hát itt is van egy két megoldás _ a hid könyitése !! |
|
| © Hunka Tibor | 2007. dec. 16. 11:20 | Válasz | #1646 |
|
Miért osztrák ?? Mi a
külömbség a többi szallagfürészlap között , mert van cseh -
beszerzési forrásom .
|
|
| © D.Laci | 2007. dec. 16. 10:24 | Válasz | #1645 |
|
"Vbodi azt mondta"
Aztis mondta vagy fottozta hogy kör keresztmetszettel találkozik a
csapágy, ami nagyon rosz megoldás ha az egyik anyag "nagyon puha",
ha teljes felületen érintkezik a csapágy hatszög vagy zártszelvény
laposvas stb. akor nem mángorolja olyan könyen.
De van egy jolbevált modszerem: "osztrák" szalagfürész lapot kel felragasztani a futó felületre... minimális költségel hobbyszinten extra jó linvezeték jön létre... |
|
| © Hunka Tibor | 2007. dec. 16. 10:16 | Válasz | #1644 |
|
Bocsi csak kapkodtam ,
elnézést mégegyszer !!!
|
|
| © Hunka Tibor | 2007. dec. 16. 10:12 | Válasz | #1643 |
|
A megvezetés megoldása
érdekell még , hogy menyi a logása vagy a mozgása ha mozog a hid ??
Vbodi azt mondta hogy a csapágy felmángorolta neki a nem edzett felületet , én ezért aggodom , mert másként nagyon szimpatikus lenne , föleg az egyszerü kivitelezése miatt . Nekem most van 2db 3 méteres zártszelvényem ami egy amcsi szövögéppöl lett kibontva nagyon szép darab , ha alkalmas lenne rá igy oldanám meg a gépemet . |
|
| © D.Laci | 2007. dec. 16. 10:10 | Válasz | #1642 |
|
Tibor te szorakozol a
jónéppel???
Eléglet volna a belinkelt képet áttméretezni, és a kor magátol megváltozik a mérete... Már megcsináltam... |
|
| © Hunka Tibor | 2007. dec. 16. 10:07 | Válasz | #1641 |
|
|
|
| © Nagy Zoltán | 2007. dec. 16. 09:30 | Válasz | #1640 |
|
kasználva= használva
|
|
| © Nagy Zoltán | 2007. dec. 16. 09:29 | Válasz | #1639 |
|
Ez nagyon jó!
Imádom az ilyen megoldásokat, az igazi hobbyta mindent felhasznál: gumipók, bicigli lánc.. És ami a lényeg, látszik rajta hogy kasználva van, termel a gép
|
|
| © pityu | 2007. dec. 15. 21:57 | Válasz | #1638 |
|
Ja és ott van még a
bovden hajtás is!
A licensz le van védve általam és a Blökim által... kérem nem árulni
|
|
| © pityu | 2007. dec. 15. 21:45 | Válasz | #1637 |
|
léptecs....
|
|
| © Hunka Tibor | 2007. dec. 15. 21:20 | Válasz | #1636 |
|
Ja amugy köszi a képet
de nem tudom eldönteni a motor az léptetö vagy szervó ??
|
|
| © Hunka Tibor | 2007. dec. 15. 21:17 | Válasz | #1635 |
|
|
|
| © Hunka Tibor | 2007. dec. 15. 21:13 | Válasz | #1634 |
|
Bameg megint nem néztem
meg a méretét - Töröljétek !!
|
|
| © Hunka Tibor | 2007. dec. 15. 21:12 | Válasz | #1633 |
|
|
|
| © pityu | 2007. dec. 15. 21:01 | Válasz | #1632 |
|
ja belinkelni nem
megy..nincs most fotó progim ... így meg tulnagy...
de ha valaki megteszi azt fasza gyereknek tartom..csáő |
|
| © pityu | 2007. dec. 15. 21:01 | Válasz | #1632 |
|
ja belinkelni nem
megy..nincs most fotó progim ... így meg tulnagy...
de ha valaki megteszi azt fasza gyereknek tartom..csáő |
|
| © pityu | 2007. dec. 15. 20:56 | Válasz | #1631 |
|
http://www.cnctar.hunbay.com/Maffia1%20BIZNISZ/pityu%20(1).jpg
http://www.cnctar.hunbay.com/Maffia1%20BIZNISZ/pityu%20(2).jpg http://www.cnctar.hunbay.com/Maffia1%20BIZNISZ/pityu%20(3).jpg Meg a többi pityu nevü.... Asztán tessék csak röhögni...festékre nincs pénz.. |
|
| © Hunka Tibor | 2007. dec. 15. 18:12 | Válasz | #1630 |
|
hellóka nekem a 16/4
orsónál ahol évek óta az anya forog 4.6M/perc a sebesség ahol már
nem veszit lépést
nincs képed erröl a megoldásról ??? |
|
| © Szám Attila | 2007. dec. 15. 15:49 | Válasz | #1629 |
|
Köszi mindenkinek.
Kipróbálom a beállításokat.
|
|
|
|
2007. dec. 15. 15:18 | Válasz | #1628 |
|
Félre értettél!
Nem morcos vagyok, csak elégedett!
|
|
| © pityu | 2007. dec. 15. 15:15 | Válasz | #1626 |
|
ne morcoskodj... Ha nincs
konkurenciád akkor te is még a prof1-nél járnál...Így fejlődz te is
okosan...mindig kell újítani .. csak így tovább! |
|
|
|
2007. dec. 15. 15:09 | Válasz | #1625 |
|
Úgy látom a konkurencia
sem képes csodára, sőt...
|
|
|
|
2007. dec. 15. 15:08 | Válasz | #1624 |
|
Sőt, mm/s2 (sec
négyzet, mivel ugye gyorsulás)!
|
|
| © lorant | 2007. dec. 15. 15:06 | Válasz | #1623 |
|
Csokkentsd a pancsolt
vodkát, mert attól vakulsz...
|
|
| © Szám Attila | 2007. dec. 15. 15:01 | Válasz | #1622 |
|
A vezérlő MSD 50 4,2.
Mikroléptetéses, de félléptetéssel próbáltam. A fesz amit a próba
tápom
tud 30V 3A max. Lehet, hogy ez is kevés neki. |
|
| © pityu | 2007. dec. 15. 14:54 | Válasz | #1621 |
|
oké
oké nem volt rajtam a szemüveg---- |
|
| © lorant | 2007. dec. 15. 14:49 | Válasz | #1620 |
|
Az akceleráció nem
százalékban van, ha jól olvasom mm/s...
|
|
|
|
2007. dec. 15. 14:44 | Válasz | #1619 |
|
Hát de a vezérlődről
csak tudod, hogy milyen? Fél, egész , mikro, stb???
Ha feltételezem, hogy féllépéses és a motor 1.8°-os, akkor 2000*100=200000 Step/min féllépés esetén 400Step/for, tehát 200000/400=500 f/min (elég szegényecske)! |
|
| © pityu | 2007. dec. 15. 14:36 | Válasz | #1618 |
|
Lóránt a gyorsulást
hogy lehet 150% ???
te a 100% nál is többet tudaz 50% all?? |
|
| © pityu | 2007. dec. 15. 14:34 | Válasz | #1617 |
|
hellóka nekem a 16/4
orsónál ahol évek óta az anya forog 4.6M/perc a sebesség ahol már
nem veszit lépést, szerintem ez nagyon függ a tartók párhuzamosság
pontosságától is,de azt észrevettem ha az orsót forgatom még 1m/perc
sem igazán jött be.ugyan azon áttételen keresztül.
|
|
| © lorant | 2007. dec. 15. 14:33 | Válasz | #1616 |
|
Nekem ez az orsó van a
gépen. Beállítások: Steps: 100, Velocity: 2200 mm/p, Accelerations:
150. A motor 2,8Nm, de unipolarban van, tehát kb.1,7Nm
|
|
| © pityu | 2007. dec. 15. 14:25 | Válasz | #1615 |
|
hellóka nekem a 16/4
orsónál ahol évek óta az anya forog 4.6M/perc a sebesség ahol már
nem veszit lépést, szerintem ez nagyon függ a tartók párhuzamosság
pontosságától is,de azt észrevettem ha az orsót forgatom még 1m/perc
sem igazán jött be.ugyan azon áttételen keresztül.
|
|
| © svejk | 2007. dec. 15. 13:28 | Válasz | #1614 |
|
4-es emelkedésnél a 960
mm/percnek mennie kell, még a vacakabb motorokkal is.
Efölött már oda kell figyelni a lassításra/gyorsításra, vagy komolyabb motort kell választani. |
|
| © Szám Attila | 2007. dec. 15. 12:34 | Válasz | #1613 |
|
TR16*4-es orsó van a
gépen. Esetleg nincs tapasztalatból ehhez egy-két számpár ami bevált
és jól működik?
|
|
| © Szám Attila | 2007. dec. 15. 12:20 | Válasz | #1612 |
|
Még nincs gépen a
motor, csak asztalon próbálgattam
, hogy mit tud. Jövő héten kerül fel a gépre, akkor fogom megtudni, hogy mennyi az annyi. |
|
|
|
2007. dec. 15. 08:41 | Válasz | #1611 |
|
Milyen a vezérlőd
lépésrendszere?
Az a 2000 Step/mm-t kicsit túlzásnak találom (kivéve, ha mikro-léptetéses, vagy túl méretezted az áttételezést)! |
|
| © Szám Attila | 2007. dec. 14. 20:46 | Válasz | #1610 |
|
Valaki meg tudná nekem
mondani, hogy léptetőmotornál megfelelő tuningfesz esetén milyen
sebességet lehet elérni mondjuk 2000 Step per beállítás esetén
(mm/min). Nekem egyenlőre asztalon próbálva a motor 100 (mm/min)-nél
még forog, de 120-nál már van hogy megáll. Kicsit lassúnak tűnik,
bár lehet, hogy gépen már elég gyorsnak számít. Köszi!
|
|
| © samo | 2007. dec. 05. 16:37 | Válasz | #1609 |
|
Köszönöm a választ,a
problemám megoldódott.A prof1 felületre rátettem egy go home
gombot,s ezzel már a megadott home pozicióba tudom küldeni a
gépet.Egy apró hiba azért akadt,csak akkor működik helyesen,ha a
file be van töltve,különben csak a work offset-ből tudom haza
küldeni.
|
|
| © Merkel Géza | 2007. dec. 04. 20:30 | Válasz | #1608 |
|
Én un.
"zseniálprimitív" módon vágok hosszabb hengeres testeket habból,
méghozzá CNC gépen.
Ehhez a habvágó fűrészkeretet a Z tengelyre rögzítem úgy, hogy a vágószál az Y tengellyel párhuzamos legyen. A mozgó asztalomra súlyozom le a habot és az X-Z síkban vágom ki az alakzatokat (pl. párhuzamos idomok, ill. modellszárnyak). Természetesen ekkor az Y tengelyem kussol. |
|
| © Lakatos | 2007. dec. 04. 18:00 | Válasz | #1607 |
|
Szerintem állítsd be a
főorsót step/dir üzemmódba,kösd át azt a motort vezérlővel együtt a
kimenetre amit csak forgatni akarsz.Beírod a fordulatszámot az S
érték után és a másik tengelyen pedig tudsz pozicionálni.Így nem
zavar be semmi.
|
|
| © DNSoft | 2007. dec. 04. 15:22 | Válasz | #1606 |
|
Sziasztok! Habvágó
gépemmel szeretnék forgástesteket vágni. Kérdésem a következő: Ki
lehet adni olyan utasítást (G kód), ami az X vagy az Y tengelyen
lévő motort elkezd egy beállított sebességgel forgatni? Közben a
másik tengely függetlenül vezérelhető! Köszönöm! Esetleg beállítási
adatokat tudtok adni? MACH 2 -m van!
|
|
| © Merkel Géza | 2007. dec. 02. 20:25 | Válasz | #1605 |
|
Sziasztok!
Használt-e már valaki közületek forgatott tengelyeket (A,B,C)? Hogyan kell ezek tuning adatait megadni? A mozgásvezérlő utasítások (G0, G1, stb) e tengelyek vonatkozásában szögértékekre (valódi, vagy radián) vonatkoznak-e? |
|
|
|
2007. dec. 01. 11:00 | Válasz | #1604 |
|
Új felület tölthető le
(Profi2B V1.2)!
Részletek a híreknél...
|
|
| © Rinaldo | 2007. dec. 01. 09:47 | Válasz | #1603 |
|
Igen, ezekre van
szükség a biztonságos 0-ra álláshoz Mach3-nál. Én is 3-ról írtam a
lentieket csak korbbi a verzió. Frissítenem kéne, kérdés érd_m_s-e?
|
|
| © svejk | 2007. nov. 30. 19:23 | Válasz | #1602 |
|
Mach3-nál:
Config/safe_Z Setup...Allow safe_Z moves--pipa És értéket is adhatsz neki. |
|
| © svejk | 2007. nov. 30. 19:22 | Válasz | #1601 |
|
Mach3-nál:
Config/safe_Z Setup...Allow safe_Z moves--pipa És értéket is adhatsz neki. |
|
| © mechanikus | 2007. nov. 30. 16:51 | Válasz | #1600 |
|
a munkadarab 0
pontjára, a futás nullára füllel.
|
|
| © aszbolit | 2007. nov. 30. 12:20 | Válasz | #1599 |
|
Pontosan hogyan kuldted
0-pontra?
Es referencia pontra kuldted, vagy a munkadarab 0 pontjara? |
|
| © Rinaldo | 2007. nov. 30. 11:54 | Válasz | #1598 |
|
Szia Mechanikus,
Légyszi pipáld ki a Config/logic-ba az use safe z-t.És akkor az elgondolásod szerint fog végrehajtódni a 0-ra állás.Elsőnek Z 0 majd x y 0-ra. |
|
| © mechanikus | 2007. nov. 30. 08:19 | Válasz | #1597 |
|
sziasztok!
a probléma összetettebb. nekem olyan megoldás kellene, amit konfigurálni lehessen és a gép mindig eszerint járjon el! én úgy gondolom, hogy egy maró, vagy lézer gépnél a szerszám vagy a fej és maga a gép mechanikus védelme is megköveteli, hogy először a z tengely menjen el a felső nullpozícióra. ez nekem nem így van. a történet a következő. a géppel próbamarást végeztem. a szerzsám a darabban. meg kellett állítani, mert nem volt megfelelő a marás mélysége. megállás után a "futás 0-ra" gombal el akartam küldeni a kezdőpozícióba a gépet. végrehajtotta. először az x és az y koordináták mozdultak, majd amikor pozícióba kerültek, mozdult a z tengely. a szerszám összekaristolta az asztalt, a munkadarabot eltolta a vákuumasztalról, és még lépésvesztés is volt a terhelés miatt. ez így nem jó. ha van egy olyan lehetőség a programban, hogy futás nullára, akkor azt úgy kellene végrehajtania, hogy ne legyen baleset a masinával. tudnátok segíteni? nem MDI, nem kézi z pozícionálás a megoldás. tudom én vagyok a balfék, de nekem úgy lenne kézenfekvő. |
|
| © Rinaldo | 2007. nov. 29. 21:30 | Válasz | #1596 |
|
Az MDI oldalon van egy
olyan hogy set variable position gomb, meg go to variable position.
Kűld a géped a kívánt pzícióba az MDI oldalon nyomd meg a set variable pozition gombot, így a pzíció tárolódik. Ha a feladat elvégzése után vagy esetleg közbe persze feed hold vagy stop után a Go to variable gombbal a korábban elmentett pozícióba tudod küldeni a képed. |
|
|
|
2007. nov. 29. 19:35 | Válasz | #1595 |
|
Az y=350 nem fog menni
(szerintem nincs rá direkt OEM kód, mert ezeket nem így szokás)!
Olyan lesz, hogy futás gépi nullára, meg olyan, hogy Home pozíció keresése, amihez hardveres végállás kapcsoló kell és előre beállított home értékek a Home and Limits menüben (csak ennek van értelme)! |
|
|
|
2007. nov. 29. 19:33 | Válasz | #1594 |
|
Természetesen az Art of
CNC weblapjáról is le lehet tölteni (meg még néhány újabb
szerkesztőt is, de azokat nem ajánlom még)!
|
|
|
|
2007. nov. 29. 19:27 | Válasz | #1593 |
|
Már rég kint van:
itt! |
|
| © samo | 2007. nov. 29. 19:22 | Válasz | #1592 |
|
Hiába van regisztrált
mach-om a mach3sreen.exe filet semelyik progian nem találom. 1.84-es
verziótól kezdve mindegyiket kipróbáltam nem volt benne.Nem lehetne
é a flle tárba feltenni,hátha sikerülne a home pozició fevételét
megcsinálni úgy,hogy az billentyű megnyomásakor fel vegye az x=0
y=350 z=0 poziciót.
|
|
| © Rinaldo | 2007. nov. 29. 11:46 | Válasz | #1591 |
|
Vagy a Safe_Z-nek a
settings oldalon írj be egy értéket.Ettől fogva a Go to Zero-ra
elsőként mindig a Z fogja az általad beírt értéket felvenni majd
csak ez után az x és y a 0-át.
|
|
| © Szedlay Pál | ma 09:24 | Válasz | #1590 |
|
Páldául így.
Ezd írd be a program sorba és próbáld ki. G91G28Z0 G49H0 G28X0Y0 |
|
| © mechanikus | ma 06:29 | Válasz | #1589 |
|
sziasztok!
ismét béna vagyok! hogy lehet konfigurálni, hogy nullára futásnál először a "Z" tengely menjen el referenciára, majd a másik kettő? segítségeteket előre is köszönöm: mechanikus |
|
| © pityu | 2007. nov. 26. 16:26 | Válasz | #1588 |
|
CSÁO
No ebben meg akkor meg ha kell én segitek...valahogy kapcsolódjunk ..és megoldjuk... |
|
| © Hunka Tibor | 2007. nov. 26. 14:10 | Válasz | #1587 |
|
MIKOR felejtitek már el
a LAZYCAMOT !!
|
|
| © tomasz | 2007. nov. 26. 13:40 | Válasz | #1586 |
|
Vector CAD-CAM
megmunkalasra van kitalalva, iranyitott, sorrend tarto vonalak, G code generator, stb |
|
| © Merkel Géza | 2007. nov. 26. 12:09 | Válasz | #1585 |
|
Szerintem az ilyen
dolgokat mindíg a generálóprogi optimalizáló része csinálja. Próbáld
az optimalizálást kikapcsolni, hátha meggyógyul tőle az
eredményfájl.
|
|
| © Miki2 | 2007. nov. 26. 10:40 | Válasz | #1584 |
|
Sziasztok!
Gonndoban vagyok, nem kicsit. Kérlek segítsetek! AutoCad dxf Fájlt próbálok fordítani a LazyCam új verziójával. Úgy állítottam be, hogy a rajzolás sorrendjének megfelelően írja meg a G-kódot (as draw). A rajz kizárólag vonalláncokból lett elkészítve, a megmunkálási menetnek megfelelően. Semmi baj nincs mindaddig, amíg csak egyenes vonalakkal találkozik a fordító. Amint felfedez egy ívet, azonnal másként kez gondolkodni. Szétszedi az amúgy egybefüggően megrajzolt vonalláncot saját kénye-kedve szerint, és ráadásul a megmunkálási irányt is megfordítja. ez így kiszámíthatatlanná teszi az előzetes munkafolyamat tervezést. Mit nem állítottam be rendesen? A válaszokat köszönöm Miki |
|
| © mechanikus | 2007. nov. 26. 10:24 | Válasz | #1583 |
|
köszönöm!
amikor írtam a gondom, jutott eszembe, hogy be kellene állítani a config-ban a munkaterületet. megtettem, és láss csodát, már működik a grafika. köszönöm a segítséget! mechanikus |
|
| © lovas gyula | 2007. nov. 26. 10:03 | Válasz | #1582 |
|
Utánaszámoltam! egér
bal gomb.
|
|
| © lovas gyula | 2007. nov. 26. 08:02 | Válasz | #1581 |
|
A display ablakba!
egér-jobb gomb-tolás vagy görgetés. Ha munka közben csinálod az
odáig megrajzolt eltünik
|
|
| © mechanikus | 2007. nov. 26. 05:52 | Válasz | #1580 |
|
Sziasztok! Amit
kérdeznék, azt a "segítség béna vagyok" topikba is írhatnám, de ez
mach3-as kérdés lenne! Azt szeretném megtudni, hogy a table dislay
ablakba, miért nem tudom a futó program rajzát úgy felnagyítani,
hogy lássam, mi is van a képen? Valahol konfigurálnom kellene a
munkatartományt? Vagy egyszerően csak béna vagyok?
|
|
|
|
ma 08:20 | Válasz | #1579 |
|
Na jó, legyen röviden
is egy pici:
A fő mozgatásokat a Config/System hotkeys... Minden mást, saját készítésű képernyőkön keresztül! |
|
|
|
ma 08:17 | Válasz | #1578 |
|
Hát rövidet nem, csak
hosszút!
Bal oldalt részletes infókat találsz a Machról (is)! Köztük van a teljes Magyar leírása is... |
|
| © samo | tegnap 19:42 | Válasz | #1577 |
|
Köszönöm a
választ.Azonban nem tudom ,hogy kell billentyüt definiálni.Lehet e
kérni egy rövid infot?
|
|
|
|
tegnap 19:23 | Válasz | #1576 |
|
A gépi 0 pontot nem
G-kód szinten kell áthelyezni, hanem a gép port and pin
beállításainál a Dir low active pipával forgathatod a tengelyek
irányait (és így a 0 pontjait is)!
Azt hiszem az ESC-re nem lehet funkciót definiálni mert az egy különleges, fix (E-Stop) funkcióval bír! Használj más gombot... |
|
| © samo | tegnap 17:06 | Válasz | #1575 |
|
Szevasztok!
Kérdésem,hogy lehet machba beállítani az esc gombot,hogy arra működjön a home pozició felvétele(x=0 y=350 z=50).A gépi 0-0 referencianem jó nekem,mert mindig a bal alsó sarokra áll be,s nekem a bal első sarok kellene.A 0 pont átelyezés sem igazán jó,sajnos nem ismerek ingyenes gcod szerkeztő progit csak a lazycamot,valamint a mach1 filtert.Ez utobbiban nincs 0 pont áthelyezés. Köszi ha válaszoltok. |
|
|
|
ma 18:01 | Válasz | #2357 |
|
Nem a nyilak álltal
mutatott beállításról van szó (a kép máshoz készült), hanem a jobb
oldalon lévő CV Control mezőről.
|
|
|
|
ma 21:39 | Válasz | #2350 |
|
Ez nagyban fugg a maro
szerszamtol, hiaba keresel tablazatot, az biztos az idealis vagoelre
vonatkozik. Reg megszoktam a hegesztett lapkas piaci marokat,
gyakran eltortek, de olcsosaguk miatt azthittem, megeri. De nem
lehet osszehasonlitani egy borotvaeles teljes kemenyfem maro
teljesitmenyevel; azt bele engedhetem teljes hosszan mdf vagasba, ki
jon beleole egyben.
Toloerore meg kene merjem azt a szijas gepet, azt meg tudom allitani, ha nekifeszulok. Volt mar, hogy elfulladt a maro es elakadt a gep, nem tort el semmi. |
|
|
|
ma 21:38 | Válasz | #2349 |
|
állítsd a kettő közé...
:)
|
|
|
|
ma 21:17 | Válasz | #2348 |
|
Hat igen, volt mar szo
rola, de megnyugtato megoldas nem szuletett!
Epp ez a ket gomb, amirol beszelek; Allando sebessegnel miert kerekiti le a sarkokat? es ha mar lekerekiti, miert nem mindet egyforman? Tegnap is 10-es plexit vagtam, es teglalap helyett valami formatlan lekerekites lett az egyk sarkan. (Szerencsere ez a resz takarva lesz) Ha meg ``exact stop`` -ot irok, beolvad a maro. |
|
|
|
ma 20:08 | Válasz | #2347 |
|
Köszike,
És tolóerőről van valami infód??? Akkor 6-os maró, 10 mélység 5 m/perc, hány kiló ellenálása van az MDF-nek?? Ha érted mire gondolok.. |
|
|
|
ma 19:58 | Válasz | #2346 |
|
Akkor ezek a "gondok" a
gép lassítás-gyorsítás képességeiben vannak...
Az természetes, hogy a szerszámtörés lenne ha az a leggyengébb láncszem... de szerintem Lámpás úgy érzi nem ez a vége a "bulinak"... |
|
|
|
ma 19:40 | Válasz | #2345 |
|
Ez pontosan így van
Mach3 esetén is:
 (CV Control mező) |
|
| © gvox átemelve más témából! | ma 19:38 | Válasz | #2344 |
|
Üdvözöllek Lámpás!
Ha repesztene a kanyarban az sok szerszámba kerülne... A gépvezérlők finombeállításával ideális állapotot állíthatsz be majdnem minden vezérlőn A winpc-nc a pcnc, acncgraf..és atöbbiek is lehetővé teszik az egyenesvonalú mozgástól eltérő szögben történő továbbhaladás esetén a rampen profil belépését (lassítás-gyorsítás) a szögéték modosításával határozod meg mikortól lépjen be a rampen. HPGL esetén de más programoknál az ívet apró egyenes szakaszokból képzik , a szögeltérés finomításával beállítható egy elfogadható állapot |
|
|
|
ma 19:36 | Válasz | #2343 |
|
Lehet beállítási
finomhangolási gond, vagy amit írsz...
|
|
|
|
ma 19:35 | Válasz | #2342 |
|
De akkor nem értem
lámpás gondját...? Te érted? Az azos sebességtartáshoz... vagy a
gépe túl lassan gyorsul? Akkor ez lehetséges?
|
|
|
|
ma 19:31 | Válasz | #2341 |
|
De lehet, és már volt
téma régebben ez is (még képet is linkeltünk, hogy hol)!
|
|
|
|
ma 19:29 | Válasz | #2340 |
|
... és nem lehet a
sebességet a Mach-ban a körre azaz a szögre állítani?
A WinPC-NC-nél (mind fajtája) azt be lehet állítani, hogy mekkor az a "szerszámszög" eltérés amikor használja (ismét) a gyorsítási értéket azaz lassuljon.. Mert ugyebár 90 fokot bevenni a szerszámnak és gépnek már nem lehet (full gázzal:)... de az azt jelenti, hogy pl. (beállítás lehetőség) hogy egy 30mm-es kört lasabban egy 100mm-est gyorsabban fogja... tehát ha van egy 100x200mm-es ellípszis (ha a gép is tudja) akkor az azonos sebességgel fogja csinálni, de ha van benne egy 10mm-es "pup" akkor a pupnál visszavesz... lehet, hogy a Machb-an is ezt lehet konfigurálni...? |
|
| © HJózsi | 2007. nov. 14. 00:17 | Válasz | #1574 |
|
A Mach3 Mill doksi
kínai változata letölthető :ITT.
ha még nincs meg... sosem lehet tudni...
|
|
|
|
2007. nov. 08. 14:24 | Válasz | #1573 |
|
Az egész világ így
működik... Minden szarra van szabály, még a szabályra is... Ember
legyen a talpán aki követni tudja...
|
|
|
|
2007. nov. 08. 14:20 | Válasz | #1572 |
|
Jó lenne ha a
fejlesztők ezt is észrevennék!
De egy fejlesztő mindíg azt hiszi, hogy ha bonyultababb akkor az jobb! Persze lehet, hogy csak neki a világon? Erre sok példát tudnék írni... egyéb területről... pl. Mobil telók... Ott is egy dugóhúzó jobb lenne mint... :) Pl. Ha a WinPC-NC-ben nincs bekapcsolva a 4. tengely akkor semmilyen ablakban semmi... mint ha nem is létezne... |
|
|
|
2007. nov. 08. 14:00 | Válasz | #1571 |
|
Jól irtad Péter a nagy
töbségben a program tudását csak 10-20%-át használja ki a
felhasználo, mert neki ennyi elég pl. gravirozás plazma és
esztergálás de ezekből csak az alapok funkciokat használja és örül
neki hogy müködik.
|
|
|
|
2007. nov. 08. 13:52 | Válasz | #1570 |
|
Szerintem meg egy
"élvezeti" forrás egyfelöl, másfelöl a rengeteg lehetőség vissza is
üthet...
Örül a felhasználó, ha a gépet összebírja hozni... aztán még ezzel... Jó tudom egyedül vagyok...
Olyan dolgokat is tud amiket a felhasználók 90% nem használ... ti sem! Akkor? Mind a sivatagi terepjáró amelyik úszni is tud... :) Értitek mire gondolok? Szerintem jobb lenne egy "BASIC" indítási lehetőség benne... De a fifikája is más mint a WinPC-NC nek... másként közelíti meg a dolgokat, feladatokat... |
|
|
|
2007. nov. 08. 13:44 | Válasz | #1569 |
|
Az elején úgy indítod a
progit, hogy 3 ikon van Mach3 mill, Mach3 turn, Mach3 plasma...
Amúgy télleg rohadt sok mindent tud
ezért ilyen bonyolult, de csak egyszer kell belőni... Még a
menetorsódról is tudsz térképet csinálni, ha valamelyik részén
csalna a menetemelkedése... Egyébként én is ott rontottam el, hogy
minden szart megpiszkáltam az elején, pedig nem kellett volna...
|
|
|
|
2007. nov. 08. 13:35 | Válasz | #1568 |
|
OK. Nekem ez a progi
meghaladja a képességeimet...
Azt sem értem pl. 3 fő dolgot kezel és az a sok pipa azért van... 1. Maró 2. Habvágó 3. Plazmavágó Ha az elején eldöntené... akkor sokkal emberibb lenne a setupja... Viszont egy jópofa dolgot találtam benne amit a WinPC azthiszem nem tud: Step/dir-es főorsó vezérlést... pl. menetfúráshoz... Persze ezt a Z-tengely mozgásából le lehetne osztani a menetfej szervó vezérlőnek... |
|
| © HJózsi | 2007. nov. 08. 00:48 | Válasz | #1567 |
|
Sorszámmal, a
szerszámtáblázatban ( tool table), beviheted a paramétereit és
sorszámmal hivatkozol rá pl T2, nem úgy hogy sárga, vagy kék-zöld
csíkos ...
A képernyő meg kijelzi,
vagy ha nem átszerkesztheted, hogy kijelezze... |
|
|
|
2007. nov. 07. 23:07 | Válasz | #1566 |
|
Elolvastam a Mach
gépkönyvét... amennyire egy WinPC-NC tulajnak illik...
Hogyan vannak a szerszámok megkülönböztetve? A WinPC-NC-ben különböző szinekkel... számomra tök egyszerűen... ? |
|
| © Merkel Géza | 2007. nov. 07. 21:26 | Válasz | #1565 |
|
Nálam a 2.0.045 van és
az a betöltés után kussol, azaz nem tudok semmit sem beállítani.
|
|
| © Arany János | 2007. nov. 07. 19:20 | Válasz | #1564 |
|
Szia Géza!
2.02-es megnyitás után már választást kinál fel. |
|
| © Merkel Géza | 2007. nov. 07. 19:01 | Válasz | #1563 |
|
Sziasztok!
Utálom a Lazycam-ot mert nem ismerem és leírásom sincs róla! Ha valami import fájlból (pl. PLT) Gkódot akarok generálni mindíg plazmavágót feltételez ill. arra csinál kódot. Hogyan kell ezt a funkciót kikapcsolni ahhoz, hogy csupán egy egyszerű gravirozó Gkódot kapjak? Utálom ui. manuálisan kipucolni a Gkódból a plazma be és kikapcsokat.... |
|
| © Fehér Viktor | 2007. nov. 07. 17:02 | Válasz | #1562 |
|
Üdv.
A inch/mm váltás a "Z" útvonalat nem váltja rendesen.Lehet ,hogy én kutyulok össze valamit. De nem jöttem rá mit. |
|
| © samo | 2007. nov. 07. 16:58 | Válasz | #1561 |
|
Mi a problemád a
converterrel?
|
|
| © Fehér Viktor | 2007. nov. 05. 20:51 | Válasz | #1560 |
|
Üdv a csapanak.
Valaki tudja melyik verzióban működik helysen a HPGL convert? |
|
| © Hunka Tibor | 2007. nov. 02. 13:01 | Válasz | #1559 |
|
miki2 az artcam progi a
megoldás , gyere át oda !!
|
|
| © Miki2 | 2007. nov. 02. 12:01 | Válasz | #1558 |
|
Szervusztok!
AutoCad 2004 magyar verziót használok. Szilárdtestekből felépített 3D-s ábrát szeretnék 3D-ben visszamarni. Hogyan kezdjek hozzá? Milyen programot használjak a G-kódok előállítására? A 2D marással nem volt szinte semmi gondom. A többmenetes marásnak a felületbe történt illesztésével megoldódtak a mélyebb marások, kivágások, stb gondjai is. A 3D most került nálam először képbe, jó lenne tudni, hogyan kezdjek hozzá. Amit már italáltak, nem akarom újra "felfedezni". Köszönöm a segítséget. Üdv Miki |
|
|
|
2007. nov. 02. 10:25 | Válasz | #1557 |
|
Egy szöveg
szerkesztővel (keres+csere funkcióval) 3mp...
|
|
| © samo | 2007. nov. 02. 10:05 | Válasz | #1556 |
|
8-10000 soros kodbol
kitörölni elég bonyodalmas,minden átlépésnél beírja magát.
|
|
| © Hunka Tibor | 2007. nov. 01. 20:32 | Válasz | #1555 |
|
töröld ki egyszerüen ,
én az artcammal szivok néha nekem meg a -z értéket irja be
önkényesen , és a szerkesztöbe kell kijavitanom . Sajnos hogy miért
irja bele azt nem tudom .
|
|
| © samo | 2007. nov. 01. 19:24 | Válasz | #1554 |
|
Segítsetek!Mostanában a
mach gkod írásakor mindig beugrk az m3 m5 cod,ami ki be kapcsolgatja
marómotort.Hogy lehetne kiiktatni.Rendkívül zavaró.(a kódot mach3
1.84 hpgl importtal írom)köszi samo
|
|
| © HJózsi | 2007. okt. 30. 09:54 | Válasz | #1553 |
|
Mach3 R2.58 (Release
LockDown)
ITT.
|
|
| © Hunka Tibor | tegnap 17:53 | Válasz | #1552 |
|
A barátom lezárta
véletlenül a Mach 3 progit az lok utasitásal hogyan kell kinyitni !!
Ha behiv egy g-kodot azt irja ki FRO hibauzenetként !! |
|
| © HJózsi | 2007. okt. 20. 01:59 | Válasz | #1551 |
|
Mach3 R2.56 --> (Release
LockDown)
ITT.
ez hamar jött... |
|
| © HJózsi | 2007. okt. 18. 09:27 | Válasz | #1550 |
|
Mach3 R2.55 --> (Release
LockDown).
ITT.
|
|
| © Rinaldo | 2007. okt. 17. 18:25 | Válasz | #1549 |
|
Átváltottam a
mértékegységet mm-re a korábbi incsben volt csak a Mach-ot is arra
kellett volna állítani és az eredeti méretű lett volna.Most ott van
egy újabb fájl *2.tap.
|
|
| © samo | 2007. okt. 17. 16:59 | Válasz | #1548 |
|
Köszi a segítséget,de
sajnos nem jött össze.Az általad írt gcod olyan pici,hogy nem is
látszik.A plt file g-re megírva a szoftveres géphatárokon kívül esik
továbbra is.A work offsettel viszont sikerült a határokon belülre
tenni,ami idáig nem ment.Mit írtál a plt-be?Még azt kéne
elérnem,hogy a kiindulási pont a téglalap bal felső sarka legyen,és
az "y" tengely negativ irányba induljon.Ez a tábla csak minta
volt,de minden plt filem sajnos így működött.
üdv samo |
|
| © Rinaldo | 2007. okt. 16. 21:23 | Válasz | #1547 |
|
Szóval
ide:www.cnctar.hunbay.com/Rinaldo
|
|
| © Rinaldo | 2007. okt. 16. 21:21 | Válasz | #1546 |
|
Megnéztem és
visszatöltöttem
ide.
|
|
| © samo | 2007. okt. 16. 19:31 | Válasz | #1545 |
|
Köszi Rinaldo!
Az adatokat feltöltöttem az egyebek könyvtárba samo.zip-ként.képet is küldtem,hogy mi a problémám.A plt corel 7 -el készült.Lazycammal ez a hiba kiküszöbölhető,de nagyon lassú és körülményes,igaz a "0" pont áthelyezhető,de 1,5 megás állománynál már hibát vét.Ma is a munkahelyemen 20 soros szövegben 6 betünél csúszás volt a több lépcsös marásnál. Kösz a segítséget |
|
| © Rinaldo | 2007. okt. 16. 16:25 | Válasz | #1544 |
|
Az utóbbi: ignore tool
change-t kapcsold be a settings oldalon vagy a config/logic-ba.
Az első:? talán másold fel a tárhelyre a plt fájlt és megnézem ..... |
|
| © samo | 2007. okt. 16. 16:13 | Válasz | #1543 |
|
Szevasztok!Segítsetek,Mach 1.84.002 verziot tettem fel a gépre(így
nem Lazycamos).
Problémám:a plt allomány nem a rajz szerinti helyre kerül G kod convertálása után,(as beállítva) hanem mindig a szoftveres határokon kívül,valamint a g kódban szerepel a szerszámcsere kódja így amikor odaér megáll.Ezt hol lehet kikapcsolni? probáljatok mind a két kérdésre válaszolni,mert butaságom miatt a talira nem jutottam el. köszi Samo |
|
| © tomasz | 2007. okt. 09. 10:11 | Válasz | #1542 |
|
kernel lesz az nem
kerner...
|
|
|
|
2007. okt. 08. 19:28 | Válasz | #1541 |
|
Kicsit méregettem a
Charge Pump funkció kimenetét és leírom hátha érdekel valakit:
A Pump frekije függ a Kerner sebességétől (akkor, ha nincs fix 5kHz-re állítva a lézermódhoz)! Szkóppal mérve (kb): Kerner: Charge Pump: 25kHz 6.6kHz 45kHz 13 kHz |
|
| © svejk | 2007. okt. 08. 18:03 | Válasz | #1540 |
|
No alakul :)
|
|
|
|
2007. okt. 08. 17:55 | Válasz | #1539 |
|
Én minden PC-men EPP-t
használom (mindig a legmagasabb verzióval)! És ezek jók is, viszont
most, hogy belegondolog, a notebookjaimban nem lehet ezt állítani és
ott vélhetően a korszerübb (de nekünk nem a legjobb) ECP mód mehet
(és lehet, hogy itt a probléma)...
|
|
| © svejk | 2007. okt. 08. 17:52 | Válasz | #1538 |
|
eredetileg 5 bemenet
van tehát az spp(standard paralel port) elég kell legyen.
De a 3-as ugye lekezeli a kétirányú portot az pedig ecp v. epp. Most már fél órája győzködöm a R2.48-as verziót talán jó lett visszaraktam az 1-es lábra is a kimenetet ott is jónak tűnik. Köszi a hozzászólást! |
|
|
|
2007. okt. 08. 17:42 | Válasz | #1537 |
|
Fontos, hogy ne a
DMA-át is használó módba (azonkívül bármire)!
A DMA-s mód azt hiszem az ECP (tehát ne erre)! |
|
| © svejk | 2007. okt. 08. 17:09 | Válasz | #1536 |
|
A fene se érti ezeket,
már tul régi az lpt sok modosítás volt.
Azt kitapasztaltam ha a maró az 1-es lábon van akkor a 11-es lábi limit/home piszkálja, ha a marót átrakom a 17-es lábra akkor 10-es lábi limit/home kapcsolóra reagál. De persze nem mindig :( Tényleg , mire is kell állítani az lpt módot a pc setup-jában? |
|
|
|
2007. okt. 08. 16:03 | Válasz | #1535 |
|
Még annyit, hogy régen
az asztali gépem is csinálta ezeket (a H1 teszteknél mindig
tapasztaltam 1 bizonyos bit működtetése után), de valamelyik Mach3
frissítése után már megszünt a jelenség (csak a laptoppokon van még
mindig).
|
|
|
|
2007. okt. 08. 15:57 | Válasz | #1534 |
|
Ez a jelenség ismert!
Tudni kell, hogy a Windows az LPT porton keresztül figyeli a nyomtatók "bejelentkezését" (valszeg P&P funkció)! Ezért némely bitre megszakítás generálódik (akkor is ha ez le van tiltva a Windows-ban) és elpiszkál biteket a porton! Érdekes a jelenség mert az asztali gépemen nem jeletkezik, de az összes laptoppomon igen (egységes verziójú Mach3 fut mindenen). Egyetlen megoldás, a home (vagy ++) bemenetek átrendezése! Csak 1 bemenet váltja ki ezt a reakciót (ismétlem mégegyszer, hogy a windows beleszolása ez és nem minden gépen)! Érdemes lenne ezt alaposan megvizsgálni... majd egyszer, ha több időm lesz, végzek teszteket (le lehet e tiltani, vagy megkerülni)! |
|
| © svejk | 2007. okt. 08. 10:03 | Válasz | #1533 |
|
Töredelmesen bevallom,
hogy csak a találkozó kedvéért szereltem fel a limit/home
kapcsolókat.
Jó is lenne, bele is szerettem, de néha bekapcsolja a marómotort a végállás müködés. Ez ismert hiba? Vagy beállítás kérdése. Biztos nem zavar kérdése mert a spindle led-je is villog olyankor a képernyőn. |
|
| © Hunka Tibor | 2007. okt. 03. 09:15 | Válasz | #1532 |
|
|
2007. okt. 02. 17:53 | Válasz | #1531 |
|
Hát volt egy-pár future
azóta... lehet, hogy azért!
|
|
| © svejk | 2007. okt. 02. 17:08 | Válasz | #1530 |
|
Hmm...
A mach2-essel és a régebbi mach3-assal továbbra sem működik egy-két képernyő. |
|
| © svejk | 2007. okt. 02. 14:20 | Válasz | #1529 |
|
Válaszolok magamnak:
Annak a könyvtárnak amelyikben a képernyő képelemeinek a képei vannak, a (meghajtó):\Mach3\Bitmaps könyvtárban kell lennie. A (fájlnév).set lehet a mach3 gyökérben. |
|
| © svejk | 2007. okt. 02. 13:47 | Válasz | #1528 |
|
Sziasztok!
Valaki írja már le röviden hogyan működnek ezek a képernyők. Melyik könyvtárba kell másolni, vagy kell-e valahol utvonalat megadni? Nálam ugyanis egy jó pár nem műxik, nem tudja betölteni a képernyő kép elemeit. |
|
| © svejk | 2007. okt. 02. 13:42 | Válasz | #1527 |
|
Sziasztok!
Valaki írja már le röviden hogy működnek ezek a képernyők. Melyik könnvtárba kell másolni ,vagy kell-e utvonalat megadni. Ugyanis nálam egyik másik nem tudja betölteni a képernyő kép elemeit. |
|
|
|
2007. szept. 22. 16:43 | Válasz | #1526 |
|
Dockolókat kapni
ezekhez! Vegyél egyet...
|
|
| © csiki | 2007. szept. 22. 16:34 | Válasz | #1525 |
|
Jó lenne ha ezt lehetne
használni. Egy infosnak mondtam el, hogy mire lenne szükségem és ő
mondta, hogy az "HP Expansion port" nagy valószinűséggel
használható. Ha van infó azonnal közlöm és persze várom is. köszi.
|
|
|
|
2007. szept. 22. 16:29 | Válasz | #1524 |
|
Csak mert a dockolón
van LPT port...
|
|
| © csiki | 2007. szept. 22. 16:28 | Válasz | #1523 |
|
nem tom
|
|
|
|
2007. szept. 22. 16:20 | Válasz | #1522 |
|
Az nem a Dockoló helye
véletlenül?
|
|
| © csiki | 2007. szept. 22. 16:02 | Válasz | #1521 |
|
Hali!
Ha jól értelmeztem HP Expansion port elvileg tudja azt amit az lpt-nek kell tudnia erről van valakinek infója? Létezik hozzá valami fordító és az hol? Üdv:csiki |
|
| © HJózsi | 2007. szept. 22. 15:53 | Válasz | #1520 |
|
Húúú de rózsaszín ez az
oldal .... biztos az árak miatt ...
|
|
| © sanyi | 2007. szept. 22. 15:43 | Válasz | #1519 |
|
a notebook4u.hu
honlapon 18-féle új notebook van mainak van párhuzamos portja. Igaz
nem az olcsó 100000 forintos kategória, de nem is az a minőség.
A Lenovo/IBM notebookokat merem ajánlani. Igaz én HP-t használok jelenleg. |
|
|
|
2007. szept. 22. 08:28 | Válasz | #1518 |
|
Van, csak a "felsőbb
kategóriában" és jellemzően AMD-ATI chip settel (mivel ezt az LPT
elhagyási őrületet az Intel találta ki és forszírozza).
|
|
| © Motoros | 2007. szept. 22. 08:25 | Válasz | #1517 |
|
Az is jó volna ha
összegyüjtenénk azokat a laptop tipusokat amiben még újonnan van
párhuzamos port-ha van ilyen még egyáltalán.
|
|
| © Szám Attila | 2007. szept. 21. 21:38 | Válasz | #1516 |
|
Az ismerősöm ajálott
olyan gépet amin alapban van LPT port, ami akár DOS-ból is elérhető,
így azzal tuti nem lesz gond. Van ilyen új Asus is és mondott valami
olcsóbb márkát is, de arra nem emlékszem.
|
|
|
|
2007. szept. 21. 14:48 | Válasz | #1515 |
|
Az biztos, hogy más,
mert nekem ezek a driverek nem jók (más chipset típust ír ki, de ENE
gyártányút).
Az gáz, ha cserélni kell ezért notebook-ot (és mi a garancia, hogy az újban fog menni ez a mód?)! Érdemes lenne egy listát összeállítani, olyan notebook típusokból, ami Mach kompadtibilis... |
|
| © Szám Attila | 2007. szept. 20. 21:54 | Válasz | #1514 |
|
Sajnos az ajánlott
driverek nem segítettek.
Programozó ismerősöm szerint, aki rendszergazda is több cégnél azt mondta, hogy nem feltétlenül kell működnie. Valószínűleg ez a gép más chipset-el rendelkezik, mint a tiéd amin működik. Ezek szerint le kell cserélnem a gépet. |
|
|
|
2007. szept. 19. 19:42 | Válasz | #1513 |
|
Sajnos a Standard mód
néhány drivernak nem nyerő (nálam a Wi-Fi és az 5 in 1 olvasóból 1
nem megy, de minden más kifogástalan)! Valószínü, hogy a Card Bus
vezérlőd drivere a hunyó, mert a Sunix nálam jól megy Standard
módban is!
|
|
|
|
2007. szept. 19. 19:42 | Válasz | #1513 |
|
Sajnos a Standard mód
néhány drivernak nem nyerő (nálam a Wi-Fi és az 5 in 1 olvasóból 1
nem megy, de minden más kifogástalan)! Valószínü, hogy a Card Bus
vezérlőd drivere a hunyó, mert a Sunix nálam jól megy Standard
módban is!
|
|
| © HJózsi | 2007. szept. 19. 17:42 | Válasz | #1512 |
|
Sept 18th 2007 Version
2.48
Fixed Angular rollover on Linear A,B,C axis. Fixed Brains editor. Added macro M1047 and M1030 if existing will be run on reewind M30 and M47..Mach3 |
|
| © Szám Attila | 2007. szept. 17. 19:13 | Válasz | #1511 |
|
DE hangsúlyozom, hogy
normál telepítés ( ACPI mód) esetén nics ilyen gond sem a Cardbus
driverrel, sem a Sunix driverrel, csak a Szabványos PC módban!
|
|
| © Szám Attila | 2007. szept. 17. 19:04 | Válasz | #1510 |
|
Mielőtt még letolnál,
írtam a gépem típusát ( #1500 -as végén) Acer Travelmate 2413 NLC.
A Sunix drivert azt használom amit javasoltál és alapban az van hozzá CD-n is ( ellenőriztem a másik XP-n). Ahogy nézem alapban az a gond, hogy az én gépem Szabványos PC módban nem engedi a PCMCIA 32 bites módját. Köszönöm a gyűjteményt, kipróbálom! |
|
|
|
2007. szept. 17. 15:40 | Válasz | #1509 |
|
Ja, és milyen SUNIX
drivert használsz (csak
ez jó!!!)
|
|
|
|
2007. szept. 17. 15:35 | Válasz | #1508 |
|
Néhány Driver a CardBus
kontrolleredhez (teszteld):
ENE_CB1410.exe;0;pi;platform_Lynx_K8 Gyűjtemény, de reg kell... CardBus.zip és egy fórum a témáról... |
|
|
|
2007. szept. 17. 15:08 | Válasz | #1507 |
|
Ez égyértelműen driver
hiba!
Meg kellene tudni, hogy a CardBus meghajtód pontosan milyen chippel megy és erre keresni drivert (akár idegen helyről is)! Próbáld meg az Acer más CardBus drivereit is! Azt kéne tudni, hogy mely Acer és más notebook használja ugyan azt a PC CardBus kontrollert... Még mindig nem írtad mi a típusa az Acerednek! |
|
| © HJózsi | 2007. szept. 17. 10:30 | Válasz | #1506 |
|
Úgy látszik megint
sűrübben frissítenek.
Mach3 R2.47 --> (Release LockDown).(Click Here) |
|
| © Szám Attila | 2007. szept. 17. 00:22 | Válasz | #1505 |
|
Újabb fejlemény:
Ha a PCMCIA adaptert kézzel lefrissítem egy nem hozávalóra ( Intel) aztán visszaállítom az eredetit, akkor felkiáltójeles lesz ( nem indítható). Ezután eltávolítom, majd hardware változások keresése gomb. Ekkor megtatálja és elkezdi telepíteni. Ha közben bedugom a Sunixet, akkor azt is megtalálja, fel is teszi a driverét, meg is jelenik a Többfunkciós adapterek, de újra kell indítani. Újraindulás után már megint nincs sehol. |
|
| © Szám Attila | 2007. szept. 16. 23:36 | Válasz | #1504 |
|
Megpróbálkoztam egy
másik XP-vel. Most végre kiírta, hogy mi a baja a PCMCIA kártyával,
de megoldást még mindig nem tudok rá :

|
|
| © Szám Attila | 2007. szept. 16. 20:17 | Válasz | #1503 |
|
De jelenleg a Teszt
tökéletes, csak az LPT kártya nem megy a Standard módban.
|
|
| © Szám Attila | 2007. szept. 16. 20:14 | Válasz | #1502 |
|
természetesen igen.
|
|
|
|
2007. szept. 16. 20:01 | Válasz | #1501 |
|
A SpecialDriver-t
felraktad?
|
|
| © Szám Attila | 2007. szept. 16. 19:39 | Válasz | #1500 |
|
Az ACPI partíción ( D
meghajtó) eddig használtam ( kb.: 3 hónapig) úgy, hogy közben még
ment a Corel 12, a vágóplotter és a net is. Most a héten vettem
észre, hogy akadoznak az épülő habvágó motorjai. Ekkor elkezdtem a
másik partíció ( C) újratelepítését a leírásod szerint. Ez azonban
gondot okozott a D-n levő XP-nek, mivel az energiagazdálkodást a
C-re telepíti kérdezés nélkül, így azt is legyalultam. Most már
hiába teszem vissza, a teszt nem ír ki semmi számot a frekvencia
ablakba és a vonal ( görbe) sem jelenik meg. A gép Acer Travelmate
2413 NLC .
|
|
|
|
2007. szept. 16. 18:05 | Válasz | #1499 |
|
Nekem is ENE gyártmányú
van. A típusa ugyan más...
Nézd meg az ACPI partición a Mach driver tesztjét, ha nem túl rossz, használható úgy is... Mi a Acered pontos típusa? |
|
| © Szám Attila | 2007. szept. 16. 10:04 | Válasz | #1498 |
|
És a másik partíción
ugyanúgy általános van és ott működik a Sunix !
|
|
| © Szám Attila | 2007. szept. 16. 09:38 | Válasz | #1497 |
|
Amit Acerhez találtam
és elfogadott a gép, az az ENE CB1410 Cardbus Controller.
De a helyzet ugyanaz. |
|
| © Szám Attila | 2007. szept. 16. 09:25 | Válasz | #1496 |
|
Az a baj, hogy ehhez a
géphez található csomagban nincs külön cardbus driver ( csak
win98-hoz).
Az alaplapit felraktam. |
|
|
|
2007. szept. 16. 08:24 | Válasz | #1495 |
|
Ez mi?
Tudsz valamit konkrétumot róla? |
|
|
|
2007. szept. 16. 08:15 | Válasz | #1494 |
|
A gond az, hogy amint
látom a rendszereden egy "általános PCMCIA" driver fut a Card
Bus-odon!!! Ez nem jó!! Rakd fel a géped eredeti driverét (nem
általánost)!!!!
Csak a Standard PC a megfelelő a Mach-nak (legalábis az a jobb)! |
|
| © Szám Attila | 2007. szept. 15. 22:44 | Válasz | #1493 |
|
A sárga háromszög a
jobb alsó sarokban.
Ez az összes reakció, ha a Sunix-et bedugom. |
|
| © Szám Attila | 2007. szept. 15. 22:43 | Válasz | #1492 |
|
Mégsem bírtam holnapig.
Eddig jutottam. A helyzet ugyanaz 
|
|
| © HJózsi | 2007. szept. 15. 21:15 | Válasz | #1491 |
|
Sept 14th 2007 MACH3
Version 2.46
Final Foundational change. Brain control added, brain editor and analyser added. Fix to tool number display during program run. |
|
| © Szám Attila | 2007. szept. 15. 20:33 | Válasz | #1490 |
|
De most akkor ez az
ACPI ez így jó?
Nem csak Szabványos PC-nek kell lennie? |
|
| © Szám Attila | 2007. szept. 15. 20:31 | Válasz | #1489 |
|
A PCMCIA adapternél az
eszközkezelőben nem volt felkiáltójel.
Már összeborítottam az egészet Holnap kezdem előlről. Ahol felkiáltójel volt, az a lemezmeghajtó. A Sunix driverével az a gondom, hogy csak akkor telepíthető, ha a windows új hardware-t talál, mert csak inf file-ok vannak. De a szabványos PC esetén ilyen nem volt. Kínomban már frissítettem a szabványos PC-t ACPI-re ( tudom így már elvileg nem jó ) és akkor rögtön beindult az LPT kártya is. Előzőleg a friss Szabványos PC telepítésnél amikor bedugtam az LPT kártyát , megjelent egy kis sárga háromszög, benne egy felkiáltójel jobb alul a tálcán és amikor rákattintok nem történik semmi, csak eltűnik. Holnap folytatom. Addig is köszi! |
|
|
|
2007. szept. 15. 19:09 | Válasz | #1488 |
|
Tehát a PCMCIA
adapterek-nek kell hibátlanul mennie a SUNIX kártyához!

|
|
|
|
2007. szept. 15. 19:06 | Válasz | #1487 |
|
Gondolom a kártaolvasó
(5 in 1) felraktad, meert nélküle nem megy (ugyanis az tartalmazza a
PC Card Bus vezérlő driverét is)! Legalábis az Aspire 3100-as
sorozatban!
Ha felraktad és mégsem, akkor nézd meg az eszközkezelőben nincs e sárga felkiáltójel a PC Card (PCMCIA?) busvezérlő előtt?! Ezen keresztül kommunikál az LPT kártya. |
|
| © Szám Attila | 2007. szept. 15. 18:54 | Válasz | #1486 |
|
Sziasztok!
Istvánhoz lenne kérdésem. Acer Laptoppal szívok reggel óta. Eddig működött normál telepítés mellett is a Mach3, de ma észrevettem, hogy néha akadozik, nem simán futnak a motorok. Ekkor elkezdtem a kezdőlapon leírtak szerint telepíten egy külön partícióra. Minden ment is a leírtak szerint, még a teszt is szép eredményt mutatott, de az LPT kártyát nem kezdte el keresni és így nem tudom feltenni a driverét sem. Tehát van egy frankó Mach vezérlésem, csak nem tudom kivinni a jelet a gépre. István ! Neked hogy sikerült? Köszi előre is! |
|
|
|
2007. szept. 13. 18:48 | Válasz | #1485 |
|
Nem tudom, szerintem
bármihez amira jónak találja a user! Esetleg 3D zéroztatás...?!
|
|
| © Motoros | 2007. szept. 13. 09:47 | Válasz | #1484 |
|
Mihez való ez
eredetileg? Lehet hogy hasznát lehetne venni pl. egy smd beültető
betanításánál egy célkereszttel, vagy valami müszaki tárgy fontos
pontjainak felvételére?
|
|
| © Motoros | tegnap 20:20 | Válasz | #1483 |
|
Kösz! megpróbálom
|
|
|
|
tegnap 14:44 | Válasz | #1482 |
|
De (szerintem), próbáld
ki!
|
|
| © lorant | tegnap 07:20 | Válasz | #1481 |
|
|
|
| © Motoros | 2007. szept. 10. 19:47 | Válasz | #1480 |
|
Hali István!
Elolvastam. Ez a standard pc-s Xp- telepítés esetleg asztali gépeken nem segíthet ahol a Mach kékhalállal elszál |
|
|
|
2007. szept. 10. 18:24 | Válasz | #1479 |
|
Aki esetleg nem olvasná
a Dinamikus híreket:
Készítettem egy leírást a korszerű notebook-ok és Mach3-as párosokról (telepítés, gondok, megoldások)! Tudom, hogy sokunknak volt ilyen gondja (most már nekem is) és ez megoldás sok bajra!!! Majd nézzétek meg! |
|
|
|
2007. szept. 08. 08:11 | Válasz | #1478 |
|
Csak teszteltem, hogy
működik e! Gondolom a megmunkáló gép mellé kellene rakni...
|
|
| © Hunka Tibor | 2007. szept. 07. 21:31 | Válasz | #1477 |
|
hova rakod a kamerát ??
|
|
| © Hunka Tibor | 2007. szept. 07. 21:31 | Válasz | #1477 |
|
hova rakod a kamerát ??
|
|
|
|
2007. szept. 07. 18:29 | Válasz | #1476 |
|
A Skype-ben van video
teszt, és nálam a Mach-ban nem kell semmit állítani (nem is lehet a
driveren). Én USB kamerát használok...
|
|
|
|
2007. szept. 07. 17:46 | Válasz | #1475 |
|
Milyen tesztre
gondolsz, a kamera a sajat kis idetlen programjaval jol mukodik,
lehet, hogy valami mas driver kene hozza? A skipe es internet nincs
a CNC-s gepemen.
|
|
|
|
2007. szept. 07. 16:55 | Válasz | #1474 |
|
Én teszteltem és
frankón működik!
A webCam-ot egy másik progival is teszteld le, mert lehet, hogy a drivere van rosszul beállítva (erre jó a Skype tesztelője is)! |
|
|
|
2007. szept. 07. 16:39 | Válasz | #1473 |
|
Ebben a Mach3 ban van
egy facilitas, a Video Window, ami nagyon hasznosnak tunik,
beallithato, hogy csak vonalas kepet adjon, vagy csak a mozgo
alkatreszeket mutassa, egy webkamera hozzakapcsolasaval. Hasznalja
ezt valaki? Nalam nem akar mukodni, beallitasai meg nem talalom.
|
|
| © HJózsi | 2007. szept. 07. 12:57 | Válasz | #1472 |
|
Tengelyenként, ezért
nem mindegy milyen gyors a géped (PC)...
|
|
| © Messer | 2007. szept. 07. 12:52 | Válasz | #1471 |
|
|
|
| © Szobrász | 2007. szept. 07. 12:26 | Válasz | #1470 |
|
Sziasztok!
Volna egy egyszerű kédésem. Amikor egy program Max léptetési frekvenciáját adják meg: x kHz a nyomtató porton, ezt tengelyenként kell értelmezni, vagy az összes tengelynek ebből kell gazdálkodnia? |
|
| © Hunka Tibor | 2007. szept. 07. 09:12 | Válasz | #1469 |
|
a magyar leirásban
benne van
|
|
| © FLeslie | 2007. szept. 07. 09:08 | Válasz | #1468 |
|
Sziasztok!
Azt szeretném kérdezni, hogy van-e olyan táblázat, gyüjtemény ami a MACH3 által ismert G-kódokat tartalmazza. Segítségeteket előreis köszönöm! |
|
| © HJózsi | 2007. szept. 07. 00:52 | Válasz | #1467 |
|
Mach3 R2.45 (Release
LockDown) a legfrissebb letölthető.
A szokásos helyen ... :)
|
|
|
|
2007. aug. 27. 17:12 | Válasz | #1466 |
|
Hmmmmmm
|
|
| © Hunka Tibor | 2007. aug. 27. 09:18 | Válasz | #1465 |
|
de miért ???? Változik
|
|
|
|
2007. aug. 26. 23:04 | Válasz | #1464 |
|
hali,
minimálisan, néha 1-3 mm/percet |
|
| © Hunka Tibor | 2007. aug. 26. 13:38 | Válasz | #1463 |
|
jOL elvagyok magammal
!!ugy néz ki megoldottam : G64 -et beirtam és a digitalizálást
töröltem a konfigban .már nem rángat de még mindig halhato a
megtorpanás !!
legalább arra reagáljatok hogyha valakinél megy a gép azt nézze meg hogy egyenes mozgatásnál pl kézi mod ott is válltozik az F érték ?? |
|
| © Hunka Tibor | 2007. aug. 26. 13:16 | Válasz | #1462 |
|
egyenes mozgásnál is
válltozik a F érték ez szerintem nem jó !! ritmikusan csinálja
|
|
| © Hunka Tibor | 2007. aug. 26. 13:14 | Válasz | #1461 |
|
lehetséges , hogy a
orso térkép aktivizálodott . mert emlékszem hogy megnéztem a menüt
és lehet hogy bekepcsoltam ????
|
|
| © Hunka Tibor | 2007. aug. 26. 12:48 | Válasz | #1460 |
|
amlak =ablak
|
|
| © Hunka Tibor | 2007. aug. 26. 12:47 | Válasz | #1459 |
|
Még mindig nem oldodot
meg a problémám , a mondatok válltásánál rángat a gép !
Azt figyeltem emg , hogy a munkavégzés idejéz mutato amlak és a sorváltást mutato amlakban a számok egyszerre váltanak akkor kezd rángatozni a marás , ha hosszu marás van semmi probléma , vagy ha nagyon gyorsan mennek a mondatok . |
|
| © Bagoj | 2007. aug. 22. 20:42 | Válasz | #1458 |
|
Köszi. Majd legközelebb
ez lesz, most EMC jó, ott a G64 után megadható paraméterként a
tolerancia.
|
|
| © Rinaldo | 2007. aug. 22. 18:34 | Válasz | #1457 |
|
Rövidesen én is meg
fogom nézni az EMC-t.
|
|
|
|
2007. aug. 22. 16:47 | Válasz | #1456 |
|
Jó régi setup
képernyő...
|
|
| © Fehér Viktor | 2007. aug. 22. 16:25 | Válasz | #1455 |
|
Itt álíthatsz.

|
|
| © Bagoj | 2007. aug. 22. 12:27 | Válasz | #1454 |
|
Köszi, EZT nem sikerült
kiderítenem. Majd ha legközelebb macholok akkor megnézem. Mostmár
legórtam a windowst. Egyelőre az EMC szimpatikus.
|
|
| © HJózsi | 2007. aug. 22. 10:14 | Válasz | #1453 |
|
Letölthető: Mach3 R2.42
(Release LockDown)
|
|
| © Rinaldo | 2007. aug. 21. 22:10 | Válasz | #1452 |
|
Szia Bagoj,
A Mach-ban mozgatási mód CV,settings oldalon CV feedrate bekapcsol + értékmegadás és lekerekíti a sarkokat.Az angular limit értékén is változtathatsz. |
|
| © zovax | 2007. aug. 21. 21:07 | Válasz | #1451 |
|
Szuper, kipróbáltam! De
két gondom van vele. 800x600-as képernyőn nem használható.
A másik pedig, hogy én nem két kontúrt akarok, csak egyet. Azt, amit a két kontúr közrezár. Van erre valami megoldás? kösz |
|
| © Bagoj | 2007. aug. 21. 20:55 | Válasz | #1450 |
|
Na, ilyen lekerekítésre
van szükségem, na ezt a mach-al nem sikerult elérni, viszont most
felraktam egy EMC2-t és az gyönyörűen megcsinálja.
|
|
|
|
2007. aug. 21. 20:22 | Válasz | #1449 |
|
ez egy 1200 cel gép,
enhanced pulsing nem igazán javított a helyzeten, már próbáltam....
A Sherline az titok??? (értem hogy nem kell)de anélkül darabosabb és ugyan úgy téveszt. Semmi más változást nem okozott csak simábban megy, ha be van kapcsolva... Ezért kérdeztem mi az ... |
|
|
|
2007. aug. 21. 20:10 | Válasz | #1448 |
|
A Step uS-ban van, a
Dir IRQ számokban (nem uS).
A Sherline P1 esetén nem kell! Az Enhanced pulsing -et érdemes bekapcsolni min 800MHz-es gép felett, plusz CPU terhelés fejében, egyenletesebb Step jelet generál. |
|
|
|
2007. aug. 21. 20:05 | Válasz | #1447 |
|
ok, csak azért
kérdeztem mert oldalt a leírásban az van pirossal hogy a sehrline
mód legyen kikapcsolva. Azt észrevettem hogy bekapcsolva 25kHz-n
egyenletesebb a járása, kikapcsolva 35 kHz-n ugyan az az eredmény /
egyenletes járás. Gondolom a menüben akkor az elírás mert ott az
van, hogy 1-5 us a step, a dir pedig 0-5 valami ( talán step idő)
A sherline-t azért kérdeztem mert ha ez az egyenletesebb motorjárás, akkor mi az Enhanced pulsing ? kezd tele lenni a hócipőm.... A végén még másik progit és másik vezérlőt teszek arra a gépre./ pedig egész jól megbarátkoztam az M3-al... |
|
|
|
2007. aug. 21. 19:56 | Válasz | #1446 |
|
Ja, bocsi, most
olvasom, hogy P1-hez?! Ott a Sherline modot KI kell kapcsolni!!!
A többi ok! |
|
|
|
2007. aug. 21. 19:07 | Válasz | #1445 |
|
Csak itt az 5 nem uS!
Használj 5-öt és Sherline módot! Jóval lentebb ezt a témát többször
is kiveséztük...
|
|
|
|
2007. aug. 21. 19:07 | Válasz | #1445 |
|
Csak itt az 5 nem uS!
Használj 5-öt és Sherline módot! Jóval lentebb ezt a témát többször
is kiveséztük...
|
|
|
|
2007. aug. 21. 18:29 | Válasz | #1444 |
|
Hali, a " Sherline mode
" mi a fenét csinál ???
Ja jut eszembe az M2-nél akkor szünt meg a pozició tévesztés ( x-y -ba) ha 60 us- re állítottam az impulzust, de itt pontos az X-Y, és nem lehet csak 5-re..... |
|
|
|
2007. aug. 21. 16:34 | Válasz | #1443 |
|
És a beépített
Wizard-ok?!
|
|
|
|
2007. aug. 21. 16:33 | Válasz | #1442 |
|
Ellenőrizd az optp-kat
is (lehet, hogy jeltorzulásod komoly)! A Dir előfutás 5 legyen és a
Step jel is 5!
|
|
|
|
2007. aug. 21. 16:31 | Válasz | #1441 |
|
Megtéve...
|
|
|
|
2007. aug. 21. 16:26 | Válasz | #1440 |
|
Köszi az infót, ez
megerősíti a C++ gyanumat!
|
|
| © Hunka Tibor | 2007. aug. 21. 09:32 | Válasz | #1439 |
|
Ja a sebesség problémám
ami az M2-nél volt itt megoldódott, ugyanazzal a kóddal itt 2-3000
mm/perc a sebesség (igazából nem értem miért, ugyanazok a
paraméterek, / máshogy gyorsít...)
nálam ez a mach3 1.9 röl a mach3 2.4 re valo átérésnél jött be , de a RÁNGATÁS nem szünt meg |
|
|
|
2007. aug. 21. 01:22 | Válasz | #1438 |
|
Dubble cnc oldalan van
egy tft to g-code. Cimet nem irok, pda-rol hosszadalmas most
linkelni. megtalalod...
|
|
|
|
2007. aug. 20. 22:05 | Válasz | #1437 |
|
Tuti megoldást még nem
találtam ...
Gondolom "egyvonalas" betükre gondolsz? Vannak, léteznek... de nincsenek "raktáron"... |
|
| © gvox | 2007. aug. 20. 21:43 | Válasz | #1436 |
|
Egy észrevétel a M3
tévesztéssel. Az M3- ban az inputok állandóan aktivak és igy a
zavaró inpulzusok simána gépbe jutnak, nem kéne de így van, Amióta
szűrést alkalmazok azóta ez megszünt. az inputokba javaslok
1kOhm/1nF-os aluláteresztőt beiktatni. Azóta a fr váltót sem érzi
|
|
|
|
2007. aug. 20. 21:30 | Válasz | #1435 |
|
Hali.
Nem akarom a vitát felszítani, csak érdeklődnék affelől van- e valakinek fejleménye a pozició tévesztésről.? M2-ről áttértem M3-ra, tök jól ment, semmi gond.... De múlthét közepén elkezdett Z irányban poziciót téveszteni. (gondoltam szorul, vagy hasonló) Szétszedtem a Z-met, semmi probléma vele, újra telepítettem (teljesen leirtva) de nem használt. Olyan kis érteknél is mint pl:200 mm/perc maximális Z sebesség. (már játszottam a step, és dir jelekkel is, de nem lett jó) ( ami furcsa a z mozog imp szélesség: 1, előfutás: 0-val is de a többi tengely csak imp szélesség: 4- től kezd el mozogni..) Lehet, hogy szar a számláló a P1-ben?? Ja a sebesség problémám ami az M2-nél volt itt megoldódott, ugyanazzal a kóddal itt 2-3000 mm/perc a sebesség (igazából nem értem miért, ugyanazok a paraméterek, / máshogy gyorsít...) |
|
| © zovax | 2007. aug. 20. 21:26 | Válasz | #1434 |
|
EMberek!
Újabb kérdés. Hogy tudok legegyszerűbben valamilyen szöveget szerszámpályává alakítani? Pl egy darab fába akarok belegravírozni valami szöveget. Hogy kell ezt csinálni? |
|
|
|
2007. aug. 20. 14:10 | Válasz | #1433 |
|
Lehet, hogy .bat-ot,
.com-ot is. De ezeket meg nem akartam kuldeni. Nevezd az oket, meg
csomagolas elott es jo lesz.
|
|
| © Amatőr | 2007. aug. 20. 13:11 | Válasz | #1432 |
|
Szóval csak az exe-ket
szűri? Nekem sem jött át egy .zip-be csomagolt .exe, azt hittem a
zipre allergiásak.
|
|
|
|
2007. aug. 20. 12:59 | Válasz | #1431 |
|
Az exe-t nevezd at
"ex_"-re mondjuk. Gmail a zipeket is ellenorzi. Ha vegrehajthato
file van, akar csomagova is - nem engedi elkuldeni/fogadni!!!
Ket file-t elkuldhetned, ha nincs ellene kifogasod. Raneznek... Koszi! |
|
| © HJózsi | 2007. aug. 20. 12:05 | Válasz | #1430 |
|
Mondjuk a BF20 eredeti
tekerőit ...
|
|
| © HJózsi | 2007. aug. 20. 12:05 | Válasz | #1429 |
|
Szerintem az jellemzi a
hobbistákat (engem is), hogy bár full cnc gépet akarnak építen,
amikor kész van mégis kézzel is akatnak tekergetni...
Na erre jó az MPG, mert nem mennek el a beállítások. Lehet akár realisztikus méretű kurblikkal is felszerelni, hogy még manuálisabb legyen a feeling ...
|
|
| © HJózsi | 2007. aug. 20. 11:58 | Válasz | #1428 |
|
A Mach leírásában
szerepel, hogy encodert is beköthetünk MPG-nek, ugyanaz mintha
encodert kötnénk be. Nézd meg a config _> ports & pins ->
Encoder/MPG ! ...
Az encoder A és B kimenetét az MPG#1.. stb-nél beállítod. Szerintem Te már ma kipróbálhatod ...
|
|
| © HJózsi | 2007. aug. 20. 11:43 | Válasz | #1427 |
|
Igen, akkor én sem
adnám el a másikat, de nem nagyon bízok, hogy a taliig megoldás
születne rá, ha a nemzetközi fórumok beírásaira nem történt
előrelépés...
A. Fenerty a szerző, több plugint is készített, nem igazán értem miért nem frissítette. Artsoft forum |
|
| © HJózsi | 2007. aug. 20. 11:30 | Válasz | #1426 |
|
Bár már régen
fejlesztettem C-ben, emlékeim szerint az ezek a file-ok tartalmazzák
az összes üzenetet, feliratot. Ezeket kell lecserélni magyarra, ill.
az is megoldható, hogy a nyelv választható legyen. Ez utóbbin lenne
célszerű elindulniuk, mi a magyarításban tudunk segíteni nekik.
Program and/or Extension Function [What's This?] Company [What's This?] C++ Resource Compiler Script File Borland Software Corporation Extension: RC Program and/or Extension Function [What's This?] Company [What's This?] Visual C++ Resource Script Microsoft Extension: RC Program and/or Extension Function [What's This?] Company [What's This?] Resource Script Specific Notes [What's This?] Various compilers: Microsoft C, C++/Borland C++/Resource WorkShop. Link |
|
|
|
2007. aug. 20. 08:47 | Válasz | #1425 |
|
Nem ide tartozik... de
zip-et küldtél Gmail-ra?
|
|
|
|
2007. aug. 20. 08:12 | Válasz | #1424 |
|
Megjött a 2. kérdésemre
a válasz! Nem semmi... az Arto elküldte a Mach3 ide vonatkozó forrás
fáljait (2db file)!!!!!!!!
Én ezt ki nem adtam volna a kezemből... persze nem lehet ennyiből reprodukálni a teljes exe-t, de akkor is!!! A két file neve : Mach4.rc és Mach4Strings.cpp! Aki felismeri mik lehetnek (szerinte C forrás) az jelezze számomra! |
|
|
|
2007. aug. 20. 08:09 | Válasz | #1423 |
|
Köszi az infót!
Szerintem érdemes lenne jelezni a problémát a fejlesztőknek
(plugin?)! Kár lenne érte...
|
|
|
|
2007. aug. 20. 08:06 | Válasz | #1422 |
|
Vissza jött a levelem,
mint illegális csatolás!!!
|
|
|
|
2007. aug. 20. 07:10 | Válasz | #1421 |
|
Nem figyeltem az
eseményeket... de felkeltette az érdeklődésemet az MPG és encoder...
Én is már gondolkodtam tekergetős kézi vezérlésen... Valami teljesen "prímitív" azaz minden progihoz használható dologra gondoltam... azaz az LPT porti step jelekhez egy diódán vagy egy TTL AND kapun kersztül hozzátenni az encoder jeleit és az valamilyen módon az encoderból az irányváltást pedíg a DIR jelhez hasonlóképpen... Erről van szó? Esteleg a mechanikai ötletek topikba... ha van valami "felfedezés" vagy talált megoldás erre... kitárgyalhatnánk... |
|
| © HJózsi | 2007. aug. 20. 01:26 | Válasz | #1420 |
|
NAGYONJÓÓ!
Szerelek egy webkamerát a késtartóra és a szobából fogok esztergálni ... |
|
| © HJózsi | 2007. aug. 20. 01:18 | Válasz | #1419 |
|
Igen, azt gondoltam ezt
használom majd MPG-nek, sajnos teljes csalódás!
Úgy működne elvileg, hogy hosszú lenyomás be/ki kapcsolás, rövid megnyomás tengely váltás és az épp kiválasztottat a gomb tekergetésével lehetne mozgatni. Mindezekre csak akkor és olyan mértékben reagál, ahogy akar ... Tekerem a gombot és nem indul, vagy ellenkező irányba mozdul először, majd már rég nem tekerem, még is vezérli tovább a tengelyt. A gomb lenyomásával pedig bárhogy morzézhatok, nagy ritkán van az amit szeretnék... Olyan mintha csak néha nézne rá a sw, ugyanakkor pedig mintha bufferelne. A plugint A. Fenerty írta, 2.00.046-os verziószámmal hirdeti az oldal, viszont letöltés, telepítés után 037-esnek monja magátés ha jól emléxem 2003-ban készült... Sajnos ezel a pluginnal nem működik normálisan, más viszont nincs a neten... Lehet egy másik beállítási lehetőség is mégpedig a plugin kihagyásával, a PowerMate saját szoftwerével, amelynél meg lehet adni milyen bill.gombok lenyomásának feleljen meg a forgatás ill. lenyomás, ezt még nem rágtam végig, csak egy tengelyre. A váltást még nem tudom milyen billentyűvel lehet a Mach-ban... Az az érzésem viszont, hogy az eszköz így is bufferel... Pedig olyan jól néz ki és kéken világít az alja. Hangerő szabályozónak kíváló, ha megnyomjuk azonnal némít, a világítás erőssége arányos a hangerővel... Most egy kicsit félretettem, encoderből csinálok MPG-t... |
|
| © Hunka Tibor | 2007. aug. 19. 20:33 | Válasz | #1418 |
|
|
2007. aug. 19. 19:11 | Válasz | #1417 |
|
Ok, köszi és küldöm!
|
|
|
|
2007. aug. 19. 18:49 | Válasz | #1416 |
|
Igy szerintem ezen a
medoldason kivul nincs mas lehetoseg. Mivel nem egy kulso nyelvi
file-t hasznal. De mar regen programoztam...
Kuldj e-mailben egy feltelepitett mach3.exe-t, ami nem 2.41-es legyszives! Majd elmondom... |
|
|
|
2007. aug. 19. 18:39 | Válasz | #1415 |
|
Mit használsz? Titok?
|
|
|
|
2007. aug. 19. 18:38 | Válasz | #1414 |
|
Tudtommal van egy
Portugál Mach2 verzió, de Mach3-ról én sem tudok!
|
|
|
|
2007. aug. 19. 18:29 | Válasz | #1413 |
|
Annal sokkal egyszerubb
a dolog. (:
Arrol van infod (en nem talaltam), hogy elerheto lenne a program mas nyelveken is? Keresgeltem, de csak a screen set-ekkel jatszanak. |
|
|
|
2007. aug. 19. 18:14 | Válasz | #1412 |
|
Igen tetszik, csak ezt
jó lenne ha könnyedén lehetne az egyes változatokhoz generálni!
Gondolom valami hexa editorral lett beleírkálva, byte szám helyesen?! Mit használsz? |
|
|
|
2007. aug. 19. 18:10 | Válasz | #1411 |
|
#1398-at vizualtad?
|
|
|
|
2007. aug. 19. 18:07 | Válasz | #1410 |
|
Te is tesztelted a
PowerMate-t? Tényleg durva a pozícionálása?
Személyes véleményed? |
|
|
|
2007. aug. 19. 18:04 | Válasz | #1409 |
|
Megjöttek a válaszok:
1. most csak béta, ezért leírás nincs hozzá! Várni kell míg le nem zátrják a fejlesztést! 2. Félkre értették és a dokumentéáció generálásához kültek egy csomó anyagot (nem az exe-hez). Helyesbítést kértem... |
|
|
|
2007. aug. 19. 15:19 | Válasz | #1408 |
|
G100 ... Sajnos csak
mach-hoz van ez a plugin, tehát hidegen hagy...
|
|
| © Fehér Viktor | 2007. aug. 19. 15:15 | Válasz | #1407 |

|
|
| © HJózsi | 2007. aug. 19. 15:14 | Válasz | #1406 |
|
A Shuttle Pro V2 lehet
a legjobb a CNC zone beírások szerint... ( ára 100 Euro körül eBay )
A PowerMate sajnos olyan megbízhatatlanul működik, hogy szinte használhatatlan. Nem az eszközzel, inkább a pluginnel lehet a gond, mert más alkalmazásokkal jól működik. CNC zone- beírásokk szerint durva pozícionálásra használható, viszont aki váltott Shuttle Pro -ra az teljesen meg van elégedve... Nekem van 2 db (PowerMate), amelyikből az egyik bontatlan csomagolásban 9-K Huf-ért eladó. |
|
| © Fehér Viktor | 2007. aug. 19. 15:13 | Válasz | #1405 |
|
Úgy látom ma
bénázok...:(

|
|
| © Fehér Viktor | 2007. aug. 19. 15:11 | Válasz | #1404 |
|
Egyik ugyan az lett,
javítok.
|
|
| © Fehér Viktor | 2007. aug. 19. 15:10 | Válasz | #1403 |
|
CV controll eredmények.


|
|
|
|
2007. aug. 19. 13:21 | Válasz | #1402 |
|
Ilyen van a grphit-nal
is. Bar en a spacepilot-ot neztem ki. Aztan rajottem, hogy mit
kuzdok, mikor tcnc-t hasznalok (dos-os ugye)... ((:
Igy marad a billentyuzet vezetek hoszabbitas. vagy tcnc-nel van egyeb lehetoseg? Ha venni akarsz, nezd meg: www.graphit.hu - gepeszet - 3D poz. eszkozok (fooldal alja) |
|
| © Szobrász | 2007. aug. 19. 13:18 | Válasz | #1401 |
|
István linkelt is hozzá
plug-in-t! (#1392)
De mi ez a G100 mellett? "(Licensed Module. $50.00US Fee)" Lehet, hogy ez nincs benne a vételárban? A G101-nél (a Gecko honlapján) ez olvasható: "Add $50 for a Rabbit Semiconductor RCM3720. The RCM3720 will come flashed with Geckomotion firmware." Ez nem erről szól, igaz? Péter! Te vagy az üzletmester. Mi a szösz ez most? |
|
| © Lakatos | 2007. aug. 19. 13:14 | Válasz | #1400 |
|
1.84,úgyhogy azt hiszem
sürgőssen frissitek,mert nagyon elmaradtam:)
|
|
| © Szobrász | 2007. aug. 19. 12:56 | Válasz | #1399 |
|
PowerMate
usb controller
|
|
|
|
2007. aug. 19. 11:54 | Válasz | #1398 |
|
|
2007. aug. 19. 11:45 | Válasz | #1397 |
|
|
2007. aug. 19. 10:29 | Válasz | #1396 |
|
Gondold végik a jó és a
"rossz" állapotok között mit változtattál, módosítottál?!
|
|
| © Hunka Tibor | 2007. aug. 19. 10:27 | Válasz | #1395 |
|
ide is beirom
minden mondat ,sor válltásnál megáll egy pillanatra a mach3 2.4 csak ma csinálja régeben nem volt soha ez a jelenség , mit rontottam el ?? |
|
|
|
2007. aug. 19. 10:18 | Válasz | #1394 |
|
Feltettem két lényeges
kérdést az Art of CNC-nek:
1. holt található a LazyCAM dokumentációja? Ha nincs, mikor várható? 2. Mi szükséges a Mach3 Magyarosításához? Jelesztem, hogy mi (legalábis én) szívesen megcsinálnánk és így lenne hivatalos Magyar verzió is! Várom a válaszukat... most éjszaka van még Kanadában... |
|
|
|
2007. aug. 19. 09:15 | Válasz | #1393 |
|
Az USB kártya még béta
tesztben van, de ezek a tulajdonságai:
Hardware Features OEMTech, 10 June 2007(created 10 June 2007) not tagging USB 2.0 Com Interface 6 Axis Step/Direction Output 5 General Purpose Outputs 1 PWM Output for Spindle Speed Control 6 Home Inputs 6 General Purpose Inputs Status LEDs Up to 75000 Steps/Second Individual MTA Connectors for each axis (+5v, Gnd, Step, Dir) and Output (Gnd, +5v) Small Size (2.75 x 3.00 inches). Complete Part Files stored on inexpensive Secure Digital media!!! Part is completed even if Host computer loses communiactions Capable of supporting any combination of Constant Vector Velocity, Continuous Motion Contouring, or High Speed Machining trajectories |
|
|
|
2007. aug. 19. 09:06 | Válasz | #1392 |
|
Nem tudom ezt ismeritek
e?
Mach3 plugingok és külső eszközök! Ez azért meglehetősen előre mutató! Ajánlom figyelmetekbe az USB-s modult (is): 
6 tengelyes, 75kHz-es,6 extra kimenet, 4 extra bemenet, PWM-es maró vezérlés, Slaving módok, és softlimit funciók! Elég innovatív.... Ezenkívül számos irányító: 


és szoftveres plugin: 
De ami dúrva (lesz), ez az Ethernet és PCI kártya támogatás: 
UTP-n keresztüli CNC vezérlés, akár 3MHz-es Step jelekkel!!! A Mach nem kispályás vezérlő... |
|
|
|
2007. aug. 19. 08:42 | Válasz | #1391 |
|
R2.2, van már újabb is!
|
|
| © Fehér Viktor | 2007. aug. 18. 20:45 | Válasz | #1390 |
|
Milyen verziót
használsz ?
|
|
| © Lakatos | 2007. aug. 18. 20:21 | Válasz | #1389 |
|
Ez milyen beállítási
képernyő?Az enyém nem ilyen.
|
|
|
|
2007. aug. 18. 18:30 | Válasz | #1388 |
|
Tényleg!
A CV controlnál lehet állítani! Profi!
|
|
| © Lakatos | 2007. aug. 18. 18:21 | Válasz | #1387 |
|
Amiről beszélsz,az
pontosan úgy működik,be lehet állítani egy határszöget ami alatt
állandó sebességgel megy,az fölött pedig pontos megállás üzemmód
érvényesül,hogy az élek ne legyenek lekerekítve.A határszög az
irányváltás szögére vonatkozik.A beállítások menüben találod meg.
|
|
|
|
2007. aug. 18. 18:15 | Válasz | #1386 |
|
jo kerdes. Gyari
(ipari) vezerloben lehet allitani ezen a karakterisztikan. Csak ha
nagy sebessegre allitom mindenhol, akkor nem lesz meret, alakhu a
kesz munkadarab. hobby-nal nem tudom lehet-e ilyesmit. amit az
Istvan irt?
|
|
| © Lakatos | 2007. aug. 18. 16:58 | Válasz | #1385 |
|
Szerintem nézd meg a
leírást,az egyik fúró ciklus biztosan meg fog neked felelni:)
Van többfajta ciklus fúrási célra és nagyon korrekt a leírás is. |
|
|
|
2007. aug. 18. 16:52 | Válasz | #1384 |
|
Előszőr talán olvass el
mindent ami itt található! Utána már erősen tisztül a kép...
|
|
| © gvox | 2007. aug. 18. 16:47 | Válasz | #1383 |
|
Tisztelt Urak!
Szükségem lenne egy olyen Mach 3 progira emelynél a z tengely lebegtethető, le-fel vezérelhető down-up jellel, beállítható sebesség mellett, és a -z határéték beirható szikraforgácsoló vezérléshez kellene Kreált e már valaki ilyen mach3-at? |
|
| © zovax | 2007. aug. 18. 16:22 | Válasz | #1382 |
|
Sziasztok!
Kéne egy kis segítség. Nemrég vettem egy CNC gépet, de a Mach 3-hoz hülye vagyok. Tudna valaki segíteni elindulni vele? Egyelőre csak egyszerű dolgokat szeretnék csinálni. Pl elmenni A pontból B pontba, itt Z irányba lemenni 1-2 tizedet, aztán vissza A pontba. Tehát pl egy sima hornyot marni. Nagy könnyebbség lenne, ha kapnék valami példaprogramot, amit aztán már tudnék módosítgatni. Köszi előre is. Z |
|
| © Hunka Tibor | 2007. aug. 18. 16:17 | Válasz | #1381 |
|
ide is beirom
minden mondat ,sor válltásnál megáll egy pillanatra a mach3 2.4 csak ma csinálja régeben nem volt soha ez a jelenség , mit rontottam el ?? |
|
|
|
2007. aug. 18. 14:39 | Válasz | #1380 |
|
Itt a #986!
Nem tudom, tesztelni kell... |
|
| © Bagoj | 2007. aug. 18. 14:36 | Válasz | #1379 |
|
Eeee, ezt hol talalom
pontosan? Másik, hogy azért az éleknél ez megáll? Valami olyasmit
tartenék ésszerűnek, hogy adott mértékű irányváltás esetén lassít
le.
|
|
|
|
2007. aug. 18. 14:21 | Válasz | #1378 |
|
De lehet! Kapcsold be a
Constans Speed Motion mode-ot az általános ablakban!
|
|
| © Bagoj | 2007. aug. 18. 14:12 | Válasz | #1377 |
|
Értem én a jelenség
jellegét, de nem lehet valamit csinálni, hogy akkor lecsapja a
kanyart vagy mittudom én (végülis ívről van szó)? Vagy, hogy akkor
eleve a lassabb sebességgel menjen? A baj az h a fán is meglátszik
ez a nyeszetelés.
|
|
|
|
2007. aug. 18. 12:43 | Válasz | #1376 |
|
errol a jelensegrol
irtam valamelyik topikban. Gyari gepen is jelentkezik. "Lassitania
kell, mert nem tudja bevenni a kanyart." Kocsit vezetsz,,,
van egy top speed, limit speed es a kettonek az atlaga amit lehet mondani tenyleges megmunkalasi sebessegnek. eleinte csodalkoztam, hogy a cam program altal becsult idonel joval tovabb tart a megmunkalas. |
|
| © Bagoj | 2007. aug. 18. 10:02 | Válasz | #1375 |
|
Mastercam X generálta.
Sok sok G1 és G3, de ívek nélkül mégtöbb G1-el is próbáltam. Amikor
kicsit hoszabb egyenes szakaszhoz ér akkor felgyorsít faszán és szép
egyenletesen megy, csak a cucc nagyrésze végig íves és ott ezt a
döcörgést csinálja. A G64-et majd kipróbálom köszönöm!
|
|
| © Tibor45 | 2007. aug. 18. 07:50 | Válasz | #1374 |
|
Tegyél be egy G64 kódot
a program elejére, az
valamit javítani fog. |
|
|
|
2007. aug. 17. 23:43 | Válasz | #1373 |
|
ki generalta, mire,
hogyan? "Talan" tudok segiteni.
|
|
| © Bagoj | 2007. aug. 17. 23:11 | Válasz | #1372 |
|
Sziasztok!
Gyors kezdő kérdés következik. Van egy CAM progival generált marópályám ami erősen görbül jobbra ballra. A problémám az, hogy a gép döcörögve viszi, mert véleményem szerint minden kis szakasznál lassít gyorsít a Mach. Én cseszek el vmit v ki lehet ezt kompenzálni valami beállítással? |
|
|
|
2007. aug. 17. 16:43 | Válasz | #1371 |
|
Részemről OK!
|
|
| © Tibor45 | 2007. aug. 17. 10:07 | Válasz | #1370 |
|
Köszi, majd
meglátjuk...
|
|
|
|
2007. aug. 17. 09:54 | Válasz | #1369 |
|
István szerintem erre
nyitott, ez szerintem nem akadály... Ő "buzdított" a WinPc-Nc
topikra is... Ö nem csinál CNC vezérlő progit (egyenlőre, ha jól
tudom :)...
Itt elkezedenéd tárgyalni... mi kérdeznénk szokás szerint hüleségeket... és te egyre jobb leírást tudsz csinálni róla mert elébe tudsz menni a kérdéseknek... Talán kissé a fejlesztési irányt is segítené neked... |
|
| © Tibor45 | 2007. aug. 17. 09:48 | Válasz | #1368 |
|
Persze, de minden CNC
vezérlő elsődlegesen
egy tuti biztos, gyors G kód lejátszó kell hogy legyen. Nem látom indokát a túl sok "sallang és divat" elemnek a működő CNC gép mellett, főleg ha ezek mind rontják ez eredeti fő célt. Arra ott vannak a csoda CAD-CAM rendszerek. Csak sajna ma a műszaki tartalom háttérbe szorult az üzleti életben, ilyen világot élünk. Ettől függetlenül ennek a proginak is van egy felülnézeti szerszámpálya grafikája, 1:100 arányban kicsinyíteni-nagyítani tud G kódból, csatlakozó pontok programozhatók, stb... A topic felajánlás kedves Tőled, de nem szeretnék visszaélni István jóindulatával. Akit meg komolyabban érdekel, megtalál a neten is. |
|
|
|
2007. aug. 17. 09:28 | Válasz | #1367 |
|
De akkor ez egy G-kód
lejátszó...
Tehát semmi "cicó azaz extra" benne... (Engem pl. a 3D nem érdekel... egyenlőre...) Nyitok neked topikot (ha akarod) és ott bemutathatod képekkel leírásokkal stb... |
|
| © Tibor45 | 2007. aug. 17. 09:15 | Válasz | #1366 |
|
Ez rendszer minden
körülmények között szabályos
50%-os kitöltésű step jelet ad ki, ezért is sokkal biztonságosabb az adatátvitel az optókon keresztül, mint a keskeny néhány us-os tüskés rendszereknél. Ha belegondolsz 1-10 kHz-en semmi szükség a kis tüskékre. Nagyobb frekit is tudna, de már 200 KHz fölé nem mentem. Én ezt kifejezetten nagysebeségű 3D megmunkálásokra fejlesztettem ki. Mivel csak fele-harmada árban, minta Mach, nem elérhetetlen. Előtte meg ki lehet próbálni ingyenesen. Pár oldalas gépkönyv van hozzá, amiből minden érthető. |
|
|
|
2007. aug. 17. 09:00 | Válasz | #1365 |
|
200Khz szabályosan az
Lpt porton?
Szépen fokozatmentesen az impulzusok egy rövididejű gyorsítás alatt? Pontos azaz egyenletes kimeneti impulzusok...? Akkor ez nem semmi... Felhasználói gépkönyv már van hozzá? Mikor dobod (világ)piacra? Azért megjegyzem a DOS-os progik biztos stabilak... de szerintem csak tömeggyártásnál... mert a grafika... talán nehéz benne "prototipust" csinálni... De gondolom nem hobbystáknak szánod... De nyithatunk neki topikot ha gondolod... |
|
| © Tibor45 | 2007. aug. 17. 08:46 | Válasz | #1364 |
|
Az én DOS-os verzióm
200Khz szabályos négyszög kimenetet még lazán tud. TCNC-t nem
teszteltem
még ilyen szempontból, Mach2-ről meg írogattam már. Ha közelebb lennénk egymáshoz, szívesen odaadnám ingyenesen Neked ezt a progit, postán nem szívesen küldök HW kulcsot hozzá. |
|
|
|
2007. aug. 17. 08:33 | Válasz | #1363 |
|
Nem arról van szó, hogy
csak "mérő" jelet akarok... A Mach most a "frekvencia király" ...
Kiváncsi lennék, hogy más szoftver hogyan lépi túl a 25Khz-es határt... Windows alól... Nálam a Mach nem tudta ezt "pontosan" megcsinálni... lehet, hogy valamit rosszul csinálok? Egyébként a DOS progik pl TCNC mennyit tud, biztosra? (...vagy más) |
|
| © Tibor45 | 2007. aug. 17. 07:58 | Válasz | #1362 |
|
Ha Neked ennyire fontos
a maximális kimenő
frekvencia, akkor nem értem, miért ragaszkodsz a Win-hez? Egyébként meg dobjál össze egy 555-ös IC-ből egy jelgenerátort, és kínáld meg 100 khz-el a szervódat, ha már annyira nagy sebességre vágysz. Nem kell ehhez PC, 100 Ft-ért összedobod ezt, potival gyorsítod lassítod a tesztelőt és kész. Majd ha működik ezzel, utána ráérsz programmal is tesztelni. |
|
|
|
2007. aug. 17. 07:02 | Válasz | #1361 |
|
Megnézem de valami
windows-os kellene... ami tud többet... vagy csak Mach tud többet?
|
|
| © fonda | 2007. aug. 16. 22:03 | Válasz | #1360 |
|
Péter! Vissza a
problémádra...! Ott az EMC, instant megoldás(live cd), egy próbára
szerintem tökéletes:
http://www.linuxcnc.org/ Sajnos frekit nem írnak, vagy nem látom, de talán az EMC-topikban... "The control can operate true servos (analog or PWM) with the feedback loop closed by the EMC software at the computer, or open loop with "step-servos" or stepper motors." Kíváncsi vagyok mi lesz az eredmény. |
|
| © Danibá | 2007. aug. 16. 21:50 | Válasz | #1359 |
|
Kösz! Így már tiszta.
|
|
| © fonda | 2007. aug. 16. 21:46 | Válasz | #1358 |
|
3,3k
|
|
| © Danibá | 2007. aug. 16. 21:34 | Válasz | #1357 |
|
Mitjelent az, hogy 3k3
ellenállás? Nemtalálkoztam még ezzel a megjelöléssel.
|
|
|
|
2007. aug. 16. 20:58 | Válasz | #1356 |
|
Ha az opto nyitott
kollektoros, akkor egy 3k3-as ellenállás megfelelő (1 TTL terhelés)!
Sok opto eleve TTL kimenetű, ide nem kell semmi ellenállás (ezek 5V
tápot is igényelnek)!
|
|
|
|
2007. aug. 16. 20:16 | Válasz | #1355 |
|
5V nem problema, foleg
a proba idejere.
nekem az elotte levo mondattal van ertelmezesi problemam. Te ismered az optot, encodert amirol szo van. Azt ki kell egesziteni? Ha igen mekkora ellenallassal? |
|
|
|
2007. aug. 16. 20:13 | Válasz | #1354 |
|
Szóval az a lényeg,
hogy TTL szintű legyen! Egy felhúzó R-el ez megoldott (esetleg egy
Shmith-triger kell)! A legnagyobb gondot a +5V megszerzése
jelenthet.
|
|
|
|
2007. aug. 16. 20:11 | Válasz | #1353 |
|
Olyan jelet tudnek
generalni, amit a servo vezerlod kap a 80w-os motorbol. (:
megfelelo? |
|
|
|
2007. aug. 16. 20:06 | Válasz | #1352 |
|
Ha korrekt TTL szintet
generálsz, akkor ennyi!
|
|
|
|
2007. aug. 16. 20:04 | Válasz | #1351 |
|
Egy alap kerdes:
Ha konfiguralok egy MPG-t a machben es a printer port megfelelo tuskeire rakotok egy encoder opto A-B csatorna jelet (tapfeszt megkapja az opto), akkor elmeletileg ezzel tudok leptetni? Vagy kellene meg hozza valami? |
|
| © Szobrász | 2007. aug. 16. 18:53 | Válasz | #1350 |
|
Köszi! |
|
|
|
2007. aug. 16. 18:30 | Válasz | #1349 |
|
Lehet váltani!
|
|
| © D.Laci | 2007. aug. 16. 18:23 | Válasz | #1348 |
|
"Shortcut to
KeyGrabber" a Mach mapában megtaláljátok több tengelyt és gombot
engedélyez.
|
|
| © HJózsi | 2007. aug. 16. 18:05 | Válasz | #1347 |
|
EZAZ! EZKELL! Köszi! :)
|
|
| © Hunka Tibor | 2007. aug. 16. 17:15 | Válasz | #1346 |
|
jo érzés hogy nem csak
én rontok (BOCSI )
|
|
| © Szobrász | 2007. aug. 16. 17:06 | Válasz | #1345 |
|
Elnézést, men láttam,
hogy ekkora!
|
|
| © Szobrász | 2007. aug. 16. 17:04 | Válasz | #1344 |

|
|
| © HJózsi | 2007. aug. 16. 15:44 | Válasz | #1343 |
|
Aha, pillanatnyilag
ennyi ... Igazándiból olcsó MPG-s megoldáson töröm a fejem, a
többjoysick-os helyett, nehogy egy targoncán érezzem magam ...
|
|
| © Szobrász | 2007. aug. 16. 15:25 | Válasz | #1342 |
|
Én most Téged
macerállak
|
|
| © Szobrász | 2007. aug. 16. 15:23 | Válasz | #1341 |
|
Ha legalább
gyorsbillentyűzettel lehetne váltani a tengelyeket!
Beprogramozhatnánk a joy gombokra!
|
|
| © HJózsi | 2007. aug. 16. 15:21 | Válasz | #1340 |
|
Amúgy lehetne az egyik
X és Y,
a másik pedig Z és a rotary table (A)... A plugin szerzőjét kellene macerálni, ha fontos a téma. |
|
| © HJózsi | 2007. aug. 16. 15:14 | Válasz | #1339 |
|
Nekem csak egy van,
esztergához ez elég ...
Viszont az a gyanúm, hogy csak egyet kezel a plugin, és ott két tengelyt lehet beállítani, igaz választható mindkettőnél, hogy mi legyen : X, Y, Z, A, B vagy C. |
|
| © Szobrász | 2007. aug. 16. 15:03 | Válasz | #1338 |
|
#1298 ??? |
|
| © HJózsi | 2007. aug. 16. 14:49 | Válasz | #1337 |
|
OK! A numerik pad már
megvan hozzá, meg a plexi lap...
Tepsiből kisebbet tervezek. Ja, a léptető mocik is megvannak, +bordásszíj és bordáskerék. Első körben az orsók maradnak, gyorsabban elkészülök vele és amúgy is tesztelni akarom a Mach kottyanás kezelését. Persze később majd a golyósorsó és esetleg a szervó is szóbajön. Addigra már jó sok tapasztalat összegyűlik majd itt a fórumon... |
|
| © HJózsi | 2007. aug. 16. 14:38 | Válasz | #1336 |
|
Igen, tudom. USB-s
joystick, a JR Joystick pluginnal. A kitéréssel arányos a sebesség.
Csak ne lenne ez a lövöldözős repülőirányítós a fogantyú ... |
|
|
|
2007. aug. 16. 14:26 | Válasz | #1335 |
|
Ha kész leszel
szóljál... nekem is van egy BF20-am :)
|
|
|
|
2007. aug. 16. 14:23 | Válasz | #1334 |
|
WinPc-Nc csak 25Khz-ig
megy... ott ok és a Mach is pont 25Khz-ig... addíg semmi jele
ennek...
De jó, hogy írtad ezt... meg kellene próbálnom valami 3. progiból ami többbet tud mint 25KHz. Milyen progik vannak még? ami normális is? TCNC Dos os... az nem... valami windows-ost kellene... |
|
| © Szobrász | 2007. aug. 16. 14:23 | Válasz | #1333 |
|
Kellemes
műhelykörülmény!
A munkaruha is megjárja (semmi surranó) Józsi! a Te usb joystickod tud fokozatmentesen változó sebességgel is vezérelni, vagy csak fix sebességre képes? |
|
| © HJózsi | 2007. aug. 16. 14:10 | Válasz | #1332 |
|
A BF20-ból egy hasonlót
akarok csinálni...

Nagyobb felbontásban ITT. Mach-ot használnak ... |
|
| © fonda | 2007. aug. 16. 12:33 | Válasz | #1331 |
|
Válaszoljon akinek
szervója van!:) Szerintem jó volna kipróbálni másik PC-n is, érdekes
lehet.(ha nem mach-al vezérled akkor ok...???) Örülök, hogy a
léptecsemnek 25k ölég'!:D
|
|
|
|
2007. aug. 16. 12:08 | Válasz | #1330 |
|
Megegyszer leírom :)
mert senki nem reagált... pedíg tudni akarom, hogy én csinálok
valamit roszul vagy? Az első Mach tesztem... :)
kézi üzemmód...proci kihasználás semmi... - 25KHZ minden ok! - 35Khz pici rángatózás a (szervó)motoron - léptetőnél nem is venné észre az ember... - 45KHz 35Khz picit több rángatózás a (szervó)motoron léptetőnél talán nem is venné észre az ember... Felette szó szerint rángatózik a motor.... 75-100Khz-en már használhatatlan... pedíg a proci bírja... A motorok járásában észrevehető hangok a szkópon is láthatók a step jelekben... (imp. szélesség több is volt próbálva...) Lépésvesztés nem volt, csak az imulzusok nem folyamatosan jönnek... |
|
| © fonda | 2007. aug. 16. 12:07 | Válasz | #1329 |
|
Ez van, itt egyet lehet
választani a 3-ból, szerintem logikus, másképp nem tudom hogy
lehetne(?!).
|
|
| © Hunka Tibor | 2007. aug. 16. 11:42 | Válasz | #1328 |
|
ez nem ellentmondásos
(szerszám cserére értem )
|
|
| © fonda | 2007. aug. 15. 22:40 | Válasz | #1327 |
|
Eszköz(maró szerszám)
csere:
1- eszköz csere mellőzése 2- maró motor megállít, várakozás a ciklus indítására(start) 3- automata cserélő Nem tudom erre voltál e kíváncsi, sok minden van a képernyőn, kijelölve ez volt. Hobbystáknak szerintem a 2-es verzió használatos leginkább... |
|
| © Hunka Tibor | ma 22:00 | Válasz | #1326 |
|
de a kérdésemre
szeretnék választ kapni !
Mik ezek az uj beállitási lehetöségek . |
|
| © Hunka Tibor | ma 21:38 | Válasz | #1325 |
|
szégyellem magamat bas@us
ezt nem vettem észre !!!
|
|
|
|
ma 09:28 | Válasz | #1324 |
|
én is közbe másokét is
csinálgatom... mert ha egyszer megint pdf-et akarunk csinálni akkor
szinte lehetetlenné teszi...
Meg teljesen szétrombolja a fórumot... talán nem tudják, hogy ha az alap file-t megváltoztatják akkor itt is változik... tehát lehet mindenki által korrigálni... |
|
|
|
ma 09:23 | Válasz | #1323 |
|
Jo, de neked a
magassaga volt 600pixel, nem a szelessege!
|
|
| © D.Laci | ma 09:19 | Válasz | #1322 |
|
Én szoktam áttméretezni
mert rohadtul idegesitő!
|
|
|
|
ma 09:04 | Válasz | #1321 |
|
most te csináltad meg
vagy valaki más... most már 676 pixel széles... de most már jó!
Ha nagy képet akarsz akkor tedd be a hivakozását link-nek... (mint a webcímeket..) |
|
| © Hunka Tibor | ma 08:53 | Válasz | #1320 |
|
a nagyság promlémát nem
értem mert átkonvertáltam 800x 600 ra és ugy mentettem , mentés után
ujbol behivom hogy ellenörizem a méretet 800x600- at mutat . és
akkor töltöm fel , és mégis nagy !!!
|
|
|
|
ma 07:51 | Válasz | #1319 |
|
#1311-ben leírtakat a
gépem hibája vagy esetleg a rossz beállítások okozzák?
|
|
|
|
ma 07:49 | Válasz | #1318 |
|
Na ezt ítram... de nem
halgattál rám...
print screen... ms. paint... lement tiff-be... behív egy normális programba KICSINYÍT (max. 600 esteleg 800 pixel szélességűre) és lement jpg-nek... belinkel...! Ez a kép 1280 pixel széles... szétvágja a fórumot! |
|
| © Hunka Tibor | tegnap 23:20 | Válasz | #1317 |

|
|
| © Hunka Tibor | tegnap 23:20 | Válasz | #1316 |

légyszives ezeket értelmezni!! valaki |
|
|
|
tegnap 22:59 | Válasz | #1315 |
|
Ezt magyarazzuk, talan
mondhatom a tobbesszamot (Szobrasz?) egy kis ideje. Tengelyvalaszto
6 tengelyig, lepesvalasztas es egy bazi jelado a kozeppontban. es ez
a kabel athidal 3m-t is (probalva)...
|
|
| © Hunka Tibor | tegnap 22:50 | Válasz | #1314 |
|
az elv nagyon
gazdaságos 1 kerék , a többi kapcsolo . Ezt kellene lekopintani
valakinek és gyártani a hobbystáknak .
|
|
|
|
tegnap 22:48 | Válasz | #1313 |
|
megmondom ennek mi a
hibaja, naponta tekerem: az alu tekero gomb megfogja a kezed, nincs
eloxalva. es erzekeny a jelado resze, csak lassu tekeresnel mukodik
jol. gyorsnal, van, hogy irannyal ellentetesen mozdul a szan!!!
tapintofejjel meg oke, de a maro nem viccel... szoval jobbat,
jobbat, jobbat!!! ja es mar egyszer cserelni kellett a tekero fejet,
mert beragadt a tekero gomb. cserelni csak azt nem lehet. no
comment...
|
|
| © Szobrász | tegnap 22:43 | Válasz | #1312 |

|
|
|
|
tegnap 22:10 | Válasz | #1311 |
|
Első Mach tesztem...
kézi üzemmódban...proci kihasználás semmi...
25KHZ minden ok! 35Khz pici rángatózás a (szervó)motoron - léptetőnél nem is venné észre az ember... 45KHz 35Khz picit rángatózás a (szervó)motoron - léptetőnél nem is venné észre az ember... Felette szó szerint rángatózik a motor.... 75-100Khz-en már használhatatlan... pedíg a proci bírja... A motorok járásában észrevehető hangok a szkópon is láthatók a step jelekben... (imp. szélesség több is volt próbálva...) Help me! |
|
| © Hunka Tibor | tegnap 20:32 | Válasz | #1310 |
|
néha igen néha nem atol
függ menyire sietek
|
|
|
|
tegnap 20:30 | Válasz | #1309 |
|
akkor te sem láttad egy
pillanatra sem a fórumba...? Úgy írsz, hogy meg se nézed mit írtál?
:)
|
|
| © Hunka Tibor | tegnap 20:28 | Válasz | #1308 |
|
valoszinü ott szurtam
el hogy a vissza gombot használtam és törülte a beirásomat .
arrol irtam hogy a mach3 2,4 verzioban nagyon sok setap beállitás nekem uj és ki nézte meg ? |
|
|
|
tegnap 20:00 | Válasz | #1307 |
|
Én sem.
Mikoriak és hol voltak? Árpi szabin... nincs netközelbe...:) |
|
|
|
tegnap 19:39 | Válasz | #1306 |
|
Jelentem én nem...
|
|
| © Hunka Tibor | tegnap 19:37 | Válasz | #1305 |
|
sziasztok
relytéjes okokbol eltünik a beirásaim , pedig megnézem öket hogy ott vanak -e . Esetleg valaki törli öket de akkor indokolja meg miért ??? |
|
|
|
tegnap 17:17 | Válasz | #1304 |
|
Valaki tudja, hogy ha
lazi cam-al csinálok g-kódot miért van az hogy dxf-nél megtudom adni
a marási mélységet (nagy nehezen) de plt-nél 0 alá nem akar lemenni.
(pl: travel,vagy rapid, vagy itt hogy hívják +5 mm a megközelítése
0,1mm és marás mindíg 0 mm ?? miért ??
Ja miért van az, hogy beállítom a kernelt 25 kHz-re ahhoz tartoznak nálam x paraméterek ( seb gyorsulás ) de ha átállítom más frekire, oda más értékek tartoznak ( ez nam csak a kimenő maximun impulzusszámot határozza meg??? ) miért kell lejjebb vinnem a maximális sebességem ha pl 65 vagy 100 kHz-n járatom??? Köszike |
|
|
|
tegnap 17:02 | Válasz | #1303 |
|
Köszi!
Eddig ilyet nemcsinált:) |
|
|
|
tegnap 16:48 | Válasz | #1302 |
|
Húú, ezt jó sokszor
kitárgyaltuk!
Kapcsold Exact Stopra a Motion mode-ot! Az általános beállítások panelen! |
|
|
|
tegnap 16:44 | Válasz | #1301 |
|
Sziasztok!
Hol lehet a mach 3-ban álitani hogy ne kerekitse le a sarkokat? Most raktam fel ujra és lekerekiti. Pedig multkor mikor felraktam akkor nem csinálta eszt. |
|
|
|
tegnap 14:09 | Válasz | #1300 |
|
http://szamitogep.hu/show/read.php?id=12950
Van egy ilyen magyar cikk. De engem akkor is egy bemenet valaszto es egy jelado kombinacio erdekel. Nem SR-71A, hanem cnc... ((: |
|
| © Szobrász | 2007. aug. 13. 22:24 | Válasz | #1299 |
|
Analóg?
Usb. |
|
| © Szobrász | 2007. aug. 13. 22:08 | Válasz | #1298 |
|
Nagyon bamba ötler a 2
db usb Joystick?
Analóg. Nekem van kettő, a Win gond nélkül kezeli egyszerre, nem téveszti össze. A Mach3-ba nem lehetne konfigurálni? |
|
| © Hunka Tibor | 2007. aug. 13. 20:29 | Válasz | #1297 |
|
köszönöm Szobrász a
segitséget tudom mozgatni a két tengelyt !!
|
|
| © fonda | 2007. aug. 13. 20:13 | Válasz | #1296 |
|
bluetooth jog! :D |
|
|
|
2007. aug. 13. 18:42 | Válasz | #1295 |
|
Ez mindaddig oke, amig
kis meretekben gondolkodunk. Nalam raadasul a pc-tol tavol van
direkt a gep. Illetve nem iparosos ingazni a gep - pc kozott. Ha mar
kezi vezerlo, akkor legyen kerek. 2-3m a tav amit hidalnom kell.
Gyari gepnel kitalaltak (ott a nagy kerekeken allo vezerlo szekrenybe volt beepitve a jelado tekeroje), hogy majd frankon odahuzom az egesz szekrenyt ha finoman akarok pozicionalni. Anyad! Mikor derekig bennt vagyok a gepben egy keptelennek tuno pozicionalas, meretlevetel kozepette... |
|
| © svejk | 2007. aug. 13. 18:13 | Válasz | #1294 |
|
A 3-asnál már nagyon
fejlett az mpg ablak...
Nyomj egy TAB-ot akkor jön elő.. Én is a minap tudtam meg.. :( |
|
| © Szobrász | 2007. aug. 13. 18:13 | Válasz | #1293 |
|
Látom Péter ráharaptál
a témára! (Adok-veszek)
|
|
| © Szobrász | 2007. aug. 13. 18:10 | Válasz | #1292 |
|
Vagy Te akarod
egyszerre tekerni az egyik, a másik és a harmadik kezeddel?
|
|
| © Szobrász | 2007. aug. 13. 18:09 | Válasz | #1291 |
|
De olcsóbb és
egyszerűbb!
|
|
| © Szobrász | 2007. aug. 13. 18:08 | Válasz | #1290 |
|
Ez Tibornak szólt.
|
|
| © svejk | 2007. aug. 13. 18:06 | Válasz | #1289 |
|
Végül is elég, csak úgy
nem olyan "gépes" :)
|
|
| © Szobrász | 2007. aug. 13. 18:06 | Válasz | #1288 |
|
Nem, hacsak gombot nem
tudsz definiálni erre a célra. Persze ha ismered a gyorsbillennyű
parancsokat, azokat beállíthatod!
#1266 |
|
| © svejk | 2007. aug. 13. 18:04 | Válasz | #1287 |
|
A mach2-esnél ott van a
tengelyválasztó gomb a "jog mod" alatt (vagy alt-a)
Biztos a mach3-nál is van |
|
| © Szobrász | 2007. aug. 13. 18:03 | Válasz | #1286 |
|
Egy is elég.
|
|
| © Szobrász | 2007. aug. 13. 18:03 | Válasz | #1285 |
|
Éppen ezt akartam írni
Aszbolit! Megelőztél :-)
|
|
| © Hunka Tibor | 2007. aug. 13. 17:58 | Válasz | #1284 |
|
csak össze szenvedtem ,
müködik két tengely , a z mozgatást nem tudom megoldani igy ???
|
|
|
|
2007. aug. 13. 17:57 | Válasz | #1283 |
|
Nekem nincsenek jo
tapasztalataim a gamepadokkal. Nem all kezre es nem is szeretem.
Svejk, bemenetvalasztot szerinted lehetne illeszteni? Egy encodere kellene. |
|
| © svejk | 2007. aug. 13. 17:29 | Válasz | #1282 |
|
Jóó...
De miért nem inkább az MPG-t használjátok ? három kis encoder tekerentyűvel és életszerűbb. ide lehet az egér encodre is megfelelne, biztos be lehet állítani. 2 LPT porttal pedig van 18 bemenet, az se lehet gond. A három MPG csak 6-ot foglalna. |
|
| © D.Laci | 2007. aug. 13. 17:20 | Válasz | #1281 |
|
Ismerem!
A több funkció csak nézőpont kérdése. De ezzel nem lehet szép finoman egyenletesen gyorsitani lassitani... |
|
|
|
2007. aug. 13. 17:12 | Válasz | #1280 |
|
Game pad helyett nézd
ezt (több funkció):
USB billentyűzet! |
|
| © fonda | 2007. aug. 13. 17:02 | Válasz | #1279 |
|
Úgy már korrekt, úgyis
az összes ilyen kütyüre 20gombot raknak manapság. És akkor az még
akár be is építhető! No azért keresem azt a képet, de olyat nem
találok amilyen az enyém volt.
|
|
| © D.Laci | 2007. aug. 13. 16:58 | Válasz | #1278 |
|
4 tengelyes Game
Pad-okat lehet 2500Ft töl venni.
De a gombokhoz hozzá lehet bármit rendelni, a jog %-os állitását is igy akár gombokkal is lehet finoman mozgatni, vagy hogy egy gombnyomás mekora elmozdulás legyen stb. . |
|
| © Hunka Tibor | 2007. aug. 13. 16:45 | Válasz | #1277 |
|
mindig kéri a telepitö
cd-ét bármit választok
|
|
| © fonda | 2007. aug. 13. 16:41 | Válasz | #1276 |
|
Én még így sem látom
értelmét a gamepadnak, persze meg lehet csinálni tekerővel, meg ugye
azt szét tudod szedni, a gombokat esetleg beépíteni ahova akarod a
tekerővel együtt, de minek? Van olyan joy is a világon, ami tök
szolíd kivitelű, igazából mintha nem is játékra lenne tervezve,
kicsi, aranyos, majd megpróbálok képet keresni.
Én arra gondoltam, hogy a Z-tengely mozgását a torque potival lehetne megcsinálni!(pl repülős játéknál a tolóerőt állítja...) Szerintem elég jó lenne azzal irányítani, hiszen ha azt belőtted, akkor már csak 2D-ben kell mozognod, véletlen sem nyúlsz bele a Z-be. Na kukázok erről egy képet, hogy el lehessen képzelni! Persze a kivitelezés plugin függő, nem tudom hogy megy e majd... |
|
|
|
2007. aug. 13. 16:24 | Válasz | #1275 |
|
Jo lenne ez, csak
kellene egy kis jelado hozza (tekeros). Mint a nagyokon. Egy jel pl.
0.1mm. Bemenetvalaszto: 1mm - 0.1mm - 0.01mm / 1 jel.
Hm??? |
|
|
|
2007. aug. 13. 16:09 | Válasz | #1274 |
|
Pontosan, ezt akartam
jelezni én is....
|
|
| © Szobrász | 2007. aug. 13. 15:37 | Válasz | #1273 |
|
Szerintem így nem éri
meg, nem elég finom a mozgatás. Pont annyi mint egy numerikus
billentyűzet tudása.
|
|
|
|
2007. aug. 13. 15:13 | Válasz | #1272 |
|
Nem baj, csak nem
kényelmes (siba ki-be kapcsoló) a digitális vezérlők. Az analóg a
megfelelő...
|
|
| © Szobrász | 2007. aug. 13. 15:08 | Válasz | #1271 |
|
A windows-nak is van
sok meghajtója! A "Hozzáadás" gomb lenyomásával találsz minden
félét. Nem márka, hanem értelemszerűen!!!(Lehet "Egyéni" is)
|
|
| © Hunka Tibor | 2007. aug. 13. 14:49 | Válasz | #1270 |
|
ez van meg
de hol lehet letölteni a meghajto progit ???? |
|
| © Hunka Tibor | 2007. aug. 13. 11:03 | Válasz | #1269 |
|
hornet usb gamepad SL
6512
igy jó |
|
| © Hunka Tibor | 2007. aug. 13. 11:03 | Válasz | #1268 |
|
hol kell letölteni a
vezérlöt ?
hornetusb gamepad SL 6512 |
|
| © Hunka Tibor | 2007. aug. 13. 11:03 | Válasz | #1268 |
|
hol kell letölteni a
vezérlöt ?
hornetusb gamepad SL 6512 |
|
| © Szobrász | 2007. aug. 13. 10:34 | Válasz | #1267 |
|
Akkor a SpaceNavigator
is csak fix sebességet tud?
Az nem jó! (feltételezem, digitális...) |
|
| © Szobrász | 2007. aug. 13. 10:22 | Válasz | #1266 |
|
De kell!
Még mindezek előtt: Start--> Vezérlőpult--> Nyomtatók és más hárdverek--> Játékvezérlők. Itt kell kiválasztanod a megfelelő drivert, vagy sajátot adni hozzá a cd-ről, netről. Ezek után be is kell állítanod (pl.: mozgás érzékenység foka, gombok). Ha itt már minden OK csak akkor létezik az eszköz a Windowsod számára, addig nem! |
|
| © Hunka Tibor | 2007. aug. 13. 10:01 | Válasz | #1265 |
|
biztos , hogy máshol
nem kell még paraméterezni mert nekem nem müködik !!
tibor |
|
| © HJózsi | 2007. aug. 12. 23:26 | Válasz | #1264 |
|
Szia Tibor!
Nekem nincs Game padom, csak egy USB-s joystick-em és az valóban úgy megy a Mach-al ahogy Szobrász leírta. Game paddal hasonló lehet a helyzet, bedugod, feltelepíted az említett joystick plugint és azokat a funkciókat amiket a joystick (ill a plugin) tud, azt a Game paddal is meg lehet csinálni. Ha a Gamepad nem analóg módon kezeli a jobbra balra előre hátra irányokat, akkor csak fix sebességgel tudja hajtani a masinát. A Mach-ban a puginok konfigja a Config -> Config Plugins menüt megnyitva (Plugin Control and Activation ) jobboldalt klikk az adott plugin CONFIG mezőjére. Amit állítani lehet az ott van. Általában nem túl sok, pl, gombokat nem lehet, de talán nem is baj... remélem elég szájbarágós volt . Persze mint mechanika jobb
lenne ezeknél egy iparibb kivitelü joystick, kisebb kar egy golyóval
a végén, mellette egy két gomb meg MPG, hogy finoman is lehessen
pozícionálni. Valahol már láttam a neten vagy 300USD-ért...
|
|
| © Szobrász | 2007. aug. 12. 20:07 | Válasz | #1263 |
|
És ez gond? Azt hittem a Windows drivert használja a mach, bármilyen is az. De nyilván tévedtem... |
|
|
|
2007. aug. 12. 19:59 | Válasz | #1262 |
|
Tudtommal a PC Joy
analóg, mig a Game pad digitális...
|
|
| © Szobrász | 2007. aug. 12. 19:54 | Válasz | #1261 |
|
Mach3 magyar leírás Itt a 6.2.4.4. és a következő fejezet. Címe:
"Léptetés joystick-kal". Gamepad gyakorlatilag ua.
|
|
| © Szobrász | 2007. aug. 12. 19:46 | Válasz | #1260 |
|
Sőt, ügyes programozás
esetén talán a forgó tengelyekkel is elbánik:
#1250: "tilt", "spin", "roll" |
|
| © Szobrász | 2007. aug. 12. 19:41 | Válasz | #1259 |
|
Természetesen
rajzolásra, esetleg virtuális valóság-világokban való barangolásra
tervezték, de használható (plug-in-nal?) a cnc gép kézi vezérlésére
is, mint egy joystick. Ezt a mach3 tudja! Mozgatod a botot, és
mozdul a tengely. Erősebben nyomod: gyors, finomabban: lassú. Előre,
hátra, jobbra, balra, a szóban forgó eszközzel pedig föl és le is.
|
|
| © Hunka Tibor | 2007. aug. 12. 19:21 | Válasz | #1258 |
|
hogy érted az IST
|
|
| © Hunka Tibor | 2007. aug. 12. 19:20 | Válasz | #1257 |
|
szia Hjozsi
nekem game-padom van azt hogyan kell konfigurálni , légyszi nagyon szájbarágosan leirni . |
|
| © Szobrász | 2007. aug. 12. 19:05 | Válasz | #1256 |
|
Is!
|
|
| © Hunka Tibor | 2007. aug. 12. 18:59 | Válasz | #1255 |
|
bocsi tévedésben
vagytok ez RAJZOLÁSHOZ VAN .
|
|
| © Szobrász | 2007. aug. 12. 17:17 | Válasz | #1254 |
|
Meg kell hagyni, nagyon
ügyes kütyü!
Link
|
|
| © HJózsi | 2007. aug. 12. 17:09 | Válasz | #1253 |
|
Magyar képviselet :
Link
|
|
| © Szobrász | 2007. aug. 12. 17:03 | Válasz | #1252 |
|
Köszi!
Tényleg drákácskák. Maradok a game joynál, esetleg kettőt csatlakoztatok. |
|
| © HJózsi | 2007. aug. 12. 16:53 | Válasz | #1251 |
|
A gyártó oldala :Link
érdemes megnézni az összest, persze az ár... no meg plugin is kell hozzá ... |
|
| © HJózsi | 2007. aug. 12. 16:39 | Válasz | #1250 |
|
Egy egyszerűbb változat
Link
 
|
|
| © Szobrász | 2007. aug. 12. 16:20 | Válasz | #1249 |
|
Sziasztok!
Hogy néz ki egy ilyen 3 tengelyes joystick? Még nem láttam ilyet. Talán lefelé is lehet nyomni? Áron |
|
| © HJózsi | 2007. aug. 12. 16:00 | Válasz | #1248 |
|
A plugin-oknál meg kell
nézni támogatják-e a három tengelyt (Config Plugin...). Két driver
van nálam telepítve, ezek közül a JR-JoyStick-ot használom, mert
beállítható a mozgás irány. Amúgy mindkettő csak két tengelyes...
|
|
| © fonda | 2007. aug. 12. 14:19 | Válasz | #1247 |
|
(van 3 tengelyes joy
is...)
|
|
| © fonda | 2007. aug. 12. 01:34 | Válasz | #1246 |
|
Ez jó hír, volt valahol
valami mini joy-unk...
|
|
| © HJózsi | 2007. aug. 12. 01:22 | Válasz | #1245 |
|
Igen, működik, nagyobb
joy elmozdulás nagyobb sebesség. Esztergánál pozícionálásra egész
jó, ott elég a két irány. Persze MPG is lesz hozzá ...
|
|
| © fonda | 2007. aug. 12. 00:32 | Válasz | #1244 |
|
Lehet, hogy röhögni
fogsz, de kb negyedszer indítom el a Mach3-at, még kész sincs a
gépem, csak a vezérlőt most raktam össze és tesztelés közben
próbálgattam a dzsoggal! Szóval friss vagyok, de kérdezz bátran

Más témákban én is nagy segítségre szorulok (néha). On: valaki próbálta már mach-hoz a joystick-os plugint? Arra lennék kíváncsi, hogy olyankor a sebességet a joy elmozdításának megfelelően állítja e, vagy csak kapcsol(i/o)?! Ha csak kapcsol, akkor a numpad is ugyan olyan... ha nem tudjátok, akkor majd kipróbálom, és megtudjuk;) |
|
| © Hunka Tibor | 2007. aug. 11. 11:56 | Válasz | #1243 |
|
Lehet nem is használja
senki a mach3-at :) :)
Én kb egy éve azt használom bizonyiték az Országpark 13 maket amit ezzel a progival martam ki !! tibor |
|
|
|
2007. aug. 11. 10:14 | Válasz | #1242 |
|
Néha többször is fel
kell tenni a kérdéseket... :)
|
|
| © svejk | 2007. aug. 11. 10:02 | Válasz | #1241 |
|
Jéééé! Tényleg...
De jóóó! Hálás köszönet... Már egyszer feltettem ezt a kérdést de nem tudott senki semmit. Lehet nem is használja senki a mach3-at :) :) |
|
| © fonda | 2007. aug. 11. 00:50 | Válasz | #1240 |
|
Svejk: ha jól
értelmezem a problémád, akkor egyszerű!! Nyomj egy TAB-ot, egyből
beugrik jobb oldalra a virtal jog, ahol %-ban állítható a dolog!
|
|
| © Hunka Tibor | 2007. aug. 10. 22:57 | Válasz | #1239 |
|
ezt használom , igen !!
|
|
| © svejk | 2007. aug. 10. 22:25 | Válasz | #1238 |
|
És ez teljes értékű az
uj 3-hoz?
|
|
| © Hunka Tibor | 2007. aug. 10. 22:00 | Válasz | #1237 |
| © Hunka Tibor | 2007. aug. 10. 21:50 | Válasz | #1236 |
|
nekem magyaritott
felületem van ott be tudom állitani
|
|
| © svejk | 2007. aug. 10. 21:34 | Válasz | #1235 |
|
Sziasztok!
Egy visszatérő kérdés a mach3-gurkhoz. (bár lehet a "segítség béna vagyok"- ba kellene írni) Az ujabb mach3-knál hol a turóba lehet megadni a "Slow Jog Rate" értékét??? Vagy Nektek sosem kell finoman ráállni egy adott pontra? Arra rájöttem már hogy az "ő" és az "ú" billentyűvel lehet az értéket változtatni, de miért nem jelzi ki az aktuális értéket? Küldjön már légyszi valaki egy olyan képernyőt amin rajta van! Én ehhez béna vagyok:( |
|
| © Hunka Tibor | 2007. aug. 10. 11:06 | Válasz | #1234 |
|
Nagy gépre felraktam a
2.4-es verziot .
|
|
| © Hunka Tibor | 2007. aug. 10. 10:07 | Válasz | #1233 |
|
szia Géza
nem exakt stopon volt egyértelmüen bebizonyosot hogy gyenge a gépem és én nem kezdem el állitgatni mert most fontosabb hogy a másik gépemen tökéletesen dudok dolgozni . fonda irásábol meg egyértelmü hogy a 300 Mhz PC proci nem jó |
|
| © Merkel Géza | 2007. aug. 10. 10:00 | Válasz | #1232 |
|
Szia Tibor!
A körrángatás azért van mert nálad valószínüleg a general config-ban a motion mode értéknél az exact stop van kijelölve. A constans velocity-t kell kiválasztanod, ekkor az irányváltoztatáskor (ami ui. egy körnél 4X történik meg, nincs lelassítás. A PC sebességének felhúzását a gép indítása során a BIOS paraméterek átállítgatásával csinálhatod meg. Van ott egy menü ahol a spécibb igények (így a CPU sebesség megválasztása) megadhatók. Persze erre vigyzni kell mert rossz beállítás esetén a gép azonnal "lefagy" ill. rossz hűtés esetén a proci esetleg leéghet!Én is majdnem így jártam. |
|
| © fonda | 2007. aug. 09. 23:52 | Válasz | #1231 |
|
Egy másik fórumon ezt
írta a kollega arra a kérdésre, hogy mi a rendszerkövetelmény:
Some people will probably tell you they use a 400Mhz PC, but you really should get something over 1Ghz, or better yet 2+Ghz. As Mach is constantly evolving, the CPU Requirements are slowly increasing as well. You can get 1Ghz PC's on Ebay for about $50. Lényeget összefoglalva 1GHz+ már jó lehet, ebay-en 50 dollártól kapható dolog... és igaz is. Nem is kell ebay, egyébként is. AZONBAN! Egy másik fórumon egy fazon saját történetét elmesélve ide lyukad ki: The secret is .... disable the ACPI driver!!! Elmondása szerint ha ezt kikapcsolja, akkor vígan szerkeszthet marás közben stb. Akit érdekelelolvashatja itt az egészet (angol). (egyébként ő is min. 1GHz-et mond, ACPI egy misét megér) Az én véleményem meg az, ha már cnc, akkor belefér ez a kis plusz költség hobby szinten is. |
|
| © Hunka Tibor | 2007. aug. 09. 20:46 | Válasz | #1230 |
|
nem az a baj , hogy nem
megy , hanem rángatja a tengelyeket ha kört akarok marni és most
sokat kellene . hogyan huzod fel ??
|
|
| © Merkel Géza | 2007. aug. 09. 20:42 | Válasz | #1229 |
|
Tibor!
Én a Mach3-at (nem a Mach2-őt) egy 233 MHz-ről 416 Mhz-re "felhúzott" ócskaságon is sikeresn futtatom |
|
| © Hunka Tibor | 2007. aug. 09. 16:45 | Válasz | #1228 |
|
félre érted , két gépem
van , az egyiken a PII-ön szeretem volna futatni a Mach3-mat , a
másik PIV-en a rajzolást !!
|
|
| © Hunka Tibor | 2007. aug. 09. 16:45 | Válasz | #1228 |
|
félre érted , két gépem
van , az egyiken a PII-ön szeretem volna futatni a Mach3-mat , a
másik PIV-en a rajzolást !!
|
|
| © svejk | 2007. aug. 09. 15:30 | Válasz | #1227 |
|
Hogy még közben a gépen
rajzolni akarsz :)
Nem akarsz esetleg még filmeket bedigizni közben? :) |
|
| © Hunka Tibor | 2007. aug. 09. 14:52 | Válasz | #1226 |
|
mit ???
|
|
| © svejk | 2007. aug. 09. 13:10 | Válasz | #1225 |
|
Ezt nem mondod
komolyan???
|
|
| © Hunka Tibor | 2007. aug. 09. 13:04 | Válasz | #1224 |
|
sajnos a PII-es gép
alkalmatlan a mach3 2.4 verzio müködtetésére . Rángatva mozgatja a
tengejeket . Kár jo lett volna , mert igy nem tudok munka közben
rajzolni.
|
|
| © Hunka Tibor | 2007. aug. 09. 11:00 | Válasz | #1223 |
|
köszi már megcsináltam
kézzel az átmásolást , most probálgatom .
tibor |
|
| © Merkel Géza | 2007. aug. 09. 11:00 | Válasz | #1222 |
|
Pontosabban a
MACHMILL.XML fájlt, mert a fránya Mach a beállítási paramétereit egy
"böngészhető"
fájlba rakja le megspórolva ezzel egy saját progit a tartalom formázott megjelenítésére.. |
|
| © lorant | 2007. aug. 09. 09:55 | Válasz | #1221 |
|
Mach3Mill-t...
|
|
| © tyutyi | 2007. aug. 08. 23:39 | Válasz | #1220 |
|
Jó kérdés, valami
profil fájlt, de nemtudom melyik az?!
|
|
| © Hunka Tibor | 2007. aug. 08. 22:52 | Válasz | #1219 |
|
szia én telepitetem egy
pII - es gépre , ha azt szeretném hogy a régi beállitásom legyen az
uj progiba mejik filét kell kicserélnem ???
tibor |
|
| © tyutyi | 2007. aug. 08. 22:26 | Válasz | #1218 |
|
Nem tudom, még nem
töltöttem le. De ami késik nem múlik :)
|
|
| © Hunka Tibor | 2007. aug. 08. 21:05 | Válasz | #1217 |
|
köszi .
érdemes kiprobálni ??? |
|
| © tyutyi | 2007. aug. 08. 20:55 | Válasz | #1216 |
|
A fejlesztő verzióból
beleébítették a kódokat.
A sugár(r) kompenzáció megjelenítését is beépítették, pluginokat javítottak... Ez a verzió nagyon stabilnak tűnik. A flash képernyő egyel korábbi verzióból való,de több szerszámpálya kapacitással. |
|
| © Hunka Tibor | 2007. aug. 08. 20:40 | Válasz | #1215 |
|
Újjáépít minden
aktuális kódátváltozás a fejlesztésből oldalra áll. A sugár
kijelzője bekonferált, a beépülő modul megszilárdul, stb. az
kibocsátás és lezárástestalkat. Erről a verzióról úgy vélték, hogy nagyon stabil. A feltűnő képernyő vég mögött egy verzió verzió de többszörössel építik újjá toolpath képesség ezt egy kicsit értelmezzétek (forditó progi) |
|
| © HJózsi | 2007. aug. 08. 17:26 | Válasz | #1214 |
|
Tegnap jelent meg a
legfrisebb :
"Aug 7th Version 2.4 Rebuild of all current code changes from development side. Display of radius comp, plugin fixes etc.. into the release and lockdown build. This version has been found to be very stable. Flash screen is one version behind end version but is being rebuilt with multiple toolpath capability." |
|
| © tyutyi | 2007. aug. 08. 14:27 | Válasz | #1213 |
|
"Amit egy lemezmuvelet,
vagy egy hang lejatszas befolyasol...az igazabol sima processz...még
akkor is, ha egy megszakitas hivogatja minden beutesnel callback
fuggvenykent."
Ha így fogjuk fel, akkor minden process (folyamat) a számítógépen :) Egyébként egy process-t is lehet realtime prioritásúra állítani, de végtelen ciklus esetén ez problémát jelent, mert még a billentyűzettel szemben is elsőbbséget élvez a folyamt, szóval csak a reset gomb segíthet :P Már csináltam ilyet... Az IRQ-nak is lehet prioritást adni, realtime priority process pedig kevés van, mondhatni nincs, a task manager is csupán high prioritású folyamat. Szerintem aki CNC gép iparszerű üzemeltetésére használja PC-jét, az ne nézzen közben videót a gépen és ne internetezzen, DOOM-ozzon hiszen ezt egyik ipari CNC - NC vezérlőn se teheti meg. A Mach szlogenje is az "convert your PC into a 6 axis CNC controller", vagyis változtasd számítógépedet 6 tengelyes CNC vezérlővé. Tehát el kell dönteni, hogy CNC vezérlőként használjuk a számítógépet, vagy multimédiás eszközként! De legalább egy időben ne használjuk mindkét célra :) |
|
| © tomasz | 2007. aug. 07. 21:17 | Válasz | #1212 |
|
Amit egy lemezmuvelet,
vagy egy hang lejatszas befolyasol...az igazabol sima processz...még
akkor is, ha egy megszakitas hivogatja minden beutesnel callback
fuggvenykent.
Vagy maskent fogalmazva, amig a windows utmezoje es IRQ maszkoloja dont arrol, hogy futhat-e eppen (vagy mas fut helyette) addig BARMI tortenhet a MEGSZAKITASSAL is ...akar sorba is allhat vagy ki is maszkolodhat VEGLEG. Csak kell egy masik progi aki még erosbben kovetel eroforrast.. :-))) Lehet az IDOBEN LEFUTAS ESELYET novelni, de nem lehet biztosra venni! a normal windows eszkozeivel (csak a + realtime kernelekkel) Szoval... CSAK akkor,lehetunk biztosak, ha magat a windowst tudjuk HATRANYBA kenyszeriteni konfliktus eseten. (ezt teszik a realtime kernelek) Igyhat elvben a Mach (es mas hasonlo hw kozeli sw megoldasok is) ahogy no a tempo es fogy az eroforras egyre nagyobb esellyel hibazhatnak.... Ez a hatar nagyban fugg az egyeb, a gepen futo dolgoktol es persze a nyers erotol is... Ha egy megszakitaskori interpolaciohoz kell mondjuk 2-3000 orajelnyi ido (ami eleg jo progit kivan) akkor az nyersen 90-135 Mhz orajelet igenyel....a tobbi marad a pc egyeb dolgaira. A mai GHz-es vilagban persze mar nem tunik oly veszesnek HA nem viszi el erobol mas az eroforrast..... De egy lemez I/O elegge magas prioritasu muvelet es eleg sok eroforrast elvisz es igy eleg sok mindent megakaszthat a windowsban. Ezert javasolja a Mach garda is az elkeruleset melo kozben... |
|
| © tyutyi | 2007. aug. 07. 20:37 | Válasz | #1211 |
|
Ja, még valami, ha fent
van a MACH a gépeden, akkor vess egy pillantást az eszközkezelőre :)
|
|
| © tyutyi | 2007. aug. 07. 20:35 | Válasz | #1210 |
|
RC, köszi. Én is így
teszek, akinek nem tetszik, annak van más választása...
|
|
| © tyutyi | 2007. aug. 07. 20:33 | Válasz | #1209 |
|
Ebben tévedsz. Nem egy
sima process, hanem egymegszakításra van ráültetve, ezért akadt
össze régebbi Mach verzió némelyik hangkártyával...
|
|
| © Egyújabbgépépítő | 2007. aug. 07. 20:27 | Válasz | #1208 |
|
Én nem a működését
feszegetem. De ha már használni akarjuk fogadjuk meg a program
készítőinek tanácsát.
|
|
| © tomasz | 2007. aug. 07. 20:20 | Válasz | #1207 |
|
Nos a javaslatok
lattan...
mesze van ez még a preciz idozitestol. Leginkabb egy kozonseges process-nek tunik, ez alapjan a Mach nemi boost-al futtatva. |
|
| © tomasz | 2007. aug. 07. 20:17 | Válasz | #1206 |
|
Ime az egyik kedvenc
tajkep cikkem a temahoz...
Achieving hard real-time on Windows XP, XP Embedded http://www.windowsfordevices.com/articles/AT2503923807.html Egy valodi hard megoldas kapcsan osszefoglalja mit is kell sejteni a temarol.... |
|
| © Egyújabbgépépítő | 2007. aug. 07. 20:14 | Válasz | #1205 |
|
Nem akarok senkivel
vitatkozni. De…..
Ha XP fut a gépen ajánlatos legalább 512 Mb memóriát használni, és szerintem 1.5 GHz alatti gépeken ne várjunk „csodát”. És érdemes megszívlelni amit a program Írói javasolnak. |
|
| © tomasz | 2007. aug. 07. 19:46 | Válasz | #1204 |
|
"Csakhogy a Mach
impulzus generátora IRQ-ra, alaplapi megszakításra van felépítve,
ami elsőbbséget élvez a csilivili felület futása, vagy más programok
futásával szemben és amíg a géped nem fagy le, addig egy megszakítás
minden körülmények között végrehajtódik. "
Vannak ketsegeim...a "minden korulmenyek kozott" okan...mivel a win mar egeszen alacsony kernel szinten virtualizal... |
|
| © rc | 2007. aug. 07. 18:10 | Válasz | #1203 |
|
tyutyi, D.Laci, svejk,
tatai, psychobilly!
Köszi, hogy fáradoztatok azért, hogy tisztábban lássunk. Eddig sem volt a Mach-al problémám, de hozzájárultatok, hogy az én feladataimhoz továbra is bátran használjam. |
|
| © tyutyi | 2007. aug. 07. 15:59 | Válasz | #1202 |
|
Engem végig a jószándék
vezérelt, lévén, hogy a probléma nálad áll fent én csak segíteni
szerettem volna, és nem ezt vártam tőled!
|
|
| © tyutyi | 2007. aug. 07. 15:56 | Válasz | #1201 |
|
Én megkértelek már pár
dologra:
1.)próbáld meg opto nélkül mérni. 2.)ha van tárolós oszcilloszkópod, légyszives egy rövidebb irányváltásos mozgásnál mentsd el a jelalakot. Az 1.-et kapásból elutasítottad, lévén, hogy ez nem lehet. A 2.-ra nem méltattál válszolni, mintha le se írtam volna. Tudod segíteni csak annak lehet, aki engedi. Én mindent megtettem, amit tudtam. Megosztottam veled saját mérési eredményeimet. Szeirntem egy próbát megért volna, ahelyett, hogy napokig csak mérgelődsz. Az nem lehet véletlen, hogy nálam 3 gépen is jól működik, ezt a mérések is igazolják, nálad meg egyiken sem, ezt meg a te méréseid igazolják. Ennek fizikai oka kell, hogy legyen és ez érdekelne engem is, hogy mi lehet, de ehhez neked is aktívan kellene együttműködnöd. |
|
| © Tibor45 | 2007. aug. 07. 15:43 | Válasz | #1200 |
|
A legelső hozzászólásod
már arról szólt ezen
témafelvetésemben, hogy én amit mérek, az is rossz. A #1197 idézetben most is ezt írod. Neked persze lehet ilyet feltételezni végig rólam. Mindegy. Nem szeretnék soha többet erről vitázni Veled, de a tényeket Neked is el kellene fogadni. #1148 fotóin láthatnád, hogy csak az előtolást változtatva mást mutatnak az Y, Z kijelzők (0-ról indultak). De tényleg belefáradtam ebbe az egészbe. Totál biztos Mach alapjel küldést kívánok minden kedves érintett Fórumozónak. |
|
| © tyutyi | 2007. aug. 07. 15:10 | Válasz | #1199 |
|
Úgy érzem én
tárgyilagos voltam, kérlek mellőzd a személyeskedést.
|
|
| © tyutyi | 2007. aug. 07. 14:57 | Válasz | #1198 |
|
A hozzászólás úgyérzem
minősít, no comment.
|
|
| © Tibor45 | 2007. aug. 07. 14:51 | Válasz | #1197 |
|
"...hogy rossz a
program és hibázik stb. akkor elkezdenék gondolkodni, de egy ember
hibás mérései néhány 100 000 elégedett felhasználóval szemben
úgyérzem nem mérvadó."
Szöveged egyszerűen valótlanságokat állít. De jól van Tyutyika, én tudod Hozzád képest szerinted CNC irányítástechnikai téren egy senki vagyok, segítsél már kérlek egy laposelemet bekötni egy izzóhoz, mert Te mindent tudsz!:))))))) |
|
| © tyutyi | 2007. aug. 07. 14:04 | Válasz | #1196 |
|
"Mivel továbbra is azt
látom, hogy egyesek ezeket
képtelenek elhinni, és állandóan a mért tények megkerülésével elkanyarodunk másfelé" Milyen mért tények? Én leírtam neked a mért tényeket :)) Az a baj, hogy etalonnak tekinted azt, amit te mérsz, aki kb. 1 hete ismered a programot. Én nem látok semmilyen tényektől való elkanyarodást, csak azt, hogy akik itt vannak, azok mind jó mérési eredményeket produkálnak. Én pedig személy szerint úgy érzem mindenben partnerként segítettem, a teszteket, amiket kértél, elvégeztem. Persze ezért tőled csak b**ogatást kaptam, ahelyett, hogy esetleg egy "köszi, hogy megcsináltad" mondatdarabkát kaptam volna. Szóval csak egy ember panaszkodását látom, legalábbis az összkép számomra ez! Látom, hogy a legfőbb problémád, hogy Windows alatt fut a program és ez a te olvasatodban egyenlő a megbízhatatlansággal. Csakhogy a Mach impulzus generátora IRQ-ra, alaplapi megszakításra van felépítve, ami elsőbbséget élvez a csilivili felület futása, vagy más programok futásával szemben és amíg a géped nem fagy le, addig egy megszakítás minden körülmények között végrehajtódik. Úgyhogy engem nem győztél meg, ha legalább tíz ember panaszkodna itt szimultán, hogy rossz a program és hibázik stb. akkor elkezdenék gondolkodni, de egy ember hibás mérései néhány 100 000 elégedett felhasználóval szemben úgyérzem nem mérvadó. Na jó, ahogy már többször megigértem, leszállok a témáról, több kérdésre ebben a témában nem válaszolok. |
|
| © svejk | 2007. aug. 07. 11:40 | Válasz | #1195 |
|
Ezt birom benned hogy
olyan diplomatikusan tudsz válaszolni:) :)
Válaszoltál is a kérésemre ,meg nem is. Én az eddig próbált (4-5 talán) közül a mach-et fogadtam be. A többi vagy látványosan nem teljesített vagy béna voltam a kezeléséhez. |
|
| © Tibor45 | 2007. aug. 07. 10:46 | Válasz | #1194 |
|
Szia Svejk!
Köszönöm észrevételeidet, oda is eljutottunk, hogy most Veled szinte teljesen egyetértek.:) Azonban túlértékelsz a tekintetben, hogy én bármiféle listát ide beírjak. Végülis az a jó vezérlőprogram, amivel az adott gyártási követelményeknek megfelelően sorozatban lehet gyártani. Az összes többi részletkérdés. Ettől persze létezik egy objektív paraméterlista, aminek alapján minősíteni lehetne őket. Amiről mi itt írogatunk, tulajdonképpen "játékok" az igazi ipari CNC vezérlők, mechanikák és programok árnyékában. De a játékokat is lehet komolyabban vagy kevésbé komolyabban űzni. |
|
|
|
2007. aug. 07. 10:34 | Válasz | #1193 |
|
A német fórumokon is
ment hasonló "feszegetés" (fel)foghatatlan dolgok miatt...
Ott a magasabb azaz 25Khz feletti jeleknél az egér mozgásától változtak a motorok hangja a Machban... a többit el lehet képzelni... A tökéletes megoldás a külső vezérlő lenne... Használ valaki ilyet? Az "olcsóbb" kártyákhoz csak egy G-kód "lejátszó" programot adnak... de van olyan amit a programból megy és USB-n keresztül a jel a dobozba... a dobozon pedíg egy LPT port... de már "tuti", Windows függetlenül... Sőt a memóriának (pl. 10MB) köszönhetően a számítógépet akár le is lehet kapcsolni... Ilyen LPT portos dolgot már 100 USD-től csinálnak... A felső határ a csillagos ég... |
|
| © svejk | 2007. aug. 07. 10:12 | Válasz | #1192 |
|
Helló Tibor45!
Köszönjük hogy eddig is foglalkoztál ezzel az üggyel, ami az itt fórumozók 90 %-át érinti. Azért ne hagyd abba, mert az ellenfél fegyverének megismerése a Te fegyveredet erősíti.:) Az 5 bekezdésben említett észrevételeid helyesek,valósak az utolsó kivételével eddig is tudtuk. (az utolsó nálam is jelentkezett az utóbbi egy két napban, de nem vagyok benne biztos ,hogy nem a rengeteg programvariáció okozta-e) Az 1. nem találom hibának, mint már írtam a 0 előjel nélküli szám tehát mindegy hogy + vagy -. A 2., 3., 4., bekezdés valós hiba ,de ezt elfogadtam mert nem tudok mit kezdeni vele. Viszont így az első 4 bekezdés nem okoz olyan (sőt semmilyen) megmunkálási hibát, mint amiről az egész dolog szóba került. Szerintem sértődés nincs ,(legalább is hosszabb távon) gondolom... Részemről mégegyszer köszönöm a vitát! ui: Segítséget vagy inkább ajánlást szeretnék kérni: Légyszives állíts fel egy megbízhatósági, vagy bármilyen alapon egy listát a személyes véleményed/tapasztalataid alapján a vezérlőprogikról. Ez nem fogja senki érdekeit sérteni, de a mach alternatíva kiválasztásában sok időt megtakaríthatnál nekünk. (A sajátodat ne írd a listába azt úgy is tudjuk hova kerülne :) :) :)) |
|
| © Tibor45 | 2007. aug. 07. 09:37 | Válasz | #1191 |
|
Üdv Mindenkinek!
Előzmények: Február óta felvetődött a fórumon, hogy bizonyos esetek egy Mach-al vezérelt CNC gép a legegyszerűbb pálya mentén (négyzet) téveszt. Azóta személyes kapcsolatba kerültem kerültem pár olyan felhasználóval, akiknél hasonló problémák voltak. Mivel a jelenségek a port mérések alapján alapjel hibára korlátozódtak, #1148-ban leírtak alapján személyesen is találkoztam megdöbbentő pozíció adathibákkal elsősorban 10kHz fölött. Konkrét tapasztalt hibák: - a kijelzőket a programban nem lehet lenullázni, előjel van a nulla előtt. - ha betöltök egy új NC G kód programot, az előtolás ablak a régi marad, és a 10 %-os változtatásokkal is a régi, már nem létező értéket tekinti alapnak az első futtatásig. - a motor tuning beállításakor megváltozik a pozíció kijelzők tartalma. - a szerszámpálya kirajzolása nagyobb sebességeknél összeomlik. - A legfontosabb hiba jelenség pedig: pl. 100, 100, 1000 step beállításoknál, nagyobb előtolásnál (alap 2-3 szorosára felvitt 10%-os kézi változtatásokkal) teljesen téves adatokkal fejeződik be a program (0.01-tól a több mm-ig nálam már minden volt), ezt a porton kijelzett impulzus számláló is detektálja. Egyedüli sovány vigasz, hogy azt az én gépemen nem tapasztaltam, hogy a port számláló és a monitor ablak között eltérés lenne (ha a kijelző +.03 mutat a nulla helyett, akkor a port számláló is ennyit). Mivel továbbra is azt látom, hogy egyesek ezeket képtelenek elhinni, és állandóan a mért tények megkerülésével elkanyarodunk másfelé, tényleg ezen a ponton én felteszem a kezem, és nem nagyon kívánok ezzel a témával többet foglalkozni. Nyilván a többség teljesen elégedett ezzel a programmal, és tényleg rövid egy napos ismerkedésem alapján ez a program nagyon sok szolgáltatást nyújt. A számomra legfontosabban, nevezetesen a pozícióalapjel képzésben néha viszont totál káosz is van. Mindenkinek őszintén azt kívánom, hogy sok sikerrel, és maximális megelégedettséggel használja ezeket a programokat. Psychobilly! Veled nincs különösebb vitám, sok mindenben egyetértek Veled. Azt azért talán Te sem vitatod, hogy az operációs rendszerek tartalék erőforrásai, stabilitásai különbözőek, és az alkalmazott programnyelv és algortimus is nagyon fontos. Azt hiszem abban sem cáfolsz meg, hogy a korrekt garafikai felületek nem kis energiát emészenek fel. Ha ez viszont a fő cél rovárására megy, no itt a baj. Inkább legyen fapados, de az alapjelem tuti legyen. Talán ott van még köztünk gondolkodásmód beli különbség, hogy én mint ostoba, valamikori CNC gépgyártás technológus kicsit mindig annak a Felhasználónak a szemszögéből nézem a dolgot, aki a CNC géppel pontosan, megbízhatóan akar dolgozni. Az is természetes, hogy manapság az ember komolyabb ipari gépészeti és elektronikai CAD-CAM témákban, multimédiában, internetben, ... nem foglalkozik már DOS alapon. A CNC gépek azonban gyökeren mások, és megfordulhat a kocka sok tekintetben. Tehát mégegyszer elnézést kérek azoktól, akik sértve érzik magukat a felvetett kritikák, tesztek kapcsán, kifejezetten tények, mérési eredmények, jelenségek mentén állt szándékomban ezzel az egész üggyel foglalkozni. |
|
| © tyutyi | 2007. aug. 07. 00:46 | Válasz | #1190 |
|
Ja, virtuális soros
porton (USB) kommunikál 1.25 MBaud-al, a koordináta adatokat adja a
PC, a uC meg levezérli a mozgást.
|
|
| © tyutyi | 2007. aug. 07. 00:44 | Válasz | #1189 |
|
A lineáris mozgást igen
kis számítási kapacitással lehet n darab tengelyre általánosítani. A
kör tényleg idő/számítás igényesebb, de a köregyenlettel végülis az
sem kritikus számítási mennyiség.
Hobbiból elkezdtem próbálkozni egy 120MHz-es(40MIPS) DSPIC-et programozni, mint külső mozgásvezérlő egységet. Az alap G0,1 és G2,3-at már tudja 5-tengelyre 80kHz-ig :) Persze még sok meló lesz vele, mire rajtam kívül más is tudja majd használni :) Főleg, hogy kevés az időm szórakozni vele... |
|
| © tyutyi | 2007. aug. 07. 00:37 | Válasz | #1188 |
|
Na erre kíváncsi
vagyok, hogyan tudod megmérni, hogy egy tengely mozgásnál
interpolál-e, vagy kivételként kezeli le?!
|
|
| © tyutyi | 2007. aug. 07. 00:35 | Válasz | #1187 |
|
"Akkor Neked olyan
csoda
rendszered van, hogy nincs felső korlátja a step jeleknek." Bocsi, de 3 gépen teszteltem! Szval nem egy rendszerről van szó :) |
|
| © svejk | 2007. aug. 06. 23:59 | Válasz | #1186 |
|
A lényeg viszont az,
hogy az eredeti probléma , vagyis a lépésvesztés nem jelentkezett
nálam. Bármely sebességen ,több variációban a képernyőn levő érték
mindig megegyezett az impulzusszámlálójéval.
Úgy látszik a két progi tényleg nem szereti egymást ebben igazad lehet |
|
| © rc | 2007. aug. 06. 23:53 | Válasz | #1185 |
|
Ez a vita azzal
kezdődött, hogy Tibor45 jelezte több felhasználónál nem pontos a
Mach. Ezek főleg léptető motorokat használnak és a kis méretű
megmunkálásoknál vannak számottevő lépés tévesztések.
Párnap alatt eljutottunk odáig, hogy nem tapasztaltuk az akkor felvetett hibákat. Azt állítottuk, korrektül dolgozik a Mach. Most újból fellángolt a vita, de már arról, hogy nagy sebességnél is problémás a Mach (szervó vezérléshez). Servó hajtás híján ebbe már nem vagyok érdekelt, de látom Tibor45 görcsös igyekezetét amivel támadja a mérésekkel bebizonyított jó erdményeket. Tudom midenkinek a saját gyereke a legszebb, de azért a szerénységnek is jelen kell lenni. |
|
| © psychobilly | 2007. aug. 06. 23:50 | Válasz | #1184 |
|
Szevasztok!
Mióta felmerült Tibor45-nél és még egy két embernél a probléma azóta próbálok rájönni, hogy mi lehet a hiba. Kipróbáltam több verziójú Mach3-at is de semmi, a gép mindig pontosan dolgozott. Ma felraktam a Mach2-t és próbáltam előidézni a hatszögletű kört :) És sikerült is. Minden a felbontáson múlik!!! Ha beírtam a gépemnek megfelelő 640-et mint step/unit érték akkor akár 50-60 kHz-ig is kiválóan 40mm-es kört rajzolt(tovább nem bírja a mechanika :( ). Viszont ha mondjuk 100-at írok step/unit értéknek akkor jönnek a háromszögek meg n szögek a kör helyett. Viszont "szemre" körnek kört rajzol és nem azt a hatszöget amit kirajzol. És alacsony sebességen itt sincs gond a rajzolással. Minnél nagyobb a step/unit annál gyorsabban lehet menni. Mondjuk a 100-as értékkel is csak 4000 mm/perc környékén kezdi el sokszögesíteni a kört, ami ugye nem kifejezetten marási sebesség. Mach3-al nem tudtam kipróbálni mert ott csak pontokat rajzol a marópájának és nem lehet látni mit csinál. :) Tehát valahol az interpolálásnál van a bibi meg a kirajzolásnál. Azt azért tegyük hozzá, hogy a Mach2 nem egy mai program és azóta fejlesztettek, finomítottak rajta. Szerintem a Mach3-nak már jobban kell teljesítenie. A lényeg, hogy valós körülmények között CNC-re kötve normális értékekkel semmi baj marás közben, "csak" a pozicionálásnál jöhet elő a probléma és ott is csakk akkor ha kicsi a step/unit érték. Itt nyer értelmet a mikrolépés és a 100kHz. Tibor45: Próbáltad a műszereddel nagyobb step/unit értékkel is, mert szerintem itt van valahol a félreértések és az egymás piszkálásának az értelmetlen oka. Itt jegyezném meg, hogy nem értek egyet azzal, hogy: "Ja egy Win. op rendszernél a grafika sem jó, ami az erőssége elvileg??:)" Mi köze ehhez a Windowsnak??? Ennek az oprendszerekhez semmi köze. A Mach3 fejlesztőinek annál inkább. De velük sincs semmi gond, nagyon profik és a support is nagyon jó! Nem mondom, hogy a Mach3 a világ legjobb CNC-vezérlő szoftvere, de egy DOS-os vezérlőnél SZERINTEM a MAI világban jobb. Az AutoCad sem DOS alatt fut már, (fejlődik a világ) és mégis az is sokszögesíti a kört, ahogy azt svejk is írta. Kétlem, hogy a Win miatt. Svejk: Nekem vissza megy 0-ra mind a 3 tengely. Ilyen akkor szokott előfordulni nálam ha mondjuk 133.33333-at kell beírni step/unit-nak. Ettől mondjuk nullára vissza kéne állnia de úgylátszik a kerekítés szabályai nem engedik. Azt egyébként nem nagyon szeretik, ha fent van a Mach2 és a Mach3 is egyszerre. Üdv.: Psychobilly |
|
| © svejk | 2007. aug. 06. 23:47 | Válasz | #1183 |
|
Ajaj..van egy jó hírem
meg egy rossz!
Megjavult a mach3 nullára visszaállása a #1174 beli tesztnél, de nem tudom mitől :( Vagyis tudom, ujraindítottam a laptopot. egész délután tesztelgettem rajta hol a mach3-ast, hol a 2-est elindítva. Szerdán megnézem a munkahelyi laptopot is. Lehet hogy 1 pontot írni a dos javára, gondolom :):) |
|
| © Tibor45 | 2007. aug. 06. 23:37 | Válasz | #1182 |
|
A négyzet előtt átlósan
mentünk a sarokponthoz,
ennyi már elég adott esetben. Egyébként a Mach a méréseim alapján gyanítom, hogy egy tengely esetén is interpolál, csak constans függvényként kezeli le. Ez egyébként programozási stratégia, hogy miként dolgozzon akkor egy interpolátor, ha csak egy tengely mozog. Nyilván egyre többet kell számolni, ha több tengely mozog egyenes eredőként, köröknél még többet. |
|
| © Tibor45 | 2007. aug. 06. 23:28 | Válasz | #1181 |
|
Nagyszerű Tyutyi! Akkor
Neked olyan csoda
rendszered van, hogy nincs felső korlátja a step jeleknek. Lehet hogy a processzor órajele (X GHZ) fölött is tökéletesen megy a Mach-od step jele?:))) Ez szuper, mert 3-4 ghz-el 100000-es felbontású encodereid is lehetnek a mocidon.:) |
|
| © D.Laci | 2007. aug. 06. 23:18 | Válasz | #1180 |
|
797Mhz cpu 256Mb Ram.
van nagyobb gépek de az nem lene fair a Tiboréval szemben. Egyébként 1.8Ghz 1280Mb Ram (vista) azonis jól megy. Régebben egy 233kHz notin használtam (a talin ott volt) 25kHz simán ment... |
|
| © svejk | 2007. aug. 06. 23:13 | Válasz | #1179 |
|
Tibor45!
Ezzel az a baj a 25KHz-es mach2 1117step/mm-nél csak 1300-as mm/percet engedélyez mert elfogy a freki. |
|
| © tatai | 2007. aug. 06. 23:13 | Válasz | #1178 |
|
Randomgenerátor =
véleetlen szám generátor, véletlenszerű eseményeket lehet vele
előállítani.
|
|
| © Hunka Tibor | 2007. aug. 06. 23:09 | Válasz | #1177 |
|
Lehet, hogy Tibor
verziójába építettek egy randomgenerátort
mi ez a generátor ??? |
|
| © D.Laci | 2007. aug. 06. 23:08 | Válasz | #1176 |
|
Hány kHz-en probáljam?
|
|
| © tyutyi | 2007. aug. 06. 23:08 | Válasz | #1175 |
|
Megcsináltam, amit
kértél, rajz OK, koordináta OK, impulzus számláló OK.
|
|
| © svejk | 2007. aug. 06. 23:05 | Válasz | #1174 |
|
Akkor inkább ide bár
kicsit hosszú lesz.
Szóval az alábbi a mach3-asnál nem megy az X tengely vissza nullára (kijelzés szerint sem) Mach2-nél jó. G90 G0 X40 Y30 G1 F1300 Z-2 Y40 X20 Y20 X40 Y30 G3 X40 Y30 I-10 J0 G1 X20 G0 Z0 X30 Y20 G1 Z -2 Y40 G0 Z0 X40 Y20 G1 Z-2 X20 Y40 G0 Z0 X40 G1 Z-2 X20 Y20 G0 Z0 X0 Y0 M30 |
|
| © tatai | 2007. aug. 06. 23:04 | Válasz | #1173 |
|
Szia Tibor.
Lenne egy kérdésem. Legutóbbi mérésed alapján azt gyanítod, hogy a Mach-nak az interpolátora rossz, ha jól értelmeztem. Az én tudomásom szerint az interpolátor számítja ki pl. a kör X,Y koordinátáit a megadott adatok alapján (javits ki, ha tévednék). Namármost korábban viszont azt ítrad, hogy egy négyzet tesztet csináltál aminél jelentkezett a hiba. Viszon egy négyzet bejárásához nem kell az interpolátornak szinte semmit számítania, hiszen egyidőben csak egy tengely mentén mozdul el és csak egyenes vonalba. Ez a két dolog nem vág össze. Akkor most a négyzet tesztnél is van hiba vagy csak a kör tesztnél? Laci: Milyen sebességű a géped amin a Mach-3 fut? Szerintem Tibornál ezzel lehet a baj, pláne, hogy a hibák véletlenszerűek. Üdv: TT |
|
| © svejk | 2007. aug. 06. 23:01 | Válasz | #1172 |
|
Boccs akkor nem szóltam
azt is csak halkan.
|
|
| © tyutyi | 2007. aug. 06. 22:57 | Válasz | #1171 |
|
Lehet, hogy Tibor
verziójába építettek egy randomgenerátort :)
|
|
| © Tibor45 | 2007. aug. 06. 22:57 | Válasz | #1170 |
|
Töltsd fel a teszteket
légyszi a File tárba, és
akkor bárki elérheti. |
|
| © Hunka Tibor | 2007. aug. 06. 22:56 | Válasz | #1169 |
|
Azonban amint növelem a
pályamenti előtolás értéket,
el kezd "rosszalkodni", és beindul a véletlenszerű pozíció tévesztés, ami a kijelzőkön is megjelnik, és a porton is detektálható. 20 KHz step jelnél már nagyon vadul, több tizedet téved, 25 KHz-nél több mm-t!!! lehet hogy mégis van benne valami ami megakadájozza az ipari termelést ???? tibor |
|
| © D.Laci | 2007. aug. 06. 22:55 | Válasz | #1168 |
|
Nálam 4-szerezve van
igy 2000step/ford.
Áttálitotam 500 step/ford-ra de ugy nagyon gyors, és relative jóval kisebb a felbontás (250 step/mm) azt hiszem az aranyközéputat választom majd... |
|
| © Tibor45 | 2007. aug. 06. 22:52 | Válasz | #1167 |
|
Aki ennyire elégedett,
kikapcsolt vezérlő
mellett legyenszíves írja már be a motor tuning-ba mindenhova (X, Y, Z) felbontásnak az 1117/mm-t, és mondjuk F3000 4000 5000 6000.... sorozattal kínálja meg a Mach-ot. Kijelzők 0-ról induljanak, oda is menjenek vissza a program alapján vagy valamilyen kerek egész számra. A futás után a szám, és közben grafika is ok? Vajon hol a határ mégis? |
|
| © tyutyi | 2007. aug. 06. 22:47 | Válasz | #1166 |
|
Üdv!
F5000 -re volt beállítva( ez pont 60kHz az alábbiakban leírt beállításokkal) és maximális gyorsításra, 1250 mm/sec^2, ez 4mm-en gyorsít fel 60kHz-re! 2 sec-ig 60kHz-en fut és 4mm-en lassít le 0-ra. Szóval a 10mm-es tesztekkel bőven 10kHz felett voltam... Szóval kihuzattam rendesen :)) |
|
| © svejk | 2007. aug. 06. 22:41 | Válasz | #1165 |
|
Bocsi, hogy
belekotyogok de mielőtt vita lesz belőle csak a mellébeszélések
elkerülése végett
igaz hogy a vezérlő tudja az encoder jelét négyszerezni de ez egyben vissza van osztva a vezérlőben 4-gyel. Tehát gyakorlatilag 500 encoderrel kell számolni, és annyira is kell állítani a mach-et vagyis 1 fordulat 500 step jel. |
|
| © svejk | 2007. aug. 06. 22:37 | Válasz | #1164 |
|
Tibor45!
Kérlek másold be ide is a nekem küldött NCtest2 file-t ,hogy mások is tudják ellenőrizni ugyanis jelentkezett az a bizonyos 0-ra visszaállási hiba. Mégpedig az X tengelyen nem ment vissza 0-ra hanem +0.03-on megált a G-kód végrehajtása után. A kijelző és az impulzus számláló szerint is. setup: 100imp/mm jelentkezett 100mm/percnél és 10000mm/percnél is. Az érdekes az hogy csak a mach3-nál, a mach2-nél visszaáll pontosan. Mivel eddig csak a kettest használtam ezért elképzelhető hogy beállítási hiba, és ezért jelentkezett a melóhelyemen este is a 0-ra visszaállás problámája. Kérem aki teheti futtassa le. |
|
| © D.Laci | 2007. aug. 06. 22:29 | Válasz | #1163 |
|
"A problémák ugyanis 20
kHz fölött
kezdődnek még a HI-FI-ben is, nem hogy a CNC világában:)." " 25kHz-ig mentem elsö körben aztán 35 majd 45 kHz-ig semi romlást nem tapasztalok a grafikán. Ezeket csak a mach3-ban futatam a te beállitásaiddal x:100 y:100 z1000. "Ha ugyanis X4 üzemmódban nyomultok a szervotokkal, akkor az 2000 step/ford pillanatok alatt kemény feltételeket szabhat n max közelében." Az esztergámat x4 üzemmodban hajtom 25kHz-en de néha lassú, olyankor vagy 45kHz-re álitom a Mach3-mat vagy a vezérlőt állitom átt. |
|
| © Tibor45 | 2007. aug. 06. 22:17 | Válasz | #1162 |
|
Ezek csodálatosak, de
mekkora volt közben
a maximális kimenő freki a porton?? Mert 10 Khz alatt szinte soha nincs baj... Ugyanezeket megnézted nagysebességű változatoknál is? |
|
| © rc | 2007. aug. 06. 22:13 | Válasz | #1161 |
|
"Mach3-al pedig nem
szeretnék foglalkozni" írod. De hisz ez a Mach 3 fórum! |
|
| © svejk | 2007. aug. 06. 22:12 | Válasz | #1160 |
|
Ezek a felvetéseid
jogosak, és nem is tudok rá érdemben válaszolni.
Sajnos engem is zavar, de mivel eddig csak gyengébb progikkal találkoztam ezért elfogadtam. |
|
| © Tibor45 | 2007. aug. 06. 22:10 | Válasz | #1159 |
|
Elhiszem Laci!
A lényeg: olyan helyetbe kell hozni a progit, hogy kör vagy 3D lineáris pályamenti mozgás legyen a programban, és fokozatosan felfelé kell haladni a Step frekivel. A problémák ugyanis 20 kHz fölött kezdődnek még a HI-FI-ben is, nem hogy a CNC világában:). Ha nem haragszol, a Mach3-al pedig nem szeretnék foglalkozni, lenne épp elég más dolgom. Ha pedig nincs is vele gondod, akkor meg kár is vele vacakolni, bár a felső határ frekis interpolációjára kíváncsi lennék. Ha ugyanis X4 üzemmódban nyomultok a szervotokkal, akkor az 2000 step/ford pillanatok alatt kemény feltételeket szabhat n max közelében. |
|
| © svejk | 2007. aug. 06. 22:00 | Válasz | #1158 |
|
Ez jó hír hogy elérhető
lesz a progid és ráadásul akár a kezdőknek is megfizethető áron.
Azt hiszem aki valamennyire is foglalkozik a számítástechnikával legalább tudatalatt elismeri hogy egy DOS-os program sokkal stabilabb és megbízhatóbb, csak általában a kezelése nem felhasználóbarát. #1055-ben is erről írtam hogy én is a mach kezelhetősége miatt vágtam bele a cnc-be. |
|
| © tyutyi | 2007. aug. 06. 21:54 | Válasz | #1157 |
|
Szasztok,
Na volt egy kis időm, csináltam pár tesztet Mach3 legújabb stabilnak mondott verziójával. A teszt 3 gépen történt, sajnos csak ennyi gépem van itthon :) 1. gép 1.6 GHz-es celeron .. 60kHz-en 2. gép 1.6GHz-es P4 toshiba laptop 60kHz-en 3. gép 3GHz -es P4 800FSB 2 GHz RAM, ezen 100kHz-en simán elporoszkál a MACH :) A mérést egy őskövület Orion gyártmányú impulzusszámlálóval végeztem (kölcsön kértem..,csak Tibor kedvéért :)) A tesztekben az óra nullára való visszaállását vizsgáltam. Minden tesztet 5-ször futtattam mindegyik gépen. Első teszt: 1mm X 1mm-es négyzet (lépés/mm=720) 1.gép - hibátlanul nullára állás. 2.gép - hibátlanul nullára állás. 3.gép - hibátlanul nullára állás. Második teszt 1mm átmérőjű kör: 1.gép - hibátlanul nullára állás. 2.gép - hibátlanul nullára állás. 3.gép - hibátlanul nullára állás. Második teszt: 10mm átmérőjű kör: 1.gép - hibátlanul nullára állás. 2.gép - hibátlanul nullára állás. 3.gép - hibátlanul nullára állás. Harmadik teszt: mozgás 45 fokban (XY síkon) 10mm-re. Itt, mivel csak egy mérőórám volt, az X tengely step jelét mértem. 1.gépen az órát olvasva 7200 2.gépen az órát olvasva 7200 3.gépen az órát olvasva 7200 Negyedik teszt: ugyanaz mint a 3., csak -10mm-re mozgatás. 1.gépen az órát olvasva -7200 2.gépen az órát olvasva -7200 3.gépen az órát olvasva -7200 Na röviden ennyi, nekem nem sikerült egy fránya lépéstévesztést se mérnem, pedig azok után, amiket Tibor írt, már örültem volna legalább 1 eltérésnek :) U.I.: A mérést optocsatolás nélkül közösített földeléssel csináltam! |
|
|
|
2007. aug. 06. 21:51 | Válasz | #1156 |
|
WinPc-Nc Economy...
Teljes képernyős rajz... rámutatok egy pontra és a G-kódban kijelöli azt a sort... Ha változtatom a G-kódot változik a rajz... stb... Olyan mint egy DOS-os progi... de mégis Windows alatt... Sőt ha változtatom a "beolvasott" file-t... akkor azonnal változik a G-kód... és marás... Tehát akár marás közben is lehet korrigálni... :) Csak az a 25Khz... De majd megoldom... elégnek kellene lennie... (ha a sebességet és pontoságot számolom)... persze irigykedem... csak mindent pontosan kell "passzintani"... de ez mindenére igaz... azaz elvárja, hogy minden tuti legyen... Sajnos ezeket a light verzió ezt nem tudja...az Economy pedíg hardverkulcsos... ;) |
|
| © D.Laci | 2007. aug. 06. 21:44 | Válasz | #1155 |
|
M3
F15000 G0 Z20 G0 X20 Y0 G1 Z0 G3 X0 Y20 R20 G1 Z20 G1 Z0 G3 X-20 Y0 R20 G1 Z20 G1 Z0 G3 X0 Y-20 R20 G1 Z20 G1 Z0 G3 X20 Y0 R20 G1 Z20 M30 Én ezt probáltam egy 797Mhz cpu 256Mb Ram, mach3 legujabb verzioja. :.100 y:100 z:1000 step/mm A grafika sem csinált semi hibát, tökéletesen végig ment egymásután többször is. Probáld ki a legujabb mach3-ast. |
|
| © Tibor45 | 2007. aug. 06. 21:31 | Válasz | #1154 |
|
Ez igaz, de
felbontásnak több ezret is
beírtam néha, és úgy is méricskéltem a portot. Csak akkor még ezt más gépén tettem. A másik pedig, hogy kisebb előtolásoknál is összejött mérőórával is szervóval. Csak véletlenszerűen jelentkezett, pont emiatt indult el az egész tesztelgetésem, hiszen Lórántnál is így kezdődött még februárban. A talira viszek majd ilyen DOS-os progit, ki lehet próbálni. 12-15 körül lesz az ára, és nem csak komplett rendszerekkel. Egyébként meg persze nem bánom a Mach-al töltött időt, sőt örülök, hogy talán ezzel mások baján is segítettem és, megerősítést kaptam megint a fapados de, nagy sebességű, megbízható megoldásokra. |
|
| © svejk | 2007. aug. 06. 20:40 | Válasz | #1153 |
|
A #913 tesztjeidben
200mm/perc a sebesség és ott is jelentkezett nálatok a hiba, tehát
valami sántít a dologban.
Tudom nem szívesen foglalkozol a mach-el de ezen a friss gépeden még letesztelhetnéd a #913-akat. Azon az egy napon pedig ne bosszankodj, lehet még meghozza a gyümölcsét. Ha másra nem arra jó volt hogy bizonyítást nyert hogy egy másik progi stabilabb. Tényleg a Te dos-os vezérlőprogid piacképes, vagy csak komplett rendszerben vásárolható meg? |
|
| © Tibor45 | 2007. aug. 06. 20:38 | Válasz | #1152 |
|
Ja egy Win. op
rendszernél a grafika sem jó,
ami az erőssége elvileg??:) Engem rohadtul idegesít, ha egész más szerszámpályát látok, mint a valóság. Most állandóan azon filózzak, hogy amit látok az ugyan rossz, de a valóságban jó, vagy fordítva, vagy a kép is hazugság, meg a valóság is? Szerintem a negyedik verzió a legegyszerűbb: Ha már valamit kijelzek, annak legyen köze a valósághoz, ha karakter, ha grafika. De úgy látszik Téged ezek nem zavarnak. A CNC tesztprogit küldöm magánban. Ne feletsd el increment I, J -t beállítani a configban. |
|
| © svejk | 2007. aug. 06. 20:24 | Válasz | #1151 |
|
"A szerszámpálya
grafika szerintem a videó kártya gyengesége, a végeredményt eddig
még nekem nem befolyásolta. "
Tehát a gyakorlatban 4800mm/perccel rajzoltatva a kör tökéletes, holott a a képernyőn a grafika torz. (ez a dolog ismerős annak aki szokott rajzolni autoCad-ben) |
|
| © svejk | 2007. aug. 06. 20:20 | Válasz | #1150 |
|
ui. : természetesen én
is meg tudnám írni a kör g-kódját de annak is van több variációja és
azt szeretném tesztelni aminél nálad jelentkezett a hiba
|
|
| © svejk | 2007. aug. 06. 20:18 | Válasz | #1149 |
|
Helló Tibor45!
Küldd már el légyszi a G-kódot. Most én is nyakig benne vagyok a tesztelésben. Most persze nem találom azt a g-kódot amivel csinálta a 0-ra való álláskor a +- 1 digit hibát. Persze az a melóhelyemen volt éjszaka egy másik notin. A szerszámpálya grafika szerintem a videó kártya gyengesége, a végeredményt eddig még nekem nem befolyásolta. az előjelről pedig szerintem annyit hogy +0 egyenlő -0 -val.. |
|
| © Tibor45 | 2007. aug. 06. 20:07 | Válasz | #1148 |
|
Sziasztok! Azt hiszem
rájöttem a rejtélyre.
Megpróbáltam teljesen független körülmények között bemérni, letesztelni a dolgokat. Feltelepítettem egy gépre (Compaq 733MHz asztali PC) egy firss XP-t, és a Mach2-t /R5.11N free verziót/. Ipulzus számláló a porton, és szervohajtás. Tesztprogram egy 20 mm sugarú kör, negyed körpontokban Z le-fel 20 mm. X:100, Y:100, Z:1000 step/mm. Egy darabig minden ok, minden tökéletes. Ezt mutatja az alábbi kép: 
Azonban amint növelem a pályamenti előtolás értéket, el kezd "rosszalkodni", és beindul a véletlenszerű pozíció tévesztés, ami a kijelzőkön is megjelnik, és a porton is detektálható. 20 KHz step jelnél már nagyon vadul, több tizedet téved, 25 KHz-nél több mm-t!!! Ezzel párhuzamosan mint látható is a képen, a szerszámpálya grafika is összeomlik (cikcakkos lesz a körpálya, stb.). 
Erősebb (2.4 GHz) gépeken is jelentkezik a probléma, csak valamivel később. Aztán azt sem értem, ha lenullázom az X, Y, Z ablakokat, miért marad ott előjel?? Öszegezve: vannak olyan esetek, amikor az én tapasztalatom alapján a program interpolátora tévesen dolgozik. Az én felfogásomban a legfontosabb műszaki jellemzője egy vezérlő programnak a korrekt, minimális hibával (max. fél inkrementum) kiadott pozícióalapjel képzése. Ha ezt minél nagyobb sebességgel tudja az interpolátor modul, annál inkább komolyabb a vezétlőprogi. Ha pedig eléri az adott interpolátor a teljesítőképességének határát, akkor álljon le hibajelzéssel, vagy eleve a bemenő adatokat hibás programértékként jelezze vissza, de semmiképpen ne adjon ki téves adatokat. Ez azt gondolom, így lenne korrekt. Így ugyan elment az életemből fölöslegesen kb. egy nap ezekkel a tesztekkel, de megnyugodtam, és világosan látom, mi a helyzet, és milyen módon lehet ellene védekezni. Ez sajnos azt is jelenti, hogy microstep hajtásokat, vagy komolyab szervókat nem lehet 100%-ban kihasználni. Akiknél tehát bármilyen alapjel lépéstévesztési gyanú felmerült, lassabban dolgoztassa ezt a programot, és egy kiváló vezérlő progivá válik.:) |
|
| © svejk | 2007. aug. 06. 20:00 | Válasz | #1147 |
|
igen, ez nekem eddig
fel sem tünt különösebben.
100 step/mm-nél a mach2 néha csinálja. Ez ugye 0.01 mm. Tényleg legyünk nagyvonalúak, a digitális technikában a +- 1 digit elfogadott hiba.. :) |
|
| © Tibor45 | 2007. aug. 06. 19:55 | Válasz | #1146 |
|
"Még azt is jól
számolja amikor a program végén a mach2 néha +/-1 digiten áll meg
(ez nem tudom miért van..)"
Szia Svejk! Erről is beszélek, és nekem is van ilyen tapasztalatom, de legyünk nagyvonalúak, egy két századot tekintsünk nullának akkor is, ha nem az. |
|
| © tyutyi | 2007. aug. 06. 11:43 | Válasz | #1145 |
|
|
|
| © svejk | 2007. aug. 06. 09:28 | Válasz | #1144 |
|
Sziasztok!
A hétvégén összedobtam egy le-fel számlálót a port ellenőrzésére (bár nekem nem volt problémám még a lépésvesztéssel) Amolyan "fióktakarító" egyszerű kapcsolás, pozitív tartományban oda-vissza számol (negatív tartományban nem az abszolut értéket mutatja, de ez most itt nem lényeges,) A bemenete optoval le van választva. Megnéztem az asztali 2GHz-es és a 366MHz-es laptopon is a mach2, illetve 3-at tévesztést nem tapasztaltam, semmilyen esetben. Még azt is jól számolja amikor a program végén a mach2 néha +/-1 digiten áll meg (ez nem tudom miért van..) így felkérem azon kollégákat akiknek lépésvesztésük van küldjék el magánban a mach2mill.xml mach3mill.xml fájlokat, a hibásan működő G-kódot, illetve a progi verziószámát. Hátha kiderülne valami a rejtélyből. Lehetőségem van több gépen is kipróbálni. |
|
|
|
2007. aug. 04. 22:45 | Válasz | #1143 |
|
Bocsi, de most jutottam
oda, hogy egyátalán leüljek..., ez a hétvége ugrtott...
|
|
| © Hunka Tibor | 2007. aug. 04. 13:43 | Válasz | #1142 |
|
szia trapista
Nem jó az idöpont ?? |
|
| © lorant | 2007. aug. 04. 09:20 | Válasz | #1141 |
|
mail ment...
|
|
| © samo | 2007. aug. 02. 20:56 | Válasz | #1140 |
|
A cégnél corel
conturral oldjuk meg a klisé marását,nem olyan bonyolult,nem kell
más progi hozzá,s rögtön plt-be menthető
|
|
| © TG | 2007. aug. 02. 14:39 | Válasz | #1139 |
|
köszi, de nekem
valszínű, hogy majd többszőr is kell csinálnom különböző mintákat és
az lenne a legjobb ha én tudnám megtervezni a szerszámpályát meg
mindent de ehez kell artcam, vagy lazycam. Ha esetleg tudnád, hogy
honnan tudnék beszerezni, azt megköszönném (akár mailbe)
|
|
| © Hunka Tibor | 2007. aug. 02. 14:26 | Válasz | #1138 |
|
szombat , vasárnap
tel :29 463 729 nem titkoltam sose a számot |
|
| © lorant | 2007. aug. 02. 12:39 | Válasz | #1137 |
|
Gondolom 2D-s marásról
lenne szó. Nem tudom, hogy a LazyCam tudja-e, de ha lerajzolod,
elmented DXF-be, szívesen megcsinálom Neked ArtCamba.
|
|
|
|
2007. aug. 02. 11:21 | Válasz | #1136 |
|
Mikor vagy otthon????
valami tel szám? (magánba)
|
|
| © TG | 2007. aug. 02. 11:13 | Válasz | #1135 |
|
sziasztok! Mach3-mal
lehet olyat csinálni, hogy corelben megtervezek vmit és a felesleget
marom ki. Ha más progi kell hozzá (cadcam) akkor azt honnan és
mennyiért tudok beszerezni? Nyomókliséket kellene készítenem.
|
|
| © Hunka Tibor | 2007. aug. 02. 09:35 | Válasz | #1134 |
|
SZIVTAM A GÉPELÉSSEL ÉN
IS , aztán abba hagytam ,de most jó.
a kicsi méretebbeni 3d-marásrol van némi tapasztalatom : ékszerészeknek csináltam pár dolgot !! Van egy javaslatom gyere át hozzám amikor ráérsz és egy kicsit kisérletezümk , több szem többet lát alapon . |
|
|
|
2007. aug. 02. 00:24 | Válasz | #1133 |
|
Hali, valaki próbálta
már az elméleti max sebességet a progival, "közel 3d "-ben??
Más céllal kipróbáltam, és meglepődtem... Csak a progi futott... ha a kód olyan, hogy pl: 0,5 mm-ként rugdosom az egyik tengelyt, és sűrűn bemozdítom a másikat is akkor hiába állítok be nagy (40-60m/p sebességet a kódban, és pl 10 lépés/mm-t a motor tuningba, a hozzátartozó sebesség, és gyorsítást a max-ra ( valami bazinagy érték) előfutás, és lépési imulzus szélesség 1 us-re kernel 45kHz-ra. A tényleges marási sebesség 400-700 mm/perc-re adódik.!!!!! (ha csak egy tengely megy picit hosszabb ideig, akkor persze gyors /pl: 2-3 mm-t) Hát ez nagyon karcsú, honnan kezdi el a gyorsítást,? közel 0-ról???? Lehet ezzel kezdeni valamit " tuningolni" vagy ez ennyit tud és kész.... De akkor kisebb 3d-s marás sem marható vele gyorsan???? Aki mart már ilyesmit megosztaná velem mekkora átlagsebesség jött ki neki.?? Köszike Miért nem jelennek meg az üzeneteim a topicban??? Potyára gépelgetek... |
|
| © Hunka Tibor | 2007. aug. 02. 00:12 | Válasz | #1132 |
|
a repülő ügyre
gondoltam
|
|
| © Hunka Tibor | 2007. aug. 02. 00:10 | Válasz | #1131 |
|
Ezt a kecsapos
szkennelést nem értem ill. nem is tudom kezelni a progit.
hát még képlékeny az ügy de ha jó lessz irok rolla . a mach-teken találkoztam egy cégel akinek van ekora szenelési eszköze , meg kéne keresnem . tibor |
|
| © tatai | 2007. aug. 01. 23:57 | Válasz | #1130 |
|
Szia Géza!
Meg kellene mérned az LPT porton a Z tengelyért felelős PIN-t, hogy X marás közben mi van ott. Hogy ténylegesen van -e ott MACH által generált impulzus (amit nehezen hinnék) vagy csak a vezérlőd szed össze valami zavart. Tárolós szkóppal lenne a legjobb mert azt is meg tudnád nézni, hogy rendes (5 uS -os) MACH impulzus -e vagy valami torz hülyeség. Ha nincs akkor egy logikai cerúza is megteszi amin van éldetektor. Üdv: TT |
|
| © rc | 2007. aug. 01. 21:36 | Válasz | #1129 |
|
Tibor!
Ezt a kecsapos szkennelést nem értem ill. nem is tudom kezelni a progit. Hát a rézbe tolómérővel,mikromérővel nem lehet lemérni? Én úgy teszteltem le annak idején a gépem pontosságát, hogy csapágytartót martam aluba. Ha Cam-ba 28 mm-re vettem az átmérőt, és egy éles maróval kimartam, mind a tízbe éppen elég szorosan illeszkedett a 28 mm-es csapágy. Hát nekem ez a pontosság jó. Egyébként a mérőórával mértem kottanásokat is amikor elkészült a legújabb gépem: X=0,025 mm, Y=0,02 mm, Z=0,03 mm. Az asztallapot pedig a géppel átmaróztam (az egyik saroknál leszedett vagy 0,3 mm-t), hogy tökéletesen egysíkba legyen a tengelyekkel. Ezt azért kellet, mert 1 m hosszon lézert vinni nem kis kihívás. Úgy hogy szerintem törekedj minél kisebb kottyanásra. A digitalizálásra nem látok írást. |
|
| © Merkel Géza | 2007. aug. 01. 21:25 | Válasz | #1128 |
|
Emberek!
Nálam nem kottyan, hanem ciccen a MACH! Ha pl csak az egyik (pl. X) tengelyt mozgatom akár manuálisan akár programból, a Z tengely is néha néha lép egyet egyet!!!!! Ennek eredményeképpen pl. Zsákmarásnál a felület alja nem OKés. De erről már írtam. UFF! |
|
| © Hunka Tibor | 2007. aug. 01. 20:17 | Válasz | #1127 |
|
rc a digitalizálásra is
válaszoltam de nem irja ki , hanem csak az elözöt veszi figyelembe
nézd meg
|
|
| © Hunka Tibor | 2007. aug. 01. 19:08 | Válasz | #1126 |
|
SZIa rc
ha tárgyilagos akarok lenni és idézem saját magamat :leirom mit csináltam réz támlába a tibor45 teszt g-kodjával -5 öt beirva FERI gyári gravirtüjével kimartam . ezt beszkeneltem egy etalom méröszalagal . bevitem a képet a kecsapba és felnagyitotam 10szeresre , rajzotam egy 500x500 négyzetet ELMÉLETI 500x500 a képen a többi a gravirozás lehetö legpontosabb körberajzolása. Nem komentálom mert ne tudom összehasonlitani de ha valaki ügyanezt megcsinálná már lenne mit összevetni a másik mérésem :elvégeztem egy mérést , ugy hogy a gépsatuba befogtam egy digitális toloméröt ami 0.01 pontos . a Mach kézi mozgatását szintén erre az értékre állitotam és 0,01 lépésekel elkeztem mozgatni , most kijött a kotyanás mértéke ,de amikor ezen tul volt minden érték egyezett a kijelzön és mach számláloján , magam is meglepödtem ha a kotyanást nem számitom bele akkor az én gépem 0,01 pontos ???? de nagyon izgat az hogy az 1mm es távon hogyan oldja meg a mach a gyorsitás lassitást ami alapban be van állitva ??? |
|
| © rc | 2007. aug. 01. 18:18 | Válasz | #1125 |
|
Tibor!
Pár nappal ezelőtt, amikor felmerült nálatok, hogy nem pontos a Mach, akkor Te is azt állítottad, hogy a kis méreteknél pontatlan. Most meg azt mondod 0,62 mm a kottyanás. Hogy tudtad a gépedből azt a következtetést levonni ( Tibor45 Rád is hivatkozik), hogy lépést téveszt a Mach. Mindig azt kértük, hogy a teljes CNC konfiguráció ellenőrzése alapján lehet eljutni a hiba okára. D.Laci pontosan fogalmaz, mikor felhíja a figyelmed, hogy a kottyanás kompenzáció sajnos nem mindenre gyógyszer. |
|
| © D.Laci | 2007. aug. 01. 17:07 | Válasz | #1124 |
|
ha 0.62mm a kotyanás
akor 0.62-t írj be. a kompnzálási sebeséget a %-osan lehet megadni,
engedélyezd (enable)a kompenzációt. és ujra kel inditani a mach-ot.
de szerintem egy könyen mozgó mechanikánál nemér semit. mert egy nagyobb fogásvételnél a maró ugyisa a kotyanás holterében "táncol"... |
|
| © Hunka Tibor | 2007. aug. 01. 16:04 | Válasz | #1123 |
|
sziasztok
a 1113 hozzászolásomra legyetek szivesek válaszolni FONTOS !! tibor |
|
| © tyutyi | 2007. aug. 01. 12:08 | Válasz | #1122 |
|
Tibor:
Ahogy DLaci mondja, szerencsére ezt a MACH-et igazi programozók fejlesztik, modulokba struktúrálva, ami nagyon profi csapatra vall. Ha te csak a centimétereket vagy esetleg métereket szeretnéd látni és sima fekete hátteret, DOS-os fapados kinézetet, azt is meglehet vele csinálni igazán egyszerűen a képernyő szerkesztővel :) Egyébként nem ez volt az eredeti téma, de te összemostad a két dolgot... csak ezért kérdeztem rá, hogy most miről is beszélünk?! Szerencsére nekem nem kell eszterga vagy más CNC gép előtt ülnöm, ebben igazad van, de ezért tanultam jópár évig, hogy ne kelljen ezt csinálnom :) néhány 100 CNC gép előtt ülő ember munkájáért én felelek nap mint nap, szóval nem kell megmagyarázni, köszönöm. Tudom, miről beszélsz, csak ennek semmi köze a helyes vagy helytelen működéshez vagy a program jóságához. Az én meglátásom szerint ha a gép tudja kezelni a decimal adattípust, akkor aki akarja az hadd nézze már az elméleti poziciót és csak annyi tizedes jegyig veszi figyelembe, ameddig akarja, aki meg nem akarja nézni, az azt is megteheti... Nem tudom miért zavar téged a nagy kijelző, manapság a 17 colos monitor szint alap konfigurációnak tekinthető, szóval nem probléma, de ahogy már mondtam egy pillanat alatt átszerkeszthető a kijelző mérete, gombok helyzete, vagy amit csak akarsz. Na jó befejeztem. Egy darabig a munka miatt megint távol leszek a fórumtól, addig is mindenkinek jó munkát és/vagy nyaralást, strandolást kívánok. |
|
| © D.Laci | 2007. aug. 01. 11:04 | Válasz | #1121 |
|
" A tizedmikronos
felbontású kijelzőnek a műszaki értelmét nem látom ennél a programnál akkor se, ha tökéletes működik." Az én "elmleti" felbontásom 1133.8582 step/mm igy néha jó ha van néhány tízedesjegy... Ha zavar a kijelzö akor azt szabadon konfigolhatod, ha jol emlékszem a TCNC és más DOS-os progik is 5-6 tízedesjegyig kijelzik. " Ugyanis van mechanikai merevség, hőtágulás" Ebben egyet értek veled ezt korábban már én is kifejtetem valemelyik topikban. |
|
| © Tibor45 | 2007. aug. 01. 10:14 | Válasz | #1120 |
|
Már a felvetéseimet sem
érted. A tizedmikronos
felbontású kijelzőnek a műszaki értelmét nem látom ennél a programnál akkor se, ha tökéletes működik. Ugyanis van mechanikai merevség, hőtágulás is a világon, az adott gép felbontásáról nem is beszélve. Ha valakinek van egy százados felbontású gépe (már pedig Hobby és félipari gépeknél eredőben még ettől is rosszabb a valóság), akkor mi a szarnak is látom a tizedmikronokat?? Rosszul működő programnál meg de pláne igaz ez a kérdés, hiszen az éppen akkor elcsalt tizedeket esetén is a pofámba vigyorog a tizedmikronos kijelzője a monitoron. Javaslom kedves barátom, hogy álljál oda egy esztergagéphez, és esztergáljál egy megadott átmérőt 1 század mm tűrésmező szélességgel. Utána majd megtanulod tisztelni a gyártási végeredményben elért 0.01 mm pontosságot. De ha Te szereted bámulni a teljesen fölösleges és értelmetlen tizedmikronokat is, hajrá. Én a magam részéről ezt a témát lezárom. Köszönöm Mindenki segítő szándékát, akik pedig a bizonyos esetekben előforduló, mérőórás, és port teszt mérésekkel is igazolt Mach téves alapjelkiadási jelenség létezését is vitatják, és ehelyett teljesen meddő és értelmetlen vitává kanyarították el ezt a dolgot (nem jól mérek, miért kritizálok, stb..), nos azokkal nem tudok egyetérteni. Ahogyan időm és energiám engedi, folytatom ennek a jelenségnek a kiderítését, az eredményekről beszámolok majd. További szép napot, kellemes nyaralást kívánok Mindenkinek! |
|
| © tyutyi | 2007. aug. 01. 09:40 | Válasz | #1119 |
|
Na most meg nem :)
|
|
| © tyutyi | 2007. aug. 01. 09:39 | Válasz | #1118 |
|
Valami nem stimmel ezzel
a fórummal, szó végi d betűket t-re cseréli :)
Egy próba: babád papád ... na kíváncsi vagyok :) |
|
| © tyutyi | 2007. aug. 01. 09:32 | Válasz | #1117 |
|
Attól, hogy a Mechanikát
torzul akár 1 centit, mi köze van ahhoz, hogy a MACH 100 helyett 82
jelet ad-e ki, légyszi ezt magyarázd el nekem, mert ezt sajnos nem
igazán értem.
|
|
| © tyutyi | 2007. aug. 01. 09:31 | Válasz | #1116 |
|
Üdv,
Olvasd el a "demagógia" fogalmát a wikipédián, vagy akárhol. Az idézetben pont ez történik. A két dolognak semmi köze egymáshoz, az hogy pontos-e a MACH- vagy hajlik-e a Mechanikát, ugyanekkor az érzelmekre hatva próbálod a mechanikai torzulást a MACH ellen felhozni. Nevetséges :) |
|
| © Tibor45 | 2007. aug. 01. 07:25 | Válasz | #1115 |
|
Szia Trapista! Ez egy
remek történet, hozzászólás,
nagyon is idetartozott. Sajnos akinek címezeted, valószínűleg nem sok tartószerkezetet méretezett statikailag lehajlásra, veszélyes keresztmetszetre, ehelyett inkább demagógozik, optózik. Persze megértem én ezt, aki(k) egyáltalán összeveti az oszcilloszkóp és mérőóra használhatóságát, mi mást is lehet várni.:) |
|
| © Hunka Tibor | 2007. júl. 31. 20:40 | Válasz | #1114 |
|
azt csináltam , hogy
most az artcam-mal rajzoltam meg az 5x5mm-es négyzetet és kivülre
menjen a szerszám , kimartam pontosabb lett , minden válltozatlan
volt . tehát nem lehet ugy tesztelni ahogy a tibor45 szeretné
csupaszon beirva az 5 -ös érték , de látom egyedül maradtam ebben a
témában .
tibor |
|
| © Hunka Tibor | 2007. júl. 31. 17:26 | Válasz | #1113 |
|
5mm en a mérés 4.38
tehát a kotyanás a külömbség ??? 0.62 akkor mit kell beállitanom a
backflass menüben mert ott unith a mértékegység
|
|
| © Hunka Tibor | 2007. júl. 31. 17:18 | Válasz | #1112 |
|
elvégeztem egy mérést ,
ugy hogy a gépsatuba befogtam egy digitális toloméröt ami 0.01
pontos . a Mach kézi mozgatását szintén erre az értékre állitotam és
0,01 lépésekel elkeztem mozgatni , most kijött a kotyanás mértéke
,de amikor ezen tul volt minden érték egyezett a kijelzön és mach
számláloján , magam is meglepödtem ha a kotyanást nem számitom bele
akkor az én gépem 0,01 pontos ????
tibor |
|
| © Hunka Tibor | 2007. júl. 31. 16:11 | Válasz | #1111 |
|
szoval senki nem akarja
kimarni a tesztet ,hogy össze lehesen hasonlitani ????
|
|
|
|
2007. júl. 31. 14:56 | Válasz | #1110 |
|
bocsi, nem ide tartozik,
de leírom. Eszembe jutott, a melóhelyen akkora gép van, hogy
kamionok is beférnek alá, Több tonnás Z tengellyel. és egy jó vicc
volt, amikor elkezdtek mérőhasábokkal játszani, és pontosságot
mérni, extrapontos órákkal, minden harmadik mérésnél egy Pofa
nekidőlt az egyik oszlopnak, és a "pontosság " oda...
A mérést végzők pedig a hajukat tépték, most jó... most nem... most megint... |
|
| © tyutyi | 2007. júl. 31. 14:18 | Válasz | #1109 |
|
Tibor, nem igazán
értelek. Itt rajtad és az ismerőseiden kívül mindenkinek jól működik
a MACH, szóval neked lenne szükséget segítségre, probléma
megoldásra.
"Addig is élvezzétek a Mach csodálatos tizedmikronos virtuális X, Y, Z kijelzőit csak nehogy közbem a CNC gépetekre felszereljetek egy maró motort, mert annak csak a súlya alatt több mikront, talán még századokat is deformálódik a mechanikátok a valóságban.:)" Bocs, de ez demagógia.. |
|
| © Tibor45 | 2007. júl. 31. 13:40 | Válasz | #1108 |
|
Ok! Átadom Nektek néhány
órára a terepet,
visszavonulok, tanulva a szervós vitákból. Addig is élvezzétek a Mach csodálatos tizedmikronos virtuális X, Y, Z kijelzőit csak nehogy közbem a CNC gépetekre felszereljetek egy maró motort, mert annak csak a súlya alatt több mikront, talán még századokat is deformálódik a mechanikátok a valóságban.:) |
|
| © tyutyi | 2007. júl. 31. 13:27 | Válasz | #1107 |
|
Mármint van hozzá
eszközöd?
|
|
| © tyutyi | 2007. júl. 31. 13:26 | Válasz | #1106 |
|
És mit szólsz a #1100
-ban leírt méréshez? Meg tudod csinálni?
|
|
| © Tibor45 | 2007. júl. 31. 13:25 | Válasz | #1105 |
|
Kár, jó lenne ha mind a
kettőt egyformán.:)
|
|
| © rc | 2007. júl. 31. 13:25 | Válasz | #1104 |
|
Azért úgy látom a nagy
semlegesség látszatában minden beírásodnál aláteszel a Mach-nak.
|
|
| © D.Laci | 2007. júl. 31. 13:23 | Válasz | #1103 |
|
Te elszoktad olvasni és
értelmezed hogy mit írok vagy csak okkal oknélkül belémkötsz?
|
|
| © tyutyi | 2007. júl. 31. 13:20 | Válasz | #1102 |
|
Azért én a szkópot
jobban tisztelem :))
|
|
| © Tibor45 | 2007. júl. 31. 13:18 | Válasz | #1101 |
|
Bocs, de a mérőórát
tisztelni kell, csak
"szűklátókörű" villamosmérnök mondhat olyat, hogy azzal nem lehet pontosan mérni.:) Nagyon is fontos, ezerszer fontosabb, mint a Mach tizedmikronos "nagyképű" kijelző ablaka, ami közben 3-4 tized mm-el eltér a valóságtól. |
|
| © tyutyi | 2007. júl. 31. 13:13 | Válasz | #1100 |
|
Tibor: Szerintem a
3.5V-os jelszint nem lehet probléma, ez az opto LED dióda nyitási
feszültsége felett van.
Az alapfrekvenciát lehet ellenőrizni a configurációs lapon a MACH-ben. Nálam ha 100kHz-re rakom, akkor kezd el baromkodni :( A frekvencia kb. +-10kHz-et ugrál. Ettől függetlenül 100kHz-en is jól elvégzi a teszteket, nem hibázik, csak a motorjárás egyenetlen, hullámzik, ezért ez a freki az 1.6GHz-es P4-es Celeron gépemen használhatatlan. 75KH-ig viszont szépen működik... Tibor, nincs véletlenül egy legalább 2 csatornás tárolós oszcilloszkópod, olyan szívesen megnézném a hibás step jeleket... a 2. csatornán pedig a dir jeleket. Szerintem tanulságos lenne.. |
|
| © D.Laci | 2007. júl. 31. 13:11 | Válasz | #1099 |
|
"A saját szervóimmal
vannak felszerelve a
gépek, de ezt már Tyutyinál is megbeszéltük." Az ilyen ingyen reklámokrol beszéltem #circling] Mint emlitetem csak anak lehet segiteni.... Ha azon a gépen Dos alol jolmegy akor vagy beállitási probléma, vagy hardver- szoftver kompatibilitási probléma ahogyan Lakatos fórum társunk is emliti. Ezeket csak ugy lehet kiszürni ha mindent egyesével kicserél a gépen a paciens... |
|
| © Tibor45 | 2007. júl. 31. 13:09 | Válasz | #1098 |
|
Szia Tyutyi!
Lóránt megtette már februárban, Hunka Tibor is, és Motoros ismerősénél is ugyanez a jelenség. Náluk nem hibátlan, és ezen vezérlőkhöz semmi közöm, de ezt is írtam már. Lórántnak már akkor küldtem egy DOS mérő teszt programot, (személyesen a távolság miatt nem tudtam nála port mérést csinálni), és azzal jó a gépe és pontos. Számomra ebből egyértelmű, hogy ilyenkor a vezérlő, és mechanika jó. Arról már nem is beszélek, hogy olyan komoly igénybevételű és általam is agyontesztelt fórumos szervo nemigen van, mint az enyém. Az meg egyszerűen érthetelen számomra, hogy optozol állandóan, amikor pl. a digitalizáló rendszerem (amitől keményebb tesztet el nem tudok képzelni) 30Hz-el is képes egy tapintóval dolgozni, több 10-ezer elmozdulás mellett egy amúgy Mach esetén problémás gépen ugyanazon porton. |
|
| © D.Laci | 2007. júl. 31. 13:04 | Válasz | #1097 |
|
Egyet értek veled.
Mérő órával amugysem lehet pontosan, mert ha a sarkokat lekerekiti atol még egy oda -vissza tesztnél 0-ra vissza áll, csak egy irányba lehet mérni vele ilyen esetben... |
|
| © Lakatos | 2007. júl. 31. 12:47 | Válasz | #1096 |
|
Szerintem lehet itt van
a kutya elásva:
Úgytudom,hogy a Mach nagyon érzékeny a proci órajelére és nem vagyok benne biztos,hogy egy laptop mindig azonos órajellel dolgozik,bár lehet hülyeséget írok ez csak egy tipp. De egyik ismerősömnek sem müködött rendesen,az ha jól tudom egy AMD-s laptop volt. |
|
| © Tibor45 | 2007. júl. 31. 12:06 | Válasz | #1095 |
|
RC és D. Laci!
A saját szervóimmal vannak felszerelve a gépek, de ezt már Tyutyinál is megbeszéltük. Az én kezem meg van kötve, mert a Felhasználó nem hajlandó csak laptopot használni, és a méréseim alapján a jelszint sem jó. Port és asztali PC cserét a legelején javasoltam én is, de ezt Ő nem szeretné. De mivel ehhez hozzá illesztettem a szervót, és tökéletesen működik többségében, talán mégse a jelszint a gond, az stabil 3.5 Volt. Egy printer port vagy jó vagy nem, vegyesen ritkán működik, bár ki tudja..., főleg ha XP alatt van. |
|
| © tyutyi | 2007. júl. 31. 11:53 | Válasz | #1094 |
|
Az én meglátásaim (végső
konklúzió(m) ebben a témában):
- A mechanikus mérőórás mérés nem tekinthető mérvadónak, mivel itt a mechanika hibái is bejátszhatnak és ez felesleges hibalehetőség. Megnyugtató mérési eredményeket frekvenciamérővel lehet készíteni, ahogy Balu tette. - Eddig Tibor45-ön kívül itt a fórumot aki vette a fáradságot, hogy csináljon valamilyen tesztet, mindenkinek hibátlan volt az eredménye. Ha tényleg van akinek nem működik rendesen a program, az legalább vegye a fáradságot, hogy elvégzi a teszteket és beír a fórumra. |
|
| © D.Laci | 2007. júl. 31. 11:28 | Válasz | #1093 |
|
"Ennek egyik oka pl. az,
hogy István megtiltotta
olyan Felhasználók publikációit, amelyek nem az Ő vezérlőivel mennek. Ezt próbáljuk tiszteletben tartani. " Te milyen vezérlőt használsz P1 vagy P2S? Nekem még senki nem szolt hogy ne segitsek mert már nem a házigazda vezérlőjét használom. (egyépként van egy P1-em). Ha szoftveres baj van szerintem senki nem szol érte hogy felvettitek a problémát, csak nem kel ingyen reklámot csinálni belőle... Ha beálitásokat nem kapjuk meg hogyan segitsünk? Rakjatok be egy LPT2 kártyát... Nem akarok senkivel sem vitatkozni pláne nem veled! De segiteni csak anak lehet aki engedi hogy segitsenek. Egy elvetemült ötlet: akinél hiba van probálja ki hogy egy LED-et köt a portra (step) , leveszi olyan kicsire a sebeséget hogy meg tudja számolni a LED felvillanásait. |
|
| © rc | 2007. júl. 31. 11:14 | Válasz | #1092 |
|
Nem kaptam meg a mailt.
Tibor! Ne várd, hogy felrajzolsz egy négyzetet és marjam ki és mondjam meg milyen méret. Hát ettől precizebb megmunkálásokat kell csinálnom, mérőórával már leteszteltem. Végső tanácsom: - licences Mach - Cnc számítógépén ne legyen internet - csak a szükséges Cad, Cam softverek Ezt úgy oldottam meg, hogy 3 számító gépet használok. 1. internet 2. szobába szerkesztés 3. műhelybe vezérlés ( ez utóbbi 15 eFt-os ócska 700 Mz-es és kivállóan megy a Mach-pontos vele a gép) - jó tűzfal |
|
| © Motoros | 2007. júl. 31. 10:50 | Válasz | #1091 |
|
Ja persze a maró legyen
új, és mikróval ellenőrízve.
|
|
| © Motoros | 2007. júl. 31. 10:49 | Válasz | #1090 |
|
Tesztelni a marást talán
pontosan lehetne egy G02-vel mart csapágyfészekkel. Ha húzósan
belemegy a csapágy akkor jó,ha nem akkor meg..
|
|
| © lorant | 2007. júl. 31. 10:37 | Válasz | #1089 |
|
Miért vesztek mindjárt
mindent kritikának, antireklámnak, ha vlkinek problémái akadnak.
Elhiszem, hogy legtobbnek jól mukodik, de én sem azért írok ilyen
dolgokat, hogy fontoskodjak. Nem is nagyon értek a Mach-hoz, ezért
nem is turkálok bele és nem is okoskodok. De ez van, ezt kell
szeretni...
|
|
| © lorant | 2007. júl. 31. 10:31 | Válasz | #1088 |
|
Én se a Mach-ot okolom,
mert lehetetlen, hogy ugyanaz a progi másképp mukodjon, de ez a hiba
nálam adott. Egyenlore nem is nagyon bánt, építkezek és végkép nincs
idom a géppel foglalkozni.
Én is azért vettem a drága lin. vezetékeket (32 mech.) és a tobbi dolgot, hogy pontosan tudjak majd dolgozni. Lehet, hogy a licenc......?! |
|
| © Tibor45 | 2007. júl. 31. 10:25 | Válasz | #1087 |
|
Köszönöm Neked is,
igazán rendes vagy.
Lakatos Kolléga közelebb van, először majd talán Nála megejtem ezt a 10 perces mérést. |
|
| © Tibor45 | 2007. júl. 31. 10:19 | Válasz | #1086 |
|
Szia Laci!
Ennek egyik oka pl. az, hogy István megtiltotta olyan Felhasználók publikációit, amelyek nem az Ő vezérlőivel mennek. Ezt próbáljuk tiszteletben tartani. "A messziről jött ember....." dolgaid pedig illogikusak, (és még picit sértőek is ha, rám célzol). Ugyanis számomra az egy teljesen világos és egyértelmű logikai rendszer, hogy ha az alapjel mérés hibát detektál, akkor az ezt kiadó program és környezete a felelős. Nem kell nekem ahhoz Mach-ot, vagy bármit használnom, hogy egy mérőórás hibát digitális jel méréssel már az alapjel szintjén is kimutassak, és igazoljak. Persze ha Te is úgy gondolod, hogy nem tudunk pár nyamvadt pipát, adatot értelmezni, és jól beállítani ( én erre idáig kb. 2 órát fordítottam az életemből a problémás esetek helyszínén, az adott Felhasználók pedig már talán összességében napokat is, ennek a setupnak eredményeképpen jól is működik a Mach órákon át), de aztán a már unos-untalan felhozott feltételek mellett mégse, nos akkor Veled sem tudok úgy látszik értelmes vitát folytani e témakörben sem. |
|
| © Hunka Tibor | 2007. júl. 31. 10:09 | Válasz | #1085 |
|
leirom mit csináltam
réz támlába a tibor45 teszt g-kodjával -5 öt beirva FERI gyári gravirtüjével kimartam . ezt beszkeneltem egy etalom méröszalagal . bevitem a képet a kecsapba és felnagyitotam 10szeresre , rajzotam egy 500x500 négyzetet ELMÉLETI 500x500 a képen a többi a gravirozás lehetö legpontosabb körberajzolása. Nem komentálom mert ne tudom összehasonlitani de ha valaki ügyanezt megcsinálná már lenne mit összevetni . tibor |
|
| © Hunka Tibor | 2007. júl. 31. 09:59 | Válasz | #1084 |

|
|
| © Egyújabbgépépítő | 2007. júl. 31. 09:51 | Válasz | #1083 |
|
Mindenkit üdvözlök ezen
a vitalapon!
Nemrégen kezdtem el foglalkozni a hobby CNC témával, de egy dologra rögtön rá kellet jönnöm. Ha WINDOWS alatt akarom használni a MACH –ot jobb ha egy olyan gépet használok ami CSAK CNC feladatot lát el. Első lépésként én is felraktam a MACH 3 –at az általánosan használt gépemre. A legkisebb gond a pontatlanság volt. Rángatott, zizeget és persze minden volt csak nem pontos. Elkezdtem nyomozni mi okozhatja. A második program után ami összeveszett a MACH meghajtójával feladtam. Szerencsém volt mert sikerült vennem néhány ezer forintért egy leselejtezett gépet ami mellesleg egészen jó(2.4 G P4). Mióta ezt a gépet használom semmi gond. Persze minden egyéb alkalmazás kiüldözve a gépről. Úgy gondolom ha valakinek nincs lehetősége egy dedikált gépet használni, és komoly munkára szeretné használni, legalább egy partíció menedzserrel hozzon létre egy külön partíciót. Tibor45 én ugyan nem vagyok budapesti, 36 km re lakom. Nagyon szívesen látlak egy teszt erejéig. A gépem nem valami nagy szám, de ha tizedes hibák lennének már rég feltűnt volna. |
|
| © D.Laci | 2007. júl. 31. 09:45 | Válasz | #1082 |
|
mach3turn igy talán már jólesz
|
|
| © D.Laci | 2007. júl. 31. 09:43 | Válasz | #1081 |
|
Miért nem azok teszik
közzé a problémáikat akiknél van? (messziröl jöt ember azt mond amit
akar) Egy hozzá nem értö ember hogy tud közvetiteni... (Tipikus
esete mikor a szomszédom apósának a nagybátyának az ismerösének.....
valakije látot már ilyet...)
Már többen felvetteték azt a lehetöséget hogy a beálitásokat kicserélni ezidáig egyetlen hibás beálitást sem tetek közzé. Akor kel segiteni vagy sem??? vagy nem létezik a probléma?... Ha valaki segitséget kér az elvöl ne vese el a tanácsot tisztelje meg a tanács adot hogy tesz egy próbát, majd közzé teszi a tapasztalatait. Én mivel a Mah3 Turn-t (legujabb) használom annak a beálliotásait tudom közzéteni. url=http://www.cnctar.hunbay.com/D.Laci/Mach3Turn.xml]Mach3turn |
|
| © Hunka Tibor | 2007. júl. 31. 09:21 | Válasz | #1080 |
|
szia druszám
nem köztünk van a vita , nyelvészkedni meg nincs kedvem csak a tények mentén vagyok hajlando beszélgetni !! |
|
| © HJózsi | 2007. júl. 31. 09:14 | Válasz | #1079 |
|
Rendben! :)
|
|
| © Tibor45 | 2007. júl. 31. 09:09 | Válasz | #1078 |
|
Tibor!
Egy picit az állításaidat én másképpen fogalmaznám meg. A folyamat a következő: 1. Valaki pontalan gyártást tapasztal. 2. Alapjel ellenőrző mérés a porton, ami 1.-al megegyező hibát mutat ki, bizonyos feltételek mellett. 3. Vajon mitől viselkedik egyszer egy PC-n Mach jól is meg nem is? Én itt akadtam el, és erre próbálok rájönni Veletek együtt. |
|
| © Tibor45 | 2007. júl. 31. 08:55 | Válasz | #1077 |
|
Köszönöm, írtam mailt
Neked.
|
|
| © Hunka Tibor | 2007. júl. 31. 08:55 | Válasz | #1076 |
|
Tudom most mindenki
hülyének néz de aki ugy ért a progikhoz , hogy a gépi kodig
beletudna nézni az megtalálná ezt az algoritmust ami a hibát
generálja
szia rc irtam emilt , remélem megkaptad , ha nem azt is jelezd nekem , a lényeget nem értetétek meg bizonyos szitiácioban a MÉRET !!!! nem jó nem arrol van szo hogy nem ugy néz ki mint a g-kod által elvárt , hanem a mérete nem megfelelö !! Ezt a kérdést nem ÉRZELMI alapon kell megvitatni hanem a TÉNYEK mentén ismételhetö dokumentált mérési eredmények összevetésével . Két állitás van egymással szemben 1 : a mach digitális jelkiadása pontos 2 : bizonyos méret tartományban és irányban a mach nem a valoságos méretet marja ki . Szoval én nem vagyok szakember de a kutato intézetben egy dolgot megtanultam a mindig csak egy tényezöt szabad válltoztatni ha valamit ki akarunk mérni , LEGYEN A KÖVETKEZÖ TALI témája ez és dugjuk össze a tudásunkat és találjuk meg a hibát . Nem az a fontos hogy hol van ha nem hogy TUDJUK mi az bármi is lessz az !! tibor |
|
| © Tibor45 | 2007. júl. 31. 08:43 | Válasz | #1075 |
|
Figyeljetek ide! Már
többször megfigyeltem,
hogy ettől a témától függetlenül is szinte mindig valamilyen sérelmi, és hitbizományi vitává fajul az eredeti műszaki probléma felvetése. Értem én ezt egy határig (hiszen mindenki a saját lovát dicséri), de az lenne a jó és kívánatos, ha megtisztelnénk egymást azzal, hogy elsősorban műszaki érvek csapjanak össze. És ne magát a probléma létezésében kételkedjünk, hiszen akiknek ilyen gondja van, azoknak ez valós probléma. A Mach az esetek többségében egy kiválóan is működni képes program, szerintem soha senki nem mondta azt, hogy nem így van általában. Pont ezért kértem a Fórum kollektív tudás erejét, hogy akinek már volt ilyen gondja, de megoldotta, akkor az mitől javult meg. Szerintem Balu utolsó hozzászólásai nagyon hasznosak, javasolnám kipróbálásra Mindenkinek. |
|
| © Lakatos | 2007. júl. 31. 08:35 | Válasz | #1074 |
|
Szia!
Közel lakok újpesthez,ha gondolod,írj magánban,de csak a hétvége jó számomra,vagy pedig hétközben este 6 után. |
|
| © rc | 2007. júl. 31. 00:26 | Válasz | #1073 |
|
Fúrcsa dolgokat írsz!
Hát mi a fénének építettem a gépet a legdrágább lineáris, kottyanás mentes alkatrészekből, 5 ezredes felbontásra, ha tizedeket nem lehetne kimérni. Egy egyszerű fémhatású műanyag felirat gravírozásánál már 0,1 mm eltérés komoly esztétikai hibát okoz. Egy páran (főleg licenszesek) kételkedtünk abban ami itt elhangzott a Mach-ról. És csak azt kértük, hogy mielőtt a Mach hibájának rónátok fel valamit (pl. szándékosan van a hobbystáknak csinálva a hiba, hogy a profi célokra ne legyen jó) előtte mindent vizsgáljatok meg (elektronika, mechanika, zavarszűrések, az 1000 soros tíltás kiütése stb.) Amiért írtam az azért volt, mert már egy kicsit úgy nézet ki a dolog, kételkedtek páran, hogy mi tudunk pontos méretben dolgozni. Most már biz ez az utólsó megnyilvánulásom ebben a témában. |
|
| © lorant | 2007. júl. 31. 00:01 | Válasz | #1072 |
|
Gratulálok! 0,03mm
nagyon jó eredmény. Sajnos nálam ez nem mukodik. Szerintem is csak
valami SW vagy HW okozza a problémát.
|
|
|
|
2007. júl. 30. 23:44 | Válasz | #1071 |
|
Nekem is fúrta az
oldalam a kíváncsiság ezért is próbáltam meg a mérést! Nekem is
voltak lépésveszéses kinlódásaim de az újra telepítés megoldotta a
dolgot. Az is csak úgy, hogy a Mach3-at teljesen kiirtottam a gépről
regedit-el töröltem minden egyes mach3 kulcsszót a registry-ből!
Érdemes ezt is átnézni:
http://www.artsoftcontrols.com/optimisation%20XP.txt Érdemes lenne összevetni ki milyen gépet használ (processzor memória stb.), hátha kisül valami belőle... Nálam talán valami más szoftver telepítése után kezdődött ez az egész... A munkadarabon én olyan 0.03mm-es tűréssel tudok dolgozni, trapézmenetes műanyag anyás gépnél ez szerintem nem rossz és megfelel az eddigi elvárásaimbak is. |
|
| © lorant | 2007. júl. 30. 23:31 | Válasz | #1070 |
|
Ez az egész duma most
arról szól, hogy mindenki tized, esetleg század pontosságú gépen
dolgozik!? Hunka Tibi-nek (ne haragudj, nem piszkálgatás) sincs
problémája a Mach-al, de a végén kiderult, hogy Neki nincs is
szuksége ilyen pontossághoz (egyenlore nekem sem). Akik most Tibort
(Tibor45) támadták, azok képesek betartani ezt a pontosságot?!
Gratulálok a gépeikhez! Még mindig maradok a Mach huséges szolgája,
de azért fúrja az oldalam és nem is szeretnék cserélni (egyenlore).
Amikor felvetettem ezt a problémát, csak magam voltam ezzel a fórumon, de bebizonyosodott, hogy nem vagyok egyedul. Tibor45 megpróbált segíteni, megoldani ezt a problémát és úgy néz ki, nem csak én harcolok ezzel, ezek szerint "van benne valami" . Egyenlore koszonom!!!
|
|
|
|
2007. júl. 30. 23:19 | Válasz | #1069 |
|
Látszik, hogy késő
van...
Akarom mondani step/mm=100 |
|
|
|
2007. júl. 30. 23:15 | Válasz | #1068 |
|
Természetesen az X-en
mértem!
|
|
|
|
2007. júl. 30. 23:13 | Válasz | #1067 |
|
Így egyszerűbb...http://cnctar.hunbay.com/Balu/Mach3/MVI_7221.AVI
|
|
|
|
2007. júl. 30. 23:12 | Válasz | #1066 |
|
Igaz csak egy őskövület
ORION EMG frekimérőm van de én is leteszteltem a mach3-at... Erre
jutottam:
step/rev=100 http://cnctar.hunbay.com/Balu/Mach3/MVI_7221.AVI Lehet ezért nincs gondom? Bármilyen értéknél jót mutat, bárhogy ismétlm is... Tuti valami beállítási gond lesz szerintem. |
|
| © Tibor45 | 2007. júl. 30. 22:05 | Válasz | #1065 |
|
Ennyire azért ne
"büntess" engem!:)
Amíg egy 100kB-os DOS-os 3D maróprogival megoldok mindent ami nekem kell, ugye nem gondolod komolyan, hogy váltsak a Gigabájtos csecsebecse és divat kedvéért. Ezt az örömöt meghagyom annak, aki ezt szereti. |
|
| © svejk | 2007. júl. 30. 21:43 | Válasz | #1064 |
|
Olyan aljas indokból
gondoltam a pár hónapot hogy akkor lenne időd esetleg a hibát
megtalálni és ezzel a T.Társaságnak nagy segitséget adnál.
Esetleg még hátha te is megbarátkoznál a progival :):) |
|
| © Tibor45 | 2007. júl. 30. 21:34 | Válasz | #1063 |
|
Szia Svejk!
Ez igen! Köszönöm nagylelkű ajánlatodat. Ha nem lesz közelebbről jelentkező, visszatérhetünk rá. Az egy hónap egyébként nagyon sok, 5 percnyi port mérés elég lenne, abból minden kiderül. |
|
| © svejk | 2007. júl. 30. 20:57 | Válasz | #1062 |
|
Tibor45!
Ha nem lesz jelentkező, és Te elfogadod, akkor felajánlok 1-2 honapra minden kötelezettség nélkül egy P3 1GHz asztali gépet mach-el feltelepítve tesztelés céljából. Én sem szeretek a saját gépemre telepíteni semmi fölösleges progit, így megértelek hogy Te sem telepíted fel a mach-et. |
|
| © svejk | 2007. júl. 30. 20:49 | Válasz | #1061 |
|
Ez már nem vita, azért
válaszolok :)
Ez jó ötlet Tibor45 tényleg! Akkor legalább össze lehetne hasonlítani a setup beállításokat is (feltéve ha az a gép amit visznek nem produkálja a hibát :)) Uraim jelentkezzetek ,ne nekem kelljen 100Km-ről felmennem.. |
|
| © Tibor45 | 2007. júl. 30. 20:12 | Válasz | #1060 |
|
Köszi, de ezek a
problémák sebesség, és
gyorsulás függetlenek széles határok között. Egyébként azt hiszem, valaki olyannak kellene jelentkezni, aki Bp. környékén él, tökéletes a Mach-ja, és megengedne egy 10 perces port tesztet, mérést. Te nem vagy véletlenül ilyen Kolléga? |
|
| © Lakatos | 2007. júl. 30. 19:59 | Válasz | #1059 |
|
Meg tudnád adni a hibát
okozó gépnél a beállított sebesség,gyorsulás és felbontás
értékeit,szerintem lehet ez is szerepet játszik benne.Én már
szanaszét piszkáltam a saját verziómat,de ilyen hibát még mindig nem
tudtam produkálni,pedig nagyon kiváncsi lennék rá.Mivel mérőórával
mérek és léptetőmotorokat használok,ezért extrém gyorsulásokat és
sebességeket nem tudok tesztelni.(Lehetséges,hogy ott a gond)
|
|
| © Tibor45 | 2007. júl. 30. 19:44 | Válasz | #1058 |
|
Szia RC! Gratulálok,
akkor a Tied is tökéletes,
mint Istváné is. Az talán az eddigiekből megállapítható, hogy akik eredeti regisztráltat használnak, azoknak nincs is gondjuk... lehet, hogy ez is számíthat? Bár Motoros #988-a ennek is ellentmond. |
|
| © rc | 2007. júl. 30. 19:17 | Válasz | #1057 |
|
Úgy látszik nem vagyok
következetes mert tegnap azt írtam befelyezem a vitát.
Nem hagyott nyugodni és megcsináltam a +1 és -1 mérést. 0.1 mm lépésenkénti joggal csináltam. Tökéletes. Kíváncsi lennék akiknek rossz a Mach nem egymástól másolták? |
|
| © svejk | 2007. júl. 30. 18:57 | Válasz | #1056 |
|
Valóban ne bántsuk
egymást, de a tények tények.
(és ha egyszer ráérő idődben visszaolvasol meglátod hogy a tényeket forditod meg ,én nem azt mondtam hogy nincs szervomotor fogalom hanem hogy működésbelileg nincs különbség a servomotorod és a kefés dc söntmotor közt, illetve azt hogy a zárt visszacsatolástól lesz servo a rendszer) Uff.. Befejeztem nem válaszolok semmire :) :) |
|
| © svejk | 2007. júl. 30. 18:48 | Válasz | #1055 |
|
Bizony van...
én pl. azért választottam a mach-et annak idején mert minden előképzettség nélkül használatba tudtam venni magamtól. Most már persze a "fapadosabb" (nem rosszalló értelemben vett)progikkal is megbirkóznék talán , és minden bizonnyal eljön az idő amikor ki fogom próbálni egyiket-másikat. |
|
| © Tibor45 | 2007. júl. 30. 18:47 | Válasz | #1054 |
|
Mivel két #1051 lett,
Svejknek szántam. Bocsi Tibi.
|
|
| © Tibor45 | 2007. júl. 30. 18:44 | Válasz | #1053 |
|
Ez kedves volt pont
Tőled, aki úgy épít
szervohajtást, hogy tagadja a szervo motor fogalmát. De kérlek, ne csipkelődjünk egymással, van itt épp elég valós műszaki gond, és tovább gondolásra érdemes téma. |
|
| © Tibor45 | 2007. júl. 30. 18:38 | Válasz | #1052 |
|
Hát igen, van élet a
Mach-on kívül is.:)
Pl. V. Péter is megvan nélküle, és még sokan mások itt a fórumon. Sokan vagyunk, sokfélék, és ez jó dolog. Bizonyára Mindenkinek van logikus magyarázata, miért éppen azzal mar(na) pontosan, amit kiválasztott magának. |
|
| © svejk | 2007. júl. 30. 18:37 | Válasz | #1051 |
|
Na-na! Azért írtál te
már nem ezer %-os dolgot is :) :) (lsd. pl.zsiguli generátor)
nem kell itt prófétának lenni, elég ha egymásnak ötleteket adunk, és kisérletezünk. így talán jobban megmarad a tanulás a fejekben. |
|
| © Hunka Tibor | 2007. júl. 30. 18:37 | Válasz | #1051 |
|
nagyon jó a foxit
reader , a képek tökéletesek .
Köszönöm |
|
| © svejk | 2007. júl. 30. 18:33 | Válasz | #1050 |
|
De ha Neked nincs is
feltelepítve (bár pár perces munka)akkor hogy fogod bizonyítani hogy
a mach a rossz?
Kicsit olyan érzésem van hogy nem is akarsz vele foglalkozni :) |
|
| © Tibor45 | 2007. júl. 30. 18:32 | Válasz | #1049 |
|
Bocs, de én csak
tényeket, és ezer %-os
dolgokat írnék ide a Fórumba is, eddig is ehhez tartottam magamat. A sejtés pedig csak sejtés. Ha beigazolódik, közölni fogom. |
|
| © svejk | 2007. júl. 30. 18:29 | Válasz | #1048 |
|
Ja, értem...Igy azért
elég nehéz...
|
|
| © svejk | 2007. júl. 30. 18:25 | Válasz | #1047 |
|
Bocsi, nem a mérés
folyamatára gondoltam, hanem arra hogy azt irtad van sejtésed mi
okozhatja a hibát.
Na ezt a sejtet hibaokozót kellene a jó gépeken beállitani és akkor kiderülne hogy minden gépet elront-e. Lehet zavarosan fogalmazok ,de másképp nem tudom leírni. |
|
| © Tibor45 | 2007. júl. 30. 18:23 | Válasz | #1046 |
|
Nekem nincs Mach-om, és
a közeljövőben nem is
tervezem feltelepíteni. De lehet, hogy előbb- utóbb rákényszerülök a tesztek miatt, így nem kellene mindig a "problémás esetekhez" kimenni tesztelgetnem. |
|
| © Tibor45 | 2007. júl. 30. 18:15 | Válasz | #1045 |
|
Mérőórás teszt
folyamat:
1.Százados mérőórát 5.00 mm (középtartományba) előfeszítve beállítani valamelyik vizsgálandó tengelyre. 2. Lenullázni a Mach monitor kijelzőit. 3. Óvatosan 0.2, 0.4, 0.6, 0.8, 1 mm-ig elmenni joggal, és ezen diszkrét pontokba összevetni a mérőórát a kijelzővel. 4. Visszafelé -1 ig kettő tizedenként. 5. Visszamenni 0-ra. Bárhol ezen pontoknál a +1 -1 tartományban a monitor pozíció és a mérőóra között volt-e eltérés? |
|
| © D.Laci | 2007. júl. 30. 18:11 | Válasz | #1044 |
|
Kérj valakitöl egy jó
beállitást, azzal teszteld!
|
|
|
|
2007. júl. 30. 17:59 | Válasz | #1043 |
|
És tud Magyarúl! Nagyon
jó, köszi!
|
|
|
|
2007. júl. 30. 17:53 | Válasz | #1042 |
|
foxit reader
Nincs install. Gyorsabb is az adobe-nal. |
|
| © svejk | 2007. júl. 30. 17:50 | Válasz | #1041 |
|
No, ez a beszéd!
Én is magamtól jöttem rá egy-két dologra, pár nap szívás után. Annyiban voltam könnyebb helyzetben ,hogy én magamnak kerestem a megoldást :) Türelmetlenül várjuk a végkifejletet. De ha leírnád a sejtésedet biztos lenne köztünk olyan aki a "jó gépén" kibróbálná a "rontást", és így hamarabb bizonyságot kaphatnánk. |
|
| © Tibor45 | 2007. júl. 30. 17:32 | Válasz | #1040 |
|
A Mach lépéshiba okára
vonatkozó sejtésem még
nem bizonyos, így marad a további ok és megoldás keresés tesztekkel. Előbb-utóbb csak kiderül, mi a gond. |
|
| © svejk | 2007. júl. 30. 15:33 | Válasz | #1039 |
|
Sziasztok!
Szerintem ne találgassunk, várjuk meg hátha beigazolódik Tibor45 #1005-ben említett sejtése. Végül is ötleteket adtunk az esetleges hibalehetőségek kizárására. Tibor45 óriási tapasztalatával nem hiszem hogy beleesne az opto problémájába. Inkább valami relytélyes beállítási gond lesz... |
|
|
|
2007. júl. 30. 15:17 | Válasz | #1038 |
|
Ez jó ...
Már tíz perce röhögök... ilyen jó dumát még nem hallottam... most "OEM-ben" engedelmeddel átveszem... "a Mach konfigurálása hát legalább is nem leányálom, úgy meg lehet zavarodni, mint vasorrú bába a mágneses viharban..." |
|
| © HJózsi | 2007. júl. 30. 15:08 | Válasz | #1037 |
|
Sziasztok!
Nehéz nem hozzászólni, eddig bírtam ... Érdemes körülnézni Google bácsi segítségével, (mach3 opto problem) és kiderül, hogy egész sokak számára ismerős a probléma. Persze nem a Mach hibáz! Egy pl a sok közül : "Posted: Mon May 22, 2006 3:35 pm Post subject: Hi and welcome PLC, The opto isolation is a little more involved. If your planning on using Mach3 it's max pulse width is 5us. That really limits compatable opto isolators. The vast majority of optos won't even pass a 10us pulse. The other issue is the parallel port. By itself it can't source the current necessary to drive most optos, as to get any time response they need much more. So you can only sink directly from the parallel port and that doesn't work with some of the new pc's and laptop becuase of not getting the opto fully turned off. So your other option is to buffer the PC with appropriate drivers either in the form of an IC or discrete transistor or fet. Hope this helps." Az említett okokból impulzusszámlálóban nem használnék semmilyen optocsatolót ( a vezérlőben úgyis másmilyen van, ha meg tényleg az hibáz akkor adtam egy esélyt a műszeremnek, hogy rosszul mérjen). Ami igaz igaz, a Mach konfigurálása hát legalább is nem leányálom, úgy meg lehet zavarodni, mint vasorrú bába a mágneses viharban... Én esztergához használom egyenlőre és fél év óta tegnap sikerült először rendes menetet vágni, (M20x2,5 sárgaréz)nem hittem a szememnek! "De megvan, működik!" Alíghanem egy pipa volt ... Még leellenőrzöm. A Mach tehát jól működik!!! Rövidesen impulzus tesztet is fogok csinálni bár én H1-et használok. Ami ötletem támadt a config probémákkal kapcsolatban, bár ezt egyenesen az Artsoft-nak kellene írnom, sokat segítene egy config wizard ( beállítás varázsló ) ami párbeszédes módon végigvisz a paraméterek beállításán, javaslatot tesz, ha valamiben nem vagyunk biztosak. (Ha a linux kernel fordításhoz is már régóta van ilyen, pedig az valamivel bonyolultabb... ) Ezt az igényt persze jelezhetjük többen is annál több esély van rá, hogy megcsinálják... További jó munkát a probléma mielőbbi megoldásához! ( biztos nem valami neten terjedő impuzusfaló vírusról van szó ?... ) Remélem ősszel már én is tudok majd 1mm es kockát marni a BF20-al, H1-el, Mach3-al amit Dolphin PartMasterben rajzolok meg... ;) Józsi |
|
| © Egyújabbgépépítő | 2007. júl. 30. 14:36 | Válasz | #1036 |
|
Elnézést hogy én is
belekotnyeleskedek a vitába. Kezdett érdekelni ez a MACH probléma.
Megcsináltam a Tibor45 által javasolt tesztet, mérőórával
ellenőriztem, nem volt kedvem tesztáramkör építésére. 30 x futtattam
le a tesztet, nem tudtam hibát leolvasni az órán.
|
|
| © tyutyi | 2007. júl. 30. 14:15 | Válasz | #1035 |
|
Így van, akkor
megértettük egymást :)
|
|
|
|
2007. júl. 30. 14:05 | Válasz | #1034 |
|
Az Encodert direkt
azért kötöttem be, hogy ne legyen nyitott bemenet (nehogy tévesen
beszámoljon bármit is)!
|
|
|
|
2007. júl. 30. 14:04 | Válasz | #1033 |
|
Ezt mondom én is, csak
úgy, hogy a motor tápfesze nem volt kiadva, így a motor állt és az
encóder nem lépett egyet sem (ezért a visszacsatolás 0)! Ilyenkor a
hibajel=az alapjellel.
Egyébként én is azt mérem amit Te (lásd a videót), és ez a természetes... |
|
| © tyutyi | 2007. júl. 30. 14:00 | Válasz | #1032 |
|
István:
Igen, ha az encoder nem lenne bekötve, vagy minden paraméter 0-ra van állítva :) Csak azt próbáltam hangsúlyozni, hogy a pozíciót kérdezem le, nem a hibát... Tibor: Sajnos nincsen mechanikus mérőórám, régebben kölcsönkértem egyet az Egyetemről, azzal méricskéltem. Lefuttattam az általad írt teszteket. A program lefutása után a vezérlőből kiolvasva a pozíció 0 X-nél és Y-nál is. 10-szer csináltam végig mindkét programot. Szóval a MACH pontosan annyi jelet adott ki egyik irányba, mint a másikba és a vezérlő is rendben fogadta ezeket a jeleket... Szép napot: Csaba |
|
| © D.Laci | 2007. júl. 30. 11:25 | Válasz | #1031 |
|
Elég volt csak a
széleket levágni...
|
|
| © Hunka Tibor | 2007. júl. 30. 11:20 | Válasz | #1030 |
|
kössz
|
|
|
|
2007. júl. 30. 11:01 | Válasz | #1029 |
|
Előtte mindíg nyissad
meg a böngészőben a linket... és 800 pixelnél nagyobbat ne tegyél
bele mert ilyen lesz... de ha ezt kicsinyíted az ftp tárban... itt
is jó lesz...
|
|
| © Hunka Tibor | 2007. júl. 30. 11:00 | Válasz | #1028 |
|
méretért elnézést de igy
jol láthato , majd töröld le késöbb
|
|
| © Hunka Tibor | 2007. júl. 30. 10:58 | Válasz | #1027 |

|
|
| © Hunka Tibor | 2007. júl. 30. 10:27 | Válasz | #1023 |
|
ja köszi D.Laci !!
|
|
| © Hunka Tibor | 2007. júl. 30. 10:26 | Válasz | #1022 |
|
G41, G42 kompenzálás. Az Advanced Compensation Analysis jelölőnégyzettel kikapcsol egy mélyreható előzetes elemzést, amely elemzés csökkentheti a süllyesztések veszélyét, mivel az összetett felületeken számol a vágási átmérővel. erröl van szó ?? |
|
| © Hunka Tibor | 2007. júl. 30. 10:20 | Válasz | #1021 |
|
leszedtem most már azt
irja ki hogy inkorekt color és képet , rajzot nem látom szöveg
olvashato
|
|
| © D.Laci | 2007. júl. 30. 10:19 | Válasz | #1020 |
|
|
2007. júl. 30. 10:04 | Válasz | #1019 |
|
Ezzel innét nem tudok
mit kezdeni! Sedd le az Acrobat Reader-t és rakd fel a legújabbat
(www.adobe.com)!
|
|
| © Hunka Tibor | 2007. júl. 30. 10:03 | Válasz | #1018 |
|
már nem kerekit , csak
nem négyzet hanem téglalap ha 1x 1 mm ha 10x10 mm akor pontos .
Minden válltozatlan csak a g kodba irom be 1 helyett hogy 10. g40is benne van |
|
| © Hunka Tibor | 2007. júl. 30. 10:00 | Válasz | #1017 |
|
ISMÉTLEM ÖNMAGAM NEM
TUDOK pdf- ET olvasni mert azt irja ki hogy inkorrekt karakter és
csak egy pacát látok .
|
|
|
|
2007. júl. 30. 09:36 | Válasz | #1016 |
|
102 - 106 oldalakon!
|
|
|
|
2007. júl. 30. 09:32 | Válasz | #1015 |
|
Olvasd el a leírását
(pont a sarkoknál végez-het ilyen korrekciókat)!!!
|
|
| © Hunka Tibor | 2007. júl. 30. 09:28 | Válasz | #1014 |
|
A Mach képes
szerszámkorrekciókra és ha ezek be vannak kapcsolva HOL HOL
???????!!!!!!!!!!!
TIBOR |
|
|
|
2007. júl. 30. 08:49 | Válasz | #1013 |
|
Valamint van néhány
apróság:
A Mach képes szerszámkorrekciókra és ha ezek be vannak kapcsolva (és nem jól vannak használva, felkonfigurálva), okozhatnak nem várt eredményeket! Ezeket helyből tíltsátok le ilyen "tesztek" alatt! Bár az is igaz, hogy egy ilyen funkció nem okozhat változó impulzus számot egyazon GC végrehalytásakor... |
|
|
|
2007. júl. 30. 08:42 | Válasz | #1012 |
|
A kis méreteknél fellépő
esetleges mérettorzulásokra elemezni kellene a felbontást!
Viszonylag durva felbontásnál lehetnek kerekítési problémák,
valamint a GC inicializáló részének korrektsége is fontos (jól
mondja Lakatos)!
|
|
| © Lakatos | 2007. júl. 30. 08:15 | Válasz | #1011 |
|
Tibor45:
Én megpróbálnék azért egy G40-et is beírni a 4soros teszt program elejére,mivel ezt is tudja a Mach és ez is okozhat hasonló problémát,valamint van egy sherline pipa azt is kipróbálnám.Ezenkívűl a jelnek az iőzítésén is piszkálnék,De ha semmi nem segít mindenképp megéri megpróbálni újratelepíteni a Mach-nak egy stabil változatát,nem azt ami nincs véglegesítve. |
|
|
|
2007. júl. 30. 08:14 | Válasz | #1010 |
|
Ezt már én is töbször
javasoltam (mármint az opto esetleges hibájának kizárását), de
mereven elutasított, pedig nekem is az lenne gyanus!
Valamint valószínüleg titkos a számláló mű rajza, mert azt sem láthattuk idáig... |
|
|
|
2007. júl. 30. 08:11 | Válasz | #1009 |
|
Teljesen egyetértek
Veled!!!
|
|
|
|
2007. júl. 30. 08:07 | Válasz | #1008 |
|
És akkor mi miért nem
látjuk (lásd a videómat)?! Nálunk ez miért nem jeletkezik (és még
sok 1000 vevőnél)?!
|
|
|
|
2007. júl. 30. 08:06 | Válasz | #1007 |
|
Ez egy baromság!!! Ki az
a marha, aki a saját termékét tudatosan rontja és támadási felületet
adna ez ellenségnek!
Ugye ezt nem gondoljátok komolyan?! |
|
|
|
2007. júl. 30. 08:04 | Válasz | #1006 |
|
Köszi, hogy vitatkozol
velem, én terveztem a P2S-t!
Hibajel=100-0=100=alapjel (ha ellenőrző jel = 0)!!! Most ezen mit nem lehet érteni?! |
|
| © Tibor45 | 2007. júl. 30. 07:15 | Válasz | #1005 |
|
Szia Tyutyi!
Látom, még éjjel is "optorohamod" volt.:) 1. Az optók 200 kHz-et 0 decibel mellett visznek át, természtesen szkóppal is bemérve. Ez azt is jelenti, hogy impulzus generátorról még 1 us-tüskéket is átvisz, és kijelez. Ezzel teljesen egybevág, hogy amikor jó a Mach, akkor szinte mindegy a méréskor, hogy mire állítjuk a config-ban az impulzusszélességet, 1-el is jó. 2. Aztán formális logika alapon ha csak attól megjavul az adatátvitel, hogy nem átlósan megyek egy pontba, vagy mindig csak pozitív tartományban lépkedek, ez is kizárja a Te feltevésedet. 3. Lóránt, Hunka Tibor, Motoros ismerősének a vezérlőjéhez semmi közöm, mégis ilyen gondok vannak. Ezek alapján is beláthatod, hogy teljesen vakvágányon és logikai ellentmondásban is vagy, amikor már megint optózol. A fentiek alapján megkérnélek, hogy energiádat inkább a valós probléma megoldására fordítsad, pl. úgy, hogy mérőórával is leellenőriznéd a CNC gépedet a #913-ban megadott kéd darab 4 soros programmal. Higgyed végre el, hogy teljesen korrektek a méréseim. Nem szeretnék erről a részéről többet vitázni. Az eddigi hozzászólások alapján egyébként van egy sejtésem, hogy mi lehet a gond a Mach-al. Ennek megerősítéséhez, vagy elvetéséhez viszont majd beszélnem kellene azokkal, akiknél ez a probléma egyáltalán felmerült. További szép napot Mindenkinek! |
|
| © tyutyi | 2007. júl. 30. 01:57 | Válasz | #1004 |
|
Tibor!
Egy malomban őrölünk, csak most éppen más irányba :) Én is szinte mindig egyetértek veled és elismerlek, mint szakembert, de ez egy fórum, a vita természetes jelenség kell hogy legyen. Én feltártam érveimet, kár, hogy te egy "komolytalan" szóval elintézed a dolgot, ahelyett, hogy esetleg ezt a lehetőséget is megvizsgálnád, kapásból érv nélkül elutasítod. Még mindig tartom az állításom, hogy az opto 200kHz átviteli sebessége lehet a probléma. Írtad, hogy nagyobb mint 5usec-es beállítással megy, a MACH régebbi verzióban mértem párszor a kimenetet szkóppal és 5usec-nél hosszabb impulzusokat nem adott ki a MACH, hiába állítottam nagyobbra, látszólag elfogadta a nagyobb értékeket is, de az impulzus szélesség sajna maradt max. 5usec. István régebben ha jól emlékszem szintén kűzdött ezzel a problémával. Szóval a 200kHz pont a határon van ... Ha mérés nélkül vakon ténynek tekinted, hogy az optoval nincs gond, akkor megígérem többet nem hozom szóba, bár amiket eddig írtál, ez ellenkezne az elveiddel, remélem azért legalább egyszer kipróbálod opto nélkül a tesztet vagy egy gyorsabb optóval. Csak az én megnyugtatásomra :) Vagy legalább nyúlj rá szkóppal a jelre, hogy tényleg hosszabbra veszi-e a MACH az imp. szélességet, ha hosszabra állítod, vagy nem?! |
|
| © rc | 2007. júl. 30. 00:14 | Válasz | #1003 |
|
A palotából csak 3
darabot csináltam 3D-be,de egynek a GC-ja kb. 60 ezer sor.
Decemberben viszont 400 db cég emblémát martam és a 400.-nál is precíz volt. Úgy, hogy Én kiszállok a vitából, mert nekem nem fizet az Arto, hogy dícsérjem. Nehezen tudom azt elhinni hogy az enyém jó (licenszes), másnál meg nem. Ott másban (is) kell keresni a hiba okát. |
|
| © Tibor45 | 2007. júl. 29. 23:26 | Válasz | #1002 |
|
Ja, tudod az én optóim
olyan intelligensek,
hogy hatnak a Mach-ra, és pl. pozitív irányba jól mérnek mindig, negatív irányba meg soha.:) Egyszerűen ne hari, de komolytalannak tartom a felvetéseidet. Eddig Veled mindig egyetértettem, és tiszteltem a műszaki tudásodat, a mai napon viszont két teljesen különböző malomban őröltünk. |
|
| © tyutyi | 2007. júl. 29. 23:23 | Válasz | #1001 |
|
Én is a műszaki tények,
mérések híve vagyok, mint diplomás mérnök, de a mérés alatt talán
nem egy házilag barkácsolt számlálóberendezést kellene etalonnak
választani, hanem egy kalibrált gyári műszert. Ha igazi mérnök vagy,
akkor ezzel csak egyet kellene értened.
|
|
| © tyutyi | 2007. júl. 29. 23:19 | Válasz | #1000 |
|
Mérőóra alatt a
mechanikus mérést értem. Bár ez +-1 lépésnél nem biztos, hogy
jelezne, de 10 lépésnél már igen. A vezérlőbe beépített
lépésszámláló meg mindig annyit mutat, mint amit kell neki, ezzel az
én konfigurációmban kizárt a hiba!
|
|
| © Tibor45 | 2007. júl. 29. 23:18 | Válasz | #999 |
|
Köszi, de inkább ezt
azokra bíznám, akiknek
valami közük van ehhez a programhoz. |
|
| © tyutyi | 2007. júl. 29. 23:16 | Válasz | #998 |
|
Értem én, de gondolom a
te vezérléseddel produkált ezeknél az embereknél hibát a MACH, ezért
nem reagáltam erre. És azért gyanús számomra az opto, mert a
mérőberendezésedben is ez van, meg a vezérlőidben is...
Én csak azt mondtam, hogy nálam nincs hiba, 3 géppel próbáltam eddig a MACH-ot, mindegyikkel kifogástalan volt és a vezérlő beépített lépésszámlálója ezt igazolja + mérőórával is jó az eredmény. |
|
| © Tibor45 | 2007. júl. 29. 23:13 | Válasz | #997 |
|
A fordítottja is
tapasztalat:
20 ezer sort jól megcsinál, de csak 2-ből állót nem.:) Ez teszi még rejtélyesebbé a dolgot. |
|
| © tatai | 2007. júl. 29. 23:11 | Válasz | #996 |
|
Tibor45 -től kérdezném,
hogy nem lehetne elmenni ezzel a problémával a szoftver gyártójához,
és ott ütni az asztalt, hogy a vásárolt szoftver (feltéve ha
regisztrált felhasználók) hibás és, hogy a pénzükért igenis
elvárják, hogy ilyen alapvető hibája ne legyen a szoftvernek?
Mert ha bemegyek egy boltba és vásárolok egy autót és egy hét múlva csapágyas lesz a főtengely (rejtett hiba) és visszaviszem valószínűleg problémázás nélkül orvosolják a problémát. Tudom, hogy ez nem könnyű folyamat és nehéz bebizonyítani a jelenséget, de lehet, hogy ők kiderítenék, hogy hol a bibi. Üdv: TT |
|
| © Tibor45 | 2007. júl. 29. 23:00 | Válasz | #995 |
|
Szia Tutyi!
"...szóval ezt azért megkéne alapoznod." Nem tudom hanyadszor írom le: pár Mach-ot használó élő, hús-vér embernek van mérőórával kimérhető lépéstévesztésük. 2 esetben személyesen mértem Náluk, és a mérőórával azonos alapjel hibát teszteltem a porton. Az összes többi belemagyarázás, egymás melletti elbeszélés. Annyira azért már ismerhetsz, hogy némi tapasztalatom van motorhajtás, CNC témakörben. Lassan úgy érzem megint magam, mint már több esetben: a műszaki tények, mérések, elvek nem érdekesek, helyette elkanyarodunk másfelé. Ettől persze azok, akik többszázezer forintot már ráköltöttek a gépükre, és mégse tudják igazán használni normálisan, nem lesznek boldogok. Ebben az egész ügybe én véletlenül keveredtem bele, arról meg nem tehetek, hogy a méréseim beigazolták idáig a felhasználó panaszát az adott konfigurációra. Soha nem mondtam, hogy általában rossz ez a program, de akinél rossz, ott rossz, ilyen egyszerű. |
|
| © tatai | 2007. júl. 29. 22:59 | Válasz | #994 |
|
Szia.
Elsőre az lenne a kérdésem, hogy a Dubai sejk palotájából hányat csináltál? (több ezret v. csak néhány darabot?) (remélem csak kicsinyített változatot csináltál?
) Mert a Hunka Tibor pont ezt mondja, hogy egy darabnál még lehet jó de ha sorozatba gyártod akkor aktiválódik ez a beépített hiba. Egyébként lehet benne valami amit Hunka Tibor állít. |
|
|
|
2007. júl. 29. 22:23 | Válasz | #993 |
|
Csak olvasom a
dolgokat...
Lehet, hogy Windows verzió függő a dolog? Milyen egyszerű az életem a WinPc-NC Economy-val... A végén a kör-kör a négyzet-négzet... ilyen "élmények" nem voltak soha... Ha ezt a Mach "General Logic Config" ablakot elnézem... Biztos ez mind kell bele? Annyi "hibalehetőség" van még ezenkívül egy cnc-vel... Egyszer majd én is kipróbálom... a Mach-ot... de ez nem egy kis feladat... Mindíg az jut az eszembe... akinek eledtam a gépemet 1 óra alatt kente-vágta a winpc-nc-t... Azóta Power Seller kb. 500 visszacsatolással azaz elégdett vevővel az Ebayon amiket gyárt vele... :) Már rég megkereste a gép árát... (irigylem is... :) |
|
| © tyutyi | 2007. júl. 29. 22:19 | Válasz | #992 |
|
Tibor:
Az azért érdekes, hogy akárhányszor kiolvasom a pozíciót a vezérlőből pontosan megegyezik a MACH által mutatott értékkel. Tök mind1, hogy számodra ez bonyolultabb vagy könnyebb megoldás-e, mint egy számlálóval számlálni. Ahány jel kimegy a MACH-ből, pont annyit olvasok ki a vezérlőből, mindig!!! Szerintem az nem elfogadható megállapítás, hogy a MACH rossz. Ezzel kb. 1:100000 -hoz vagy, szóval ezt azért megkéne alapoznod. Ha bízol az optocsatolódban, akkor rendben van, én a részemről a témát lezártam... István: ""és nem a hibajelet kérdezem le!!!"" "Az ugyan az... ha nincs elmozdulás az encoderen, akkor a hibajel=a pozícióval!" Hát nem igazán, a hibajel = alapjel- ellenőrzőjel. Szóval azt nézem, hogy tényleg annyi jelet vett-e a vezérlő, amennyit kellett neki, vagyis ezzel a jel-átvitelt ... MACH helyes működését lehet ellenőrizni. Szóval az alapjelet kérdezem le. Nem, én csak egy vevőjük vagyok. |
|
| © rc | 2007. júl. 29. 21:31 | Válasz | #991 |
|
" végsö következtetésre
jutottam : a mach progi a kicsi méreteknél valoban pontatlan ! "
Ha ez igaz lenne, nem tudnék a lézerrel és a maróval pontosan dolgozni. (a Dubai sejk palotáját martam ki) Az amerikai, német stb. fórumokon már erről vitáznának, de csak dícsérik. Valami nekem ebben bűzlik. |
|
| © Tibor45 | 2007. júl. 29. 20:38 | Válasz | #990 |
|
Szia Motoros!
Minden soroddal egyetértve nagyon szívesen tesztelek egy TCNC-t is. Van is ezzel hajtott szervós gép (pl. Nagy Zoltán kedves Fórum társunké), de mivel ott soha nincs gond, nem is került kimérésre sor idáig. Gondolom Te is meg vagy elégedve a TCNC-vel. Arra emlékszem, hogy Gézánál volt valami gond, de Ő nem szólt, hogy mérjek a porton. Én Mindenkinek szívesen, és ingyenes segítek, ahogyan időmbe belefér. Egyébként egy kicsit ez a vezérlőprogram is olyan téma, mint pl. egy Nyák tervező, vagy bármelyik más program. Úgyis mindenki arra esküszik (Protel, Orcad, Eagle, Easy-PC, ...), ami neki bevált. Egy CNC vezérlő is ilyen. Én nem is szeretnék nagyon kiemelni egyet sem (eleve saját fejlesztésű progival intézem az ügyeimet), viszont szerintem ezek azért más jellegű programok mégis, mert a végén anyagba vésve látjuk a selejtet. És aki pontosan akar dolgozni, jogosan mérges, ha ilyen apróságok nem stimmelnek a munkadarabon. Trapista: köszi, azt is néztük a beállításoknál, amit írtál, nem attól van a hiba. |
|
| © Hunka Tibor | 2007. júl. 29. 20:38 | Válasz | #989 |
|
végsö következtetésre
jutottam : a mach progi a kicsi méreteknél valoban pontatlan !
nekem van egy teoriám ami nagyon meredek de leirom , a mach az hobby kategoria és nem ipari alkalmazás ha tökéletes lenne akkor az ipar is alkalmazná de mivel nem erre van ézért be van épitve egy hiba generálo valami ! a sorozat munkáknál igazolva van JANKO féle nyák furás , és a MOTOROS ismeröse , meg nekem a FERI barátom aki szintén kimérte a hibát !! Tudom most mindenki hülyének néz de aki ugy ért a progikhoz , hogy a gépi kodig beletudna nézni az megtalálná ezt az algoritmust ami a hibát generálja . tibor |
|
| © Motoros | 2007. júl. 29. 19:41 | Válasz | #988 |
|
A napokban mesélte egy
ismerősöm hogy jó ideje regisztrált Mach használó mint hobbysta. Nem
is volt semmi gondja amíg játszadozott vele, de kapott egy komoly
sorozat melót és furcsa torzulásokra lett figyelmes. A progi egy
laptopon futott és semmilyen beállítással nem boldogúlt. A vezérlője
10-es mikrosteppel megy--Gecko --tehát nem lehet ott a gond,
gondolta.
Mivel az idő sürgetett nem volt ideje hibát keresni, ezért a Mach-ot lecserélte EMC 2 linuxos real time-os progira. Azóta semmi gondja akármilyen 3D-s marással sem. Úgy néz ki ennél marad. Tudom ez nem bizonyít semmit --lehet hogy csak valami beállítással volt a baj, de ehhez nem volt talán türelme bogarászni a sok pipa között. Az viszont szerintem tény hogy a Mach nagyon gép és beállítás érzékeny, és mint a lentiek igazolják, sokaknak megkeseríti az életét egy ilyen rejtélyes szívás. Jómagam maradok a TCNC-nél, bár ott is van egy kis rejtély ami még nem lett feltárva idő hiányában (gondolok a Merkel Géza féle problémára) Tibor 45-től kérdezném: nem volna e kedve egy hasonló tesztet megejteni a TCNC-vel?? |
|
| © Hunka Tibor | 2007. júl. 29. 19:33 | Válasz | #987 |
|
köszi István
|
|
|
|
2007. júl. 29. 18:27 | Válasz | #986 |
|
A sarkok sarkosságáért
felelős beállítás:
|
|
|
|
2007. júl. 29. 18:10 | Válasz | #985 |
|
bocsi igazad van...
|
|
|
|
2007. júl. 29. 18:08 | Válasz | #984 |
|
Nem Exact Stop
véletlenül? Az E-stop a vész stop szokot lenni...
|
|
|
|
2007. júl. 29. 18:03 | Válasz | #983 |
|
Pedig egyszerű:
Ha a Vezérlésed féllépéses, akkor 200 lépéses motorból 400 lépéses lesz. Így 1 fordulatra 400 Step jel kell majd neki. 1 fordulat=4mm elmozdulás, ebből következik, hogy 1mm-hez 400/4=100 Step kell. A Mach3 Step értéke így 100 (100 lépés = 1mm-el)! |
|
|
|
2007. júl. 29. 18:03 | Válasz | #982 |
|
Üdv.
Ez nálam is előfordult írtam is róla, P1 - el hajtottam a gépet, és nem voltak jók az impulzus beállításaim, irányváltás után az első impulzus mindíg eltünt. Tibor 45! Az e-stop-ot nézteg, nálam sokszor amiatt nem passzolt a méret, mert kerekítette, az alakzat szélét( pl: egyenes mozgás oda- vissza 10mm, sokszor, a beálításoktól függően x sebességnél egyszer 9mm, utánna 8mm oda vissza. más sebességnél 8mm, aztán 6mm oda - vissza)/ csak példa volt, de remélem érthető.... |
|
| © Hunka Tibor | 2007. júl. 29. 17:36 | Válasz | #981 |
|
nem tudom a PDF -
filéket megnézni , ezért nem emlékszem hogyan kell kiszámitani a
impulzus számot amit a motor tuningba kell beirni
adatok : 1.8 fokos 200 lépéses 16mmX 4mm es trapéz orso . légyszi valaki számolja ki !! |
|
| © Hunka Tibor | 2007. júl. 29. 17:35 | Válasz | #980 |
|
nem tudom a PDF -
filéket megnézni , ezért nem emlékszem hogyan kell kiszámitani a
impulzus számot amit a motor tuningba kell beirni
adatok : 1.8 fokos 200 lépéses 16mmX 4mm es trapéz orso . légyszi valaki számolja ki !! |
|
| © Tibor45 | 2007. júl. 29. 16:32 | Válasz | #979 |
|
És Tibor megnyugodtál,
minden stimmel a mérőórán?
|
|
| © Tibor45 | 2007. júl. 29. 16:27 | Válasz | #978 |
|
Látom optocsatoló mániás
lettél!:)
Gondolom azt szeretted volna kérdezni, hogy a teszterben is az van-e, mint a szervóban: igen, alapvetően az van. Ha pedig már egy számlálót le kell kérdezni, és nem egyből a kimeneteit látom egy decimális kijelzőn, az bocsi, de nem ver semmit, hanem bonyolít, és újabb tévedések lehetőségét teremti meg. De ezen nem érdemes vitáznunk, mellékvágány a fő probléma szempontjából. |
|
|
|
2007. júl. 29. 15:54 | Válasz | #977 |
|
"és nem a hibajelet
kérdezem le!!!"
Az ugyan az... ha nincs elmozdulás az encoderen, akkor a hibajel=a pozícióval! Te vagy a Double, vagy csak vevőjük vagy? |
|
| © Hunka Tibor | 2007. júl. 29. 15:45 | Válasz | #976 |
|
hát én a magam
megnyugtatása érdekében egy db orával azért megcsináltam .
De, csak most kinek van kedve ezt megépíteni, amikor digitálisan is lehet mindent bizonyítani! azt csinálom hogy mm -es lépésekben növelem a négyzet nagyságát és mérem van e külömbség . |
|
| © tyutyi | 2007. júl. 29. 15:26 | Válasz | #975 |
|
Csak nem a szervóban is
ugyanaz az optó van, mint a szervódban?! :)))
|
|
| © tyutyi | 2007. júl. 29. 15:25 | Válasz | #974 |
|
De az van ... Le lehet
kérdezni a poziciót encoder osztásban (lépésben). Szóval ha kiadok
mondjuk a MACH-el 100 impulzust, akkor a visszaadott pozíció érték a
szervó vezérlőből ténylegesen 100 (mindig!!!). Ha végrehajtok egy
hosszabb programot, ami a végén nullára áll, akkor a lekérdezett
pozició mindig nulla, szóval nálam a MACH frankón működik. Ez a
mérési módszer egyértelmű és ver minden számlálót, stb.-t ... (és
nem a hibajelet kérdezem le!!!, hanem a tényleges pozicíót
lépésekben!!!)
|
|
|
|
2007. júl. 29. 15:10 | Válasz | #973 |
|
Meg van! #967-el két
válasz is van!
|
|
|
|
2007. júl. 29. 15:00 | Válasz | #972 |
|
Én nem tudom mi van
ezzel a s..ar, Tibor45-re válaszolok és Svejket rakja be...!
|
|
|
|
2007. júl. 29. 14:58 | Válasz | #971 |
|
Egyébként azok a
beállítások nem csak "előjelek"! Igen nagy kavart tudnak csinálni
(lásd SherLine pipa, stb.)!
|
|
|
|
2007. júl. 29. 14:55 | Válasz | #970 |
|
Valóban, ki lett ez is
tárgyalva...
|
|
|
|
2007. júl. 29. 14:54 | Válasz | #969 |
|
Kavar: Tibor45-re
válaszoltam!
|
|
|
|
2007. júl. 29. 14:53 | Válasz | #968 |
|
Köszönöm!
Azt is meg kell próbálni (mármint az újra telepítést)! Hátha... |
|
| © svejk | 2007. júl. 29. 14:52 | Válasz | #967 |
|
Sziasztok!
A sarok lekerekítése egyértelmű, a Motion Mode-nál az Exsact Stop-ot kell bepipálni. (ez már egyszer ki lett tárgyalva, nálam is jelentkezett, de csak nagy sebességnél amikor servora áttértem) Lépésvesztést én sem tapasztaltam még eddig, igaz csak Mach2-őt használok. A pulse width és a pre change 1 us-ra állítva (a valóságban egyébként kb.3-4 us), 6N137-es optobemenettel. |
|
| © Tibor45 | 2007. júl. 29. 14:52 | Válasz | #967 |
|
Ok. István, de ezen már
szerintem mindenki
túl van, és logikailag sem látom be, csak egy előjel miért írhatná felül a beállításokat. Ha azok rosszak lennének, mindig baj lenne a pozícióval. Az eddigiekből azt gondolom, ilyenkor csak az újratelepítés segíthet, mint pl. Balunál. Kellemes nyaralást kívánok István Neked! |
|
|
|
2007. júl. 29. 14:47 | Válasz | #966 |
|
Aki meg lopja,
kínlódjon...
|
|
|
|
2007. júl. 29. 14:47 | Válasz | #965 |
|
Ja, ha Neked van, akkor
halgatunk!
Van support is a világon (hisz azért fizettek sokan...)! |
|
|
|
2007. júl. 29. 14:45 | Válasz | #964 |
|
De, csak most kinek van
kedve ezt megépíteni, amikor digitálisan is lehet mindent
bizonyítani!
|
|
| © Hunka Tibor | 2007. júl. 29. 14:45 | Válasz | #963 |
|
Konkrét ötleteket várnak
azok a Felhasználók, akinek
ilyen gondjuk van, és bocsánat de ne azon vitázzunk, hogy amit mérek, és az megegyezik már alapjel szinten is a tényleges hibával, az helyes vagy nem helyes. De tegyük fel, elhanyagoljuk azt a néhány tizedet, mert azért arra mindig vigyáz a Mach, hogy 1 mm-nél többet ne hibázzon. De mi van az átlós problémával, vagy az önkényes sarok lekerekítésekkel? Ezért is optóm a hibás?:) ÖTLET !!! |
|
| © Hunka Tibor | 2007. júl. 29. 14:43 | Válasz | #962 |
|
hát látom senki nem
veszi észre a rajzomat .
|
|
|
|
2007. júl. 29. 14:39 | Válasz | #961 |
|
Fontos lenne, hogy
azoknál akiknél ilyen gond adódott, alaposan ellenőrizzék a program
beállításait, a vezérlőjükre előírtaknak megfelelően! Utána jöhet
minden egyéb mérés (impulzus, zavarvédelem, mechanika, stb.)!
|
|
|
|
2007. júl. 29. 14:36 | Válasz | #960 |
|
Értelek és megértem!
Persze én is tudom, hogy néhány embernél vannak gondok, csak nem
biztos, hogy a Mach alapgondjai ezek (valami egyedi, beállítási,
hardver összhang gond lehet esetleg)!
Ezzel az egésszel csak azt szerettem volna hangsúlyozni, hogy nem biztos, hogy amit azoknál mértél, az standart, és minden Mach összeállításra igaz, valamint a mérés korrektsége sem volt még bizonyítva! El tudok képzelni extrém alaplapokat, amikkel esetleg ilyen gondok adódhatnak (de ez még nem bizonyított), vagy esetleg beállításokat. A legjobb lenne közvetlenül az Artot megkérdezni (de ehhez jó Angol tudás kellene, szokás szerint)! Én csak azt tudmom, amit látok, és az ok eddig... |
|
| © Tibor45 | 2007. júl. 29. 14:30 | Válasz | #959 |
|
Majd elviszem a 3.
talira, és Mindenki, aki
eddig csak hitte, hogy jó a rendszere, majd elszomorodik, hogy nem jó, ha látja az eltéréseket.:) Na jó ez csak vicc volt, nehogy komolyan vegyed István és a Többiek, akinek minden ok.! Egyébként én nem azt mondom, hogy a Te és mások által is használt Mach nem jó, és ilyen hibája van minden esetben. Ezzel szenben ismerek már legalább 3-4 egymástól független Felhasználót (Lóránt, Jankó, Ferenc,..), akiknél ez gond, és kimérhető. Én azért fordultam ezzel a problémával a Fórumhoz, mert Ti sokkal jobban értetek a Mach rejtelmeihez, "lelkivilágához". Konkrét ötleteket várnak azok a Felhasználók, akinek ilyen gondjuk van, és bocsánat de ne azon vitázzunk, hogy amit mérek, és az megegyezik már alapjel szinten is a tényleges hibával, az helyes vagy nem helyes. De tegyük fel, elhanyagoljuk azt a néhány tizedet, mert azért arra mindig vigyáz a Mach, hogy 1 mm-nél többet ne hibázzon. De mi van az átlós problémával, vagy az önkényes sarok lekerekítésekkel? Ezért is optóm a hibás?:) |
|
|
|
2007. júl. 29. 14:17 | Válasz | #958 |
|
Neked milyen vezérlőd
van (csak nem az a dupla, v. buborék, vagy mi..)? Hogy-hogy USB-n
vissza adja (servo)?
|
|
|
|
2007. júl. 29. 14:11 | Válasz | #957 |
|
Nem tudnád közzé tenni a
mérőmű kapcsolását ide, hogy elemezhessük?!
Szívesen kipróbálnám az én rendszeremen, hogy itt is talál e eltérést (összevetve a P2S-el)! Csak majd 2 hét mulva, mert megyek nyaralni!
|
|
| © Tibor45 | 2007. júl. 29. 14:09 | Válasz | #956 |
|
Tyutyi! Komolyan mondom,
nem értelek ezzel
az optós dolgoddal... Eleve nem 5 usec beállításokkal megy a Mach, hanem többel. (Egyébként még öttel is simám működik a száláló optón keresztül is.) A tény: adott egy mérőórával regisztrált elmozdulási hiba egy CNC gépnél. Ha a porton kiadott alapjelet mérek, akkor mindig a mérőóra által is jelzett hibának megfelelő impulzus eltérést mutat a teszter kijelzője. Tehát semmi baj nincs az optókkal. Jankó köszi a hozzászólásodat! A 4-ből egy sarok rossz jelenséget Mach3-nál is mondták mások is, de ezzel az "édes hibával" nem is érdemes addig folalkozni, ameddig egy tengely mentén nem azt csinálja, amit kell. Ezért nem említettem ezt idáig. |
|
|
|
2007. júl. 29. 13:55 | Válasz | #955 |
|
Tibor45! Ne haragudj, de
nem győztél meg a mérésed "etalonjáról", és így csak azt tudom
elfogadni amit én mértem (Mérési
eredmények.wmv)!
ezek alapján a Mach3 atomóra és teljesen korrektűl kezeli le a dolgot (mint ahogyan azt el is várnánk)! Azt nem ismerem, hogy Te mivel, hogyan méred, csak az általad levont következtetést (ami nem eggyezik sok ezer emberével, köztük az enyémmel)! Attól, hogy ragaszkodsz egy általad levont következtetéshez, még nem győzöl meg engem, mikor én mindig jót mérek és nem találok eltérést! Az, hogy másoknál vannak hibák, még nem bizonyiték a Mach hátrányára (lehetnek zarvédelmi problémák, beállítási gondok, használati ismeret hiányosságok, stb.)! Ez nem zárja ki az esetleges hardver eltérések által okozható furcsaságokat, de nem is igazolja azt! Minden esetben az adott helyszínen, körülmények között mért eredményekből lehet csak következtetéseket levonni, de ehhez egy jól működő (kvázi: etalon) műszer kell (ami legalább a probléma mentes helyeken jól produkál)! Ha ez nem lett bizonyítva legaláb 1×, akkor nincs ilyen etalon műszer! Mondom: csak józan paraszti ésszel: ha gond lenne az egész "világ" órdítana és kikövetelné az Arto-tól a hiba javítását! Ilyenkor el kellene gondolkozni a vizsgálati módszer helyességén (mint a vicben, amikor a szőke nő a rádióban halja, hogy egy őrült az autópályán a forgalommal szembe megy, és erre levonja a következtetés: mit egy, száz!!!)! |
|
| © tyutyi | 2007. júl. 29. 13:49 | Válasz | #954 |
|
Ja és azért nem jön ki a
hiba más vezérlőprogramokkal, mert azok hosszabb pozitív
tartományokat generálnak, a MACH az egyedüli, ami ilyen szűk
impulzusokat csinál...
|
|
| © tyutyi | 2007. júl. 29. 13:48 | Válasz | #953 |
|
Tibor!
Végre leírtad az opto sebességét, akkor itt lehet a probléma. A beállítható leghosszabb impulzus szélesség 5usec a MACH-el. 1/0.000005sec=200000Hz=200kHz, szóval pont a határon vagy. Ha rámérsz a jelre láthatod, hogy előfordul, hogy ha 5usec-re állítod, akkor néha csak 4usec körüli jelet ad ki, ezt az optocsatolód már nem tudja átvinni biztonsággal, szóval hiba... 1Mbit-es optocsatoló ajánlott... |
|
| © Hunka Tibor | 2007. júl. 29. 13:46 | Válasz | #952 |

igy még korrektebb lene a tibor45 teszt progi ellenőrzése az 1mm-1mm elmozdulásnál |
|
| © Hunka Tibor | 2007. júl. 29. 13:08 | Válasz | #951 |
|
szia loránt
a rajzom a válasz , ha valaki megcsinálja akkor tudok válaszolni ,de én nem válalok ujan munkát ami pontos méretet kiván !! |
|
| © Hunka Tibor | 2007. júl. 29. 13:03 | Válasz | #950 |

teszt ki lenne hajlando ezt az összeálitást megcsinálni méröorákbol ??? |
|
| © janko | 2007. júl. 29. 12:44 | Válasz | #949 |
|
Uraim most azért
tatsanak egy kiados ebédszünetett.Külömben nálam történt az eset,
hogy mikor két tengely mozgot egyszerre minden indításnál 0.05-ot változott a munkadarabon a két furat távolsága a MD nollapontjától.Az MD sablonba volt fogva,és mindig vissza kellett állitanom a nulla pontot.Kb minden 4.darabnál kellett elvégeznem ezt a visszaállitást.Megjegyzem átírtam a G-codot.hogy a tengelyek ne ferdén mozogjanak egyszerre. És megszünt a méret vesztés de a gép az utolsó sarkot rádiuszosra vette.Ezt furcsáltam mert a programba sarkos utasítást adtam. Ui. Janko vagyok,de az emlitett munkát egy szervovezérlésű gépen, mely nem az én építésem, és mivel nem az istván vezérlőlével lett építve nem tehetjük fel a forumra.Külömben Mach2-vel vezérlődik a gép. Janko |
|
| © Tibor45 | 2007. júl. 29. 12:35 | Válasz | #948 |
|
Lóránt! Szerintem
teljesen igazad van!
Érdekes az is, hogy pont komoly mechanikával (golyósorsók, gördülő vezetékek, stb.), szervós hajtással rendelkezőknél is kijött ez a probléma. Aki dolgozni akar a gépével, bérmunkát szeretne vállalni, az ettől a hibázástól érthetően nagyon ideges tud lenni egy idő után. |
|
| © lorant | 2007. júl. 29. 12:23 | Válasz | #947 |
|
Hunka Tibor
Nem válaszoltál. Tizedes, esetleg ezredes pontosságot el tudsz érni végeredményben? Máskulomben eddig még nincs problémám a géppel, mert nem szukséges pontosan dolgozni, de a háttérben fúrja az oldalam, hogyha vlmi pontos munka akadna... |
|
| © Tibor45 | 2007. júl. 29. 12:11 | Válasz | #946 |
|
Ok! Összefoglalnám az
eddigieket.
Többen megkerestek a fórumról is, hogy bizonyos esetekben nem stimmel a munkadarab mérete. Én ezzel szívességi alapon kezdtem el foglalkozni ingyenesen másoknak próbálok hibát feltárni. Én ilyenkor egyből a portra mérek, és minden ilyen esetben a mérés lépés hibát mutatott, egybevágott az eredeti panasszal. Ez már önmagában igazolja, hogy ilyenkor a vezérlő programmal van gond. Ha pedig egy másik programmal tökéletesen működik a gép, akkor már semmilyen más variáció nincs, csak az, hogy bibi van azzal a Mach-al, amit éppen valaki használ. Úgy látszik két féle Mach felhasználó van: van akinek soha semmi gondja nincs vele, van aki viszont emiatt gyakorlatilag nem tudja a CNC gépét megbízhatóan hajtani. Lassan azt mondom, ha valaki ennek ellenére ragaszkodik hozzá, éljen együtt vele, és fogadja el így.:) |
|
|
|
2007. júl. 29. 12:06 | Válasz | #945 |
|
Ok, csináld optoval, Te
dolgod (én csak javasoltam valamit)!
Én megnézném ezt a lehetőséget, de Te dolgod hogyan csinálod... A Mach nem tisztán szoftver alapon generálja az impulzusokat (az alaplap timere végzi minimális CPU támogatással)! Ezért olyan gyors egy valódi NT-s rendszerben (ugye nem kell hangsúlyoznom, hogy egy multitask-os rendszerben csakis valódi hardveres driverrel lehet gyors és stabil impulzusokat generálni)! Akármilyen DOS-os progit írsz impulzusokra, egy CNC vezérlőnek számos egyéb dolgot kell szimultán végeznie, ezért nem tud csak az impulzusokkal foglakozni (ezért kicsit megkérdőjelezem a 10MHz-es jelsebességet szimultán 3 vagy több tengelyre, pláne 500 MHz-es CPU-val)! Ezzel csak azt akarom mondani, hogy a Mach NEM (tisztán) SZOFTVERESEN generálja a lépéseket! Ha ezt DOS alatt nem így csinálja bárki, akkor csak lassabb lehet és instabilabb (időzítési hurkokkal, vagy timer-rel?)! Te a DOS-os progidban hogyan csinálod az időzítési alapot? Ugye nem hurkokkal?! |
|
| © Tibor45 | 2007. júl. 29. 11:51 | Válasz | #944 |
|
Bocs, István de ezt a
tanácsodat nem értem.
Opto azért is kell, mert ezzel is próbálom pont azt a feltételt megteremteni, amit a vezérlők optós bemenetei jelentenek. Pont fordítva látom, becsapnánk mindenkit, ha egy 20 Mz-es számlási képességű bemenettel tesztelnék. Az optók tesztelve vannak a mérőn 200 kHz-ig garantáltak, és ha pl. pozitív tartományban jól ad ki a mérések alapján is mindig jelet a Mach, akkor ez logikailag kizárja a tesztelő hibáját. Azt meg nem tudom, miből gondolod, hogy DOS-ban egy printerport lassabb, mint Winxx alatt, pont fordítva tapasztalom. Amíg a win a grafikai csicsával és ezen CNC port alkalmazásnál még számos sok fölösleges más dologgal foglakozik, a DOS érdemben csak azt csinálja, ami szorosan a feladathoz tartozik. Nem lehet egy kategória emiatt sem. Egy mezei P2-es 500Mz-es alaplapú géppel 10 Mz-el is lehet adatokat küldeni, tehát ha kell 0.1 mikrosec tüskéket adok ki a porton. |
|
| © tyutyi | 2007. júl. 29. 11:43 | Válasz | #943 |
|
Én is az optikai
levalásztás hibájára gyanakszom, de Tibort ahogy látom nemkönnyű
rávenni, hogy ezt ellenőrizze.
|
|
| © tyutyi | 2007. júl. 29. 11:41 | Válasz | #942 |
|
Szia Tibor!
A vezérlőmben le lehet kérdezni a pozíciót USB-n keresztül 32 bites regiszterben tárolja. Megnéztem, ha kiadok 100 jelet, akkor 100-at is olvasok vissza, ha -100 -at, akkor -100 -at olvasok vissza, szóval nálam biztosan minden OK. "A hiba az ön készülékében van" :) |
|
|
|
2007. júl. 29. 11:06 | Válasz | #941 |
|
Halgass rám... próbáld
ki optok nélkül is (Schmitt-triggerezve persze)!
|
|
|
|
2007. júl. 29. 11:06 | Válasz | #940 |
|
Nekem is voltak ilyen
eltérések a tengely sem állt nullára... Igaz impulzisszámlálást nem
csináltam... Mach3 újratelepítés után minden helyreállt! A tengely
végén lévő jel pont visszaáll még hosszabb megmunkálás után is, már
egy lépés is jól látható eltérés 30mm-es ármérőn.
|
|
|
|
2007. júl. 29. 10:52 | Válasz | #939 |
|
Persze, nem vitatom! De
gondolom Te sem azt a tényt, hogy egy "kevésbé" ethalon mérés ha jót
mutat (impulzus vesztés felderítésésről van szó persze), akkor a
"nagyon" ethalon műszernek is jót kellene mutatnia (mivel impulzust
nem tudok kitalálni helyesen, tehát ha jót muta, akkor azok ott is
vannak)!
Szóval inkább az itt a kérdés, hogy egy jónak vélt és mért rendszerben a számlálód is jól számol e?! Ezt kellene ellenőrizni és utána a gyanus rendszert vizsgálni! Előfordulhatnak olyan még nem felfedezett hibák a mérésben, amik csak a Mach igen rövid impulzusainál jön ki (bármilyen DOS-os szoftveres impulzus hosszabb, tágabb mint a hardvers Mach é)! |
|
| © Tibor45 | 2007. júl. 29. 10:47 | Válasz | #938 |
|
Ok igazad van, de azt
még talán Te sem vitathatod,
hogy 2-3 digitális cél számláló IC kijelzőkkel futó program nélkül még függetlenebb, és biztosabb mérés, mint egy processzoros. Ha a Tied hitelessége mondjuk 1000%, akkor a céltesztelő legalább 1001%.:) Ebben talán egyetértesz velem. A lényeg a lényeg: Nálad minden ok, soha nem volt téves alapjel kiadás. |
|
|
|
2007. júl. 29. 10:30 | Válasz | #937 |
|
"Mondjuk egy nagyon
picit nyugodtabb lennék, ha
ezt egy mindentől független hardware kijelző mutatja, nem pedig egy win. ablak egyazon gépen." A mérést (számlálást) nem a Win progi (Servo Monitor) végzi! A számlálást a Profi2S alapjel képző számlálói és processzora végzi, amit sorosan ad át a monitor kártya prociának (ezt lefordítva küldi ki a PC RS232C portjára). A Monitor program csak megjeleníti és értelmezi! Ugye ez kielégíti a Win-től független feldolgozást (a kijelzést nem tekintem jelfeldolgozásnak)?! |
|
| © Tibor45 | 2007. júl. 29. 10:25 | Válasz | #936 |
|
Köszi István, és
gratula, akkor Nálad minden ok.! Kiderült, hogy erre is jó a monotor
progid.
Mondjuk egy nagyon picit nyugodtabb lennék, ha ezt egy mindentől független hardware kijelző mutatja, nem pedig egy win. ablak egyazon gépen. De természetesen a tesztelődben biztosan nincs hibalehetőség, amit mér az tuti. A kérdés továbbra is az, hogy vannak viszont problémás esetek. Én már arra is gondoltam, hogy vannak olyan verziószámű progik, amik e tekintetben hibásak... nem tudom, ez csak egy tipp. Ha pedig egy adott gépen bizonyos esetekben már jók a kiküldött adatok, a processzor, alaplap érzékenységet a magam részéről ott kizárnám. |
|
|
|
2007. júl. 29. 09:48 | Válasz | #935 |
|
Elvégesztem az említett tesztet
és itt a végeredmény: Mach3 impulzus szám és irányváltási teszt.wmv (6.5MB)! Az eredmény a várt: Teljesen tökéletes impulzus számok, a beállított felbontás és elmozdulásoknak megfelelően! Erre számítottam... Hangsújjozom, hogy én AMD Athlon 3000+ -on használom a teszt rendszeremet, ezenkívül használok egy Celleron 600 MHz-es notebook-ot is nagy megelégedéssel (serviz célokra, etelonként)! Soha semmelyikkel semmi gondom nem volt az összes Mach (2-3) verziókkal egyetemben! |
|
| © Tibor45 | 2007. júl. 29. 09:42 | Válasz | #934 |
|
Én a "csoda" jelenséget
nem a Te gépedre értettem,
hanem ez csak egy vicces példa akart lenni. Nagyon is örülj annak, hogy Nálad minden tökéletesen móködik, és gratulálok a rendszeredhez. Én olyan esetekről beszélek, ahol viszont vannak ilyen jelenségek, és ki is mértem őket. És mégegyszer hangsúlyozom, nem általában gondolom a hibás működést, hiszen a többség teljes megelégedettséggel használja a Mach-ot. Akiknél viszont mégsem jó, azok gondolom bosszankodnak..., de hátha fény derül valamire, és akkor mindenki tanulhat belőle. |
|
| © lorant | 2007. júl. 29. 09:32 | Válasz | #933 |
|
... de méred tizedekre a
végeredményt?
|
|
| © Hunka Tibor | 2007. júl. 29. 09:29 | Válasz | #932 |
|
most ug marok , hogy
mind a három tengely egyszerre mozog , ha nekem a végeredmény
használhato nem érdekell hogy a jelek hol és mijen mértékben térnek
el az elméleti értéktöl !!
DE !!! a jelenséget érdemes tárgyilagosan kezelni és kideriteni az okot : adig is dolgozom tovább . tibor Persze olyan kisebb fajta csodát el tudok képzelni, hogy rossz adatból egy hibás motorvezérlővel a két hiba kioltja egymást, és éppen tökéletes lesz a végeredmény. De ennek kisebb a valószínűsége, mint az ötös találatnak akkor nekem ötös találatom van , de legalább itt nyertem !! |
|
| © lorant | 2007. júl. 29. 09:25 | Válasz | #931 |
|
1,6GHz Intel, 512 RAM,
40GB HDD
|
|
| © Lakatos | 2007. júl. 29. 09:23 | Válasz | #930 |
|
Milyen számítógépet
használtok a Mach-hoz,ha jól tudom nem szereti az AMD és a celeron
procikat.Nekem egy 1.8GHz-es Intel gépen fut és teljesen
hibátlan.Soha még egy fél lépést sem tévesztett,pedig volt amikor
2-3 órára otthagytam a tesztprogit egy végtelen ciklusban
és semmit nem változott,persze internetezni meg rajzolni nem szoktam közben,és nincs is feltelepítve más a gépre,azt csak a CNC-hez használom. |
|
| © Tibor45 | 2007. júl. 29. 09:13 | Válasz | #929 |
|
Látom közben írtatok
még...
Ezekre csak azt tudnám írni, hogy ugyanazon a gépen, ugyanazt a portot használva egy másik vezérlő programmal pedig minden tökéletes. Ez teszi érdekessé a szitut. Tibor! "Szoval én azokkal értek egyet akik azt mondják , hogy a végeredménynél kell mérni !!" Ezt még el is fogadnám, ha kicsit komolyabb módszerrel mérnél a végén, és nem csak egy nagyítóval. Század mm-es hibákat ugyanis azért szemre nehéz megállapítani. De azt Te is beláthatod, ha a kiadott step szám már nem stimmel, jó nem lehet a végén sem az elmozdulás, és a motorvezérlőt addig nem kell vizsgálni, ameddig rossz alapjelet kap. Persze olyan kisebb fajta csodát el tudok képzelni, hogy rossz adatból egy hibás motorvezérlővel a két hiba kioltja egymást, és éppen tökéletes lesz a végeredmény. De ennek kisebb a valószínűsége, mint az ötös találatnak.:) |
|
| © lorant | 2007. júl. 29. 09:07 | Válasz | #928 |
|
Nekem egy irányba is
jelentkezik a dolog. Pl. -100mm-nél kb. 0,2mm hiba, -200mm-nél
0,15mm hiba, stb., de 600mm-nél pontos. Tolómércével mértem, kézi
elotolásnál. Mivel csak egy irányba mozog a gép, a kottyanás kizárt.
Tibor adott egy DOS-os teszt progit, ott minden pontos. Ezt nem értem... |
|
|
|
2007. júl. 29. 09:03 | Válasz | #927 |
|
Én arra értettem a
tengely végén való mérést, hogy ha ott hibátlan, akkor nem megyek az
alapjelre továb! Természetesen ha ott már mérhető eltérés, akkor
felvetődik a lánc további elemeinek a jósági kérdése (de legelőször
is a vezérlő következne)...
Támadt egy ötletem amit el is fogok végezni a P2S-el! Ha bekötök egy rendszert és nem adom ki a tápfeszt a motorra, akkor a Servo Monitor szoftveren láthatom a diffit (mivel a motor nem tudja követni a Step jelet)! Namost ha az említett felbontást 100-ra rakom, akkor a Monitor max +-2.55mm-nyi eltérést impulzus helyesen kell, hogy mutassa! Ez gyakorlatilag egy digitális impulzus számláló...
|
|
| © Tibor45 | 2007. júl. 29. 08:56 | Válasz | #926 |
|
Szia István!
Köszi válaszodat. Neked is csak azt tudom mondani, mint már Tyutyinak, az impulzus tesztelőbem kizárt a hiba. Annál is inkább mert egy adott állandó Mach setup mellett hol jó, hol nem jó, a hibák véletlenszerűek, de állandóak. Pl. 0.5 mm helyett 0.42-t ad ki, 0.6:0.65, 0.7:0.72, 1:1.03 stb. Én egyébként nem vitatom a Mach képességeit, biztosan valami pipácska hiányzik. Bár ennek meg ellentmod az, hogy ha van olyan alkalmazás, hogy a mérésekkel is jó, és utána semmin nem változtatunk, csak pl. +1 mm helyett -1 mm-t szeretnénk elmozdulni, ott meg már nem jó. Ez számomra egyértelműsíti a kimenet hibáját. Abban meg nem értek Veled egyet, hogy csak a motornál mérjünk, hiszen először az alapjelet kell korrektül kiadni, ha az rossz, utána már tök mindegy, kár mérni, jó elmozdulás végrehajtás nem lehetséges. Én egyébként nem kérek semmi mást, csak a két említett 1 mm-es négyzet elmozdulási tesztet mérőórás ellenőrzéssel aki úgy gondolja, hogy az Ő rendszere tökéletes, az futtassa le. Ha Nektek minden ok., akkor majd azok a Felhasználók, akiknél eddig ez gond, majd tovább "küzdenek" a problémával, engem tulajdonképpen közvetlenül nem érint, mivel még soha nem tettem fel Mach-ot a PC-mre, és egy ideig nem is szándékozom. De ha már 3-4 egymástól független felhasználónál is ugyanezt tapasztaljuk, gondoltam felvetem a témát egymás okulására. Azt pedig meg merném kockáztatni, hogy rajtam kívül a fórumon nagyon kevesen mérték így ki a legkülönbözőbb CNC vezérlő progikat, nekem ezek fontos és érdekes tapasztalatokat hoztak, és pozícionálási hibák eldöntésénél alapmérésnek tartom. |
|
| © Hunka Tibor | 2007. júl. 29. 08:48 | Válasz | #925 |
|
sziasztok
Szoval én azokkal értek egyet akik azt mondják , hogy a végeredménynél kell mérni !! Tehát marni kell !! Én még tegnap este kimartam a tesztet , nagyitoval nézve nem látok hibát , nekem négyzet alaku , a méret az más probléma mert itt már a gravirtü szöge és a márás mélységéböl adodoan nagyobb lessz !! egyetértek Istvánnal :Ha itt bármi gond lenne ezen az alapvető dolgon (impulzus képzés és megbízhatóság), az egész "világ" sikítana és mindenhol csak erről lehetne olvasni! tibor |
|
|
|
2007. júl. 29. 08:25 | Válasz | #924 |
|
Még néhány szösszenet:
Az LPT port BIOS beállítása EPP legyen (mindegy, csak ne ECP)! A BIOS-ban a CPU (és AGP) Spread (jel terítés) funkciója Disamble legyen (ez az impulzusok egyenletességét nagyban javítja)! Ellenőrizhető a driver futás minősége a Mach könyvtárában lévő driver tesztelő exe-vel (régebben még a Mach2 esetén töbször is kitárgyaltuk, képekkel illusztrálva is)! |
|
|
|
2007. júl. 29. 08:20 | Válasz | #923 |
|
Azt is meg kellene
nézni, hogy irányváltással és nélküle is kimutathatóak e az
eltérések egy edott útszakaszon?!
|
|
|
|
2007. júl. 29. 08:16 | Válasz | #922 |
|
Szia!
Én mindig a motor tengely végén ellenőrzöm a vissza állás pontosságát (hisz vezérlés szempontjából a legvégső eredmény a lényeg). Ott sosem tapasztaltam eltérést (ha igen, a vezérlőben volt a hiba)! A Mach szoftvereket az egész világon több 100000-ren használják ipari méretekben is, mindenféle vezérlőkkel. Ha itt bármi gond lenne ezen az alapvető dolgon (impulzus képzés és megbízhatóság), az egész "világ" sikítana és mindenhol csak erről lehetne olvasni! Kizárt dolognak tartom, hogy ezzel gond lenne! Én kipróbálnám a helyedbe optok nélkül, közvetlen TTL kapcsolatban is a számlálókat! Valamint azt is meg kellene állapítani, hogy a mért hiba a mérettől (ezmozdulás mértékével arányosan) %-lékos, vagy a difi független a mozgási tartománytól?! A Vezérlőim nem TTL sebességgel (néhány nS) végzik el a jelek feldolgozását (inkább 100-300nS), és mégsem tapasztalok eltérést (a régi P1-es vezérlőknél nekem az optok okoztak sok problémát, de azt is lehetett orvosolni)! Egyébként milyen Step szélesség és Dir PreChange értékekkel mérted és melyik Mach verziókat? Az eltérések minuszba v. pluszba voltak? Tendenciózus kimutatható e az eltérésekben (vagy teljesen rapszódikus)? Próbáltad a jelvonalat közben scope-al mérni (nincsenek tranziensek rajta)? |
|
| © Tibor45 | 2007. júl. 29. 07:57 | Válasz | #921 |
|
Szia!
Köszi a gondolataidat, de a tesztelőben és illesztésében nem lehet hiba. Gyári impulzus generátorral, és saját fejlesztésű programokkal (DOS) agyon teszteltem. Amit ez mér, az tuti, hidd el, minden paraméterében sokkal többet tud, mint a hézköznapi step-dir vezérlők kimenetei. A 82 kiadott impulzust én egy mm-re írtam, nem tudom honnan gondoltad, hogy a hiba lineárisan növekszik. 100 mm-nél is adott esetben 18 század "csak" az eltérés, de általában semmilyen összefüggést nem lehet kimutatni a távolság függvényében (1 mm-en belül össze- vissza eltér, viszont a hiba egy adott névleges elmozdulásnál állandó. Van olyan eset, amikor éppen jó, és pont annyi impulzust ad ki, amennyit kell. Aztán az is érdekes, hogy adott esetben csak pozitív x, y elmozdulásokra jó, negatívokra már nem (lásd #913 kétféle teszt G-kód. |
|
| © tyutyi | 2007. júl. 29. 01:52 | Válasz | #920 |
|
Szia!
Tudom, hogy a szervó csak végrehajtó... azért kérdeztem, hogy a szervóval is jelentkezik-e a hiba, hogy kilehessen zárni a mérő-számláló áramköröd hibáját. Ezek a standard TTL/CMOS számláló IC-k jóval gyorsabbak, mint a MACH, nsec-os nagyságrend, szóval ott elvileg nem lehet hiba, az optókat írtad, hogy gyorsak, de mennyire, milyen típus, hány Mbit/sec vagy mennyi a Tr és Tf? nem lehet, hogy azon nem megy át tisztán a jel? Az én meglátásom szerint célszerű minimum 1Mbit-es optót használni... és ha nyitott kollektoros, akkor megfelelő értékű felhúzóellenállást kell használni. Ha van függvénygenerátorod, akkor kellene adni a számláló IC-nek egy impulzussorozatot kis kitöltési tényezővel (1..5uSec), hogy nem a mérővel van-e a gond. Félre ne érts, nem akarlak kioktatni, csak próbálok segíteni, ötleteket adni a hiba felderítésére... Ahogy mondtad már, nekem sohase csinál hibát a MACH szóval az biztos, hogy 100 helyett nem 82 jelet ad ki :)) Akkor 100mm-es mozgásnál 82mm-t mozdulna csak, azért az csak feltűnt volna.
De ha akár 1-el több vagy kevesebb jelet adna ki, pl. 99-et 100 helyett, hosszabb pályán már az is szembetűnő lenne, 100mm helyett 99mm is 1mm-es eltérés, ami szembetűnő lenne!!! Nálam a több 10000 soros kódok futtatása után is visszaáll nullára tökéletesen. Most próbálgattam 65kHz-en az új verziót és ez is kiválóan működik az első tesztek alapján, semmi hiba. |
|
| © Tibor45 | 2007. júl. 28. 23:02 | Válasz | #919 |
|
Ja és pl. ilyenkor
érdemes egy kerek értéket
beállítani, mondjuk 100 lépés egy mm (ami egyébként adott esetben a gépnél is ennyi). Ha tehát a Mach "csodálatos" tizedmikronos monitor kijelzője 1 mm-t mutat 0-ról indítva, akkor pontosan 100 step impulzust illene neki kiadni, ezt kellene mérni, nem pedig pl. 82-t. |
|
| © Tibor45 | 2007. júl. 28. 22:48 | Válasz | #918 |
|
Szia!
Természetesen ha a célműszer hibát mutat, a vezérlővel is rossz, hiszen egy vezérlő "csak" végrehajtó. Amit kap, azt megcsinálja. Egyébként a hajtások szervók, nem szoktak tévedni. De ha visszagondoltok, Lóránt is írt hasonló dolgokról még februárban, Ő sem tudott csak több tizedes hibával négyzetet marni. Én egyébként semmilyen Mach verzióval nem foglalkozom, másoknak próbálok segíteni ezekkel a kimérésekkel, tesztekkel. Tibor! A tesztekhez fel-le számláló IC-ket használok, hétszegmenses kijelzőkkel, LPT step-dir jelekhez illesztett nagy sebességű optócsatolókkal. Ez referencia cucc, elemről táplálva, hogy semmilyen zavar ne érhesse. Amit ez műszer mutat, sajna az a valóság. Egyébként tegnap Ferinél mértem, ott sem jó a Mach. |
|
| © Hunka Tibor | 2007. júl. 28. 22:01 | Válasz | #917 |
|
kérdésem lenne :
légyszives ird meg pontosan , hogyan végezted el a tesztet , és
hogyan mértél .
tibor |
|
| © tyutyi | 2007. júl. 28. 21:30 | Válasz | #916 |
|
Szia!
Mérőórával már csináltam mérést valamikor régen. számlálóval nem számoltattam meg az impulzusokat, de ha 1-2mm-en tizedeket téved, azt már szemre is észrevettem volna :) Csak a műszer mutat rossz eredményt, vagy a vezérlővel mozgatva is észlelhető hiba? Az új 100kHz-ig tuningolható verzióval van gondod, vagy a régivel is? Az újat még csak most próbálgatom, de 65kHz-en gond nélkül fut 1.6GHz-es gépen. 100kHz-re felrakva +-10kHz-et ugrál az alapfreki, szóval ez a gépemen használhatatlan. |
|
| © Tibor45 | 2007. júl. 28. 20:08 | Válasz | #915 |
|
Szia Tyutyi!
Köszi, de azzal kezdtük. Saját vezérlőprogramommal nekem sincs semmi gondom, ott a mérések is mindig stimmelnek. Te egyébként mérőórával vagy impulzus számlálóval tényleges méréseket is csináltál? A dolog azért bosszantó, mert ha az alapjel sem stimmel már, akkor addig mindegy hogy szervo vagy stephajtásról van szó. |
|
| © tyutyi | 2007. júl. 28. 19:39 | Válasz | #914 |
|
Szia Tibor!
Nálam szervóval sosincs hiba, a motortuning step-pulse és dir pulse értékeket nézegetted?? |
|
| © Tibor45 | 2007. júl. 28. 18:51 | Válasz | #913 |
|
Sziasztok!
Több Felhasználónál kimértem a Mach step-dir jelét le-fel impulzusszámlálóval, és még jóval nem találkoztam. Egy nyomorult 1 mm-es, vagy akármekkora négyzetet képtelen pontosan megcsinálni. Valószínűleg valami pipa hiányzik, de már unalmas a sok eredménytelen setup próba. 1. teszt: (itt még néha jó is) G90 F200 G01 X1 Y1 X0 Y0 M30 2. teszt: (itt teljesen változó, és a tévedés több tized mm) G90 F200 G01 X-1 Y-1 X0 Y0 M30 Én ugyan nem használom ezt a programot, (eleve az op. rendszere nálam kizáró ok.), de pl. Te István, aki igazán a mindentudója vagy ennek a programnak és a Többiek is, Ti soha nem mértetek, tapasztaltatok ilyen eltéréseket? (természetesen kottyanás setup=0, összes létező ablakkal már próbálkoztak...) Biztosan valami alapvető pipa hiányzik, de honnan?? Nálatok ez a két egyszerű teszt végrehajtva, kimérve mindig jó? |
|
|
|
2007. júl. 25. 08:02 | Válasz | #912 |
|
Nem tudom pontoson
megindokolni... mert mindíg csak a winpc-nc dolgait olvastam... de
állítólag egy-egy elvesztett impulzus előbb keletkezik ha túl
gyorsan kell az LPT portra küldeni őket...
Én nem akarok Mach ellen beszélni, mert nem értek igazán hozzá (csak kotnyeleskedek ebben a topikban :)... de tesztelgettem és nagyobb kimeneti frekin az egér mozgatástól is változtak a léptető motorok hangja... Míg a winpc-nc futása közben a 12-es Corelban lehet szerkeszteni....menteni... stb... (AMD 1GHz-es gépen...) Igen. USB-n "kersztül" gondolkoznak szerintem... ... és nemcsak G100 van ilyen. Itt van az asztalomon egy másik ilyen kártya... USB portos... nem az enyém... (ki sem bontom az originál csomagolásból)..."én csak az intéző voltam"... de szerintem hallotok még róla... ez Europai termék... (többet ne kérdezzetek :) Szerintem ilyen vezérlő...vezérlők (?) még várhatók... Pontosan arra gondoltam, hogy az Artsoft a saját nevén is fog ilyet árulni... mert a winpc-ncből is van ilyen változat... (kártya+szoftver) |
|
|
|
2007. júl. 25. 06:30 | Válasz | #911 |
|
Szakmailag megindokolva
érdekelne mi "korlátozza" az LPT port kimenetein a 100kHz-es
négyszögjel használatát (mondom, nem szoftveresen)!
Nem látom korlátját (még)! Ha az Arto szoftveresen megoldotta a 100kHz, 6 tengelyes meghajtását, akkor szerintem hajrá!!! "Szerintem a Mach-hoz nagyon rövid időn belül lesz nem LPT portos vezérlő... " Tudtommal már most is van (G100, vagy mi...)! |
|
|
|
2007. júl. 24. 23:04 | Válasz | #910 |
|
Ó Jaj... ez az
"odaverés" még nem biztos... :)
Majd ha gyakorlati azaz gépen munka közbe tudja ezt... mert elméletileg azaz szoftverfejleszési oldalról nézve ez nem gond... de!... ott a Windows...(is) A WinPC fejlesztői szerint 25Khz a határ az LPT porton... a még biztos azaz lépésvesztés nélküli határ... (Economy változat) felette már külön kártyát és a professzionál változatot árulják...(1000 Euro) Ezt szépen kifejtették és megvitatták a német forumokon... Tehát azt mondják jól meg kell tervezni a gépet, hogy a sebesség és a pontosság öszhangba legyen... ha minden ok akkor nagy sebességgel tudja tartani a hobby szintű maximumot azaz 0.01mm-et... vagy valaki ezt már túlszárnyalta saját építésű géppel? Nem hiszem. Számoljunk egy kicsit... főként előre!... válogassuk jól össze az alkatrészeket... lesz pontosság és sebesség is... 25 Khz-ből is... stabilan! Ez a 100.000 Khz... más miatt van szerintem... Ha jól hallottam vannak vezérlők és megoldások a visszacsatolásra... azaz a lépésvesztés elkerülésére... de ez sem talán az igazi... Szerintem a Mach-hoz nagyon rövid időn belül lesz nem LPT portos vezérlő... |
|
|
|
2007. júl. 24. 17:33 | Válasz | #909 |
|
Péter!
Azt hiszem a programodnak oda vert a Mach3-as rendesen... |
|
|
|
2007. júl. 24. 17:29 | Válasz | #908 |
|
Az Art of CNC a
Mach3-ban szép csendesen fejlesztget és nem is tudunk róla ha nem
töltögetjük le a legujabb változatokat (ez egy lezárt változatú
Mach3-as):

Nem semmi!!! Az azért hozzá kell tennem, hogy a mérések alapján nálam (Athlon 3000+) a 75kHz-es mód már 1 tengellyel is 100%-ra nyomja a procit! Tehát a 100 kHz-hez űrtechnika kelhet még (bíznak a jövő CPU sebességeibe), vagy lehet, hogy egy 64bites Athlonnal már ez is megy??? A másik fejlesztés: 
Ez is megváltozott rendesen!!! Érdemes lehet erősebben használni...
|
|
| © Lakatos | 2007. júl. 23. 08:22 | Válasz | #907 |
|
Ha jól van
megcsinálva,akkor eszi nagyon,az én gépem azzal megy és soha nem
volt lépésvesztés még egy fél lépés sem:)
Keress rá a vkcnc kifejezésre,ha kis áramú "amatőr" vezérlőt keresel. |
|
| © tatai | 2007. júl. 23. 01:19 | Válasz | #906 |
|
Sziasztok.
Illesztett már közületek valaki Mach3-hoz előtolási sebesség állító kapcsolót (potmétert) külsőt? A megmunkálás közbeni előtolási és a gyorsjárati sebességet szeretném külső kapcsolóval (potméterrel) állítani százalékossan (0..100%). Hogy kell ezt illeszteni? A leírásban nem nagyon találtam. Előre is köszönöm a segítséget. TT |
|
| © Merkel Géza | 2007. júl. 22. 21:22 | Válasz | #905 |
|
Szia Zoli!
Én próbáltam egy német 4 tengelyes "gyári" vezérlővel és egy sajátbuherálású vezérlővel amiben igaz az L298-as IC-k helyébe L6203-as párost (ez 4A-ig terhelhető) tettem. A német vezérlő nem kajálta a MACH3-at, szerintem az optokopler lassúsága miatt. Amikor azt kivettem és egy egyszerű ellenállásos feszültségfelhúzást használtam, símán vitte a MACH-ot. Mivel a saját kártyámban szintén nem használok optobemenetet azzal sincs most problémám MACH3 alatt. |
|
| © Sásdi Zoltán | 2007. júl. 22. 20:07 | Válasz | #904 |
|
Própálta-e valaki a
Mach2-3-at L297-298 Ic párossal. Ezek bipoláris motorokat hajtanak
meg. Vajon "eszik"-e a gyors jeleket?
|
|
| © D.Laci | 2007. júl. 09. 19:51 | Válasz | #903 |
|
Mult héten én is
találkoztam ezzel a problémával.
A spindle-t egy másik Pin-re tetem, azóta semi gondom. |
|
| © lovas gyula | 2007. júl. 09. 19:34 | Válasz | #902 |
|
Több izben is
előfordult, hogy a spindle motor véletlen szerüen bekapcsolt.
Ugyanez forditva még nem történt. Nem tulajdonitottam túlzott
jelentőséget egészen addig amig nem szereltem fel az orsójeladót.
Most már ezt a jelenséget bármikor (nem véletlenszerüen) tudom
produkálni, ehez elég a tokmánykulcsal mozgatni az orsót. Ha valaki
megerösitene nem kezdenék zavarforrás után kutatgatni.Mindenesetre
nem árt egy biztonsági reteszkapcsoló ha anyagot, szerszámot
cserélünk a spindlemotor főáramkörébe
|
|
| © Bagoj | 2007. jún. 29. 21:06 | Válasz | #901 |
|
Jujj, ez nagyon
ígéretesnek néz ki :)
|
|
|
|
2007. jún. 29. 19:17 | Válasz | #900 |
|
Szóval ez valami
ilyesmire van?

Most már sejtem.... Ez tényleg érdekes lehet!!! |
|
|
|
2007. jún. 29. 17:53 | Válasz | #899 |
|
edgecam
|
|
|
|
2007. jún. 29. 17:52 | Válasz | #898 |
|
((:
|
|
| © D.Laci | 2007. jún. 29. 15:15 | Válasz | #897 |
|
Momentán nincs időm vele
foglalkozni, mert golyós anyát akarok csinálni de nem tudom hogy
kezdjemel.
|
|
| © fonda | 2007. jún. 29. 15:15 | Válasz | #896 |
|
Bocs, hogy bezavarok a
beszélgetésbe:)
Van tapasztalata valakinek Solid Edge->GCode -al? Hogyan, mivel, vagy érdemes e egyáltalán Solidozni? Olyat találtam, hogy "EasyCAM for Solid Edge"-elvileg generálja a gkódot-. Mielőtt nekilátok a rajzolásnak, örülnék ha megerősítenétek. Köszi |
|
|
|
2007. jún. 29. 13:56 | Válasz | #895 |
|
Erre fekudjunk ra, mert
erdemes.
|
|
| © tyutyi | 2007. jún. 29. 13:46 | Válasz | #894 |
|
Ahogy mondod :) Talán
akkor lehet probléma, ha rövid szakaszokból áll a kód, akkor azért
leterhelheti a gépet a számítás....
|
|
|
|
2007. jún. 29. 11:39 | Válasz | #893 |
|
Engem maga az elv
foglalkoztat, hogy meg lehet-e valoban csinalni vele. De tolem lehet
tcnc is. Csak csinalja meg valamelyik a szemem lattara! (:
|
|
| © Bagoj | 2007. jún. 29. 11:23 | Válasz | #892 |
|
Ott kéne a mach-ot
megfogni ahol a saját "belső" koordinátarendszerét lépésekké
transzformálja. Persze tény, hogy a motorsebesség beállításokkal
para lehet, de itt ugyis elég kis eltérésekről beszélünk, ezért nem
hiszem, hogy ezt bele kéne kalkulálni. (pl minden 200 x lépés után
kéne egyet lépnie y irányban is)
|
|
|
|
2007. jún. 29. 11:19 | Válasz | #891 |
|
Nem tudom ki mennyire
emlekszik ra, de regebben en is kerdeztem ezt - igaz nem ilyen
formaban. Nekem az volt a nyugom, hogy a satu kiorazast akartam
elkerulni! Akkor mindenki azt mondta, hogy nem lehet egy vezerlo
programmal sem. Hiaba egyszeru elvileg.
Most akkor hogy van ez? Ket ponton erintem a satupofat es hozza igazitja a koordinata rendszert ha akarom??? |
|
| © Bagoj | 2007. jún. 29. 11:19 | Válasz | #890 |
|
Matematikailag egy darab
bázistranszformáció, 3x3-as mátrix szorzása vektorral, vagyis 9db
szorzás és 6db összeadás ha jól számolom. Majd a scriptelésének
utána kell nézni. Igazából nem értem, hogy ez miért nem merül fel
igényként, mert ez szoftweresen lényegesen egyszerűbb szvsz mint
tényleg merőleges gépet építeni.
|
|
| © Bagoj | 2007. jún. 29. 11:17 | Válasz | #889 |
|
Matematikailag egy darab
bázistranszformáció, 3x3-as mátrix szorzása vektorral, vagyis 9db
szorzás és 6db összeadás ha jól számolom. Majd a scriptelésének
utána kell nézni. Igazából nem értem, hogy ez miért nem merül fel
igényként, mert ez szoftweresen lényegesen egyszerűbb szvsz mint
tényleg merőleges gépet építeni.
|
|
| © D.Laci | 2007. jún. 29. 10:39 | Válasz | #888 |
|
Már hogyne tudná a
Mach!!!
Tudja tükrözni, elforgatni, kicsinyiteni nagyitani, sikokat felcserélni stb.... Akár a sikokat egy körivre is tudja definiálni... Nem hiába 6 tengelyes vezérlő progi. Igaz még nem alkalmaztam, mert nem volt szükség rá. De bármilyen scriptet is lehet irni, akor akár görbe felületet csinál az adot sikbol. |
|
| © tyutyi | 2007. jún. 29. 10:34 | Válasz | #887 |
|
Matemeatikailag 1
bázistranszformációval megoldható "lenne"?!
|
|
|
|
2007. jún. 29. 10:31 | Válasz | #886 |
|
Ilyet a Mach biztos nem
tud (de szerintem a legtöbb LPT porti vezérlő progi sem)! Ezért ez
nem olyan egyszerű matematika, gondolj bele egy 3D mozgási
kerrekcióba (de elég csak egy sima kör interpoláció modosítása a
szorzások és lépésfelbontások figyelembevételéve)!
|
|
| © Bagoj | 2007. jún. 29. 10:14 | Válasz | #885 |
|
Sziasztok!
Nem csak Mach3-ra vonatkozik a kérdés de jobb topicot hirtelen nem találtam. Szóval az érdekelne engem, hogy tudnak e olyat a mach vagy akármelyik másik cnc vezérlő, hogy bekalibrálható a gép tengelyinek derékszögtől való eltérése. Most rakjuk össze a gépet és még ugyan semmit nem mértünk, dehát a derékszüg az tutira nem lesz derékszög. Végállásokba vive viszont elég egyszerűen kimérhető (bizonyos pontossággal), és a korrekció is egy rohadt egyszerű matematikai művelet, viszont nem találtam eddig ilyet semilyen leírásban. |
|
|
|
2007. jún. 27. 09:05 | Válasz | #884 |
|
Nem tudom, az Artot kéne
megkérdezni!
|
|
| © tatai | 2007. jún. 26. 22:38 | Válasz | #883 |
|
Hát ez az. Ha
kikapcsolom össze vissza mennek a motorok. Ha bekapcsolom akkon
nincs PWM.
Akkor most mi tévő legyek??? (másoknak nem volt ilyen problémájuk?) |
|
| © Hunka Tibor | 2007. jún. 26. 18:50 | Válasz | #882 |
|
szia Miki2
ismétlem önmagamat a mach3 nem erre lett kitalálva !! Amit akarsz azt CAM programok tudják korektül kiszámolni és legenerálni a g- kodot amit majd a mach3 végre fog hajtani hibátlanul. PL : ONECNC ARTCAM , STB tibor |
|
| © Miki2 | 2007. jún. 26. 17:27 | Válasz | #881 |
|
Üdv Mindenkinek!
Próbálgatom a Mach3-at. Mostmár az alapokkal kezdek tisztába lenn. Van azonban egy kicsi gondom, amit nég nem sikerült igazán megoldani. Ez a Többmenetes megmunkálás, vagy másként a lefejtő módú marás. Az István által készített PROFI21 képernyőn van ugyan ilyen funkció, de valamiért nem vezérli a "Z" tengelyt. Lehet, hogy ez csak regisztrált verzióval működik? Meg lehet-e úgy módosítani a bevitelt, hogy megadnánk a célmélységet, a fogásmélységet, a többit kiszámítaná a gép. Az utolsó fogásmélység a maradék lenne. Így nem kellene előzetesen számolgatni, kisebb lenne a tévesztés lehetősége. Ezt a funkciót fel lehetne-e tenni az új 4 tengelyes képernyőre is. Bár az tisztán látszik, hogy már így is túl nagy a zsúfoltság. |
|
| © gvox | 2007. jún. 26. 12:14 | Válasz | #880 |
|
Üdvözlet Mindenkinek!
Keresek SZIKRAFORGÁCSOLÓ vezérléshez kialakított MACH 2-3-at.Hátha valakinek támadt már ilyen ötlete.... |
|
| © Arany János | 2007. jún. 24. 20:00 | Válasz | #879 |
|
Szia!
HMV-hely-BP=a világ túlsó fele! Vagyis nem mostanában járok arra. A gomb létrehozásával tisztában vagyok, a programozásuk okoz óriási problémát. Hogyan korlátoztad a mozgásokat? Lehet mailben is! |
|
|
|
2007. jún. 23. 19:58 | Válasz | #878 |
|
A Sherline mod
használata H1 Vezérlők esetén feltétlenül szükséges. Ez egy nyújtott
Step jelalak.
|
|
| © svejk | 2007. jún. 23. 19:47 | Válasz | #877 |
|
Hmm..akkor tényleg nem
megy a pwm.
De mire is jó ez a Sherline 1/2 Pulse mode ? |
|
|
|
2007. jún. 23. 19:37 | Válasz | #876 |
|
Remélem így működik
(külön):
Mach3Screen.exe (1.6MB) |
|
|
|
2007. jún. 23. 19:33 | Válasz | #875 |
|
Nekem ez nem vált be!
Csak az eredeti Mach3Screen.exe! A 4-es elcseszi a set filet...
Ha nem találos a 3-as Screen-t, feltöltöm és letölthető lesz! |
|
| © lorant | 2007. jún. 23. 14:47 | Válasz | #874 |
|
koszi!
|
|
| © Messer | 2007. jún. 23. 14:23 | Válasz | #873 |
|
Töltsd le innen !
http://www.artsoftcontrols.com/artsoft/downloads/downloads.htm (Screen4) |
|
| © lorant | 2007. jún. 23. 11:23 | Válasz | #872 |
|
Nem találok ilyet, hogy
Mach3Screen.exe -t a Mach3 konyvtárban. Lehet, hogy a 2.0.053-asban
nem volna?!
|
|
|
|
2007. jún. 22. 12:19 | Válasz | #871 |
|
Mondjuk ez messze nem a
legfrissebb...
|
|
| © tatai | 2007. jún. 22. 11:57 | Válasz | #870 |
|
Igen, a 2.0.044-essel,
de egyel régebbivel is ugyanezt csinálja.
|
|
|
|
2007. jún. 22. 08:15 | Válasz | #869 |
|
Szia! Merre fele
tevékenykedsz?
Mi Pesten a XVI-kerben leledzünk, ha erre jársz megmutatom nem nagy kunszt. Ha nem jársz erre megpróbálom leírni. |
|
|
|
2007. jún. 22. 06:30 | Válasz | #868 |
|
Erről én sem
tudtam/hallottam! A legfrissebb verzióval tesztelted?
|
|
| © Arany János | 2007. jún. 22. 06:28 | Válasz | #867 |
|
Bocsánat! Endem=engem.
|
|
| © Arany János | 2007. jún. 22. 06:26 | Válasz | #866 |
|
Szia! Endem nagyon
érdekelne a "gombkészítés"!
|
|
| © tatai | 2007. jún. 21. 19:59 | Válasz | #865 |
|
Úgy néz ki sikerült
rátapintani a Mach3 olyan részére ami nincs teljesen dokumentálva
(vagy nem a úgy működik ahogy kéne).
Nem tudtam PWM vezerléssel elindítani a főorsót (pedig minden beállításom jó volt). Aztán az XML file-omat elküldtem svejk-nek, aki megerősítette, hogy minden jó és mégse jó. Aztán elküldte az övét ami viszont nálam ment. Hosszas összehasonlítgatás és tesztelgetés után kiderítettem, hogy mi a különbség. Azt sikerült megállapítanom, hogy ha be van kapcsolva a Sherline 1/2 Pulse mode (Ports&Pins-Port setup) ahogy azt az István a bellításokban is jelölte akkor a főorsó PWM vezérlés nem működik, ha kikapcsolom jó a PWM. Ez sehol nincs leírva (vagy csak én nem találtam meg) és senki nem mondta, nem kérdezett rá hogy ki-vagy be van kapcsolva (ezért is gondoltam, hogy ti sem tudtok a erről). Esetleg akinek PWM vezérléssel megy a főorsója próbálja ki, hogy ha bekapcsolja ez a módolt tényleg leáll -e a motorja! Aztán ha többen is megerősítik ezt akkor le kéne írni (Itván!) a dokumentációba, hogy a többiek már ne szívjanak ilyennel!! Köszönöm a segítséget mindenkinek aki segített (főleg svejk-nek). Üdv:TT |
|
| © tatai | 2007. jún. 21. 19:41 | Válasz | #864 |
|
Rájöttem!!
|
|
|
|
2007. jún. 20. 22:52 | Válasz | #863 |
|
Ó, nagyon szép gombot
alkottam és működik is.
Sikerült a mozgásokat korlátoznom. Ha valakit érdekel segítek.. |
|
|
|
2007. jún. 20. 15:40 | Válasz | #862 |
|
Köszönöm, meglátom mire
jutok!
|
|
|
|
2007. jún. 20. 15:12 | Válasz | #861 |
|
A Mach könyvtárában lévő
Mach3Screen.exe-ét kell használni és VB stílusú szerkesztésekkel
(objektum) lehet a felületet editálni (érdemes a meglévőt behívni és
a gombok tulajdonságait tanulmányozni), valamint az általam
szorgalmazott costumizing duksit elolvasni a Mach support site-on!
|
|
|
|
2007. jún. 20. 13:06 | Válasz | #860 |
|
Magi Úr,
Tudna adni kis útmutatást, hogyen kell nyomógombot kialakítani a felületen? |
|
| © tatai | 2007. jún. 20. 11:52 | Válasz | #859 |
|
Köszönjük.
Várjuk a Turn magyar leírását, onnan talán megtudjuk. Különben nekem nem nagyon tetszik a Turn eredeti felülete, nincs valakinek egy jobb? Kössz: TT |
|
|
|
2007. jún. 20. 08:18 | Válasz | #858 |
|
Az eredeti Turn
képernyőn és a program alap setup beállításainál én sem találom.
Szerintem csinálni kell ilyen gombot, ha annyira hiányzik...
|
|
|
|
2007. jún. 20. 08:10 | Válasz | #857 |
|
Itt:

|
|
|
|
2007. jún. 20. 08:07 | Válasz | #856 |
|
Profi2.1 képernyőnél
Beállítás[F6] Software Limits (középtályt)!
|
|
|
|
2007. jún. 20. 07:44 | Válasz | #855 |
|
Egy pillanat! Ez a maró
program, nekem az eszterga programban kellene a SoftLimits
engedélyeztetés! Mach3Turn…
Ott kellene a segítség! Köszi! |
|
| © Messer | 2007. jún. 20. 00:29 | Válasz | #854 |
| © Messer | 2007. jún. 20. 00:26 | Válasz | #853 |
| © tatai | 2007. jún. 19. 23:09 | Válasz | #852 |
|
Kedves Messer!
Én sem találom ezt a bizonyos képernyőt! Az én menüim: Végrehajtás, MDI, Kézi, Útvonal, Eltolás, Beállítás, Diag A verzióm: 2.0.044 (furcsállanám ha emiatt nem lenne) |
|
|
|
2007. jún. 19. 19:51 | Válasz | #851 |
|
Kedves Masser!
Nem találom ezt a bizonyos képernyőt. Nálam összesen 4 menü van: manual, auto, tool table, diags. Ha megvakulok se látom… Biztos ott van… Help!!! |
|
| © Messer | 2007. jún. 19. 19:04 | Válasz | #850 |
|
Szia Tatai!
Csak beállítottad az értékeket, vagy engedélyezted is? A soft limit funkciót a Config --- Homing/Limits menüpont alatti beállítás után, a "Program Run Alt-1" képernyőn, a koordináta értékek alatti sávban lévő azonos nevű gombbal tudod engedélyezni, vagy tiltani. (Version R2.0.065) |
|
| © svejk | 2007. jún. 19. 18:31 | Válasz | #849 |
|
a 2-es még rosszabb volt
:(, bár a rossznál nincs rosszabb :)
|
|
|
|
2007. jún. 19. 17:27 | Válasz | #848 |
|
A maróprogramnál
kiküszöböltem a kontúrkövetést a CAM progikkal, de nem ártana az
esztergálásnál, mert arra nincs progim. Az Artofcnc azt írta, tudnak
a hibáról, szólnak ha ki lett javítva. Kössz! 30 ropiért?! Szerintem
durva hogy szét lehet csicsázni a megjelenő felületét, de nem tudja
a G41-42-t! Ez van. Majd a vevők reklamálnak…
A Mach2 is rossz volt? Erről a softlimits-ről nem szállok le. Nem igaz hogy nem megy! |
|
| © tatai | 2007. jún. 19. 09:28 | Válasz | #847 |
|
Hi.
Ezt a Soft min, Soft max-ot én is beállítottam, bekapcsoltam, de sz*rik rá. Te mióta küzdessz a Mach-al? Én még csak 3-4 hete, de biztos van itt olyan aki évek óta (reméljük) majd talán ők megmondják. |
|
| © svejk | 2007. jún. 19. 09:17 | Válasz | #846 |
|
Nekem is kezdetektől
fogva ez a vesszőparipám...
Sajnos elég érdekesen kezeli a kontúrkövetést. A legjobb tanács amit kaptam hogy már a CAD progiban meg kell csinálni a korrekciót. |
|
|
|
2007. jún. 19. 09:10 | Válasz | #845 |
|
Egy kis pontosítás:
szóval a mach3Turn-el szenvedek (ez nem derült ki a
szövegkörnyezetből). G41-nél érdekes hurkokat tesz a pályába. ??
A másik probléma meg a Soft max ill. Soft min. értékeket nem veszi figyelembe a gép és a gépi refpontok felvétele után is túlfut a beállított végállás határokon. ?? |
|
|
|
2007. jún. 19. 08:54 | Válasz | #844 |
|
Tisztelt Urak!
A mach 3 nem tudja a G41-G42-es kontúrkövetést csak hibásan? Ha tényleg nem megy rajta, akkor hogy lehet vele a pályát módosítani a kés rádiuszával? Nem működik a szoftveres túlfutás! Pedig a maró proginál megy. Miért? Beállítottam a foft limits értékeket, mit kell még bekapcs? Előre is köszi! |
|
|
|
2007. jún. 18. 09:31 | Válasz | #843 |
|
érdekes, hogy nekem sem
mindíg eszi a dxf-et ha minden igaz R14-es dxf-et szereti, de amúgy
én autocad-ból exportálom .STL-be és azt már csípi!
|
|
| © blizzard | 2007. jún. 17. 23:22 | Válasz | #842 |
|
Deskproto tényleg jó de
eddig csak saját könyvtárból tudtam dxf-et megnyitni... amit én
mentettem el auticad-ben arra azt irja hogy empty file:S
|
|
|
|
2007. jún. 17. 22:09 | Válasz | #841 |
|
Pl.:Deskproto, vagy
valami Cam program, Visualmill, Edgecam, Powermill stb...
Legeygszerűbb a Deskp. de megvannak a korlátai is... Egyik sem
Lazycam kategória...
|
|
| © blizzard | 2007. jún. 17. 21:57 | Válasz | #840 |
|
Hello
Nem tudtok valami progit amivel dxf-ből gcode-ot tudok csinálni? A lazy cam nekem csak 2d rajzokat tud importálni 3d-t nem és különben sem vagyok kibékülve vele. |
|
| © D.Laci | 2007. jún. 15. 21:09 | Válasz | #839 |
|
Turn-t
|
|
| © svejk | 2007. jún. 15. 21:00 | Válasz | #838 |
|
Küldd el a config fájlt,
beállítom és visszaküldöm
|
|
| © svejk | 2007. jún. 15. 20:59 | Válasz | #837 |
|
a mach2-őt próbáld
először ott minden egyszerűbb
|
|
| © tatai | 2007. jún. 15. 20:48 | Válasz | #836 |
|
Köszi. Laci te a Mach3
Mill-t vagy a Turn-t használod az esztergádhoz?
|
|
| © tatai | 2007. jún. 15. 20:25 | Válasz | #835 |
|
A mach3-nál egyszerre a
kettőt nem lehet bepipálni. Azért kössz.
|
|
| © tyutyi | 2007. jún. 15. 18:33 | Válasz | #834 |
|
Talán nézd meg a
generált G-kódot...
|
|
| © samo | 2007. jún. 15. 17:08 | Válasz | #833 |
|
Szevasztok, nem tudom,
hogy a LazyCam vagy a Mach3 csinálja, hogy a gépem minden vonalat 2x
vagy 3x-r oda-vissza marja ki, így nagyon hosszú a marási idő. Hol
lehet ezt kikapcsolni?
Üdv. Samo |
|
| © tyutyi | 2007. jún. 15. 10:50 | Válasz | #832 |
|
Szia Tatai,
A nyomtató porton nincs ilyen :) De esetleg próbáld meg olyan PIN-re állítani a PWM-et, amin már sikerült kimérni kijövő jelet, mondjuk állítsd át valamelyik motor kimenetre, csak próbaképpen. De szerintem valami más gond lehet, sajnos nincs tippem se, hogy mi. |
|
| © svejk | 2007. jún. 15. 10:22 | Válasz | #831 |
|
a mach2-nél a
step-dir-nek is bepipálva kell lennie
|
|
| © D.Laci | 2007. jún. 15. 09:52 | Válasz | #830 |
|
2-esen van
|
|
| © tatai | 2007. jún. 15. 09:20 | Válasz | #829 |
|
Szia Laci. Neked hányas
Pin-en van ez a kimenet (PWM), mert nekem a 6-oson és arra
gondoltam, hogy lehet az, hogy a 6-oson csak Step/Dir jelet tud
kiadni és PWM -et pedig nem. (mert PIC -en van ilyen szituáció)
|
|
| © D.Laci | 2007. jún. 15. 07:36 | Válasz | #828 |
|
Ilyen prblémával még nem
találkoztam.
|
|
| © tatai | 2007. jún. 14. 22:19 | Válasz | #827 |
|
3 különböző PC-re
telepitettem 2 különböző verziót (1.84 és 2.00). Egyik sem volt jó.
Átállítottam Step/Dir vezérlsre akkor jó volt (jöttek a Step jelek)
visszaállítottam akkor semmi.
????????????? |
|
| © D.Laci | 2007. jún. 14. 18:02 | Válasz | #826 |
|
Telepitsd a mach2-3
régebbi verzióit és probáld ki azzal.
Probáld ki más PC-n. Álisd be step-dir nek a mach-ot. a step jelekkel ugyis kel müködnie... |
|
| © tatai | 2007. jún. 14. 17:40 | Válasz | #825 |
|
Köszi Laci, de pontossan
ezeket állítottam be (sőt ezeknek minden kombinációját kipróbáltam)
és nem megy.
Mit csináljak? |
|
| © D.Laci | 2007. jún. 14. 17:19 | Válasz | #824 |
|
portand pins: spindlet
engedályezni, a step pint, step portot beálitani.
spindle setup: use spindle motor output- pwm control kipipálva. pwmbase freq 20-30 (de lehet akár 100-200) ezel játszani kel... spindle pulleys: pullays number1- a max ford.számt megadod... a spindle mezöknél az "S" mezöbe beirsz egy számot (probáld a max ford.számmal). majd megnyomod a spindle gombot "OV%" értékel tudod változtatni. ha igy müködik müködni fog g-codbolis... |
|
| © Miki2 | 2007. jún. 14. 17:16 | Válasz | #823 |
|
Szervusztok, üdvözlök
Mindenkit!
Volna egy apró gondom, és remélem, hogy a gyakorlottabb hobbyzók tudnak segíteni. felraktam a MACH3 legújabb verzióját. Ebben a G-kód fordítást a LazyCam nevű program végzi. Az a bajom, hogy a R12 DXF fájlok fordítását rendszeresen és szisztematikusan hátulról előre, tehát a rajzolás irányával ellentétesen végzi. Szerintem nem vettem észre egy pipát, vagy gombot a beállítások között. Amit tudtam, és észre vettem azt kipróbáltam, nem ment. Ez persze a még hiányosnak is csak nehezen nevezhető angol tudásomnak is köszönhető. Kérlek benneteket, segítsetek megoldani ezt az általatok bizonyára nevetségesnek tartott problémát. Köszönöm: Miklós |
|
| © tatai | 2007. jún. 14. 16:01 | Válasz | #822 |
|
Köszi az infót, de pont
ugyanilyenek az én beállításaim.
Azért nem gondolom, hogy ugyanarra a Pin-re lenne valami más állítva, mert amikor átkapcsolom Step/Dir vezérlésre a főorsót akkor ezen a pin-en (6-os) rendre megjelennek a Step impulzusok, és szépen sűrűsödnek amikor növelem a sebességet. Visszakapcsolom PWM vezérlésre és onnantól semmi sincs a Pin-en. |
|
|
|
2007. jún. 14. 06:33 | Válasz | #821 |
|
Szia tatai!
Brushless marómotor topic #88-89 ott van ahogy én beállítottam és működik! Annak nézz utánna, hogy nincs e valahol ugyanarra a pinre valami beállítva! Üdv! Balu |
|
| © tatai | 2007. jún. 13. 21:18 | Válasz | #820 |
|
Hát éppen ez az, hogy
nem jut el a portig. A port állapotát szkóppal nézem és semmi.
Azért köszi a linket, meg fogom nézni. |
|
| © Karsa István | 2007. jún. 13. 20:54 | Válasz | #819 |
|
Hali Tatai!
Én is sokat voltam a "hosszú cici" végén, mig aránylag sikerült beállítani. Van egy hasznos, nyúlfarknyi programocska, ami vizuálisan kijelzi az LPT port pillanatnyi állapotát. Sokszor a gépben kerestem a hibát, és mikor ezt fel tettem akkor ébredtem rá, hogy nem is megy ki a géphez az amit én akarok. Itt van az URL: [http://www.geekhideout.com]http://www.geekhideout.com |
|
| © tatai | 2007. jún. 13. 20:41 | Válasz | #818 |
|
A 2.0044 -ás verziót, és
több gépen is próbáltam (először azt hittem, az LPT port sz*r).
Aztán kipróbáltam az 1.84002 -es verziót is ott sem ment. Most már teljesen kétségbe vagyok esve arra gondoltam kidobom az egészet a kukába és elkezdek ezoterikával foglalkozni, az sokkal kiszámíthatóbb dolog. :) Már csak bennetek bízom! |
|
| © Rinaldo | 2007. jún. 13. 13:29 | Válasz | #817 |
|
Melyik Mach verziót
használod?
Megnézem nálam mit mutat... |
|
| © tatai | 2007. jún. 13. 12:38 | Válasz | #816 |
|
Nincs, alapból 5-ön van
de már azt is állítgattam.
Köszi. |
|
| © Rinaldo | 2007. jún. 13. 12:22 | Válasz | #815 |
|
A Pwm Base Freq. alapból
5 esetleg nálad nincs 0-ra állítva?
|
|
| © tatai | 2007. jún. 13. 11:50 | Válasz | #814 |
|
Ha átállítom step/dir
vezérlésre akkor szépen jönnek a step jelek (rajt lóg a szkóp).
Ha visszakapcsolom PWM vezérlésre akkor tök süket. Nem értem mi a baj???? |
|
| © tatai | 2007. jún. 13. 11:48 | Válasz | #813 |
|
Mit kell még meállítani?
Mit kell még meállítani? Mit kell még meállítani? MIT KELL MÉG BEÁLLÍTANI? |
|
| © tatai | 2007. jún. 12. 23:36 | Válasz | #812 |
|
Egy kis segítségre lenne
szükségem!
Nem sikerült elindítani a főorsót a gépemen PWM vezérlést szeretnék, de nem ad ki PWM jeleket (semmilyen jelet sem ad ki) a Mach. A beállítások: Port&Pins - Motor Outputs - Spindle engedélyezve (step-pin, dir-pin beállítva) Port&Pins - Spindle Setup Use Spindle Motor Output (bekapcsolva), PWM control (bekapcsolva) S -értéket megadtam (több értékkel is kisérleteztem), M3-at kiadtam és semmi Mit nem állítottam még be??????????? Kössz:TT |
|
| © lovas gyula | 2007. jún. 12. 20:58 | Válasz | #811 |
|
A motor tuningba még a
"z" tengely sebességét meg kell növelni ha nem tudja a mach
beállitani a megfelelő emelkedést.Ezt kihagytam
|
|
| © lovas gyula | 2007. jún. 12. 20:36 | Válasz | #810 |
|
A mai nap sikerült egy
normális menetet vágnom. Ami fontos! a 4 réses tárcsánál az egyik
résnek 50% nagyobbnak kell lennie mint a többi 3- nak. Az lesz a
fordulatonkénti "0"Kipipálni a timing bemenetet.Megmérni az adott
fordulatszámot és az "S" mezöbe beirni.Megjegyzem, hogy a wizzardal
én csak kupos menetet tudok vágni akaratom ellenére, de ez most már
a kisebbik gond. Egyébként én nem réseket használtam hanem hall
jeladót és neodium mágneseket a"0" kettöt egymás után.D lacinak
köszönöm a segitségét
|
|
|
|
2007. jún. 11. 07:18 | Válasz | #809 |
|
Esetleg kérdezd meg tőle
levélben!
|
|
| © gabor.cibulka | 2007. jún. 10. 23:02 | Válasz | #808 |
|
meglett a hasonló
gondokkal küzdő panasza a port átiródásról - doki1 május10 körül de
nem találtam választ rá.
megpróbálom hardwaresen átkötni más pin-re |
|
| © tatai | 2007. jún. 10. 22:39 | Válasz | #807 |
|
Megkérdezném újra (már
korábban feltettem ezt a kérdést), hogy egy vagy négy réses tárcsát
érdemes felrakni (mert nekem mindkettő van)?
Melyik a jobb és miért? Én úgy gondolnám, hogy a 4-es mer pontosabban tudja a Mach a főorsó fordulatot. Kössz: TT |
|
| © lovas gyula | 2007. jún. 10. 21:56 | Válasz | #806 |
|
Már mindkét verziot
kipróbáltam, de még nem jártam sikerrel.A menetvágás még nem az
igazi, a szinkronizáció nem jó.Nem engedi átirni a rések számát
4-re, viszont 1- 25 már minden számot láttam a helyén.A mach
fordulatszám mérője 4x fordulatot mutat az index-nél a timingnél meg
semmit.Talán majd holnap
|
|
| © D.Laci | 2007. jún. 10. 21:33 | Válasz | #805 |
|
Bocsi el írtam. Ha egy
réses a tárcs: Ports and Pins configban az Index bemenetet kell
engedélyezni.
Ha egy vagy több réses (4): Ports and Pins configban a Timing bemenetet kell engedélyezni. |
|
|
|
2007. jún. 10. 18:46 | Válasz | #804 |
|
Már mástól is hallottam
ilyen gondot itt a Fórumon! Nem tudom mi volt a megoldás (vissza
kéne olvasnod..)?!
|
|
| © gabor.cibulka | 2007. jún. 10. 13:25 | Válasz | #803 |
|
Sziasztok
Sikerült bekonfigurálni mach3-at kipróbálásként (eddig turbocnc-t használtam)de néhány lépés után magától átirodik a portbeálitás az x-tengelynél egy másik lábra.(3-rol 4- re,vagy 12-re) Mi lehet a gond? |
|
| © Nagy Zoltán | 2007. jún. 09. 07:42 | Válasz | #802 |
|
Ja, nem. Erre nem is
gomdoltam..
|
|
|
|
2007. jún. 08. 18:39 | Válasz | #801 |
|
A freki átállítása után
a Mach-ot újra indítottad?
|
|
| © Nagy Zoltán | 2007. jún. 08. 16:03 | Válasz | #800 |
|
Érdekes jelenségre
lettem figyelmes a Mach3-nál. Ha átállítom 25000hz-ről 45000-re, és
a beállítások a motor tuningnál maradnak ugyanúgy, az egész gép
lelassúl. El is végeztem gyorsan egy mérést:
25000hz: G1 X100 F100-> 59,6 másodperc (ez rendben is van) 35000hz: G1 X100 F100-> 1perc 22másodperc 45000hz: G1 X100 F100-> 1perc 44másodperc Na ezt miért csinálja? Másnál is tapasztalható ez a jelenség, vagy csak nálam? Vagy valamit még át kellene állítanom? |
|
| © lovas gyula | 2007. jún. 06. 20:04 | Válasz | #799 |
|
Kösz Laci.Ha lesz
menetem beszámolok
|
|
| © D.Laci | 2007. jún. 06. 19:07 | Válasz | #798 |
|
Ports and Pins configban
az Index bemenetet kell engedélyezni.
|
|
| © lovas gyula | 2007. jún. 06. 18:08 | Válasz | #797 |
|
Már nagyon szeretnék
menetet vágni, de nem tudom beállitani a főorsó visszacsatolást.4
résesre készitettem.Igazábol azt sem találom ,hogy hol
kell.Megköszönöm ha tudnátok segiteni.
|
|
| © Merkel Géza | 2007. jún. 05. 16:40 | Válasz | #796 |
|
Már rég megtörtént
minden elképzelhető variáció kipróbálása. Úgy tűnik a MACH a
referenciakeresést csak negatív irányba tudja végrehajtani. Az X és
Y tengelyek ilyenek, azokkal nincs is gond. A Z azonban maga a
HALÁL!
|
|
|
|
2007. jún. 05. 15:10 | Válasz | #795 |
|
Ezt értem, de én most
nem ezt modtam, hanem ugyanitt, de a Home Neg. bepipálását (és a két
beállítás variálgatását)!
|
|
| © Merkel Géza | 2007. jún. 05. 13:32 | Válasz | #794 |
|
István!
Jankó gépével együtt szarakodtunk szombton. Ha a reversed-et nbeállítjuk a Homing/limits-ben akkor a referencialkeresés iránya jó lesz de a Z tengely mozgásiránya megfordul! PONT EZ EZ A GOND! Azaz sehogyan sem tudjuk elérni azt, hogy a Z tengelyen a referenciakeresés a pozitív irányba, azaz a tengely felső állásában történjen. |
|
|
|
2007. jún. 05. 06:39 | Válasz | #793 |
|
Ugyanitt nézd és próbáld
ki a negative opciót (pipáld ki)!
|
|
|
|
2007. jún. 05. 06:37 | Válasz | #792 |
|
Nagyából lehet
(tesztelni kell)! Használd az enyémet kiindulásnak, azon van Slow
Jog...
|
|
| © Merkel Géza | 2007. jún. 04. 20:22 | Válasz | #791 |
|
Sziasztok!
Egy vadiúj gép beállításával gondunk van a referencikereséssel. Az X és az Y tengelyek referenciakeresésének beállítása sikerült azonban a Z tengelyé nem! Ha e tengely mozgásirányát helyesen beállítjuk akkor a referenciakeresés iránya az ellentétes azzal amit szeretnénk. Ha a referenciakeresés irányát a config=>/home/limit-nél átállítjuk a Z tengely mozgásiránya MEGFORDUL!!!!!! A referenciapontot a gépen a pozitív max. (azaz maró fennt) állásban szeretnénk felvenni. Ha a Z tengely mozgásirányát megfordítjuk (ami természetesen nem OK) akkor a referenciakeresés felfelé, azaz számunkra jó irányba megy. Hogyan kellene behangolni a "kütyünket" úgy, hogy a Z tengelyen a referenciakeresés pozitív irányba történjen???? |
|
| © svejk | 2007. jún. 04. 20:22 | Válasz | #790 |
|
Elég sok dolgot látok
amit szerintem nem fogunk használni,(pl orsó linearizálás).
Majd barátkozok vele.... De a képernyőfelület, káosz a mach2 után. Még mindig nem találom hol lehet a slow jog értékét állítani..... Lehet ezeket a képernyőket büntetlenül csereberélni? Esetleg a mach2-es képernyőjére is? |
|
|
|
2007. jún. 04. 19:19 | Válasz | #789 |
|
Az impulzus generátora
sokkal jobb... A felülete és a belső motorja messze nagyobb tudású
(ezt a costumusing leírásban láthatod is, bár ehhez már erősen kell
programozni...)!
Rakás kalibrációs lehetőség (lásd az új menüket)...stb (a leírást kellene összevetni).. |
|
| © svejk | 2007. jún. 04. 18:52 | Válasz | #788 |
|
Kérek szépen még érveket
a mach3 mellett!
Illetve választ a #781-re. Köszönöm! |
|
| © Szobrász | 2007. jún. 04. 15:57 | Válasz | #787 |
|
Ne a bohócot nézd, hanem
a motor és az orsó tehetetlenségét, kontra a gyorsulását.
A kívánalmaidnak ez a motor meg nem felelhet, csak más gyorsulás és sebesség mellett, amit (ez lényeges) magától állít, és nem mi kézzel, ennek következtében kihozza a maximumot, ami a motorban van, és csakis azt, többet természetesen nem (ám ezt stabilan). A kulcsszó itt a hatásfok, nem a csoda. A G-Rex-et egyébként szervóhoz is használják ("okosítja" azt ill. a Mach-ot). |
|
|
|
2007. jún. 04. 15:27 | Válasz | #786 |
|
Na én ettől a videótól
nem estem hanyat! Csinálja meg ezt egy M8-as orsóval és 5kg-al
ekkora mortorral...
|
|
| © Szobrász | 2007. jún. 04. 15:14 | Válasz | #785 |
|
Nem, nem én csináltam. A
bohócot persze, hogy nem nehéz mozgatni, viszont le is kell fékezni,
mikrolépéses pontossággal (encoderes ellenőrzés mellett). Ez a G-Rex
nem csinál csodát, viszont léptető kategóriában súrolja azt!
-Mindig max nyomaték -Lépes vesztés megelőzés (encodertől kapott adatok alapján valósidejű kiértékelés: lassít, ha kell) -Lépésvesztés korrigálás (mint a kimozdított szervónál) -Usb (gyorsabb, pontosabb) -Csomó ki/be menet -És, talán ami a legfontosabb: "megokosítja" az egyébként buta Mach3-at, ami már nem csak utasít, hanem... (pontos szakkifejezést nem tudom, talán: Pcnc szabályzás?) -Ja, és fordított a nyomaték karakterisztika, úgy mint az Ac szervónál (persze attól még ez nem az), de mindenképpen léptetős kategória csúcs! summa: Abohóc már üresjárati Jog módban sem volna rossz! Üdv.: Áron |
|
| © svejk | 2007. jún. 04. 14:52 | Válasz | #784 |
|
Ezt a videót Te
csináltad?
Mert azzal a nagy meredekségű orsóval és 10 dkg-os bohóccal nem nagy kunszt... Várom a további előnyöket.. |
|
| © Szobrász | 2007. jún. 04. 14:36 | Válasz | #783 |
|
egyet
|
|
| © Szobrász | 2007. jún. 04. 14:35 | Válasz | #782 |
|
Én csak eggyet tudok:
kezeli a Gecko G-rex 100-ast.
3900 ipm!!! Video |
|
| © svejk | 2007. jún. 04. 14:27 | Válasz | #781 |
|
Sziasztok!
Milyen nyomós érveket tudtok felhozni a mach3 mellett a mach2 ellen? Letöltöttem a legújabb mach3-at és például nem találom hol lehet beállítani a lassú jog sebességet (tehát shift nélkülit),"Gyári" kezelőfelület. A régebbi mach3-ban azt hiszem a diagnosztika képernyőn lehetett de az újnál ott sincs. |
|
| © svejk | 2007. jún. 03. 17:44 | Válasz | #780 |
|
Aha ,ezt felírom
magamnak :)
Köszi! |
|
|
|
2007. jún. 03. 17:41 | Válasz | #779 |
|
Mindig a "Release
LockDown"-al jelzett a stabilnak minősített verziók!
A "Development version Current " a legújabb, de még nem minősített stabilnak (fejlesztés alatti). Tehát, ha tuti kell az a LocDown, ha az újdonságot keresed akkor meg a Development... |
|
| © svejk | 2007. jún. 03. 17:35 | Válasz | #778 |
|
Bocsássátok meg
tudatlanságom ,de én nem igazán igazodok ki rajta ,hogy az ARTSOFT
honlapjáról melyik verziót töltsem le a mach3-ból.
Melyik a tuti? |
|
| © janko | 2007. jún. 02. 20:00 | Válasz | #777 |
|
Köszi Janko
|
|
|
|
2007. jún. 02. 18:56 | Válasz | #776 |
|
Config/HomingcLimits
panelen
a Reversed! |
|
| © janko | 2007. jún. 02. 18:52 | Válasz | #775 |
|
Tisztelet. Egy kis
segitség kellene.Én is építek
egy gépet.de csak három mikrókapcsolot szereltem a NCN-re. ezeket akarom referenciakapcsolónak használni.A X-Y tengely oké de a Z makacskodik. Ha beállítom a rendes irányt kézi irányítással akkor oké.De ha referenciát veszek a "Z" lefelé kezd indulni.a Z kapcsolot kézzel kapcsolva a többi tengely rendesen felveszi a referenciát. Mit és hol kell beállítanom,hogy a "Z"is jól működjön. Janko |
|
| © Bagoj | 2007. jún. 02. 17:39 | Válasz | #774 |
|
Akkor jó, köszönom.
|
|
|
|
2007. jún. 02. 17:09 | Válasz | #773 |
|
Ha hasonlót látsz, akkor
igen!
|
|
| © Bagoj | 2007. jún. 02. 17:00 | Válasz | #772 |
|
Köszi István,
átfutottam, bár nem volt elég idegem végigolvasni töviről hegyire.
Én is hasonló képeket kapok a driver teszttel, akkor ezekszerint ez
még simán tolerálható a motor által?
|
|
|
|
2007. jún. 02. 08:21 | Válasz | #771 |
|
Nem kell scope erre,
tanulmányozd a hozzá adott driver tesztet, az pont erre a mérésre
való! A Mach2 topicban ezt is rendesen kitárgyaltuk és több gép
teszt ábráját is belinkeltük (tanulságos)...
|
|
| © Bagoj | 2007. jún. 02. 02:06 | Válasz | #770 |
|
Sziasztok!
Gépem ugyan még nincs, de ez nem tart vissza, hogy nagy lelkesedéssel motort forgassak a Mach3-mal :) Következő jelenségre szeretnék magyarázatot kapni: 
Ezen egy szkóp ábra látható a mach3 által adott step jelről (2000step/s, active low). Amit próbálok érzékeltetni, az az, hogy egyes impulzusok néha kicsit arrébb vannak mint kell, ítt pont egy ugrást kaptam el azért látszanak mindkét helyen, de olyan fél másodperces gyakorisággal ugrálnak ide-oda. Ez normális? Nem zavar ez be a motor egyenletes járásába? (Gagyi képet tudtam csak csinálni, de azért az a difi elég jelentősnek tűnik élőben) |
|
| © olvaso | 2007. jún. 01. 21:22 | Válasz | #769 |
|
Köszönöm, ki fogom
próbálni!
|
|
|
|
2007. máj. 31. 17:13 | Válasz | #768 |
|
A Mach3 Change list
report-ban ez olvasható:
Two new commands M61Pxxxx sets the debounce interval to the value of P. Each count is approc 40us in debounce. M60Pn This is a wait for OEMTrigger input. If M60P1 is used, then the system will stop Processing Gcode lines until OEMTrigger#1 goes active. It is a simple trigger command, if the OEMSignal1 is already active, then the line is ignore, but user is warned on status line of the ignoring of the command A teljes lista itt: Mach3 fejlesztési történet.. |
|
| © olvaso | 2007. máj. 31. 04:37 | Válasz | #767 |
|
de ezt akkor csak kézzel
lehet?
|
|
| © Merkel Géza | 2007. máj. 30. 21:49 | Válasz | #766 |
|
Szia Olvasó!
Természetesen van. Output szignálnak hívják azt a jelet amelyet programból kiadhatsz és ha ahhoz megfelelő relés áramköröd van azzal mindenféle dolgokat vezérelhetsz. Pl. marómotor, hűtés, stb. ki és bekapcsolása. Mivel a MACH maráscentrikus szoftver, természetesen a vezérlő kódot (un. Mkód) ilyen dolgokhoz rendelték hozzá. Pl M03=marómotor előre, M04=marómotor hátra, M05=motor kikapcsolása, stb. Nézd meg az M kódok leírását. Ha ezeket az "utasításokat" Gkódű programodba beépíted, programozottan ki és bekapcsolgathatod reléidet. A programfutás átmeneti megszakítását pedig az M06 (szerszámcsere) utasítás kiadásával érheted el. Ekkor a progi csak akkor fut tovább ha a resetet feloldod. |
|
| © olvaso | 2007. máj. 30. 19:15 | Válasz | #765 |
|
Sziasztok! Van arra
lehetőség a Mach3-ban, hogy egy programsorhoz érkezve kapcsoljon egy
relét a kimeneten, és csak akkor folytatódjon a program futása, ha
egy bementen én kívülről adok neki jelet.
|
|
| © lorant | 2007. máj. 30. 10:40 | Válasz | #764 |
|
Koszi! Megpróbáljuk!
|
|
| © abit | 2007. máj. 30. 10:35 | Válasz | #763 |
|
Szia
Global setting- Allow Safe z Moves- pipálni!!! Üdv Abit |
|
| © lorant | 2007. máj. 30. 10:28 | Válasz | #762 |
|
Megint más nevében írok.
Egy barátomnak az a problémája, hogy a "futás 0-ára"-nál beindul az
X, Y tengely, de nem emeli fel elotte a Z-t, csak utána, a null pont
felett. Nekem nem volt ilyen problémám. Nem tudjátok, hol lehet a
bibi?
|
|
| © Maffia No.1. | 2007. máj. 27. 08:02 | Válasz | #761 |
|
csörögj.... megoldjuk

|
|
| © lorant | 2007. máj. 27. 07:59 | Válasz | #760 |
|
Van valakinek
tapasztalata a Backlash -al. Egy barátom átcsinálta a BF20-ast
CNC-re, de nem cserélte ki az orsókat, így van 0,4mm kotyogása.
|
|
| © samo | 2007. máj. 24. 22:25 | Válasz | #759 |
|
Ma kipróbáltam a
gépemet,három soros szöveget martam.Problémám,hogy a marás mélyebb
lett,mint ahogy a gkódban meg van írva.(0.2 helyett 0.7 mm)A z
tengely méröórával 0.05 belül mozog .
Más a lazycamban g90 abszolút van megadva mégis gkód generálásakor g91.1 jön ki mi lehet a gond? A lazyban melyik sorral kellene beállitani a a kezdeti majd végső mélységet,valamint a kiemelést?Kérlek válaszoljatok!köszi samo |
|
| © samo | 2007. máj. 20. 20:00 | Válasz | #758 |
|
Köszönöm a válaszokat,de
a fő problémám nem a lefúrási sebesség,hanem a fogási mélység és a
több menetes marás.Lazycamban ez megoldható,de én a mach
kezelőpanelén szeretnem vezérelni.Ez megoldható e vagy a betöltött
gkód a végleges,s csak annak változtatásával lehet a több menetes
marást megcsinálni?Más a tengelyek egyenes mozgásnál szépen
futnak,de a betük rajzolásánál nyikorognak(még csak papíron
ceruzával dolgozom)ez mechanikai hiba vagy előtolási gond e?
üdv samo ui más pr_t már nem szeretnék venni. |
|
| © Merkel Géza | 2007. máj. 20. 19:14 | Válasz | #757 |
|
Szia Samo!
Szerintem egyetlen Gkód generátor sem ...ja teli a programot különböző előtolás értékekkel. Általában az első aktív mozgásvezérlő utasítás (G01, G02, G03, stb) kiadásakor irnak be valamilyen értéket amely aztán valamennyi következő mozgásvezérlő utasításra vonatkozik. Természetesen ha a Z tengelyen történő un. lefúrás más sebességgel történik akkor a Gkódban 2 db előtolás érték szerepel. Egy a marásra egy pedig a lefúrásra. A kód pedig ezeket váltogatja. De még ebben az esetben is viszonylag egyszerűen lehet lecserélni az előtolás értékeket az EDITOR, vagy akár az MS WORKPAD un. "mass replace" funkciójával. A "jobb" progik (Pl. ARTCAM) azonban e kétféle előtolásérték megadását alapszinten a marószerszához kötik, melyeket azután még külön is felül lehet írni. Tehát ott e probléma lekezelése frappánsan megoldott. |
|
| © Rinaldo | 2007. máj. 19. 20:04 | Válasz | #756 |
|
A G-kód editorok egy
pillanat alatt lecserélnek akár 2000 előtolási adatot is de egyéb
dolgokat is tudnak.(CNCeditman 90napos,ATD Edit-hez meg található
....) de kereső számtalan hasonló progit talál.
|
|
| © samo | 2007. máj. 19. 14:26 | Válasz | #755 |
|
Ha a Lazycamban nem adok
meg előtolási adatokat,akkor automatikusan 60-at ír be.Kicsit
hosszadalmas lenne 2000 sornál ezeket kitörölni,van e más
lehetőség.Más a z irányú
(marási mélységek,ismétlés)mozgásokat szeretném a kezelő felületről vezérelni,van e rá mód?Sajnos nem tudok angolul,igy nehezen értem meg a Lazycamot,hogyan kell beállítani.nincs véletlenül valami leírás. üdv Samo |
|
|
|
2007. máj. 18. 06:42 | Válasz | #754 |
|
Ha a g-kódod tartalmaz
paneli adatokat (sebesség, maró fordulat, stb.), akkor az mindig a
G-kódban meghatározott lesz! Ha nem ezt szeretnéd, töröld a G-kódból
ezeket!
|
|
| © Arany János | 2007. máj. 18. 06:28 | Válasz | #753 |
|
Szia samo!
Futtatod a G-kódot és közben szeretnél az alkatrész alakján, méretén változtatni??? Van lehetőség kézi vezérlésre, de nem a kód futtatása közben. |
|
| © samo | 2007. máj. 17. 16:23 | Válasz | #752 |
|
Sziasztok, a Lazy
camban, melyik g vagy m kódot kell beütni, hogy a Mach3 kezelő
felületéről lehessen vezérelni a Z irányú mozgást és az X, Y
előtolást. Mert megírom a G kódot Machba visszahívva elindítom a
marási folyamatot és a G kód átírja a kezelőfelületre beírt
adatokat.
Üdv. Samo |
|
| © samo | 2007. máj. 17. 16:23 | Válasz | #752 |
|
Sziasztok, a Lazy
camban, melyik g vagy m kódot kell beütni, hogy a Mach3 kezelő
felületéről lehessen vezérelni a Z irányú mozgást és az X, Y
előtolást. Mert megírom a G kódot Machba visszahívva elindítom a
marási folyamatot és a G kód átírja a kezelőfelületre beírt
adatokat.
Üdv. Samo |
|
|
|
2007. máj. 11. 06:59 | Válasz | #751 |
|
Huuu! Ilyenről még nem
is hallottam! esetleg azt tudnám javasolni, hogy uninstal (total) és
a legújabb verziót újrarakni (C:-meghajtór)!
Fogalmam sincs mi lehet! A mostani xml file-t is töröld mert lehet, hogy a "jelenséget" átörökítené egy ujrarakás után is! |
|
| © doki1 | 2007. máj. 10. 20:31 | Válasz | #750 |
|
Vírus nincs.
Minden induláskor beállítom az értéket, beolvasom a g-kodot, elindítom. Minden rendben aztán leáll az x és z tengely, ekkor már tudom megválltozott az érték, ha nem csinálok semmit akkor is folyamatosan változik, mindig más számokra, csak ez semmi más! |
|
|
|
2007. máj. 10. 20:22 | Válasz | #749 |
|
Hát szerintem a file
dátumábol csak...
Nincs vírusod véletlenül? |
|
| © doki1 | 2007. máj. 10. 20:21 | Válasz | #748 |
|
Igen szabályosan. Azt
honnan lehet tudni menti-e az xmlt?
Menetközben is sokszor változik az érték így meg áll az x és z tengely. Az y meg dolgozik tovább. |
|
|
|
2007. máj. 10. 19:26 | Válasz | #747 |
|
Szabályosan lépsz ki a
progiból? (kilépéskor menti az xml filet)
|
|
|
|
2007. máj. 10. 19:26 | Válasz | #746 |
|
Hát ezt csak úgy lehetne
eldönteni, ha leszednéd a scanner drv-jét és tesztelnéd utána.
|
|
| © Merkel Géza | 2007. máj. 10. 19:23 | Válasz | #745 |
|
Sziasztok!
Mah3-al keményhabból alcsi öntéshez mintákat marok. Egy kontúr zsebmarása során észrevettem, hogy a Z tengelyem egyet egyet "ciccen" annak ellenére, hogy a Gkód szerint egy Z "fogásvétel" után csak az X ill. Y tengelyeknek kellene mozogni. Mikor aztán a zsebmarás befejezése után a gép körbemarja a kontúrt a Z tengely "ciccenései" miatt néhány tizedes "vályú" keletkezik a kontúr vonalában. Mit tippeltek? Ez mechanikai vagy SW hiba? Én arra gondolok, hogy a gépre installált szkenner drivere zavarhat be. A Z tengelyem ui. nem túl nehéz. Max 5 kiló, 2 mm-es menetes szár és a motoráram fele fogja. Azaz magától nem jöhetne lejjebb. |
|
| © doki1 | 2007. máj. 10. 16:22 | Válasz | #744 |
|
Talákozott már valaki
azzal a problémával, hogy a mach3-ban config:-Ports and Pings-Motor
Outputs-on belül X Axis: Step Pin# beállított érték állandóan
változik, úgymond magától.
Miként lehet ezt megszüntetni? |
|
| © Rinaldo | 2007. máj. 08. 09:47 | Válasz | #743 |
|
No igen... érdekes A
precisiont jó lenne tudni mitől az?
|
|
| © Citroen | 2007. máj. 07. 20:37 | Válasz | #742 |
|
Köszönöm a segítséget :)
|
|
|
|
2007. máj. 07. 17:57 | Válasz | #741 |
|
Én nem teszteltem, de
külön topicja van a témának!
|
|
| © D.Laci | 2007. máj. 07. 17:55 | Válasz | #740 |
|
Nálam nem volt semi
probléma.
|
|
|
|
2007. máj. 07. 17:55 | Válasz | #739 |
|
Találtam a letöltések
legalján néhány speckó verziójú Mach3-ast, sajnos info nélkül...
|
|
|
|
2007. máj. 07. 17:50 | Válasz | #738 |
|
Úgy látom Vista
használata esetén van egy kis probléma a Mach3 telepítésénél, de már
ezt is megoldották!
Egy reg file telepítésével... |
|
|
|
2007. máj. 07. 06:51 | Válasz | #737 |
|
A doksi sajnos erősen
elavult (a Mach3 folyton fejlődik)! Próbáld kikövetkeztetni az
eltéréseket (az inportnál van lényeges difi)!
4D-re ott a baloldali menük között egy lehetséges megoldás (4D habvágás)! |
|
| © Citroen | 2007. máj. 06. 22:15 | Válasz | #736 |
|
Sziasztok.
Most ismerkedem a CNC-vel ezért elnézést ha butaságot kérdezek. Letöltöttem a Mach3-at és a magyar nyelvű doksit, de a kettő nem ugyanaz, teljesen más képek vannak a doksiban mint a programban. Nem jó doksit töltöttem le? Gondolkodom azon, hogy a mach3-al meg lehet-e oldani at, hogy ha pld az x tengelyen 2db motor van azok különböző sebességgel mozogjanak? Pld habvágásnál lehet erre szükség ha szárnyprofilt akar kivágni vele valaki, ahol a szárnyvég rövidebb mint a szárnytő. A másik kérdésem az lenne, hogy létezik-e magyar verzió a Mac3Mill-ből? |
|
|
|
2007. máj. 06. 10:55 | Válasz | #735 |
|
Nyitottam egy új
topic-ot a projecnek, oda várnék minden érdeklődőt!
Sasi, kérlek írjál a témáról egy kicsit! |
|
|
|
2007. máj. 06. 10:52 | Válasz | #734 |
|
Szerintem, ha már lesz
kb. ára a fordításnak és leszünk jópáran, akkor látszik a fejenkénti
költség!
Én is max. kb. 5000 Ft-ig állom! |
|
| © Fehér Viktor | 2007. máj. 06. 10:44 | Válasz | #733 |
|
Hahó, én be szállok. Ha
megfelelő lesz a ráta.
|
|
|
|
2007. máj. 06. 10:35 | Válasz | #732 |
|
A Mach3 Turn leírás
Magyarúl senkit sem érdekelne? Ismét fordításra befektetőket
toborzunk (sasi vezetésével)!
Egyszer már végig vittünk egy ilyen nagyszabású projectet... |
|
| © samo | 2007. máj. 03. 16:56 | Válasz | #731 |
|
Szia Fraser!Bocs,hogy
megint írok.Kérdésem,regisztrált mach-od van e?,mert nekem még nem
és továbbra is fenn áll a hiba.Hiába állítom át inh/mm-t nem jegyzi
meg.(lehet,hogy nem regisztrált azért?)corelban a hpgl unitot 1016
helyet 1000-re állítom,igy vissza importálva méret helyes marad.Az
"y" -t hogy kell beállítani,hogy negativ irányba induljon,mert
mindig ütközik.előre is köszi a választ. samo
|
|
| © tatai | 2007. ápr. 30. 22:16 | Válasz | #730 |
|
Engem érdekel. (én már
felvetettem korábban) Szerintem leszünk rá egypáran,
összedobhatnánk. Próbáld meg kikalkulálni, hogy mennyibe kerülne
személyenként.
Üdv: TT |
|
| © sasi | 2007. ápr. 30. 19:31 | Válasz | #729 |
|
A Mach3 Turn kézikönyvének fordításához „befektetőket” keresek! A fordítás szeptemberre várható, ha elegen leszünk. Várom az érdeklődők leveleit. Üdv sasi |
|
| © Merkel Géza | 2007. ápr. 25. 20:30 | Válasz | #728 |
|
Szia Szobrász! Egy paralel port használata esetén sajna csak max csak 5 db végálláskapcsolót köthetsz be. Így aztán filózhatsz, hogy azokat hogyan osztod el a tengelyek között. Általában 4 tengely végállást és egy db. vészkapcsolót szoktak beiktatni mégpedig úgy, hogy egy adott tengely két végéhez tartozó két kapcsolót egy közös pin-re kötik. Párhuzamosan, vagy sorosan a vezérlő elvárásainak megfelelően. István Profi1 vezérlőjéhez leközölt 5+5 I/O feltét pl. normál esetben nyitott kapcsolókat kér. Ezért itt az adott tengely két végálláskapcsolóját párhuzamosan kell kötni. Bármelyik kapcsoló földrezárása kiváltja a MACH3-al futtatott GKÓD leállítását. Nekem van egy 4 tengelyes német vezérlőm is, amelynél egymással sorban kötött normál zárt kapcsolókat kell használni. Itt a programmegszakítást valamelyik kapcsoló nyitása indítja be. Mivel a MACH3 nem igazán intelligens, valamennyi kapcsolóra hasonlóképpen reagál. Azaz egy emergency stop szituáció lép fel bármelyik kapcsoló aktiválása esetén. Valójában nem is tudja ez a vezérlőprogram, hogy melyik végálláson keresztül történt a megszakítás. Ezért aztán akár valamennyi végálláskapcsolódat egy hurokba is kötheted. Más a helyzet a PROFI1-hez direktben kötött kapcsolókkal. István mikroprogramja ui. egy adott tengely vonatkozásában korrektül lekezeli a két végállást. Azaz ha az egyik irányba elakadtál, a tengelyt azért az ellenkező irányba még mozgathatod. Sajnos erről azonban a MACH3 semmit sem tud, ezért az a GKÓdot tovább futtatja. A MACH3 az összes bemeneti ill. kimeneti oldalon TTL szintű (5V ill. 0 V) jeleket fogad. Egyébként a kapcsolóid jónak látszanak. Tanácsolom azonban, hogy nagy géphez robusztusabb kapcsolót használj. | |
| © Szobrász | 2007. ápr. 21. 15:41 | Válasz | #727 |
|
Sziasztok! Kérdésem lenne, hogy mik a Mach3 követelései a végálláskapcsolókkal szemben? Melyiket szereti? 5V? ... Stb.??? Ezek jók lehetnek??? Ti hányat használtok tengelyenként? (Elvileg 2 + 1 referenciának.) Használtok ti külön referencia kapcsolót? | |
| 2007. ápr. 16. 18:29 | Válasz | #726 | |
|
Mach3 -> confi -> select native units
| |
| © samo | 2007. ápr. 15. 19:54 | Válasz | #725 |
|
Szia Fraser! Hol állítottad át az inch/mm-t,a lazycamban,vagy a mach3-ban?A lazycamban semmilyen beálliási lehetőséget nem látok,csak file,wiew és help van a menűsorban,valamint az ikonok baloldalt.köszi a választ.samo | |
| 2007. ápr. 13. 17:36 | Válasz | #724 | |
|
Szia samo Nekem is előjött ez a probléma A menűben ahol Inch/mm lehet váltani én átállítottam inchre aztán vissza mm-be. Ettől kezdve oké volt.Olyan mintha eldobta volna a beállított értéket. | |
| 2007. ápr. 13. 13:07 | Válasz | #723 | |
|
Értem, de nem tudom mi az oka! Ha regisztrált a Mach-od, jelezd a problémát az Arto-nak! | |
| © samo | 2007. ápr. 13. 10:29 | Válasz | #722 |
|
1, corel 60x60 mm négyzet,export hpgl
2, mach3 lazycam import 60x60 3, selected layer itt még mm a stock size már inch extens is inch 4, "0"pont eltolás layer kijelölve reset origin to ... a négyzet bal alsó sarkában megjelenő kört felfelé mozgatva ezt írja ki "MachManip Application hibát észlel ezért leáll küldjön e értesítést a microsoftnak?" (a procim 2000 celeron, 1 giga memória (#720)) | |
| © lorant | 2007. ápr. 13. 09:05 | Válasz | #721 |
|
Nem tudom ugyan az-e a problémád, mint
nekem volt. Amikor a LazyCam-ban tovább toltam a 0-pontot, lefagyott a
progi. Az okára nem jottem rá, de 4 PC-bol 2-on mukodott. Azt vettem
észre, hogy csak a gyengébb prociknál (1600 MHz alatt)fagy le.
Gondolom, sokat nem segítettem, de próbáld meg valami erosebb PC-n. | |
| 2007. ápr. 13. 07:59 | Válasz | #720 | |
|
A 25.4-szeres eltérés egyértelműen a két
rendszer mértékegység beli (inch-mm) difijére utal! Rakd közös nevezőre
őket, vagy használj csak inchet! A 0-pont eltolásos gondodat nem értem! Ezt mivel végzed és hogyan (írd le)?! | |
| © samo | 2007. ápr. 13. 07:49 | Válasz | #719 |
|
Bocsi már megint írok.Ugyanaz a
problémám,mint Trampnak,(#711)az eltérés 25.4-szeres.Fogalmam sincs,hogy
mit kéne csinálnom.Olvasgatom a topicat,de érdemleges válaszokat nemigen
találok.A gkódot machba épített lazycammal csínáltam.Más,a lazycam a 0
pont eltoláskor nálam is hibát ír ki,majd kilép.kiküszöbölhető e.A 0 pont
eltolás jó lenne,mert az y tengely mindig pozitív irányba mozdul el és igy
ütközik a a tengelyvéggel.előre is köszi a választ samo
| |
| 2007. márc. 26. 06:35 | Válasz | #718 | |
|
Köszi! Eddig ingyenes volt minden update a regisztrált felhasználóknak. | |
| © Bertalan | 2007. márc. 25. 22:13 | Válasz | #717 |
|
Itt olvasható róla bővebben:
http://www.artsoftcontrols.com/forum/index.php?topic=2000.0
| |
| © Bertalan | 2007. márc. 25. 22:10 | Válasz | #716 |
|
Quantum will someday be the next mach3...
It will need a new license file and should not cost to much to upgrade.
A Quantum lesz a Mach3 folytatása...új licence fájl kell hozzá, remélhetőleg nem lesz túl drága az upgrade. | |
| 2007. márc. 25. 19:01 | Válasz | #715 | |
|
Mi az a Quantum Development Version D2..000
? Néztétek? | |
| © Fehér Viktor | 2007. márc. 22. 13:43 | Válasz | #714 |
|
Hli. A leggyakorib hiba a kottyanás, és a kuplung csúszás. Ha kottyanás van a Mach-ban kompenzálhatod. | |
| © UnitedParcelService | 2007. márc. 22. 11:34 | Válasz | #713 |
|
Szép reggelt a kedves egybegyűlteknek!
Némi gondom van új gépem beállításával, segítséget kérek. A letölthető tesztek közül próbáltam a 60x60-as négyzetet lefuttatni (átlókkal és a bene lévő körrel). A kör két oldalát eléggé lelapítja, és az egyik átló megkezdésekor is egycsúszik egy millimétert, így a metszéspont sem stimmel. Bármi ötlet? | |
| 2007. márc. 15. 07:42 | Válasz | #712 | |
|
Nem Inch és mm diffi van véletlenül? Nézd
meg az eltérés mértékét, ha 25.4×-es, akkor az van! | |
| 2007. márc. 14. 21:46 | Válasz | #711 | |
|
Sziasztok! Felraktam a Mach3-at de valami oknál fogva nemrajzolja ki a bevitt g-kodot. Vagyis valami nagyon miniatürbe de semmit nemlátok belőle. Mi lehet a gond? | |
| © psychobilly | 2007. márc. 10. 01:20 | Válasz | #710 |
|
Hi! Sajnos ez nem ilyen egyszerű. :( A "Ports and Pins"/input fülnél ha van mondjuk egy bemeneted akkor azt tudod "Emulálni" egy billentyűvel. Te az I betüvel emulálod azt a bemenetet amire a kapcsolót kötötted de ettől még nem fog a Cycle Start működni. Erre egyébként az OEM kódokat szokták használni azzal viszont nem lehet a Mach3-at közvetlenül vezérelni, így tehát a Cycle Startnak sincs OEM-kódja :( Az input fülön vannak az OEM trig #1..15, ide beállítod az LPT bemenetét és a System Hotkeys menüben ezekhez a "Triggerekhez" lehet hozzárendelni a különböző OEM kódokat. Ezek megtalálhatók a Mach Customizing.pdf -jében egy szép nagy táblázatban. A cycle startot meg valahogy egy USB-s joystick-al vagy egy szátszedett billentyűzettel lehetne megcsinálni. A keygrabber nevű progival pedig különböző betűket rendelhetsz egy joystick gombjához. Itt egyébként akár túlhajtást is lehet vezérelni egy Axis-al meg minden, szóval szép kis CNC vezérlő konzolt lehetne csinálni. Üdv.: Psychobilly | |
| 2007. márc. 09. 20:29 | Válasz | #709 | |
|
Szervusztok ! Szia Laci ! Mai este kinlodtam a CYCLE Start gomb kihozatallal es fel sikert ertem el. Amit leirtal az felig meddig mukodik is. Mach3screen.exe -vel bekonfigotam az I beture a Cycle Startot es erre kaptam egy 73 szamot. Elmenttem a Fajlt es betoltottem, a Mach3-ban. Ha megnyomom az I betut akkor minden gond nélkul elindul a (CYCLE START) program . Bementem a PORT & PIN bealliatsaban es ott az Inputban beallitottam hogy a 11-es Inputon fogom vezerelni es hozza rendeltem a HOT Key-t az I betuhoz ami 73 a szama. Diagnosztikan latom hogy ha nyomogombot nyomkodom akkor villog a led, ezek szerint jol kotottem az INPUT-ot. Szerinted, szerintetek mit csinalok rosszul ? Koszonom az eddigi segitsegeteket is ! | |
| © D.Laci | 2007. márc. 09. 08:09 | Válasz | #708 |
|
Helló! Kifejtenéd egy kicsit bövebben hogy mit k.rtakel??? "A válsz, ragd fel és rájössz" az ilyen idétlen vállaszokat melőzük....azért van a fórum hogy egymést segitsük, észrevételeinket tapasztalatainkat megoszúk egymással. Te milyen vezérlő progit használsz? A gépjeidhez mit ajánlasz? | |
| © tomasz | 2007. márc. 08. 21:07 | Válasz | #707 |
|
http://www.speakeasy.net/speedtest
Mér bejovo es elmeno sebesseget is. Raadasul kulfoldi(amerikai) vegcellal, igy jobb kepet lehet kapni a szolgaltatas minosegerol | |
| 2007. márc. 07. 17:32 | Válasz | #706 | |
|
Igen annyi mert a netem feloltese az
(kifele) 512Kbit/s fel megas. Internet javitasra van csinalva, mert internet szolgaltatast is csinalok. Es ezert javitasi celbol belso hallozatra keszult. a felhasznalok 384Kbit/s kapnak. Ezt meg tudom merni. :) | |
| © D.Laci | 2007. márc. 07. 17:18 | Válasz | #705 |
|
Nincs mit! A weblapodon a sebességméröt nézd meg, a 8megás netemet bemérte félmegásnak:( | |
| 2007. márc. 07. 17:08 | Válasz | #704 | |
|
U a mindenet, igazad van ! Köszönöm  | |
| © D.Laci | 2007. márc. 07. 15:48 | Válasz | #703 |
|
Indisdel a Mach3screen.exe-t, aban tudsz a
gombokhoz gyorsbilentyüt hozzáadni.
| |
| 2007. márc. 07. 15:02 | Válasz | #702 | |
|
Szia Laci ! Koszonom hogy ezeket leirtad, csak 1 dologot nem igazan ertek ezzel kapcsolatban. Hol tudom en a CYCLE START-ot hozzarendelni a gyorsbillentyukhoz. Elore is koszonom. | |
| © D.Laci | 2007. márc. 07. 08:48 | Válasz | #701 |
|
1. Vezeték nélküli bilentyüzet. Gyors bilentyüket beálitod... 2. Gyors bilentyüket beálitod... Input signals-ban van 4 szabad input azt bekonfigolod hogy melyik portra teted a kapcsolót. és megadod hogy melyik gyorsbilebtyüt helyetesiti. | |
| © lovas gyula | 2007. márc. 06. 20:59 | Válasz | #700 |
|
Itt jöhet a képbe az amerikai ugróegér ha
jól emlékszem képes 19" ugrásokra csak a megfelelő szoftverel kell
felvértezni.A baj csak akkor van ha a monitorunk 21" vagy annál nagyobb,
itt már csak a fittnes Norbi segithet.
| |
| © lovas gyula | 2007. márc. 06. 20:49 | Válasz | #699 |
|
Igen, azt nem tettem hozzá, hogy ez béta
verzió és a finomitásán még dolgozom, mondjuk úgy április 1 ig
| |
| © Imi | 2007. márc. 06. 20:37 | Válasz | #698 |
|
Ez tényleg jó megoldás, csak sok egér
legyen a házban. Vagy sokáig ne kapcsold ki a gépet,mert akkor újra a
képernyő közepén jelenik meg a kurzor. Na ilyenkor jöhet a következő egér!
| |
| © lovas gyula | 2007. márc. 06. 20:17 | Válasz | #697 |
|
"pozicionálj" | |
| © lovas gyula | 2007. márc. 06. 20:16 | Válasz | #696 |
|
Alternativ megoldásnak tanácsolom, hogy egy
golyós egeret pzicionálj a start gombra utánna távolitsd el a golyót, majd
pillanat ragasztóval rögzitsd az encoder tengelyeket.Miután az összes
felesleges gombtól görditötöl lepusztitottad akár lábpedálként is
használhatod.Ez olyan április 1 megoldás, de igazi "börtönmegoldás"
| |
| 2007. márc. 06. 18:56 | Válasz | #695 | |
|
Gyorsbillentyu kombinacio miert nem jo
billentyuzetrol? | |
| 2007. márc. 06. 17:50 | Válasz | #694 | |
|
Sziasztok ! Tudja-e valaki hogy hogyan lehe(t)ne megcsinalni azt hogy a MACH3 Program Start gombjat kihozni egy sima nyomogombra hogy ne kelljen az egerrel vadaszni a START-ot a kepernyon. Gondolok en arra hogy sorozatgyartasnal nem igazan jo hogy egeret kell egyfolytaban fogni. Elore is koszonom a segitsegeket es otleteteket. | |
| 2007. márc. 05. 19:44 | Válasz | #693 | |
|
Kérdez rá az Artonál! Tőlük úgysem tudja
jobban senki! | |
| © D.Laci | 2007. márc. 05. 19:34 | Válasz | #692 |
|
Más fórumokon (cnczone stb.) megemlitik,
hogy müködik, de semi érdemlegeset nem emlitenek. Kézikönyvben meg még anyitsem irnak... | |
| © Lakatos | 2007. márc. 05. 19:15 | Válasz | #691 |
|
Szerintem nem kompenzál az semmit.Csak egy
visszajelző funkció. | |
| 2007. márc. 05. 15:40 | Válasz | #690 | |
|
Szerény véleményem a Mach3-at el-kur.ák.
Mielött megkérdeznék hogy mit?... A válsz, ragd fel és rájössz:) | |
| © D.Laci | 2007. márc. 05. 11:55 | Válasz | #689 |
|
Valaki használta már a Mach encoderes
kompenzációját? Az encoder jelét szépen fogadja de nem kompenzál. A
screwmapping opciót sem sikerült még megfejtenem. Hol kel beállitani hogy melyik encoder melyik tengelyhez való? | |
| © lorant | 2007. feb. 28. 10:36 | Válasz | #688 |
|
magán mail ment | |
| © Tibor45 | 2007. feb. 28. 08:58 | Válasz | #687 |
|
ok. Dobj magánban egy levelet, arra
visszaküldök egy saját fejlesztésű tesztprogramot. A levélben légyszi írd meg a printer port kiosztásodat (x, y, z step dir bekötést), a géped felbontását (X mm/1 step). A progihoz DOS kell, de nem Win. alatt. Gondolom ez nem lesz gond. | |
| © lorant | 2007. feb. 28. 08:47 | Válasz | #686 |
|
Letoltottem, megnéztem...háát ehez inkább
nem fognék hozzá, ha nem muszáj | |
| © lorant | 2007. feb. 28. 08:39 | Válasz | #685 |
|
Azt még nem próbáltam, megnézem, hogy be
tudom-e állítani. | |
| © Tibor45 | 2007. feb. 28. 08:37 | Válasz | #684 |
|
Hát így nehéz lesz .... Van akkor még egy
további ötletem: TurboCNC-vel tegyél egy ellenpróbát, ott is ugyanez a jelenség? | |
| © lorant | 2007. feb. 28. 08:22 | Válasz | #683 |
|
...ja, csak én nem tudom, hogy eszik-e,
vagy iszák a dolgot... | |
| © lorant | 2007. feb. 28. 08:20 | Válasz | #682 |
|
Ugyanaz a Mach-om van mint mindenkinek,
viszont senkinek sem volt még ilyen problémája. A 2.0.035-os verzióm van,
most toltottem le a 2.00.050-est. Ez a legújabb, ha jól látom. De már
mindegyik verzióval ki lett próbálva. 3 PC-t is próbáltam már. Érdekes,
hogy még csak nem is hallottam senkitol sem ilyen dolgot. Megpróbálhatom a
Mach2 is, de megint ujból kínlódani a progival... | |
| © Tibor45 | 2007. feb. 28. 08:16 | Válasz | #681 |
|
Biztos van a környéken olyan ismerős,
szervíz, aki kölcsön ad ilyet. Ha Bp. környékén jársz, én is szívesen kimérném Neked. De az is lehet, hogy Te összedobsz sajátkezűleg akár csak egy 1 digites kijelzővel egy ilyen áramkört, és eltérés mérésre az is alkalmas. | |
| 2007. feb. 28. 08:14 | Válasz | #680 | |
|
Valamint megpróbálhatod a lineáris
kompenzációt az orsó térképnél! | |
| 2007. feb. 28. 08:12 | Válasz | #679 | |
|
Frissítsd ha lehet (mindig javítgatnak
valamit)! Valamint rakd fel mellé a régi Mach2-őt és teszteld azon is
(hátha...)! | |
| © lorant | 2007. feb. 28. 08:04 | Válasz | #678 |
|
Koszi, de olyat honnan vegyek?
| |
| © Tibor45 | 2007. feb. 28. 08:02 | Válasz | #677 |
|
Szia Lóránt! Kössél egy digitális impulzus számlálót az X és Y step port kimenetekre. Ezen mérés eldönti, hol a hiba. | |
| © lorant | 2007. feb. 28. 07:48 | Válasz | #676 |
|
Megpróbálom, hátha tud valaki valami
okosat... Még mindig ugyanaz a problémám. A ha a Mach-ban a STEPS pl.100-ra van állítva (16x4 tr.orsó), 400mm-nél (mindegy melyik tengelyen, nagy tolómércével mértem) pontos a gép. De ha csak 100mm-t adok rá, 1mm-rel tobb, tehát 101-et mozdul. Még ráteszek 100mm-t, akkor már csak 200,6mm, még 100mm, akkor 300,4mm, még +100mm, akkor már pontos 400mm. A géppel nincs baj, minden teszt pontos rajta, olyat marok, ahol 300.000 operációt végez el és mindig pontosan visszaáll nullára. Ez egy kicsit idegesíto, mert ha pl. ki kell vágnom egy 500x500-as és egy 100x100-as négyzetet, az egyik pontos, a másik nem. 
| |
| 2007. feb. 25. 12:14 | Válasz | #675 | |
|
Csináljál! Én is csináltam speckó 4
tengelyest habvágókhoz! Egyszerű! | |
| © Varga István | 2007. feb. 25. 11:14 | Válasz | #674 |
|
Sziasztok! Valaki már töltött le 6 tengelyes felületet a Mach-hoz? Nekem nem sikerült. Talán tudtok segíteni! | |
| 2007. feb. 25. 10:24 | Válasz | #673 | |
|
Érdekes lehetőségek vannak az új Mach3
flash képernyőiben, meg úgy látom kezdik támogatni a habvágósokat is (már
van valami fűtés szabályzási funkció)! Sajnos a Magyar leírásunk kezd
egyre jobban lemaradni... | |
| © tyutyi | 2007. feb. 24. 22:24 | Válasz | #672 |
|
Akkor nincs gond :) | |
| 2007. feb. 24. 18:23 | Válasz | #671 | |
|
Azt mondták legális! | |
| © tyutyi | 2007. feb. 24. 14:12 | Válasz | #670 |
|
Ok, akkor megnyugodtam  Picit furcsa volt, hogy nem MACH3 volt a címsorban és a weblapjukon sem említik, hogy a MACH-ot használják, hanem sajátjuként mutatják be. Ha az ARTofCNC engedélyével megy, akkor rendben is van. Csak kicsit már fusztrál ez a nagy másolósdi. | |
| 2007. feb. 24. 07:29 | Válasz | #669 | |
|
Teljesen legálisan csinálják (az Art of CNC
megerősítette). | |
| © tyutyi | 2007. feb. 23. 16:39 | Válasz | #668 |
|
OK! Kíváncsian várom a véleményüket..
| |
| 2007. feb. 23. 16:36 | Válasz | #667 | |
|
Köszi! Töröltem! Megadom az Art of CNC-nek, véleményezze! | |
| © tyutyi | 2007. feb. 23. 13:56 | Válasz | #664 |
|
Ezt figyeljétek, a kínaiak a MAC-et is
ellopták:  A weboldalon a saját programjukként mutatják be és figyeljétek a címsort!! | |
| © Arany János | 2007. feb. 16. 18:02 | Válasz | #663 |
|
Sziasztok! "mindenkinek a saját gyereke..." Összeraktam egy saját képernyőt, de szeretnék hozzá egy parancsikont is! Van-e erre lehetőségem? | |
| © Nzozi | 2007. feb. 13. 07:28 | Válasz | #662 |
|
Nem, 9000 párszáz a 100%. A motorok
egyébként 6.4Nm motorok melyek unipolárisan vannak hajtva-> 4.57Nm, H1
vezérlővel. Az orsó emelkedése 2mm, ha jól emlékszem!
| |
| © Nagy Zoltán | 2007. feb. 13. 06:53 | Válasz | #661 |
|
Kicsit soknak tünik a 6000, persze attól
függ milyen motorod van és milyen emelkedésű orsót használsz. Kézi
mozgatásnál 100%-on van? | |
| © Nzozi | 2007. feb. 12. 14:36 | Válasz | #660 |
|
Köszöntem a választ, bár csak nem látom a
sorokban a megoldást. Tehát, Én már korábban beállítottam azt a sebességet
amivel kézi mozgásban jól megy a masina(a Velocity-m 6000mm/perc). Akkor
van baj csupán, ha alaphelyzetbe akarom vinni. Várjunk csak, lehet hogy a
megidítással van probléma? Aha, szóval próbálgassam a accel-t?
| |
| © Nagy Zoltán | 2007. feb. 12. 14:01 | Válasz | #659 |
|
Bocsi, bal oldalon | |
| © Nagy Zoltán | 2007. feb. 12. 14:00 | Válasz | #658 |
|
Szia Druszám! Config>Motor tuning A jobb oldali menüben olvashatsz róla részletesebben | |
| © Nzozi | 2007. feb. 12. 07:54 | Válasz | #657 |
|
Sziasztok! Tudja valaki, hogy hol tudom Mach3- ban beállítani azt a sebességet, amivel a motorok mennek, mikor alaphelyzetbe (0.0.0 kord. pontba)állítom őket. Max sebességgel szeretnének kezdőpontba állni, és ezt a motorok nem bírják. Előre is köszönöm! | |
| © D.Laci | 2007. feb. 11. 16:37 | Válasz | #656 |
|
Ujra telepitettem a Mach-ot. és mopst már
az egy réssel szépen vissza állé a menetbe. menet De a 4 résses még nem müködik, bár már ezzelis megelégszem. Köszi a segitséget. | |
| © Lakatos | 2007. feb. 11. 15:23 | Válasz | #655 |
|
Akkor nem sok ötletem maradt,a 4résesnél
valami timer időzítést kell ba...gatni,hogy jól müködjön.Én még nagyon
sokára fogok eljutni odáig,hogy neki álljak az eszterga építésnek.De ha
csinálom mindenképpen jeladósra akarom,mert lényeges a menetvágás is.
| |
| © D.Laci | 2007. feb. 11. 12:59 | Válasz | #654 |
|
igen | |
| © Lakatos | 2007. feb. 11. 10:37 | Válasz | #653 |
|
ok.a spindle setupban a speciális
funkciókban is kipipáltad a szinkronizálást? | |
| © D.Laci | 2007. feb. 11. 10:33 | Válasz | #652 |
|
"1 réssel nem állt vissza." Igen kivan pipálva. | |
| © Lakatos | 2007. feb. 11. 10:08 | Válasz | #651 |
|
Az index ki van pipálva?
| |
| © D.Laci | 2007. feb. 11. 10:05 | Válasz | #650 |
|
Igy igaz. Sajnos nem ugyanonnan kezdi a
menetet ujra... | |
| © Lakatos | 2007. feb. 11. 09:18 | Válasz | #649 |
|
Hogy érted,hogy nem áll vissza?Nem
ugyanonan kezdi a menetet újra? | |
| © D.Laci | 2007. feb. 10. 17:09 | Válasz | #648 |
|
1 réssel nem állt vissza. Ezért kellene a 4
réses de annál kicsit máskép kell.Elvileg kel egy nagyobb rés ami a másik
3-tol 1.5szer nagyobb, de igy meg 4szer akora fordulatot számol, meg nem
stabil... | |
| © Lakatos | 2007. feb. 10. 16:52 | Válasz | #647 |
|
Szerintem simán 90 fokonként kell a rés.De
miért ne lenne elég 1 rés?Menetvágáshoz ha egy bekezdésű menetet akarsz
készíteni szerintem elég egy is. | |
| © D.Laci | 2007. feb. 10. 16:36 | Válasz | #646 |
|
A Mach3-ban van olyan lehetőség hogy a
Spindlére (fóorsóra) szereljünk egy tárcsát (1 és 4 réssel lehet). A kérdés hogyn kell elkésziteni a 4 réses tárcsát és hogyan kell calibráltatni, ill mik a beállitások? | |
| 2007. feb. 07. 20:05 | Válasz | #645 | |
|
Mindig a legujjabb! | |
| © tatai | 2007. feb. 07. 18:13 | Válasz | #644 |
|
Sziasztok! Melyik Mach3-at érdemes felrakni? Az 1.84-et vagy a 2.00 -át. Nektek melyik váltbe igazán? Kössz. | |
| © Arany János | 2007. jan. 31. 16:36 | Válasz | #643 |
|
Sziasztok! Még egy nagyon "okos" kérdés: G91 után meglehet-e hívni M98-cal a LazyCam által készített kódot? Nekem mindíg "szétesik". | |
| © lorant | 2007. jan. 31. 10:07 | Válasz | #642 |
|
Ok! Koszi! | |
| © Messer | 2007. jan. 30. 17:52 | Válasz | #641 |
|
Szia Lorant! Nálam Saitek vezetéknélküli game paddal működik. A Mach-ban tetszőleges billentyűhöz rendelheted a tengelymozgatásokat. A game pad progijában kell beállítani,hogy melyik gomb melyik billentyű lenyomását szimulálja.A game padon beállítottnak egyeznie kell a Mach-ban beállítottal. Ha így teszel akkor működnie kell. (hacsak nem hibás az a Mach verzió amin próbálod) | |
| © Fehér Viktor | 2007. jan. 30. 17:05 | Válasz | #640 |
|
Nekem sem működött több funkció.
| |
| © lorant | 2007. jan. 30. 15:43 | Válasz | #639 |
|
Próbálta már valaki gamepad-al vezérelni a
Mach-ot? Két tengelynél nincs problémám, de sehol nem találok olyan
funkciót, hogy a nyomógombokkal vezérelném még plusz a harmadikat, esetleg
E-STOP, stb! 
| |
| © Arany János | 2007. jan. 29. 18:49 | Válasz | #638 |
|
Ennél érthetőbb nem is lehetne! Köszönöm!
| |
| © Arany János | 2007. jan. 29. 16:27 | Válasz | #637 |
|
Köszönöm Géza! Mindjárt kipróbálom!
| |
| © Merkel Géza | 2007. jan. 28. 20:55 | Válasz | #636 |
|
Elnézést a G90-et írd a Gkód az elejére,
hogy a progi visszaálljon az abszolút koordinátára
| |
| © Merkel Géza | 2007. jan. 28. 20:53 | Válasz | #635 |
|
Szia János! Írd be pl. a következőket: G0 X0 Y0 G90 G1 X100 Y100 F400 (45 fokban megy a 100,100 pontba) G91 G1 X-20 (Az X-el visszalép 20 mmtert) G1 Y-20 (Az Y-an visszalép 20 mmtert) M30 (vége) Csináld meg ezt a próbát G91 nélkül. Meglátod, hogy ekkor nem a már elért ponttól való visszalépés, hanem a megadott végpontba való "utazás" történik | |
| © Arany János | 2007. jan. 28. 09:11 | Válasz | #634 |
|
Szép napot mindenkinek! Tudna esetleg Valaki egy példát a G91 (növekményes méretmegadás) alkalmazására a Mach-ban? Nem boldogulok vele sehogyan sem! | |
| 2007. jan. 26. 07:12 | Válasz | #633 | |
|
Ez tényleg érdekes! | |
| © Szám Attila | 2007. jan. 25. 23:57 | Válasz | #632 |
|
egy érdekes észrevétel: A Corel 12-ből exportált DXF filet a LazyCam soha nem olvassa be, de ha az exportált file-t egy másik programmal (pl.: OneCNC) importálom, majd exportálom ugyanúgy DXF-be, akkor már működik is! | |
| © janco | 2007. jan. 18. 08:35 | Válasz | #631 |
|
Karcsinak. Ezt neked kell megmondani nenyiért érdemes neked vele foglalkozni. kb 50 oldal - 5000,-Sk ? szakkifelyazésekkel segítek. | |
| 2007. jan. 18. 06:42 | Válasz | #630 | |
|
Külső file-t még nem hívtam, így sajnos nem
tudom (a support pdf-ek között a Customizing.pdf) írja le a pontos hívásokat!
| |
| © Merkel Géza | 2007. jan. 17. 22:13 | Válasz | #629 |
|
Kösz István! Így tökéletesen megy. Nem tudom, hogy a szubrutinhívás formája miért különbözik ennyire a különböző NC vezérlő szoftverekben. Azt is tudod, hogy szubrutin fájl hívásának mi a formátuma? Én próbáltam mindenféle formában, még zárójeleztem is a hivott szubrutin fájlnevét. Nem ment. | |
| © Karcsi | 2007. jan. 17. 22:04 | Válasz | #628 |
|
Ja meg mennyi lehet az a nem ingyen?
| |
| © Karcsi | 2007. jan. 17. 22:03 | Válasz | #627 |
|
Szlovakul tudok perfekt de azért erre nem
hiszem hogy képes lennék.Túl sok a szakkifejezés. | |
| © Karcsi | 2007. jan. 17. 22:03 | Válasz | #627 |
|
Szlovakul tudok perfekt de azért erre nem
hiszem hogy képes lennék.Túl sok a szakkifejezés. | |
| 2007. jan. 17. 19:54 | Válasz | #626 | |
|
Nagy meló, az a baj! A Magyar is nehezen
jött össze annak idején! | |
| © janco | 2007. jan. 17. 15:34 | Válasz | #625 |
|
Ez így van. De itt már kérdeztem és talán
ninccs hozzá senkinek kedve. | |
| 2007. jan. 17. 15:21 | Válasz | #624 | |
|
Lehet, hogy Angolról-Szlovákra lenne a
legjobb, mert így elkerülhetőbb lenenne az esetleges szövegtorzulás!
| |
| 2007. jan. 17. 15:08 | Válasz | #623 | |
|
Én! Lásd ékteszt: (File Szogteszt.tap ) (Wednesday, April 14, 2004) G90G80G49 F3000 G1 X0.0000 Y0.0000 Z0.0000 M98 P1234 L100 G1 X0.0000 Y0.0000 Z0.0000 M5M30 O1234 G1 X0.0000 Y0.0000 Z0.0000 G1 X100.0000 Y100.0000 Z100.0000 M99 | |
| © Merkel Géza | 2007. jan. 17. 14:23 | Válasz | #622 |
|
Sziasztok! Ki használt már szubrutinhívást a Mach-ban? A szabvány ISO hivás (G98 Onnnn) nekem ugyanis nem megy. (Missing subrutine definition hiba jön). Hogyan kell a MAch-ban helyesen a szubrutint definiálni, ill. az arra vonatkozó hívást kiadni? A doksi szerint még egy alfájlba rejtett szubrutint is fel lehet hívni az M98 fájlnév hívással. Nekem ez sem megy. A példafájlok között bár van egy kis szubrutin váz, de annak hívóprogija hiányzik. Turbocnc-ben minden szubrutinhívásom tökéletes. Ugyanezt az ISO logikát Mach-ba áttéve "fürdök". | |
| © janco | 2007. jan. 17. 13:47 | Válasz | #621 |
|
Keresek valakit, aki segítene lefordítani a
Mach3 kézikonyvét Magyar-ról Szlovákra. /nem ingyen / Kb 1/3 megvan
készen. Hogy ha valakit érdekli a dolog, kérem katincson itt a baloldalon
a CauCau-ra és ott megtalálja a mail-címemet. Köszönöm | |
| © Arany János | 2007. jan. 14. 19:05 | Válasz | #620 |
|
Szupi! Köszi! | |
| © Merkel Géza | 2007. jan. 14. 18:59 | Válasz | #619 |
|
Megtaláltam az üzit a spam-ok(?) között.
Holnap priviben válaszolni fogok rá.
| |
| © Arany János | 2007. jan. 14. 18:04 | Válasz | #618 |
|
Szia Géza! Tegnap küldtem az új címre, remélem megérkezett! | |
| © Merkel Géza | 2007. jan. 12. 22:36 | Válasz | #617 |
|
Szia János! Üzid valahogy elveszett. Légyszi ismételd meg a : merkelgi@gmail.com alternatív cimre. Hátha ott átjön. | |
| © Szám Attila | 2007. jan. 12. 22:13 | Válasz | #616 |
|
Szia! Köszönöm. Megpróbálom, de nem értem, hogy mit írtam naggyal, mert amit egy sorral később írtam azt ugyanúgy CTRL+V-vel raktam be, mint előzőleg és az kisbetűvel van. | |
| © Arany János | 2007. jan. 12. 18:41 | Válasz | #615 |
|
Szia Géza! Kuldtem e-mailt. Nemtudom megkaptad-e? Természetesen nagyon érdekel a megoldásod! Anyagiakkal együtt! | |
| © lorant | 2007. jan. 12. 08:34 | Válasz | #614 |
|
Ok! Koszi a tanácsokat, megpróbálom!  | |
| 2007. jan. 12. 07:33 | Válasz | #613 | |
|
Szia Attila! Kijavítottam már a kép
linkedet! Kérlek a kép megnyitása után úgy használd a linkelést, ahogyan a
Fórum használatában le van írva (a kép tul-on jobb gomb és a link másol és
beilleszt)! Akkor meg is jelenik a Fórumba! A webhely ahonnét linkelsz érzékeny a kis és nagy betük használatára (a kicsit érti csak és Te naggyal linkeltél)! Köszi! | |
| © Szám Attila | 2007. jan. 12. 00:45 | Válasz | #612 |
|
http://kep.tar.hu/szati2/50418367/27869077#2
| |
| © Szám Attila | 2007. jan. 12. 00:45 | Válasz | #611 |
|
A Corelt inchbe állítom és akkor a 100 inch
az 100 mm lesz a Machban. A csomópontnöveléshez duplán kell kattintani a
grafikára, majd a mellékelt képen 1-el jelölt csomópontkijelölőre utána
pedig a 2-vel jelölt csomópont hozzáadására. 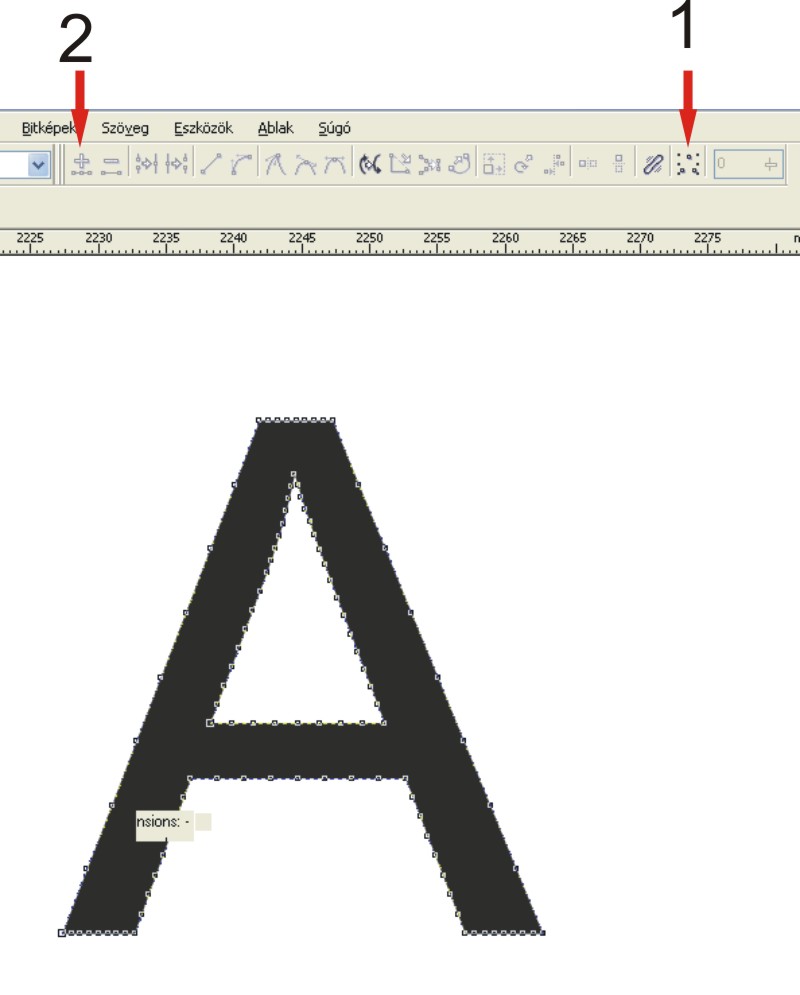 | |
| © lorant | 2007. jan. 11. 21:37 | Válasz | #610 |
|
Háát ... igen! De nem mindegyik olyan
bunkó, vannak azért kivételek... Talán?! Amúgy én a magyar rendoroktol jobban félek, igaz, hogy sokkal inteligensebbek, de rendesen bele tudnak nyúlni a zsebembe. 
| |
| © Merkel Géza | 2007. jan. 11. 20:47 | Válasz | #609 |
|
Azoknak a szlovák rendőröknek a címere
készül, akik rendszeresen vegzálják a magyar túristákat? Engem is számtatlanszor megbüntettek ártatlanul. | |
| © maffia1 | 2007. jan. 11. 16:55 | Válasz | #608 |
 Skype (maffia15) Skype (maffia15) Rég dumáltunk  | |
| © lorant | 2007. jan. 11. 10:47 | Válasz | #607 |
|
Dxf-et csak az AUTOCAD-ból viszi, Corelból
még nem sikerult, pedig már mindenféle verzióját próbáltam a DXF-nek. Ha
értenék az AC-hez jobban, biztos, hogy abban dolgoznák. Ott a méretek is
1:1. Hogyan tudom novelni a csomópontok számát? Az útvonalakkal még én sem vagyok tisztában, még azt sem tudom megcsinálni a LC-ban, hogy a keretnél szerszámcsere és mélyebbre vágjon.  | |
| © Szám Attila | 2007. jan. 11. 09:57 | Válasz | #606 |
|
Ezt én is tapasztaltam már, mivel a PLT
file esetén az ívek egyenesekből állnak. Meg kell növelned a Corelben a
csomópontok számát. DXF-ben neked sem működik? Nekem az még a gondom ezzel kapcsolatban, ha sok a csomópont , akkor több szakaszra bontja a betűt és akkor már nem tudom neki megmagyarázni, hogy milyen útvonalon haladjon a 2 vagy 3 szakasz között.( persze gravírozásnál ez nem gond, mert ott felemeli a szerszámot, de habvágásnál...) | |
| © lorant | 2007. jan. 10. 22:32 | Válasz | #605 |
|
Van még egy kis problémám. Megrajzoltam
Corelban, elmentettem HPGL-ben és LazyCamban generáltam a kódot. Miért van
az, hogy a korívek nem egyenletesek, már a LazyCamban láttam, hogy valami
bibi van. Úgy néz ki, mintha kicsi volna a felbontás.  
| |
| © lorant | 2007. jan. 10. 22:09 | Válasz | #604 |
|
Nekem is vannak ilyen problémáim! Négy
PC-bol ketton lefagy, ha a null pontot helyezem át. A G-kódot sem csinálja
meg mindig, foleg másodszor, de újraindítom és akkor legtobbszor megy. Igaz, még nem próbáltam frissíteni?! | |
| © Szám Attila | 2007. jan. 10. 21:54 | Válasz | #603 |
|
Egyre jobb. Letöltöttem a LazyCam újabb
verzióját. Ezzel már a PLT file sem jelenik meg és a G kódot sem csinálja meg. | |
| © Szám Attila | 2007. jan. 10. 21:07 | Válasz | #602 |
|
Rendben, keresek frissítést. Ma kipróbáltam és végre működik a laptoppal is a habvágóm :-)) Kicsit érdekes a Sunix PCMCIA kártya megoldása, mert attól féltem, hogy letörik amikor rádugtam a dupla csatlakozót és az LPT kábelt. Alá kellett támasztanom, mert a laptopban nem alul van a kártyafoglalat, hanem fent és eléggé húzta lefelé a végét. | |
| 2007. jan. 10. 06:38 | Válasz | #601 | |
|
Ha nem a legfrissebb verziót használod
(LazyCam) akkor frissítsd, mert még ezt folyton javítgatják!
| |
| © Szám Attila | 2007. jan. 09. 23:34 | Válasz | #600 |
|
Még nem sikerült kipróbálni a géppel a
laptopot, de egyéb problémág adódtak. 1: a LazyCam mindig kiakad ( és hibajelentést akar küldeni ) amikor a nulla pontot át akarom helyezni. Néhányszor sikerült, de legtöbbször nem. 2: Sokszor beírja fordításkor az F60 kódot a programba és ha nem figyelek, akkor a Mach-ban beállított 200-as sebességet nem veszi figyelembe, ezzel elrontom a vágást. De érdekes, mert ha beírja és bezárom a G kódot, majd újra kiküldöm a LazyCam-ből, akkor másodikra már nem írja bele. Ez érthetetlen számomra. | |
| © Amatőr | 2007. jan. 09. 21:12 | Válasz | #599 |
|
De bizony mást is érdekel!
| |
| © Merkel Géza | 2007. jan. 09. 20:09 | Válasz | #598 |
|
Szia János és Tibor! Én úgy tudom, hogy az ARTCAM nesting funkciója a kijelölt vektoroknak egy megadott munkaterületbe való behelyezésére (nesting = "befészkeltetés"!) szolgál. Azaz nem szálirányos munkafelületre mint pl. műanyaglemez úgy forgatja be a kijelült vektorokat, hogy azokból lehetőleg minnél több elférjen a területen . Azaz lényegében egy szabászlogika!!!! Szerintem ha egy vektort (végülis munkadarabot) duplikálni akarsz, ahhoz a többszörös copy módszert kell használni a munkaterületen belül. Ekkor, ha igen sok munkadarabot akarsz csinálni a generált Gkód is terjedelmes lesz. Az általam leírt Gkód "áthülyézési" módszerrel (üzi: 584) igen rövid és gyakorlatilag rugalmas progit lehet csinálni. Természetesen ehhez egy kicsit dolgozni is kell. Ha érdekel a megoldásom privátban szívesen elmesélem. Hacsak mást nem érdekel....... | |
| 2007. jan. 09. 07:22 | Válasz | #597 | |
|
Azmár lehet, hogy jó lesz!
| |
| © Szám Attila | 2007. jan. 08. 23:55 | Válasz | #596 |
|
Ha nem, akkor marad az e-mail.
| |
| © Szám Attila | 2007. jan. 08. 23:54 | Válasz | #595 |
|
Rátaláltam egy oldalra, ahonnét letöltöttem
minden drivert a géphez. Legfőképpen az energiagazdálkodát vezérlő
érdekelt. Rátelepítettem mindent. Most működik mindkét Mach driverrel, de kicsit még mindig ingadozik. 22.000 és 23.000 között. Az ablakban néha besűrűsödnek a zavarjelek. Holnap rákötöm a gépet és kiderül, hogy akad-e. | |
| © Arany János | 2007. jan. 08. 19:26 | Válasz | #594 |
|
Köszönöm, megnézem! | |
| © Hunka Tibor | 2007. jan. 08. 12:19 | Válasz | #593 |
|
Szia János Az ArtCamPro - ban van ijen ugy hivják NESTING. Tibor | |
| 2007. jan. 08. 06:49 | Válasz | #592 | |
|
Ez érdekes. Nekem egy 1000 éves MaxData
laptoppom van, valami kezdetleges ACPI BIOS-szal és tökéletesen megy vele
minden (PCMCIA és Mach3 is). Ezek az újabb laptoppok a magas (-abb)
verziójú ACPI Bios verziókkal jobban kellene mennie! Talán ha írnál
e-mailt az Artonak, lehet, hogy tudnak valami okosat mondani!
| |
| © Szám Attila | 2007. jan. 08. 00:07 | Válasz | #591 |
|
Arra sikerült rájönnöm, hogy az ACPI-vel
van gondja. Tehát, ha ACPI Pc-ről átállítom Szabványos Pc-re, akkor jó a
teszt, de ez esetben nincs LPT-m, mert a PCMCIA kártyát nem látja.
Akkor is jó átmenetileg, ha ACPI Pc módban eltávolítom az ACPI vezérlőt, de pár perc után új hardware-t talál és visszapakolja sajnos. | |
| © Szám Attila | 2007. jan. 07. 19:46 | Válasz | #590 |
|
Másik ( SP1) XP-vel sem működött.
| |
| © Szám Attila | 2007. jan. 07. 19:45 | Válasz | #589 |
|
Igen, a legmagasabb verziószámút. Amúgy sikerült kisimítani és stabillá tenni a frekit miután végigcsináltam az optimalisation file által írottakat, DE : most nem látja a gép a PCMCIA kártyát, így nincs LPT portom sem. Eltűnt az eszközkezelőből a Többfunkciós adapter és az LPT portok fül. Amikor bedugom a gépbe az adaptert csupán egy sárga háromszög jelenik meg a jobb alsó részen a tálcán, amire ha rákattintok eltűnik. Azon kívül semmi. Az eszközkezelőben egyetlen helyen van felkiáltójel a hajlékonylemez meghajtónál, amit nem is tudok helyrehozni. ( amúgy meg nem is értem, mert ebben a gépben nincs is olyan). Na ezzel már tényleg tele van a ... | |
| 2007. jan. 07. 11:51 | Válasz | #588 | |
|
A PCMCIA kártyának a legfrissebb driverét
használod ugye? | |
| © Szám Attila | 2007. jan. 07. 10:19 | Válasz | #587 |
|
A Biosban nem sok minden van ennél a
laptopnál. Portokra utaló beállítások egyáltalán nincsenek, hiszen csak
USB van rajta. Az LPT-t a Sunix CardBus interface oldja meg. Próbáltam a
specialdrivert is, de ugyanaz a helyzet. Most másik XP-t próbálok feltenni, mert más ötletem már nincs. | |
| © Arany János | 2007. jan. 06. 18:48 | Válasz | #586 |
|
A nullp. eltolások csak egymás után,ujabb
gombnyomásra hajtódnak végre. Vagy mégsem? | |
| © Arany János | 2007. jan. 06. 18:44 | Válasz | #585 |
|
Esetleg megpróbálnád ezt megértetni
valakivel, aki csak a kalapácshoz és a lángvágó pisztolyhoz ért?
| |
| © Merkel Géza | 2007. jan. 06. 18:38 | Válasz | #584 |
|
János! Ha valamit többször akarsz elkészítettni CNC-vel akkor azt nem kell sokszor lerajzolni. Szubrutin használattal és koordináta nullpont áthelyezéssel akárhány tökéletesen hasonló munkadarabot csináltathatsz. Ehhez elég a munkadarabot egyszer lerajzolni, abból G kódot generáltatni, majd az így kapott utasításokat egy szubrutinba ágyazni és azt különböző relatív nullpont beállítások után meghívogatni. És kész. | |
| © Arany János | 2007. jan. 06. 17:26 | Válasz | #583 |
|
Én LasyCam-ot használok, de ugyan azt az
alkatrészt szeretném egymás mellett sokszor megismételni. Lehetőleg min.
rajzolással. | |
| © Hunka Tibor | 2007. jan. 06. 17:14 | Válasz | #582 |
|
János !!! használj valami G-kod készitö progit !! | |
| © Arany János | 2007. jan. 06. 16:54 | Válasz | #581 |
|
Tizedes vesszőt nem irtam, csak pontot.
Viszont betöltéskor beilleszti ezt:d'>>z. Ez nem látható, ha szerkeszteni akarom. | |
| 2007. jan. 06. 16:46 | Válasz | #580 | |
|
Nincs használva véletlenül tizedes vessző
valahól?! | |
| © Arany János | 2007. jan. 06. 16:44 | Válasz | #579 |
|
Állítólag ceruzával és rengeteg
számítással. A srác csak a kódokat ismeri, a Mach-ot nem. Amikor betöltik a gépbe, gyönyörűen megjelennek az alkatrészek egymás mellett, nálam pedig csak ez az üzenet. | |
| © Hunka Tibor | 2007. jan. 06. 16:35 | Válasz | #578 |
|
ez mivel készül? | |
| 2007. jan. 06. 16:27 | Válasz | #577 | |
|
A BIOS-t is átnézted? A Mach3 (és 2-ben is)
van egy un. alternatív driver (SpecialDriver.bat) esetleg ezt indítsd el
és teszt! | |
| © Arany János | 2007. jan. 06. 16:17 | Válasz | #576 |
|
Elnézést, de nehéz a felfogásom. A kód így kezdődik: N1 G91 G64 G21 N2 G0 X0 Y0 N3 M98 P500 L2 N4 G90 N5 M30 N6 O500 N7 F4000 N8 M3 F500 Innen kell törölnöm, vagy kikapcsolható a Mach-ban? | |
| © Hunka Tibor | 2007. jan. 06. 15:56 | Válasz | #575 |
|
kitörölheted | |
| © Arany János | 2007. jan. 06. 15:24 | Válasz | #574 |
|
Köszi szépen! Ki tudom iktatni, vagy a
Mach3 mindig követelni fogja? | |
| © Hunka Tibor | 2007. jan. 06. 14:58 | Válasz | #573 |
|
Fejléc !! | |
| © Arany János | 2007. jan. 06. 12:36 | Válasz | #572 |
|
Köszönöm,de nálam az értelemmel van baj.
Fogalmam sincs,mi a nullás sor. | |
| © Szám Attila | 2007. jan. 06. 11:48 | Válasz | #571 |
|
És a prociterhelés minimális, szinte mindig
90% felett van az üresjárat. | |
| © Szám Attila | 2007. jan. 06. 11:41 | Válasz | #570 |
|
"Rossz karakter a nullás sorban"
| |
| © Arany János | 2007. jan. 06. 09:21 | Válasz | #569 |
|
Sziasztok! Boldog Új esztendőt kivánok
mindenkinek! Ismét szeretném a segítségeteket kérni. Egy "kézi" g-kódra ezt a választ kapom a masinámtól:"Bad character used on Line number #0". Hiába forditgatom, akkor sem értem. Segítene valaki? | |
| © Szám Attila | 2007. jan. 05. 22:58 | Válasz | #568 |
|
Sajnos 2 órás küzdelem után sem változott a
dolog. Illetve annyit változott, hogy volt amikor stabil volt a teszt és elég tiszta a vonal, már azt hittem, hogy jó, de újraindítás után megint rosszalkodott. | |
| 2007. jan. 04. 12:28 | Válasz | #567 | |
|
Ha sikerült kisimítani az impulzusokat,
akkor kíváncsi lennék a megoldásra (hogy tanuljunk belőle)!
| |
| 2007. jan. 04. 06:41 | Válasz | #566 | |
|
A géped teljesítménye bőven megfelelő!
| |
| 2007. jan. 04. 06:41 | Válasz | #565 | |
|
Nincs. | |
| © Szám Attila | 2007. jan. 03. 20:08 | Válasz | #564 |
|
Rendben, köszönöm. Akkor tehát a gép elég gyors hozzá, csak meg kell keresnem, hogy mi fogja le. | |
| © Szám Attila | 2007. jan. 03. 20:06 | Válasz | #563 |
|
Rendben, köszönöm. Átnézek mindent. Akkor tehát elvileg a gép elég gyors hozzá, csak valami fogja. | |
| 2007. jan. 03. 19:20 | Válasz | #562 | |
|
Most már csak egy kérdésem lenne???
Linux-os változaza van a Mach3-nak???? 
| |
| 2007. jan. 03. 18:25 | Válasz | #561 | |
|
Érdemes lenne a hivatalos (Optimalisations file-t) is tanulmányoznod!
| |
| 2007. jan. 03. 17:51 | Válasz | #560 | |
|
Driver és BIOS frissítés ahol csak lehet!
Nézd meg a CPU terhelést (üresen és a teszt alatt is), és ha közel 100% akkor valamelyik driver lefogja a CPU-t (frissíteni mindent)! | |
| 2007. jan. 03. 17:50 | Válasz | #559 | |
|
Driver és BIOS frissítés ahol csak lehet!
Nézd meg a CPU terhelést (üresen és a teszt alatt is), és ha közel 100% akkor valamelyik driver lefogja a CPU-t (frissíteni mindent)! | |
| 2007. jan. 03. 17:46 | Válasz | #558 | |
|
lépj be a BIOS-ba és ellenőrizd az LPT
módját (csak EPP jó!), valamint az összes beállítást nézd át és mindent a
max sebességre hangolj (memória, gyorsítótárak, stb.)! | |
| © Szám Attila | 2007. jan. 03. 15:54 | Válasz | #557 |
|
Feltelepítetem a laptopra egy friss XP-t és
a Mach3-at. Nagyon akadozva vitte a motorokat , ezért lefuttattam a
tesztetet. Szörnyű! A pulse/second 25000 és 50000 között ugrál, majd fél perc múlva leesik 10000 körüli értékre. A tesz többszöri futtatása során ez az érték volt már 200 is! Mi lehet a gond? A Gépem egy Acer Travelmate 2413NLC (1.5GHz Celeron 400MHZ FSB, 256MB DDR2) | |
| © Szám Attila | 2006. dec. 28. 14:49 | Válasz | #556 |
|
Sorry! Beállítottam! | |
| 2006. dec. 28. 07:56 | Válasz | #555 | |
|
e-mai címed rejtet, így nem tudok file-t
csatolni hozzá! | |
| © Szám Attila | 2006. dec. 27. 22:54 | Válasz | #554 |
|
Valaki megtenné, hogy küld nekem egy DXF
filet, hogy kiderüljön, az exportálással van a gond, vagy a Mach-ban van a
hiba? | |
| © Szám Attila | 2006. dec. 25. 17:01 | Válasz | #553 |
|
Természetesen legörbéztem és R11-ben
küldtem, de akkor is ezt csinálja. (Már végigpróbáltam mindegyik DXF
típust.) | |
| 2006. dec. 25. 16:47 | Válasz | #552 | |
|
Lehet, hogy nem megfelelő DXF verziót
használsz (AutoCAD R11 kell), vagy ha szöveget inportálsz, akkor nem
alakítod curves-é előtte! | |
| © Szám Attila | 2006. dec. 25. 11:13 | Válasz | #551 |
|
Vajon miért nem importál nekem dxf-et a
LazyCam? Mindig egy piros X jelenik meg alatta egy OK gombbal és a fejlécén pedig MachManip felirat. Semmi szöveg, hogy mi a baja. | |
| 2006. dec. 24. 13:08 | Válasz | #550 | |
|
Van lehetőség 1 encoderre (MPG) és egy
gombra amivel lehet léptetni az aktuális tengelyt (kiválasztod melyiket
akarod vezérelni és tekered az MPG-t)! Szerintem ez így ok!
| |
| © tatai | 2006. dec. 23. 20:03 | Válasz | #549 |
|
Köszi. A 64. oldalon megtaláltam, ha arra
gondoltál, bár ez nem olyan túl sok magyarázat. Azt számolgattam ha mind a 3 tengelyre szeretnék tenni akkor az 6 pin-t jelent. Van ennyi üres hely az LPT porton, vagy kell a 2. LPT port is. Vagy egyszerre csak 1-et lehet rákötni? Ezeket nem részletezi a leírás. | |
| 2006. dec. 21. 07:29 | Válasz | #548 | |
|
Pedig benne va! LPT porton keresztül 90°-os
fázistolású, kétfázisú, incrementálo (qvadrat) encoder kell, TTL
kimentttel. A Port/Pins résznél adod meg a csatornák helyeit és a
feldolgozás paramétereit (impulzus/sebesség+gyorsítások).
| |
| © tatai | 2006. dec. 20. 23:07 | Válasz | #547 |
|
Meg tudnátok mondani, hogy melyik fórumban
(vagy esetleg más helyen) van leírás a kézikérék használatáról. Hogyan
lehet ezt a MACH-hoz kötni? A MACH leírásában nem találtam. Köszi | |
| 2006. dec. 20. 08:34 | Válasz | #546 | |
|
Ez egyben a "végleges" verzió is, mert a
feloldásához csak egy file-t kell bemásolni mellé! Szerintem az Arto
weblapján találsz utalást rá, hogy demó módban mire lehet (szabad)
használni. | |
| © Szám Attila | 2006. dec. 19. 23:13 | Válasz | #545 |
|
Ez az ingyenesen letölthető Mach 3 ami
korlátozásokat is tartalmaz használható legálisan gép vezérlésére úgy,
hogy az ember azzal pénzt keres? | |
| © tyutyi | 2006. dec. 15. 13:20 | Válasz | #544 |
|
Config-->port&pins-->motor
outputs--> a kívánt tengelynél a DIR low active-ot pipáld ki, vagy ne,
ezzel megváltozik a pozitív forgásirány... | |
| 2006. dec. 15. 12:24 | Válasz | #543 | |
|
lenne két kérdésem: 1, A Mach3-ban az 'input signals' menűben az X++; X-- stb. a végállások helyzetét jelöli ugye? Ez a maximális kitérés. 2. Hol tudom a tengeyl forgásirányát invertálni? Kösz a segítséget | |
| 2006. dec. 08. 20:10 | Válasz | #542 | |
|
A legújjabb LazyCam bővült néhány új file
formátummal (inport)! | |
| © ifarkas | 2006. dec. 06. 21:41 | Válasz | #541 |
|
Köszönöm, elolvasom. | |
| 2006. dec. 06. 06:27 | Válasz | #540 | |
|
Makrókkal! Olvasd el a Costumusing pdf-eket
a Mach support site-on! | |
| © ifarkas | 2006. dec. 05. 21:09 | Válasz | #539 |
|
Tudna-e valaki abban segíteni, hogy a
Mach3-ban hogyan lehet új M-kódot létrehozni és kimenethez
hozzárendelni(mint pl. tokmány szorítás, kiengedés).
| |
| © Hunka Tibor | 2006. nov. 28. 17:43 | Válasz | #538 |
|
Sziasztok Köszi a gyors kiegészitést Tibor | |
| 2006. nov. 25. 23:00 | Válasz | #537 | |
|
Edgecam-nél az elején egészen az első
G43-as sorig törölni lehet mindent! Fontos, hogy Z-ben érintésvétel után
fel kell állni vele, különben a fogásvételi síkon pozícionálna a maró.
A program legvégén van egy M30-as sor, előtte egy "Z0 H00 M19". Ezt is lehet törölni. Kis türelem még, aztán lesz egy személyreszabott postprocesszor a hobby gépeinkhez is. Így a kimentett g-code mindenféle kozmetikázás nélkül nyitható majd a mach-ben, tcnc-ben. Egyelőre ennyit tudtam tenni az ügy érdekében. | |
| © Molyoló | 2006. nov. 25. 22:48 | Válasz | #536 |
|
Szia Tibor! EdgeCam-el | |
| © Hunka Tibor | 2006. nov. 25. 13:20 | Válasz | #535 |
|
Szia Molyolo. Ha nekem a MACH3 panaszkodik valamien sorra azt kitörülöm (csak a fejlécben ) ! Nem tudom értelmezni mert ezt még sosem láttam ! Csak azt hogy egy 18MM- es szerszám van használva Aminek a vége egyenes . Mivel generáltad a G- kodot ? Tibor | |
| © nagaoka | 2006. nov. 25. 01:06 | Válasz | #534 |
|
Sziasztok! Akkor már ketten vagyunk a Merkel Gézával akik "megoldást " keresünk sakk figura ,vagy 4-5cm fa babák esztergályozására.Hasonló van az ó-német bútorok szélén is. Tibor | |
| © Molyoló | 2006. nov. 20. 22:08 | Válasz | #533 |
|
Szia Tibor! Az első sor"* Turret No. : 0 Diameter :18.000 MM ENDMILL" | |
| © Hunka Tibor | 2006. nov. 20. 18:51 | Válasz | #532 |
|
Szia Mi van az elsö sorban ? Tibor Ui : nekem a .TAP kiterjesztés jött be . | |
| © Molyoló | 2006. nov. 20. 17:52 | Válasz | #531 |
|
Sziasztok! Mit nem vettem figyelembe a Mach3 beállitásánál? Mach2 alatt tökéletesen futó *.nc fájl, a Mach3-ba már az első sort hibásnak találja. | |
| 2006. nov. 20. 06:30 | Válasz | #530 | |
|
A Mach3 LazyCam-ja CSAK 2D G-kódot tud
generálni! Minden 3D-s G-kódhoz használj külső progikat (pl. DeskProto,
VisualMill, stb.)! | |
| © Merkel Géza | 2006. nov. 19. 21:34 | Válasz | #529 |
|
Sziasztok! Használta-e már valaki közületek a MACH3 treha progit DXF-ből Gkód generálására. Rajzoltam AUTOCAD-ban néhány sakkfigurát (pruttyó, futó) és megpróbáltam hozzá Gkódot generáltatni. A készdarabot és a nagyolás forgácsleválasztását függőleges és vízszintes vonalak offsetjeivel csináltam. A Gkód egy káosz lett mert a szerszám a nagyolás műveletek során Z alakban mozgott a Z átkötésnél G0-ás gyormenetekkel ami természetesen szintén forgácsolt! Van valakinek ötlete, hogy ezt a problémát hogyan kell megoldani? A kódból ui. hiányzanak a szükséges késkiemelési mozgások. | |
| 2006. nov. 10. 08:03 | Válasz | #528 | |
|
A muszáj az "j"... Melyik portra vezessem be és hogyan állítsam a mach-et? | |
| 2006. nov. 10. 06:47 | Válasz | #527 | |
|
P1 esetén muszály, H1 esetén csak a
szoftvert kell beállítani! | |
| © Fehér Viktor | 2006. nov. 10. 04:47 | Válasz | #526 |
|
Igen, az dobna a használhatóságon.
| |
| © tyutyi | 2006. nov. 10. 00:26 | Válasz | #525 |
|
Muszáj lesz kötözgetned, mert nincs
bevezetve a bemenetre egyik végállás kapcsoló se.
| |
| 2006. nov. 10. 00:04 | Válasz | #524 | |
|
Most normál módban vannak, a vezérlőbe
kötve. Így hogyan kell beállítani a mach-ot? Ha nem muszáj, nem
kötözgetnék újra. | |
| © tyutyi | 2006. nov. 09. 23:56 | Válasz | #523 |
|
Szia! Persze, hogy fel. 'VAGY'(párhuzamosan) kapcsolatba kell kötni őket és bevezetni a nyomtató-port egyik bemenetére. | |
| 2006. nov. 09. 23:46 | Válasz | #522 | |
|
A végállás kapcsolókat fel lehetne
használni? Ugye azok adottak. | |
| © tyutyi | 2006. nov. 09. 23:30 | Válasz | #521 |
|
kell egy bemenet a PC felé és azt
beállítani az E-stop gomb trigger-nek a MACH-ben.
| |
| 2006. nov. 09. 23:29 | Válasz | #520 | |
|
Azt hogyan lehetne elérni, hogy végállásra
futáskor a mach-ban a számláló, vagy a program futása leálljon?
| |
| 2006. nov. 09. 14:59 | Válasz | #519 | |
|
Szia Tibor ! Ott leszek a talkozon, eddig ugy nez ki. Tudunk beszelni..... :) | |
| 2006. nov. 09. 07:00 | Válasz | #518 | |
|
Szerintem is egészen használható, csak meg
kell tanulni használni! Nem ártana egy Magyar leírás róla, de még Angolt
sem találtam idáig! | |
| © Fehér Viktor | 2006. nov. 08. 20:46 | Válasz | #517 |
|
Igen, nekem bejön, marási irány váltás,
sorrend változtatás, nullpont eltolás..stb. | |
| 2006. nov. 08. 12:22 | Válasz | #516 | |
|
Most nézegetem egy kicsit jobban a
LazyCam-ot és nem tudom Ti megfigyeltétek e már de ez már azért több
mindent tud importálni mint a régi Mach3?! Akinek gond volt a HPLG-vel az
használjon WMF-et, ezt minden valamira való grafikai program ismeri
(Corel, Xara, stb.)! Arra kell vigyázni, hogy a LazyCam mindent tized
incsben importál! Ezt nem is lehet átállítani (egyszerübb a rajzolóban)!
| |
| © Hunka Tibor | 2006. okt. 30. 18:27 | Válasz | #515 |
|
Sziasztok Nem okoskodás amit mondok de ha CAD progit használtok minden ijen probléma eleve nem generálodik !!Szerezz egy grogit (TALI) segitek ha jössz ! Tibor | |
| © Szakály János | 2006. okt. 29. 21:17 | Válasz | #514 |
|
meg kell probálni dxf el mentve ott is ez a
hiba küld el nekem megnézem hpgl dxf-be
| |
| 2006. okt. 29. 20:06 | Válasz | #513 | |
|
Sajnos nincs ötletem (ha 25.4 lenne tudnám
mi a baj)! | |
| 2006. okt. 29. 19:38 | Válasz | #512 | |
|
6.0 a Corell Draw amit hsznalok de akitol
jott a segitseg es a rajz az 11-es verziot hasznalja. Mondjuk az is megoldas hogy 10* novelem a rajzot de ez csak pillanatnyi megoldas athidalasa. Koszonom a segitsegeteket. | |
| 2006. okt. 29. 17:16 | Válasz | #511 | |
|
A coreled hanyas verzió? Kerek tizede? | |
| 2006. okt. 29. 16:07 | Válasz | #510 | |
|
Sziasztok ! Tudnatok segiteni a problemamban ? Megkertek hogy csinaljak egy egyszeru gravirozasi feladatot es nem tudom megcsinalni. Corel Drawban megcsinalom amit kell es elmentem HPGL formatumban, eddig tok egyszerunek latszik a dolog csak most jonnnek a nehezsegek. Behozom a HPGL fajlt a MACH3-ba es azt mondom neki hogy csinaljon G kodot belole meg is csinalja es hiba nincs a programban mert mindent ugy csinal ahogy kell. Csak 1 hiba megis akad a convertalasnal, 200x100 mm ngyasagu teglalapbol 20x10mm-esbe convertal. Mi lehet a baj? Hol lehet beallitani hogy 1:1-ben ugyan akkora meretu legyen a munkadarab mint amit megterveztem a Corell Drawban ? Ha a HPGL fajlt behivom a Corell-be akkor ott jok a meretek ! Mach3-nal van valami bi-bi. !!???? Elore is koszonom a segitsegeteket. | |
| 2006. okt. 29. 09:22 | Válasz | #509 | |
|
Motor tuning, Dir mező. | |
| © nakva | 2006. okt. 29. 09:04 | Válasz | #508 |
|
Hol lehet megadni a machnak hogy mennyivel
előbb jelenjen meg a dir jel mint a step? üdv | |
| 2006. okt. 28. 20:15 | Válasz | #507 | |
|
Igen, jól látod. Annyiban volt félreérthető
amit írtam, hogy nem a kézikeréken van a potméter, hanem a vezérlő. Pl. a
heidenhein vezérlőnkön. Ellenben mach3-nál software-es az állítási lehetőség. Ezt akartam fizikálisan kivezetni a kézikerékre. Az ok, amit Te is, én is leírtam. | |
| © Robika37 | 2006. okt. 28. 19:50 | Válasz | #506 |
|
Üdv az Uraknak! Ha jól vélem Aszbolit problémáját még nem érzitek... Én is dolgoztam hasonló nagy gépen amelyiked kissé kezdetleges volt a grafikus teszt funkció. No ezen is volt ollyan "kézikerék", de én inkább potméternek hívnám. 0 és 150% közt lehetett minden mozgás sebességét állítani. Nékem az tetszett hogy mondatonkénti végrehajtásra kapcsoltam első darabnál a masinériát. Utánna minden gyorsjárati mondatot finoman gyorsítva és szükség szerint megállítva(utánna progi javít) optimálisra lehetett venni a megközelítéseket. Ja meg szériánál borzasztó szórással tudtak darabolni, olyankor nem tul szerencsés ha első fogásnál a 3 mm helyett 8-at visz a gép. Bocs a hosszért. További szép estét Robika | |
| 2006. okt. 28. 19:25 | Válasz | #505 | |
|
Szia! Amoről tudok: 1. 1000 soros G-kód limit feloldása, 2. Kerner impulzus korlát (25kHz) feloldása, 3. Ciklikus végrehajthatóság feloldása, 4. MPG kezelés feloldása (ebben nem vagyok biztos). | |
| © berkes istván | 2006. okt. 28. 18:55 | Válasz | #504 |
|
sziasztok.az után érdeklödöm hogy a mach3
regisztrálása után mivel tud többet?annyit tudok eddig h az 1000 soros
korlátozás megszünik és a maró ford.számát tudom szabályozni.a többire
lennék kiváncsi. | |
| 2006. okt. 28. 18:53 | Válasz | #503 | |
|
Az IC biztos jó, csak a teljesítmény
fokozata szerényebb (a tokozásának megfelelő). A future szép! | |
| 2006. okt. 28. 18:50 | Válasz | #502 | |
|
Köszi a gyors választ. A remény tovább
él... Próbálkozok tovább... Milyen kaliber lehet ez a driver? 0-10-es skálán? Az adatlap szerint csak 1,5A tartósan és 2,5A csúcsban... a trafó szép nagy benne (Torid kb 150-200W) és Nanotec 5818L2008 4,8V/2A motorokat hajt... van benne kraft... 2 ventlátor... | |
| © tyutyi | 2006. okt. 28. 18:43 | Válasz | #501 |
|
Szia Balu! Ezt hogyan lehet megcsinálni??? Én csak X++,X--,Y++,Y--,Z++,Z-- bemeneteket látok a MACH-ben, ami 6 darab. Ha meg lehetne oldani, hogy +,- és 3 bemenet a tengelyek kiválasztására, az már összesen csak 5 bemenet lenne, de ezt hogyan lehet beállítani a Mach-ben??? | |
| 2006. okt. 28. 18:40 | Válasz | #500 | |
|
Úgy tűnik mennie kell! Itt az IC PDF-e! Step/Dir rendfszerű. már csak a nyákot kell végig követned és értelmezned! | |
| 2006. okt. 28. 18:03 | Válasz | #499 | |
|
Örülök, hogy megértettél! :) Nekem per pillanat elég a gamepad. 10%-os lépésekkel tudom csökkenteni/növelni. A joystick kézre nem állást úgy értettem, hogy a botkormány bizergálást nem tudnám elképzelni menet közben. A hanyattegér meg trackball. A következő gépemhez majd összetákolok egy profi kézikereket, amin lesz minden. Ha jól emlékszem, valahol egyszer olvastam a joystick lelkivilágáról. El tudnám képzelni, hogy a csúszka potmétereket kiváltom forgótengelyessel, elektronika marad, gombokat is lecserélem. Majd meglátjuk mi lesz, egyelőre meg vagyok elégedve a gamepad-os lehetőséggel is. Köszönöm! | |
| 2006. okt. 28. 17:58 | Válasz | #498 | |
|
S.O.S... Szétszedtem a Német CNC meghajtót amit a gépemhez adtak. A hozzá adott program: WinPCNC light... 4 csatornás, teljesen egyszerű felépítés... 4 db TOSHIBA TA8435 IC van benne... A kérdésem: Lehetséges, hogy megy a Mach3-al? Mert már szétprobálkoztam az eszemet, de semmi siker... T. Varsányi | |
| © tyutyi | 2006. okt. 28. 13:30 | Válasz | #497 |
|
Szia Aszbolit! Asszem már értem, hogy mit is akarsz :). A Feedrate-et is szeretnéd szabályozni egy kerékkel, hogy kézzel finoman "lassabban" tudd mozgatni a gépet. Írtad, hogy vettélgamepad-ot. Először én is azzal próbálkoztam, de azzal pont azt nem lehet állítani, amit te szeretnél, a sebességet, mivel ott vagy megnyomod a gombot, vagy nem, azaz vagy teljes jog sebességen fut a gép, vagy áll. Ellenben egy analog joystick ("USB") úgy működik, hogy külön byte-okat küld a joy a szgépnek tengelyenként. Ezt úgy értem, hogy például az X tengely ha középen áll, akkor 127 -et küld, ha húzod lefelé, akkor csökken az érték finoman, amennyire meghúzod, egészen 0-ig. Ha felfelé nyomod a kart, akkor az érték nő egészen 255-ig. Az Y-tengelyen ugyanez a helyzet. A Mach le is kezeli ezt, úgy, hogy amennyire húzod a joyt, olyan előtolással mozgatja a tengelyt. Pl. 1000 -es beállított előtolásnál is simán tudom mozgatni a gépet akár 10-es előtolással is :) Azt is írtad, hogy a Joy nem áll kézre neked, olyan joyt kell választani, ami kézreáll. Nagyon sokféle típust lehet kapni, van olyan is, ami olyan, mint egy felfordított egér, egy nagy golyót lehet forgatni, ez már hasonlít a kézi kerékhez :)) | |
| 2006. okt. 28. 08:27 | Válasz | #496 | |
|
Végül is a Mach-al mindent meg lehet
csinálni, legfeljebb kicsit programozni kell (lásd a képernyő
szerkesztőnél a VB script lehetőségeket)! | |
| 2006. okt. 27. 21:06 | Válasz | #495 | |
|
Az zavart meg benneteket, hogy a gyári
gépeken ez a szabályzó a vezérlőn található, nem pedig a kézikeréken? :S
| |
| © nakva | 2006. okt. 27. 20:42 | Válasz | #494 |
|
Meg lehet mondani a machnak hogy először a
dir jelet adja ki majd a stepet irányváltáskor? Üdv Mindenkinek | |
| 2006. okt. 27. 20:18 | Válasz | #493 | |
|
A mach3-ban lévő előtolás szabályzó
funkciót szerettem volna fizikálisan kivezetni egy kézikerékre. Egyszerűen
nem tudom leírni másképpen. | |
| 2006. okt. 27. 19:10 | Válasz | #492 | |
|
Tehát a megmunkálás alatti előtolás
sebességére gondolsz? Nem a felület finom megérintésére (nulpont felvételhez)? | |
| 2006. okt. 27. 18:25 | Válasz | #491 | |
|
Én ettől függetlenül az előtolás
szabályzásra gondoltam. | |
| 2006. okt. 27. 18:24 | Válasz | #490 | |
|
Nekem elégséges bőven az alap két sebesség:
Egyszer amit simán a nyilak nyomvatartásával végez a gép - finom mozgás. Illetve a második, amikor a SHIFT - nyil kombinációt használom - "gyors"járat. | |
| 2006. okt. 27. 18:24 | Válasz | #489 | |
|
Ez megoldható és már meg is tettük az első
lépéseket! Én értem a félreértést! Nem előtolás sebességre gondoltatok (#482), hanem MPG JOG-ra (impulzus JOG), ami a forgatás irányátol és sebességétől függően mozgat egy tengelyt (választhatóan)! Épp ezért fejlesztettem ki a Splittert, mert ha megnézitek a Mach3 leírását, benne van, hogy billentyő gombokkal is lehet MPG 2 fázisú jeleit előállítani (mintha két gombot a qvadrát encóder kimeneteihez hasonlóan nyomkodnátok) és így a billentyűzeten keresztül is lehet forgató kereket csatlakoztatni. A Splitter az első lépés az igazi CNC billentyűzet és MPG csatlakozásának (nameg plusz bemenetet is jelent). A saját billentyűzeten (ami MPG-t is tud fogadni) már dolgozok (saját PIC szoftverrel), de még idő kell neki... | |
| 2006. okt. 27. 18:20 | Válasz | #488 | |
|
Papp László részletesen leírta az egyik
részét az igényemnek. A másik felét megpróbálom újra: Megszoktam, hogy a nagy gépnél minden programot, akár én írtam, akár CAM programmal generáltam úgy indítok el a teszt után, hogy 0-ra van tekerve az előtolás szabályzó gomb. Így hülyeség nem történhet. Általában ugye ciklusok vannak, az elsőt mindig kis előtolással engedem el, mert elképzelhető, hogy tévedtem valahol, mégsem fér el a kritikusabb helyeken a maró. Ha gond van, akkor nem egyből a vészstoppra tenyerelek, hanem megállítom a szánok mozgását egy pillanat alatt. Ha jónak ítélem meg mégis, akkor finoman továbbengedem. Ha minden oké, utánna már mehet 100%-on a masina. De az elején nálam mindig csak lassan. Vettem délután egy gamepadot, sikerült két gombjához hozzárendelni az előtolás szabályzást. Ez nekem jó megoldás. A joystick nem áll kézre, mert nem ahhoz vagyok szokva. De ezek már a saját hibáim, ez van. | |
| 2006. okt. 27. 17:54 | Válasz | #487 | |
|
Sziasztok! Mach-hoz csak két bemenetet kell felhasználni egy enkóderrel és lekezeli a kereket! Illetve a tengely kiválasztásához is kell bemenetet felhasználni. Üdv! Balu | |
| 2006. okt. 27. 17:37 | Válasz | #486 | |
|
Sziasztok ! En eleg sokat dolgozatm Fanuc vezerlon mint beallito es mint melos, es tudom mire gondoltal. Ha valaki tud megoldast akkor csatlakoznek ASZBOLIT kerdesehez en is. Leirnam mirol is van szo. Nagyobb NC-CNC gepen talhato egy kezikerek amit manualisan lehet tekerni es attol fugg milyen kapcsolo allasba van kapcsolva "X, Y, Z " ehhez merten lehet a szanokat mozgatni kezzel, egy potmeterhez hasonlo szabadon futo kerekrol legyen szo. Ez nem ugyanaz mint a JOG !!!! :( JOG-nal finomabban lehet a szanokat mozgatni. Esetleg Istvant kellene megkornyekezni szerintem ezzel a kerdessel, van-e lehetoseg a PIC tartalomban erre a vezerlesre, es a kihozasara. Gondolok en egy "eger" felepitesere vagy atalakitasahoz a "kezikerek" kialakitasahoz. Tovabbi jo kiserletezest mindenkinek. | |
| © tyutyi | 2006. okt. 27. 15:09 | Válasz | #485 |
|
Analog Joystick-el úgy tudom vezérelni a
gépet, hogy minél jobban húzom, tolom a joy kart, annál gyorsabban mozog a
tengely... ha erre gondoltál, akkor ez egy megoldás lehet, ha nem akkor
??? | |
| 2006. okt. 27. 14:53 | Válasz | #484 | |
|
Már leírtam, hogy mi értelme van. Majd ha
dolgozol nagy cnc gépen, akkor megérted, ha így a leírás alapján nem
sikerült. | |
| © tyutyi | 2006. okt. 27. 12:10 | Válasz | #483 |
|
Mit is akarsz pontosan csinálni vele, mert
ez nekem nem teljesen tiszta??! A nullpontot akarod felvenni vele vagy a tengelyek mozgási sebességét(előtolást) akarod közben állítani? Ez utóbbinak nem tudom, hogy mi értelme van?? | |
| 2006. okt. 27. 08:10 | Válasz | #482 | |
|
Arról tudom szabályozni az előtolás
sebességét? | |
| © tyutyi | 2006. okt. 27. 01:16 | Válasz | #481 |
|
Miért nem hsználsz Joystick-et, vagy
gamepad-ot?? | |
| 2006. okt. 26. 23:47 | Válasz | #480 | |
|
Az a trükk, hogy az anyagra való ráállás
biztonságosabb. Illetve nem kell a billentyűzetet kézben tartanom, hanem
csak a kis kézikereket. Finom pozícióba való mozgatáskor kényelmesebb
kézikerékkel koordinálni, mint a billentyűzeten matatni. Meg hozzászoktam a nagy gépemen a kézikerékhez, nélküle már nem tudok élni. | |
| © Bicska | 2006. okt. 26. 20:12 | Válasz | #479 |
|
És ebben mi a trükk, mert nem egészen értem
az okosságot..? 
| |
| 2006. okt. 26. 15:52 | Válasz | #478 | |
|
Mit értesz a null pont érzékelő alatt?
| |
| © Hunka Tibor | 2006. okt. 26. 15:34 | Válasz | #477 |
|
Szia aszbolit Hát van pár téma amit meg kelle oldani PL : kézi kerék , null pont érzékelö . Hát itt a feladat hogy termék legyen mint a többi kiegészitö amit az István csinál ( bilentyü és port ). Tibor | |
| 2006. okt. 25. 18:53 | Válasz | #476 | |
|
Hogyan tudnám profin megoldani azt, hogy
egy kézikerék szerű szerkezetről tudnám állítani az előtolás értékét?
Profi1-es vezérlő | |
| © Rinaldo | 2006. okt. 25. 14:29 | Válasz | #475 |
|
Ok ,a jövőben majd óvatosabb leszek!:-)
| |
| 2006. okt. 25. 07:08 | Válasz | #474 | |
|
Na ez jó hír (legalább egyszer
megközelítjük az alsó határt is, csak, hogy tudjuk)! Azért óvatosan, mert a frissítések egyre több futeret tartalmaznak és e miatt egyszercsak "selejt generátorrá" alakíthatja a CNC-nket! | |
| © Rinaldo | 2006. okt. 24. 20:19 | Válasz | #473 |
|
Nekem AMD K6-2/500-al (128Mb) simán megy a
Mach3 D1.90.020 ,igaz spec driverel és mást nem igazán érdemes akkor
elindítani ,de ha csak az megy stabil. | |
| © Hunka Tibor | 2006. okt. 24. 16:40 | Válasz | #472 |
|
Szia D. Laci Bocs de a rinos ugyhöz nem tudok hozzászolni mindig eltünik amit irok !Mostmár csak össze kell szerelnem a cuccot és jöhet a digitalizálás ! Tibor | |
| © D.Laci | 2006. okt. 24. 16:36 | Válasz | #471 |
|
Nekem P2 233Mhz 96Mb RAM, gépen elmegy. max
13KHz Stepet bir. nem árt ha minnél combosabb egy gép:)
| |
| 2006. okt. 24. 15:56 | Válasz | #470 | |
|
Akkor semiképp nemgy a mach2 celeron
366Mhz-es gépen?Memoria 196MB ha jólemlékszem.
| |
| 2006. okt. 24. 15:55 | Válasz | #469 | |
|
Nem hiszem! a Mach3-nak min 1GHz kell (M2
nekem jól megy egy 600 MHz-es Cell-en). | |
| 2006. okt. 24. 15:45 | Válasz | #468 | |
|
Sziasztok! Valaki tudja hogy mennyi a Mach2-3-nak a min gépigénye?Egy p2-es 366Mhz-es gépen elmegy? | |
| © Fehér Viktor | 2006. okt. 22. 20:12 | Válasz | #467 |
|
Üdv a csapatnak. Mi kell ahoz, hogy a maró motor fordulatát lehessen Mahc3-al vezérelni? Az elektronikai részre gondolok. | |
| 2006. okt. 22. 09:03 | Válasz | #466 | |
|
A legujabb Mach3-ba integrálva van a
LazyCam! Csak a régebbiekben nincs ilyen! | |
| 2006. okt. 21. 16:56 | Válasz | #465 | |
|
Az újrainstallálás után is marad a Lazycam,
pedig azt nem telepítettem újra! Ezek szerint teljes kiírtás kell, nem
elég az uninstall. A mach könyvtárból töröltem a lazycam.xml-t is, nagyon
makacs jószág ez... | |
| 2006. okt. 21. 15:55 | Válasz | #464 | |
|
Egy olyan munkadarabot marok, ami picit
hasonlít a batman jelre. A két szélén szimmetrikus körívek vannak.
Palástmaráskor, az egyik körívnél a "csúcspont" után, mikor egy pillanatra
megáll az egyik motor és kezdene forogni a másik irányba, az anyagon marad
egy pici kiugrás. Szemre nem venni észre, de ha végighúzom a kezem, érezni
a dudort. Arra gondolok, hogy növelem a gyorsítás értékét a mach3-ban. Gyorsabban történjen a megállás és az irányváltás. Az anyag másik oldalán ez a jelenség nincs, mert azon a ponton történik a köríves leállás, ráállás az anyagra és a fogásvétel. Mit gondoltok erről? | |
| © tyutyi | 2006. okt. 20. 16:33 | Válasz | #463 |
|
Aha, szerintem akkor nem marad más hátra,
mint az újratelepítés. Ha ugyanoda telepíted, ahol volt, akkor a port és
motorbeállításaid megmaradnak :) | |
| 2006. okt. 20. 16:26 | Válasz | #462 | |
|
A lazycam nem megy, nem akarja a hpgl-t
feldolgozni rendesen. Ha le is írtom, nem jön vissza a mach-ban az eredeti
import menüpont, továbbra is a lazycam marad a menüben.
| |
| © tyutyi | 2006. okt. 20. 15:36 | Válasz | #461 |
|
Szia Balu! mi történik importáláskor?? Lefagy a Mach, vagy mi történik? | |
| 2006. okt. 20. 15:03 | Válasz | #460 | |
|
Szóval pont a mach3 újrainstallálását
akartam elkerülni! Most minden tutin működik az inporton kívül, mert csak
a lazycam-el tudok inportálni. Ha mincs más akkor reinstall lesz :(
| |
| © tyutyi | 2006. okt. 20. 13:33 | Válasz | #459 |
|
Szia Balu! Akkor nem a lazycam program leszedésével van gond, hanem, hogy valamit átírt a registry-ben, amit a Mach nem szeret. Mi a hibajelenség az inportnál?? Mi van, ha a Mach-et rakod újra? | |
| 2006. okt. 20. 06:30 | Válasz | #458 | |
|
ezt is ismerem, csak azt nem tudom ettől
visszakerül-e a Mach3-ba a rendes inport opció!?
| |
| 2006. okt. 19. 21:07 | Válasz | #457 | |
|
start menü - futtatás - regedit start menu - run - regedit Fa struktúrában felmész a sajátgéphez/ my computer. Ctrl+F, beírod, hogy "lazycam" majd keresés. Amit talál, mind törölheted. Ne a jobb panelon látható eredményt töröld, hanem a bal oldalon a nyitott mappát. Ha több mappa van nyitva, akkor a "legbelsőt". Mást ne, akkor nem ronthatsz el semmit. De használhatsz registry cleanereket is: tune up 2006, meg sokféle van még. Én manuálisan szoktam. | |
| 2006. okt. 19. 20:58 | Válasz | #456 | |
|
tyutyi! Ha ilyen egyszerűenlejönne akkor nem kérdeztem volna! Sajnos ez a módszer nem működik! :( Üdv! Balu | |
| © tyutyi | 2006. okt. 18. 21:29 | Válasz | #455 |
|
Start menü-vezérlőpult-programok telepítése
és törlése....válaszd ki a lasycam-et és eltávolítás.. :)
| |
| 2006. okt. 18. 18:46 | Válasz | #454 | |
|
Sziasztok! Nem tudjátok véletlenül, hogy le lehet e irtani a Lazycam-et? Hüle fejemmel feltelepítettem és egész jó is lenne de hpgl-t nem igazán inportál. :( Nem szeretném az egészet újra telepíteni... Üdv! Balu | |
| 2006. okt. 18. 11:17 | Válasz | #453 | |
|
Köszi! Ez lehet, hogy magyarázat a pontatlanságra, mert d/9-es értéken volt (0.67) mindkettő! | |
| 2006. okt. 18. 11:10 | Válasz | #452 | |
|
aszbolit! Ahol a szerszámot választod ott alul be tudsz állítani két értéket! Az a szerszámpálya felbontása, ne volt túl nagy értékre állítva? Tedd 0.1mm alatti értékre! Üdv! Balu | |
| 2006. okt. 18. 10:20 | Válasz | #451 | |
|
Sikerült végre az ismétlést beállítani.
Ennek ellenére nem vagyok boldog. Totál pontatlan lett a téglatest. 10 x
20 x 10mm-es kellene, hogy legyen. Ehelyett 9.5 x 20.1 x 9.45 lett.
Ráadásul lekerekítettek a felső élek és az egyik oldal szög alatt van, nem
párhuzamos a másikkal. Egyből futtattam a teszteket, írtam hamar mindhárom tengelyre külön-külön is programot, hogy mi is az ábra. X,Y kifogástalan, Z-ben van 2 század. Most akkor mi van? Ennyit tud a deskproto? :S | |
| 2006. okt. 18. 08:34 | Válasz | #450 | |
|
Stabilt szerettem volna írni, meg
elmondani, hogy a cnc vezérlő gépen az 1.84.002 van feltelepítve.
| |
| 2006. okt. 18. 08:23 | Válasz | #449 | |
|
Regisztrálva van, igen. Most a legújabb verzió az R2? A tabil viszont a 1.84.002? | |
| 2006. okt. 18. 08:11 | Válasz | #448 | |
|
Regisztráltattad a Mach3-at? Demó módban
nem fog működni! | |
| © Fehér Viktor | 2006. okt. 18. 07:12 | Válasz | #447 |
|
Mármint a Multi Pass nullázódik.
| |
| © Fehér Viktor | 2006. okt. 18. 07:11 | Válasz | #446 |
|
Zöldre, más dolgod nincs.Én csak ennyit
szoktam. De bállítás után ne piszkálj semmit, mert vissza áll alaphelyzetbe.Természetesen a g-kód alaphejzetben legyen, a sor elejéről futtasd. | |
| © tyutyi | 2006. okt. 17. 23:25 | Válasz | #445 |
|
Ajánlom a Sygate Personal Firewall -t,
nekem az van és nam akad a Mach-el | |
| © tyutyi | 2006. okt. 17. 23:23 | Válasz | #444 |
|
Írtsd le a tűzfalat  és tegyél fel másikat, ami nem
akad... és tegyél fel másikat, ami nem
akad...  | |
| 2006. okt. 17. 21:59 | Válasz | #443 | |
|
Mit értesz konkrétan alprogram alatt? Nézd
meg ezt, talán jó lesz: http://www.cncsimulator.com/ | |
| 2006. okt. 17. 21:19 | Válasz | #442 | |
|
Ugyan ezt csináltam, csak angol felületenm,
csak más paraméterekkel. Már értem, hogy mi micsoda. Az on/off kapcsoló be
volt kapcsolva, mert villogott a sárga led. Az M30 előtti négyzet milyen színre vált nálad? Újra kell generáltatni a g-code-ot? | |
| 2006. okt. 17. 21:16 | Válasz | #441 | |
|
Ugyan ezt csináltam, csak angol felületen.
Már értem, hogy mi micsoda. Az on/off kapcsoló be volt kapcsolva, mert
villogott a sárga led. Az M30 előtti négyzet milyen színre vált nálad? Nem kell regenerálni a g-code-ot, hogy érvényesítse ezt az egészet? | |
| © Fehér Viktor | 2006. okt. 17. 20:49 | Válasz | #440 |
|
Több menetes végrehajtás. funkció billentyű
lenyom. 1 Hánymunkamenet legyen pl 4 2 első marás mélysége pl -2 3 menetenkénti mélyítés pl 2 A sárga lednek villognia kell, ott közvetlen mellette, ha nem, kapcsold be "érvényesítés". | |
| 2006. okt. 17. 20:19 | Válasz | #439 | |
|
Kipróbálom, de nincs sok bizodalmam benne.
A magyar is az angol-t használja, csak más elredezésben és más
feliratokkal. Annyit had kérjek még, hogy írd le a magyaron milyen lépésekből áll a paraméterezés! (Meg vagyok lőve, mert az internetes gépemen összeakad a mach3 a tűzfallal, így nem tudom próbálgatni. Kirohangálni meg a műhelybe...) | |
| © tyutyi | 2006. okt. 17. 20:08 | Válasz | #438 |
|
Szia aszbolit! Bár nem ismerem a progit, amit használsz, csak egy ötlet: nem lehet, hogy az egész dolog lesz 2mm öt ismétlésből?! Próbáld meg a 10mm-t 5 lépésben, lehet, hogy úgy jó lesz. Kérdés, hogy a progi hogyan működik? | |
| © Fehér Viktor | 2006. okt. 17. 20:08 | Válasz | #437 |
|
Valami más is van ott, próbáld már ki
István set képernyőjét, hátha segít valmit a gondon.Az is meg lehet, hogy
nem úgy műkszik az angol. | |
| 2006. okt. 17. 20:05 | Válasz | #436 | |
|
Nem működik valamiért. Megcsinálja a "max.
depht in forst pass"-hoz beírt értéknek megfelelő mélyen és kész. Nem
ismétel, nem vesz új fogást z-ben. | |
| 2006. okt. 17. 20:03 | Válasz | #435 | |
|
Valaki segítsen a multipass-szal
kapcsolatosan legyen szíves! Képtelen vagyok kibogyózni... Beírtam neki, hogy 5 lépésben szeretném, 2mm-es fogásvétel (-2), az amount-hoz pedig egyet. Az amountot variáltam, de nem reagált rá semmit. A végeredmény végül is: a 10mm magas téglatestből elkészült egy 2mm mély rész. Nem hajlandó ismételni. | |
| © Fehér Viktor | 2006. okt. 17. 20:01 | Válasz | #434 |
|
fogás mélység, a következő sor ennyit fog
"Z" minuszba sűjjedni | |
| © papazin | 2006. okt. 17. 16:50 | Válasz | #433 |
|
Keresek olyan PC-s progit ami CNC marógép
G-kódjának alprogramját is lejátsza. Kössssszi??? | |
| 2006. okt. 17. 15:04 | Válasz | #432 | |
|
Erre gondolok: "Amount to drop on each pass?" Ide milyen értéket írjak be? | |
| 2006. okt. 17. 08:11 | Válasz | #431 | |
|
Az utolsó dolog mire vonatkozik? Azt még
mindig nem világos. | |
| © Fehér Viktor | 2006. okt. 17. 07:18 | Válasz | #430 |
|
Így van, megattad hány sorból legyen
kimarva és ezeknek a soroknak a fogás mélysége. | |
| © Fehér Viktor | 2006. okt. 17. 07:18 | Válasz | #430 |
|
Így van, megattad hány sorból legyen
kimarva és ezeknek a soroknak a fogás mélysége. | |
| 2006. okt. 16. 22:51 | Válasz | #429 | |
|
A multipass résznél nem értem teljesen,
hogy a harmadik felugró ablak mit kérdez! Az első, hogy hány lépésből álljon a marás. A második, hogy mekkora legyen az első fogásmélység. Az utolsó valami olyasmi értelmezésem szerint, hogy mekkora értékeket dobhat minden fogásnál? | |
| 2006. okt. 13. 13:00 | Válasz | #428 | |
|
Sziasztok. Az érdekelne, mérte-e valaki a mach3 step és dir jeleit szkóppal? Olyan-e mint a k-cam-é, mert én csak azt tudtam megmérni. Ez alatt azt értem, hogy a k-cam-nál a step jel kb 50% kitöltési tényezőjű./csak a freki változik/ A dir jel pedig valamennyivel előfut és utána irányváltásig azon a szinten marad. Mert ha a mach3 is ilyen akkor a step jel szélesség beállítás csak korlátozás, nehogy szűkebb legyen. Vagy pl.: az alap L szint csak ennyi időre változik H-ra??? És a dir jel is folyamatosan minden lépés előtt előfut??? | |
| © ifarkas | 2006. okt. 05. 19:29 | Válasz | #427 |
|
Sziasztok! Mach3 Turn(eszterga) kezelői leírás fordításához kérek segítséget, ill. ajánlatot. Kb. 25 oldalt kellene magyarra fordítani. | |
| 2006. okt. 05. 11:20 | Válasz | #426 | |
|
Ok. Ezek szerint jól látom, hogy nem látom!
| |
| © Rinaldo | 2006. okt. 05. 09:08 | Válasz | #425 |
|
Már a D sorozat alap set fájljaiban sem
volt meg ez a funkció sajnos.Kreálni kell a settings oldalra egy ilyen
funkciót, vagy azok közül a képernyő fájlok közül kell választanod
felületet amelyikben ez megvan, esteleg azokból emeld át a neked tetsző
felületre. | |
| 2006. okt. 05. 07:35 | Válasz | #424 | |
|
Nem találok ilyet sehol!
| |
| © Rinaldo | 2006. okt. 04. 21:33 | Válasz | #423 |
|
A slow jog rate valószinüleg 100 %-on
áll... | |
| 2006. okt. 04. 16:38 | Válasz | #422 | |
|
Még egy észrevétel: Az eredeti (Mach3 RC2g) képernyőjével nem tudom a gépet lassú (Shift nélküli) és gyors (Shiftel) való mozgások között váltani (mindig csutka sebességel megy)! Csak az általam készített (Profi2.1) képernyővel megy ez a funkció! Nem találom, hogy az eredetin mivel lehetne ezeket aktivizálni...
| |
| 2006. okt. 04. 16:36 | Válasz | #421 | |
|
Megtaláltam a hibát (amiért nem ment előre
az X tengelyem)! Egy újabb tapasztalat  : : Szórakozásból elpiszáltam a System Hotkeys menüben az X tengely X++ (gondolom gyorsjáratot jelent) gombját. Ami a lényeg, nem tudtam sehogysem visszaállítani! Eredetileg itt 999 áll. Bármivel is próbálkoztam nem tudtam oda 999-et varácsolni. Nem maradt más mint a Mach3Mill.xml file-t kézzel piszkálni. Megkeresve az ide vonatkozó bejegyzést és kézzel átírva 999-re, minden megjavult! | |
| 2006. okt. 04. 16:32 | Válasz | #420 | |
|
Én is! | |
| 2006. okt. 04. 14:34 | Válasz | #419 | |
|
Köszi! | |
| © tyutyi | 2006. okt. 04. 14:22 | Válasz | #418 |
|
Én itt szoktam: Config,ports&pins,motor
output,dirlow active -et pipálgatom :) | |
| 2006. okt. 04. 14:04 | Válasz | #417 | |
|
A Mach3-ban hól állitom ha a motorok
forditva forognak? | |
| 2006. okt. 04. 09:29 | Válasz | #416 | |
|
Érdekes, a benti gépemen megy! Valami össze
lehet borzolva az otthonin! | |
| © Fehér Viktor | 2006. okt. 04. 04:31 | Válasz | #415 |
|
XMLEditor. | |
| © Fehér Viktor | 2006. okt. 04. 04:30 | Válasz | #414 |
|
Nekem műkszik. Viszont a proci terhelés
full. 1G-ás PC-nél. | |
| 2006. okt. 03. 18:33 | Válasz | #413 | |
  Próbáltátok a legújabb Mach3-ast?!
Nekem NEM MEGY az X tengely előre (pozitív irányba)!!! Próbáltátok a legújabb Mach3-ast?!
Nekem NEM MEGY az X tengely előre (pozitív irányba)!!! Már az RC2.0e-nél sem ment, de most g-t is letöltöttem és ott sem megy! (a Mach2 tökéletesen megy)!
| |
| © Fehér Viktor | 2006. szept. 28. 16:44 | Válasz | #412 |
|
Üdv. Próbáltam átírni az xml fájlt, de.......... Mivel is lehet, bicskatörés , még nem írtam ezt a típust, HTML szerkesztővel? | |
| © Fehér Viktor | 2006. szept. 27. 20:14 | Válasz | #411 |
|
Igen valóban nem dobta a mentési ajánlatot.
Megpróbálom akkor ajánlatod szerint. Köszönöm. | |
| © endret | 2006. szept. 25. 21:13 | Válasz | #410 |
|
ha végkép nem megy akkor az xml-ben állítsd
át: <PathMode>1</PathMode> Ex. Stop <PathMode>2</PathMode> Constant Velocity | |
| © endret | 2006. szept. 25. 20:58 | Válasz | #409 |
|
Állítsd át majd lépj ki és felajánlja a
mentést! Velem is előfordult hogy nem mindíg menti le de ha 'ráerőltettem' akkor műxik ;) | |
| © endret | 2006. szept. 25. 20:58 | Válasz | #409 |
|
Állítsd át majd lépj ki és felajánlja a
mentést! Velem is előfordult hogy nem mindíg menti le de ha 'ráerőltettem' akkor műxik ;) | |
| © endret | 2006. szept. 25. 20:53 | Válasz | #408 |
|
Állítsd át majd lépj ki és felajánlja a
mentést! Velem is előfordult hogy nem mindíg menti le de ha 'ráerőltettem' akkor műxik ;) | |
| © Fehér Viktor | 2006. szept. 24. 15:13 | Válasz | #407 |
|
Üdv. Valaki tudna választ arra, hogy a Motion Mode Exact Stopja miért nem akar fixen bekapcsolva maradni. Mach Újra indítása után vissza vált Constant Velocíty-re. Ha elfelejtem bekapcsolni nem csinál sarkokat, kerekít. A verzíó amit használok RC2a. Vagy esetleg a g-cód generálásakor valamit nem jelölök be.Ebben a verzíóban már a LazyCam van integrálva. | |
| 2006. szept. 21. 13:13 | Válasz | #406 | |
|
Ha jól látom az Arto leállította a Mach4
fejlesztését és támogatását (a benne lévő vezérléseket a Mach3-ba
plugingok formájában integrálja)! | |
| © tyutyi | 2006. szept. 20. 21:40 | Válasz | #405 |
|
Nálam 30%-ot | |
| © Fehér Viktor | 2006. szept. 20. 21:15 | Válasz | #404 |
|
Üdv. Nézte már valaki, hogy mennyi erőforrást emészt fel a set- képernyő. Nézzétek meg full képernyőn és utánna rakjátok le tálcára, megfogtok lepődni. Természetesen menet közben. Igaz kissebb ("CPU") pc-vel rendelkezőknek jelenthet gondot. 
| |
| © Fehér Viktor | 2006. szept. 20. 06:48 | Válasz | #403 |
|
CSak a tapasztalatom írtam le, de lehet
,hogy én baltáztam el valamit...... :( | |
| 2006. szept. 20. 06:40 | Válasz | #402 | |
|
Nem taszteltem, csak találtam!
| |
| © Fehér Viktor | 2006. szept. 19. 20:45 | Válasz | #401 |
|
Nekem nem igazán műkszik, valami mindíg
hibázott.Majd mindet kipróbáltam de egy sem tökéletes, amúgy dizájnos
lenne. DE csak ennyi. | |
| © tyutyi | 2006. szept. 19. 13:32 | Válasz | #400 |
|
Sziasztok! Kössz a tippet, betöltöttem és leraktam a Form-ra mégegy panelt a Z mozgatására :)) Így már OK. | |
| 2006. szept. 19. 12:31 | Válasz | #399 | |
|
Tölsd be a screen editorba és próbáld
szerkeszteni! | |
| © tyutyi | 2006. szept. 19. 12:13 | Válasz | #398 |
|
Sziasztok! Lenne egy kérdésem: Az István féle MACH screen-ben nagyon tetszik az a folyamatosan állítható(húzható) JOG dolog, az összes többi képernyőn csak gombok vannak, ami nem annyira tetszik. A kérdés, hogy az István féle képernyőn hogyan lehet a Z tengelyt joggolni?! Ahhoz nem láttam ilyen joggolási lehetőséget?! | |
| 2006. szept. 19. 11:40 | Válasz | #397 | |
|
Láttátok az új képernyő set gyűjteményt?
Screen set-ek  | |
| © Rinaldo | 2006. szept. 17. 20:50 | Válasz | #396 |
|
Ok, i.n.m. A step per units-nál a tizedes jagyeket is írd be ameddig csak lehet csak úgy lessz pontos. 400-nál ugye 1.11111111111111 | |
| © Lakatos | 2006. szept. 17. 20:40 | Válasz | #395 |
|
Köszönöm a segítséget. | |
| © Rinaldo | 2006. szept. 17. 19:20 | Válasz | #394 |
|
Sziasztok, Én a következők szerint jártam el: Engedélyeztem a 4. tengelyt ,definiáltam az LPT1 7-es,8-as bit-jére. Ez ugye a 8-as 9-es pin.Engedélyeztem a Config-State Rot 360 rollover-t.Definiáltam a 4. tengelyhez billetyü kódot.(Nálam ez a A++ B 66 balra,A-- J 74 jobbra lett)A rollover miatt az egység a fok.Az elmondottak D1.90.020-ra érvényes!! Sok sikert!! Az én címem nyitott,ha kérdés merülne fel ird meg és ha tudok segítek.:-) | |
| 2006. szept. 17. 11:16 | Válasz | #393 | |
|
Értem a problémád és sajnos nem tudom!
Teszteléssel esetleg nem lehet kideríteni (próba G-kódra gondolok)?
| |
| © Lakatos | 2006. szept. 17. 11:14 | Válasz | #392 |
|
Az nem tiszta például,hogy az egy egységre
beírandó lépésszám az mennyi legyen 1 egész kör vagy 1 fok? És ezen kívül
van-e valami extra amit be kell állítani? | |
| 2006. szept. 17. 11:04 | Válasz | #391 | |
|
Próbáltad a leírásából kihámozni?
| |
| © Lakatos | 2006. szept. 17. 10:07 | Válasz | #390 |
|
Sziasztok! 4. forgató tengely beüzemelésénél miket kell beállítani,hogy működjön is? Jelenleg próba szintjén az X motor helyére kötöttem,de ez ugye így nem az igazi. | |
| 2006. szept. 10. 19:24 | Válasz | #389 | |
|
Igazán nincs mit!  | |
| © Robika37 | 2006. szept. 10. 19:20 | Válasz | #388 |
|
Köszönöm, majd kibökte a szemem ! Ohh lámaláma :DD További szép estét! Robika | |
| 2006. szept. 10. 19:15 | Válasz | #387 | |
|
Van ezekre egy külön menü:
Config/Homing/Limits | |
| © Robika37 | 2006. szept. 10. 19:08 | Válasz | #386 |
|
Üdv az Uraknak ! Aziránt érdeklődnék, hogy a Mach programban hol ill. hogyan lehet definiállni azt hogy a Home kapcsolót melyik irányból közelítse meg a gép. Tehát ha kiadom a "mozgás referenciára" parancsot akkor melyik irányba indul ? A kérdés oka: ha leáll vagy leállítom a CNC-t/számítógépet, de tudom hol tartottam a munkában, akkor hitelesített mérőrendszerrel( ez esetben a Home kapcsolónál) tudom folytatni a munkát. Ugy gondolom..... Előre is köszi. Robika | |
| 2006. szept. 10. 08:12 | Válasz | #385 | |
|
Köszi! Felkeltetted az érdeklődésem ez
iránt, köszi!!! | |
| © Kalmus | 2006. szept. 09. 20:17 | Válasz | #384 |
|
A 4.22-est. Nekem is nagyon bevált.
| |
| © Hunka Tibor | 2006. szept. 09. 13:56 | Válasz | #383 |
|
Szia Kalmus. A OneCNC mejik verzioját használtad ? Nekem nagyon bevált . Tibor | |
| © Kalmus | 2006. szept. 09. 13:32 | Válasz | #382 |
|
A G-kód generálás az ONECNC-vel, a habvágás
vezérlése a Mach3-al megy. | |
| 2006. szept. 07. 18:50 | Válasz | #381 | |
|
Köszi! Meg fogom tanulmányozni!
| |
| 2006. szept. 07. 16:14 | Válasz | #380 | |
|
A bobcad-cam-nak van egy wire része az erre
szintén jó! Az ára viszont elég húzós de van free próbaverzió! ITT Üdv! Balu | |
| 2006. szept. 07. 12:50 | Válasz | #379 | |
|
Köszi az infót! Magát a habvágást melyik
progival végzed (Mach vagy OneCNC)? | |
| © Kalmus | 2006. szept. 07. 09:14 | Válasz | #378 |
|
Valódi 4D habvágásra. Az ONECNC Wire-EDM
moduljával lehet generálni az egészet. El kell készíteni benne az egyik és
másik görbét amiken végig vezetem a vágószálat, majd a szoftver generálja
a G-kódot X-Y és UV koordinátákkal. Eredetileg huzalszikrára készült de kiváló 4D habvágásra is. | |
| 2006. szept. 06. 17:39 | Válasz | #377 | |
|
Valódi 4D habvágásra használod, vagy a 3D
marót bővited vele? Ha habvágásra, akkor a testet mivel szerkeszted meg és hogyan konvertálod az U V W tengelyekre? | |
| © D.Laci | 2006. szept. 06. 16:54 | Válasz | #376 |
|
Igaz régen használtam az onecnc-t de ha
jolemlékszem a pestprocessort lehet definiálni, igy átt lehet irni a
tengelyeket... | |
| © Kalmus | 2006. szept. 06. 16:14 | Válasz | #375 |
|
Szia István! Én a ONECNC-vel próbálkoztam és sikerült.Kicsi kell kínlódni a beállításokkal, de utána szuperül megy. Bár igaz hogy a második tengelypár nem A-B Hanem U-V, de ezekkel a koordinátákkal is tökéletesen működik. Valószínű, hogy nem csak az XYZ, ABC, hanem az UVW koordinátarendszer is működőképes a Mach3-ban. | |
| © Kalmus | 2006. szept. 06. 16:14 | Válasz | #374 |
|
Szia István! Én a ONECNC-vel próbálkoztam és sikerült.Kicsi kell kínlódni a beállításokkal, de utána szuperül megy. Bár igaz hogy a második tengelypár nem A-B Hanem U-V, de ezekkel a koordinátákkal is tökéletesen működik. Valószínű, hogy nem csak az XYZ, ABC, hanem az UVW koordinátarendszer is működőképes a Mach3-ban. | |
| 2006. szept. 05. 06:41 | Válasz | #373 | |
|
Az viszont fúrcsa, hogy a Total Commander
ki tudja csomagolni (az nem Arto termék)! | |
| © Rinaldo | 2006. szept. 04. 21:45 | Válasz | #372 |
|
Szerintem csak trükköznek a fiúk odaát. Ha
megnézzük a forrás fájl méretét meg a "kibontás" utáni méretet szinte
megegyezik.Az m3s a Mach3 set-et jelentheti?? talán. De ez még a jobbik
eset létezik már olyan dokumentum is aminek nincs kiterjesztése és a dupla
kattintásra az is használható állapotba kerül!! | |
| 2006. szept. 04. 18:41 | Válasz | #371 | |
|
Hoppá, ez egy tömöritett file formátum?
| |
| © Rinaldo | 2006. szept. 04. 18:34 | Válasz | #370 |
|
Bocs én Total Commandert 6,03-at használok
,az azonnal kicsomagolja az m3s fájlt is intézővel nem tudom hogyan
oldható meg a dolog. | |
| © Rinaldo | 2006. szept. 04. 18:27 | Válasz | #369 |
|
Click kétszer az m3s fájlra és lessz
meglepetés a többi már megy magától. | |
| 2006. szept. 04. 18:23 | Válasz | #368 | |
|
Hát erre én is kíváncsi lennék (talán a
legújabb verzióju mach3 be tudja tölteni mint screen layaut)!
| |
| © Robika37 | 2006. szept. 04. 18:02 | Válasz | #367 |
|
Üdv az Uraknak! Az Artsoft/dowload oldalon vannak új kezelői felületek, de m3s kiterjesztéssel. Hogyan kell az ilyeneket feltelepíteni. Bocs ha nagyon primitiv a kérdés. Előre is köszi Robika | |
| 2006. aug. 27. 10:09 | Válasz | #366 | |
|
Valószínüleg nem külön sorba kellene az A-B
koordináta (mert akkor nem egszerre hajtódna végra az X-Y-al), hanem
egysorba velük. Ilyet akár wizárdba is lehetne írni talán! | |
| 2006. aug. 27. 09:11 | Válasz | #365 | |
|
Hiába győzködöm az Arto-t, hogy egy kicsit jobban támogassa a
habvágósok 4D-s igényeit, nem igazán hajlanak rá! Azt mondják, hogy most
is meg lehet csinálni csak a G-kódot kell megirni hozzá. Ez igaz, mivel ha
X-Y és A-B tengelyeket használjuk, akkor a megfelelő G-kóddal lehet simán
4D-s vágót készíteni! Arra gondoltam, hogy lehetne írni egy kis segédprogramot, ami egy 2D-s (X-Y) alakzatból generált G-kódot kiegészítene (minden 2. sorba beszúrva) egy A-B koordinátás és S szorzatú másolattal. Ez az A-B koordinátás másolat lenne a gép másik oldali hajtása és így 4D-s habvágókat lehetne múködtetni! Az S szorzó pedik a kúposságért felelne (1-től kisebb szorzó csökkenő kúpot, 1-től nagyobb szorzó, növekvő kúpot eredményezne! Persze ez csak egy sima kúpos 2+2D-s rendszer lenne, de teljesen egyszerű módon (szoftverből) működne. Egy komolyabb progival aminél két alakzatot (2D) egymásközt pontról-pontra meg lehetne adni, azzal teljesen 4D-s G-kódot lehetne generálni! Nincs már ilyen program (G-kód szerkeztő) véletlenül?! | |
| © palika | 2006. aug. 25. 19:28 | Válasz | #364 |
|
Hülye vagyok!!! Már megy mind a két irányba. Köszi a segítséget. | |
| © palika | 2006. aug. 25. 19:24 | Válasz | #363 |
|
Kedves Rinaldo E-miledet sajnos nem tudtam megnézni. Ha van rá mód ide küld légyszives rebelis2@freestart.hu . Előre is köszi, bár már félig megoldottam. Kedves D.Laci köszi. Sikerült elérni, hogy az egyik irányba szépen megy, de ha m4-el visszafelé akarom forgatni a motort akkor csak ugrál össze-vissza | |
| © Rinaldo | 2006. aug. 25. 17:26 | Válasz | #362 |
|
Szia Palika, Néhány napja küldtem neked mailt a fórumon keresztül ,de nem reagáltál. | |
| © maffia1 | 2006. aug. 25. 16:54 | Válasz | #361 |
D.Laci az tudja!! Nem soká átnézek mester!! Kiváncsi vagyok hogy megy
ott az élet!? Kiváncsi vagyok hogy megy
ott az élet!? | |
| © D.Laci | 2006. aug. 25. 15:43 | Válasz | #360 |
|
config/ports and pins/motor outputs/spindle
ugyan ugy beállitod mint egy léptető motort!!! | |
| © palika | 2006. aug. 25. 13:05 | Válasz | #359 |
|
Senki nem segít???:( Már szétállítottam mindent a mach3-ban, de semmi eredmény. Nem akarnak a step/dir jelek előkerülni. Ha tud valaki kérem segítsen. | |
| 2006. aug. 24. 20:02 | Válasz | #358 | |
|
Firmware és Prechange értékek? Ezek rendben
vannak? | |
| © Hunka Tibor | 2006. aug. 24. 14:22 | Válasz | #357 |
|
Szia rc Nekem is hasonlo a problémám csak hol a xy on hol a z jelentkezik !!TEHÁT NEM NÁLLAM VAN A PROBLÉMA !!!!! Tibor | |
| © palika | 2006. aug. 23. 19:57 | Válasz | #356 |
|
Helló Segítséget szeretnék kérni abban, hogy hogyan lehetne kicsalogatni a marómotor számára step/dir jeleket. A rádiotechnika ujságban megjelent egy háromfázisú motorvezérlő áramkör rajza(95/8), amit kis átalakítással step/dir jelekkel lehetne vezérelni. Csak a mach3-ból nem tudtam eddig ilyen jeleket kivarázsolni. Volt már szó erről, volt akinek sikerült is, de részletesen még senki nem írta le mit is kell beállítani. Aki tudja kérem írja le! Köszönöm! | |
| © rc | 2006. aug. 23. 11:45 | Válasz | #355 |
|
Helló! Az a problémám,hogy a Z tengelyem nem működik jól. Minden fel- le mozgatási ciklus után egy kicsivel többet megy lefelé. Ha megfordítom a műveleti irányt ( felfelé marás) akkor pedig fölfelé mozdul mindig többett. Az a vicces a dologban, hogy KCAM4-el jól műkszik. Árnyékolt kábeles a motorok hozzávezetése, ha a maró motort kikapcsolom ugyanaz a probléma. | |
| © Szmutku Zoltán | 2006. aug. 22. 19:51 | Válasz | #354 |
|
Hát igen, ha már az ember megadhatja, akkor
ki kellene tudnia számolni a helyes méreteket...mindenesetre teljesen jó
lett így marás mérete. | |
| 2006. aug. 22. 17:56 | Válasz | #353 | |
|
De akkor mért kell (lehet) külön megadni a
mértékegységet (Inc/mm)? Ez szerintem egy bug. | |
| © Szmutku Zoltán | 2006. aug. 22. 16:36 | Válasz | #352 |
|
Hello, Ez a 40-es érték úgy tűnik bejött, most marja ,de úgy látom jó lesz... Köszi mindenkinek ! A múltkor valszeg azért volt jó, mert biztosan mindenütt inch-en hagytam mindent. Most meg következetesen mm -eztem ... | |
| © psychobilly | 2006. aug. 22. 16:14 | Válasz | #351 |
|
Hi A HPGL mértékegysége a plu (plotter unit) és 40 plu = 1 mm és 1016 plu = 1 inch, tehát a scale factor-hoz próbáldd beírni a 40-et. Nekem ez segített, ugyan ezen a problémán. Üdv.: Psychobilly | |
| 2006. aug. 22. 16:10 | Válasz | #350 | |
|
Nálam is 1016 (normali)! Nézted, hogy mind az importnál, mind a rendszernél mm-van beállítva (és persze ahonnét hozod az is mm)? Esetleg állísd át inc-re mindent 8lehet, hogy bug van az importban)! | |
| © Szmutku Zoltán | 2006. aug. 22. 14:51 | Válasz | #349 |
|
Hello , Ez megvolt, sőt megcsináltam ugyanazt a plt fájlt egy másik programban is. Az eredmény ugyanaz :-( . Valami törtrésze csak az elmozdulás mértéke a tervezettnek... Pár napja már csináltam egy próba szöveget és az jó volt, tehát azt hiszem a Mach-ban állítottam el valamit véletlenül. HPGL importnál a Scale Factor mit jelent ? Nekem 1016 van benne, nem emlékszem hogy átírtam volna. Jó úgy? | |
| 2006. aug. 22. 12:37 | Válasz | #348 | |
|
Ellenőrizd a két szoftver (közötti)
mértékegység kompadtibilitást! Az egyik szerintem inc a másik meg cm v.
mm! | |
| © Szmutku Zoltán | 2006. aug. 22. 12:15 | Válasz | #347 |
|
Sziasztok ! Csináltam egy plt fájlt, egy egyszerű próba szöveg van benne. A tervezéskor megadtam az anyag méreteit, képernyőn jó is. A Mach-ba is sikerül importálni, képernyőn jónak is tűnik, de ha elindítom , csak valami picike mozgásokat végeznek a tengelyek . A Mach-ban a Scale nincs elállítva. Nem találom a megoldást, van ötletetek, mit szúrhatok el ? Köszi. | |
| © Fehér Viktor | 2006. aug. 14. 17:36 | Válasz | #346 |
|
Amindenit megvan, a general logicbann.Use
safe Z-kipipálni. | |
| © Fehér Viktor | 2006. aug. 14. 17:27 | Válasz | #345 |
|
Üdv a csapatnak. Help! Tudja valaki hol lehet beállítani, a mozgások sorrendjét? Arra gondolok amikor, valami végett a futó progit leállítom és nyomok egy hom pozícióra való mozgást és ugye a z-nek kelene elősször mozdulnia, de nekem az x teszi. Szerszámtörés, figyelek erre de azért beugrik néha krakk. | |
| 2006. aug. 02. 11:50 | Válasz | #344 | |
|
A kalibrálást nagyobb elmozdulási úton
végezd (pl. 100mm oda-vissza)! | |
| © Karsa István | 2006. aug. 02. 11:43 | Válasz | #343 |
|
köszi! ütöm még! | |
| 2006. aug. 02. 11:41 | Válasz | #342 | |
|
A számított difi +- 0.003109mm, a többi
mechanika lehet. | |
| © Karsa István | 2006. aug. 02. 11:37 | Válasz | #341 |
|
321.5555 lépés/mm
| |
| 2006. aug. 02. 11:23 | Válasz | #340 | |
|
Mekkora az elméleti felbontásod (mm/step)?
Ha tört értékre jön ki, akkor a végeredmény +-1 lépés lesz (mivel nincs tört step). | |
| © Karsa István | 2006. aug. 02. 10:54 | Válasz | #339 |
|
Üdv az itthon lévőknek! Mekkora pontosságot lehet elérni a MAC3 beállításaival ill a CNC mechanikával. Próbálom beállítani a MAC3-t a gépemhez. Mérőórával mérem az X tengely pontos pozicionálását. 1 mm-es léptetéseknél 0.03 -. 0.04 közti pontossággal áll be. 5 oda 5 vissza lépés során belül marad az 5 századon. Elegendő pontosság ez, vagy kalapáljam még? Hali Karsa István | |
| © D.Laci | 2006. júl. 31. 08:49 | Válasz | #338 |
|
Hello! Kösszi szépen! Igyekszem... | |
| © maffia1 | 2006. júl. 30. 23:24 | Válasz | #337 |
|
Nagyon Frankó!!! Ez már tudásra vall!!Jó az oldalad is!! Sok sikert hozzá! 
| |
| © sasi | 2006. júl. 30. 22:44 | Válasz | #336 |
|
Hello Laci! Letöltöttem OK! Köszönöm. | |
| © D.Laci | 2006. júl. 30. 11:39 | Válasz | #335 |
|
Letölthetö a részben magyar nyelvü Mach3
menü! Magyar Mach3 | |
| © Szmutku Zoltán | 2006. júl. 29. 16:48 | Válasz | #334 |
|
Hello Laci ! Vexta PK-26602A motorok vannak.Gőzöm sincs a tartó nyomatékról, valami 2 NM - t emleget a papírja, de ha jól sejtem az a max. forgatónyomaték lesz. Közben kísérletezgettem még vele egy kicsit. Feljebb emeltem a sebességet 15 mm/sec -re , ez már 900 mm/perc , olyasmi mint ahogyan Te is írod. Úgy látom elmegy vele. Kirajzoltattam a spiráltesztet, meg a 60*60-as négyzetet, egyelőre jónak tűnnek nekem. A hanggal kapcsolatban arra jutottam, hogy valszeg a szerkezet rezonál be és azért van ilyen nem szép hangja. Mert egyébként műxik... A napokban a megfelelő helyekre majd gumi rezgéscsillapítókat szerelek és akkor biztos vagyok benne hogy jobb lesz... Köszönöm nektek a segítségeket ! | |
| © D.Laci | 2006. júl. 29. 15:12 | Válasz | #333 |
|
Hello! Hány Nm a tartó nyomatéka a mocinak?
Milyen típus? A 1.8°-os mocik félllépéses üzem modban ~200 f/min adják le a legnagyobb forgató nyomatékot. a te esetedben ha kelö nagyságú a motor ~600mm/min lenne a megmunkáló sebeség!!! ~ˇ900-1200mm/min a pozicionáló sebersség. | |
| © Szmutku Zoltán | 2006. júl. 29. 14:55 | Válasz | #332 |
|
Sziasztok ! No, megtörtént az első vezérlési kísérletem ... Segítségetekkel sikerült kitalálni a step/unit -ot, velocitynek meg beállítottam 10 mm/sec-et, ennyit adott meg a mechanikára a szállító. Működik is, de az X tengelynek a lassúbb mozgásokkor (vagyis munka közben általában ) csúnya, nyikorgó hangja van.(Ha 100 %-on pörgetem billentyűvel, akkor nem.) Többször kirajzoltattam vele a scorpion.tap fájlt a levegőben, állítgattam a sebességet meg a gyorsítást ide oda, de nem igazán változott a helyzet , sőt a magasabb sebességekkel inkább rosszabb lett, 35 felett olykor szécsúszott egymástól a 2 X tengely (külön-külön motorral van) . Végül lerajzoltattam vele papírra is a skorpiót, sikerült is , de a hangja nem szép. Szerintetek lehet ezzel kezdeni még valamit, vagy lehet hogy a ilyen a hangja munka közben és kész ? (Az Y meg a Z ugyanezekkel az értékekkel szépen muzsikál, igaz azok sokkal rövidebbek, gondolom kevésbé tudnak rezonálni...) | |
| © tyutyi | 2006. júl. 28. 12:00 | Válasz | #331 |
|
Sziasztok! Van valami .reg fájl, amivel lehet változtatni, hogy tizedes pontot vagy tizedes vesszőt értelmezzen a MACH. De vigyázni kell vele, mert a regisztrációs adatbázisban átirja a decimális számok értelmezését és emiatt lehet, hogy más program nem fog futni!!! (persze vissza lehet csinálni) | |
| 2006. júl. 28. 10:55 | Válasz | #330 | |
|
Fontos: ne tizedes vesszőt írj, hanem
pontot! Pl: 133.67 (setep/mm) | |
| © Szmutku Zoltán | 2006. júl. 28. 10:48 | Válasz | #329 |
|
Köszi! Remélem a hétvégén végre húzok vele valami vonalat :-) | |
| 2006. júl. 28. 10:43 | Válasz | #328 | |
|
Ez természetes (mármint az, hogy jól számol
törtekkel is), hisz akkor kalibrálni sem lehetne. Az impulzusok számát,
ami a Vezérlőnek kell, a teljes, egyben megteendő úthoszra (Gxx
utasításra) számolja ki. Csak a végén lévő impulzust nem tudja darabolni
(tehát a beállási hiba elvben csak +-1 impulzusnyi elmozdulás lehe)!
| |
| © kozmaj | 2006. júl. 28. 10:40 | Válasz | #327 |
|
"Ezt írd be (törtekkel is jól számol)"
Látjátok ezt én sem tudtam! | |
| 2006. júl. 28. 10:37 | Válasz | #326 | |
|
66.66×2 (mert féllépéses)=133.32! Ezt írd be (törtekkel is jól számol). Ez után majd próba marásokkal (rajzolásokkal) finomítgathatod. | |
| © kozmaj | 2006. júl. 28. 10:36 | Válasz | #325 |
|
Ha féllépéses üzemmódban vagy, akkor
elvileg a fél lépés számít egy lépésnek. Tehát ha egészlépéses módban 200
lépés 1 fordulat, akkor az a fél lépéses üzemmódban 400 lépés. Így
feleakkora egy lépés során megtett út. Számítás: 3mm / 400 = 0,0075 mm/lépés 1mm / 0,0075 = 133,3333 Szerintem próbáld meg mindkét (133 és 134) beállítással is. Rajzoltass egy jó hosszú vonalat a cnc-vel és mérd meg a hosszát. (Azért ha valaki hibát talál a számításomban írjon, mert nem szeretném félrevezetni Zoltánt!) :-) | |
| © Szmutku Zoltán | 2006. júl. 28. 09:55 | Válasz | #324 |
|
Sziasztok ! Kiszámoltam a gépemhez szükséges Mach beállításokat, de nem nagyon gondolom jónak ami kijött. Megmondanátok hogy jól számoltam-e? Szóval 12 -es trapézmenetes orsó van, 3 mm menetemelkedéssel. Áttétel nincs, 1:1 -ben hajt a motor. A motor 200 lépéses. A vezérlőkártya féllépéses üzemmódra van jumperolva, ez nem tudom számít-e. Ezekből az számoltam ki , hogy 3mm/200 = 0.015 mm/lépés 1 mm / 0.015 mm = 66.66 lépés/mm Akkor mit is kéne beírnom a Machnál a motor tuninghoz steps / unit -nak ha a mértékegység mm-re van állítva ? 66- ot, vagy 67 -et ? Vagy így nem lesz pontos sehogyan? | |
| 2006. júl. 25. 14:53 | Válasz | #323 | |
|
Köszi az infót! | |
| © Rinaldo | 2006. júl. 25. 12:40 | Válasz | #322 |
|
A G-Rex 100 Gecko vezérlőhöz készitették,és
hálózaton keresztül lehet vezérelni a CNC Machinát.A pluginok-hoz
bemásolod a letöltött fájlt,a kiterjesztést átjavítod .dll-re.Mach3 indít
és kérdezi hogy milyen vezérlési módot akarsz használni LPT-t vagy G
100-at?Ahogy én látom G 100 nélkül reménytelen tesztelni.
| |
| 2006. júl. 25. 10:07 | Válasz | #321 | |
|
Valaki tudja, hogy mi az a G100-as plugin a
Mach3-hoz? (az a soros kummunikációs Step/Dir panel drivere lenne?) | |
| © Bertalan | 2006. júl. 14. 22:09 | Válasz | #320 |
|
Szia Lakatos és Balu! Örülök, hogy reagáltatok, hiszen egy kis megerősítést érzek a válaszotokban. A célkitűzés valami olyan lehetett, mint amit Balu megfogalmazott, de az tény, hogy csak annyit tud, amennyit Lakatos leírt. Ezek szerint mindössze arról van szó, hogy ha egy (nemcsak kör alakú) alkatrész egy pontját ismerjük (be van jelölve), akkor a tapintót (szerszámot) oda mozgatjuk, majd megnyomjuk a célkereszthez hasonló ábrát (ami talán nullpont-szimbólum akart lenni), ezáltal a munkadarab- nullpontot az alkatrész bejelölt pontjára helyezzük? Ha Ti többet láttok ebben az ábrában, akkor avassatok be! A "Select" gombok funkciója világos, de még mindíg zavaros a négy db tapintó-ábra szerepe. Mindenkitől köszönettel fogadok minden tippet, információt. Üdv: Bertalan István | |
| 2006. júl. 14. 20:12 | Válasz | #319 | |
|
Szia Bertalan! Még nem néztem meg a mach-ban de nem lehet, hogy a kört kell megérinteni 3 ponton, hogy így add meg a nullpontot? A cégnél a 3D-s mérőgépen van egy referencia gömb amit leteszel valahová a mérési terület közelébe és ennek a gömbnek a közepe lesz a referencia nullpont. A gömböt meg kell érinteni körben három ponton majd a tetején és a progi ebből számolja ki a nullpontot. A gömbnek az egész mérés alatt ott kell maradnia mert így újra kalibrálható a nullpont. Nem lehet valami ilyesmi? Üdv! Balu | |
| © Lakatos | 2006. júl. 14. 08:27 | Válasz | #318 |
|
Szia! Szerintem ha a kör középpontjára kantintasz az azt jelenti,hogy a nullpontot a md.közepére helyezed,vagyis oda ahol éppen állsz. A tapintó mutatná szerintem a bemérés sarkát,de az irányokkal lehet,hogy van némi gond. Megadod a szerszámátmérőt és ha megérintetted az anyagot akkor a megfelelő tengelyhez beírja a szerszám sugarát pozitív vagy negatív számként. Nem biztos,hogy jó az értelmezésem,mert én nem használom ezt a funkciót. | |
| © Bertalan | 2006. júl. 13. 18:18 | Válasz | #317 |
|
Sziasztok! Bár úgy látszik, most nagy a nyári pangás a Fórumon, remélem akad néhány specialista, aki a Mach3 nullpont eltolással és beméréssel foglalkozó "Offsets" képernyőjét már sikerrel használta. Ez a rész nincs összhangban a lefordított kézikönyvvel, ezért most akarom azt frissíteni. Nekem nem az elvekkel, hanem a tapintó kiválasztására szolgáló ábrával vannak gondjaim. A "Select" gombok még érthetőek, de mit akarnak csinálni a tapintót ábrázoló ábrák? Továbbá mit akar mondani az a körre való kattintásra buzdító megjegyzés? Nekem az az érzésem, hogy az egész egy befejezetlen munka, ezért sokkal kevesebbre képes, mint amire eredetileg szánták. Erre utal az is, hogy az egész képernyőről nem találok egyetlen sor leírást sem. Ha valaki tud segíteni, azt megköszönném, és a kézikönyv frissítéseként közreadnám. Üdv Mindenkinek: Bertalan István | |
| © Hunka Tibor | 2006. júl. 06. 11:46 | Válasz | #316 |
|
Sziasztok Nem tudom letölteni a Mach3 - mat ! Valaki segitsen ha megvan neki müködö verzioban , légyszi küld el CD-én (Költségek fizetve) Tibor | |
| © Fehér Viktor | 2006. jún. 27. 07:09 | Válasz | #315 |
|
Üdv a tábornak. Egy érdekes, de számomra bosszantó probléama lépett fel a gépemen. A billentyúzetem "PageDown" gombja nem műkszik, ezért próbáltam a jog funkciót ami alapból erre a bill,re volt kiosztva megváltoztatni. Kiosztottam másik gombra, működik is, de progiból való kilépéskor kapok egy error hiba üzit. Ami így hangzik "Error triggered, code 9991 Attempt recovery." a bosszantó része a dolognak pedig az, hogy leokézva sem zárul be az ablak, makacsul ott ragad. CSak feladatkezelővel tudom eltüntetni. Valaki találkozott ilyem szituval, esetleg van megoldás? Viktor | |
| © Hunka Tibor | 2006. jún. 19. 19:18 | Válasz | #314 |
|
Sziasztok találtam valamitfeltét Légyszi nézétek meg és értékeljétek Tibor | |
| 2006. jún. 19. 15:22 | Válasz | #313 | |
|
Valóban! Úgy látszik a céges proxi nem jol
cachelt... | |
| © Rinaldo | 2006. jún. 19. 15:19 | Válasz | #312 |
|
Ma 1147-kor töltöttem le D1.90.051-et,
hibátlan! | |
| 2006. jún. 19. 12:21 | Válasz | #311 | |
|
Szombaton még jó volt! Akkor szedtem le a
legfrissebbet! Üdv! Balu | |
| 2006. jún. 19. 11:20 | Válasz | #310 | |
|
Nem lehet letölteni a Mach3-asokat valamien
hiba miatt! Az exe-ék nem elérhetőek!
| |
| © Lakatos | 2006. jún. 18. 09:18 | Válasz | #309 |
|
Köszönöm. | |
| © Bertalan | 2006. jún. 17. 23:05 | Válasz | #308 |
|
Lásd: Profi1 Módosítások/Bővítések/2*5
portos I/O feltét. Én megcsináltam az Input részét, referenciakapcsolók
jeleit fogadja a Mach3, jól működik | |
| © Lakatos | 2006. jún. 17. 20:01 | Válasz | #307 |
|
A diagnosztikai panelen szeretném a kis
zöld ledet megvillantani,hogy működik a dolog,de nem hajlandó semmire.
| |
| © Lakatos | 2006. jún. 17. 19:59 | Válasz | #306 |
|
Sziasztok! Egy kérdésem volna a mesterekhez. Ha közvetlenül a párhuzamos portra szeretném kötni a végállásérzékelőket és más bemeneti jeleket,ezt hogyan tudom megtenni anélkül,hogy az alaplapon kárt okoznék? Az optokapcsoló az alapból lesz,de a feszültségszintre lennék kiváncsi,mit kéne odakötöznöm,hogy a Mach3 tudomást szerezzen róla? | |
| 2006. jún. 15. 06:05 | Válasz | #305 | |
|
Köszönöm!!! | |
| 2006. jún. 15. 00:30 | Válasz | #304 | |
| 2006. jún. 12. 06:42 | Válasz | #303 | |
|
Szia! Add már meg légyszi az SDK linkjét (nem találom)! Köszi! | |
| 2006. jún. 11. 23:34 | Válasz | #302 | |
|
Sziasztok! Hosszú idő után az Arto weboldalára tévedtem, érdekes dolgokat tapasztalva ott. - Az oldalon van egy webről elérhető FTP hely, amin akadnak némi plusz információk. - Megjelent egy Mach4 alpha release. - Publikált az Arto egy Mach3 SDK-t (Software Development Kit - C++ nyelvi segédletek) - Fejlesztették (átírták) a Screen Designer proggijukat, ami tényleg sokkal precízebb és használhatóbb lett. Továbbá úgytűnik, hogy egyre inkább támogatni szándékozik a nagyobb CAM rendszerek használatát az Artofcnc és egyre több helyen látok postprocessorokkal kapcsolatos dokumentumokat is. Tamás | |
| © Karsa István | 2006. jún. 04. 17:22 | Válasz | #301 |
|
Köszönöm A gyors választ PIsta! Akkor egy
darabra feladom. Megnyugodtam kissé, mert jól végigvertem a családot.
Kellett nekik egy gravírozni akaró férj, apa! Megkapták. Mindenesetre, ha valakinek esetleg van egy kis fény az alagút végén az küldjön belölle. A prof2 kettes vezérlővel meg igyekezz, mert a végén prof3-as lessz belölle. Üdv néktek | |
| 2006. jún. 04. 16:57 | Válasz | #300 | |
|
A Mach-ok rendkívül szűk időzítésekkel
dolgoznak (azért volt nekem is gondom anno még a P1-essel is, amit később
sikerült orvosolni)! Az új vezérlőimet már mind ennek szemléletében
tervezem (eleve ezekkel tesztelem is). | |
| 2006. jún. 04. 16:55 | Válasz | #299 | |
|
Sajnos akkor a vezérlőd nem használható a
Mach3-al (és feltételezem, hogy a Mach2-vel sem). Az a baja, hogy piszok
lomhán kezeli az irányváltást (Dir jel) az impulzushoz képest (Prechange
érték, vagy M3-ban Dir pulse). Ha a mach3-ban az összes (két) időzítést
max-ra raktad és nem jó, akkor sosem lesz az, ne is kinlógy vele! Esetleg
kipróbálhatod a KCam4-et és a TCNC-t is (bár tudom, hogy a Mach3 lenne a
megfelelő Neked). P2 ügyében meg türelmedet kérem, mert ha még nem tartom megfelelőnek, akkor hidd el, hogy nem is az (márpedig nem szeretnék vezérlőket visszahívni konstrukciós hiba miatt)! | |
| © Karsa István | 2006. jún. 04. 16:48 | Válasz | #298 |
|
És még valami! Ha MACH3 leírása szerint kiszámolom az unitonkénti lépésszámot akkor siet kb 5 századot. Kisérletezéssel be lehet állítani a jó értéket, de ott meg tizből 3 szor téveszt. A kiszámosás menete: 200(mot.lépszám)*2.778(áttét)=556.6 / 5 (orsó emelkedés)=111.12 Vagy 222.24 (féllépésesben) Egyik se jó. Hát ne vágjam földhöz a kalapom. István meg még mindig fényesíti a vezérlőjét, ami végűl olyan fényes lessz, hogy nem lehet kifizetni. ÉS HANGSÚLYOZOM, NEM MECHANIKAI HIBA, MERT DOS ALÓL A SAJÁR PRG.VEL (DEXMA CNC) MÜKÖDIK. Na megyek oszt belekötök a családba. üdv rátok | |
| 2006. jún. 04. 16:44 | Válasz | #297 | |
|
Próbáltad a Sherline 1/2 Pulse módot is? Az
a 100-as érték (persze jó lenne tudni, hogy milyen mértékegységben
értendő) borzasztó nagy érték! Biztonsági okok miatt a Mach bizonyos érték
felett nem engedi, mert végtele ciklusba kerülhet az impulzus drivere.
| |
| © Karsa István | 2006. jún. 04. 16:35 | Válasz | #296 |
|
Hello Pista! Köszönöm a kimerítő választ! Ezeken rég tulvagyok, azt hittem van más állítási lehetőség is. Még azt is megpróbáltam, hogy az ***.xml file-ben manuálisan beirtam a 100-nak megfelelő értéket(300600).Egy db-ig meg is őrízte. De nem lett jobb. Azért próbáltam ragaszkodni a 100-as értékhez, mert a gép doksijában ez van. Elnézést, hogy eröltetem ezt a témát, de tényleg 3 hete reggeltől estig ezzel szo..k! ill kinlódok. Igaz, mit kapkodok, hol van még karácsony?! Gondoltam, hogy aki már végigkínlódta ezt hátha tud észt adni. Általában a végén az derül ki, hogy valami pitlak dolgon mult az egész. Mindenesetre, köszönöm a türelmeteket. üdv: karsa a jövő század gravírozója | |
| 2006. jún. 04. 08:50 | Válasz | #295 | |
|
Ja és még egy fontos dolog! Mach 3 esetén ha a vezérlőd nem hardveres jeldetektálású (mint pl. a Profi1) akkor be kell kapcsolni a Sherline 1/2 Pulse mode-ot!!! 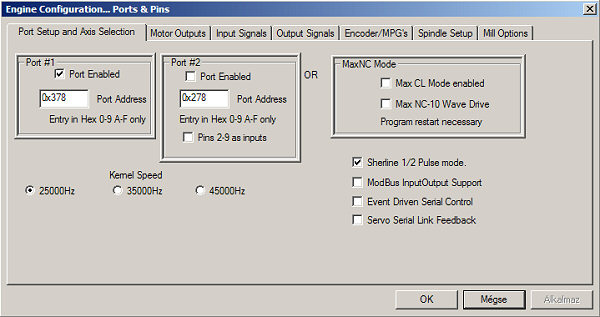 (Mach3) [ezzel is a konkurenciának segítettem...  ] ]
| |
| 2006. jún. 04. 08:26 | Válasz | #294 | |
|
Bocsi, azt hittem elolvastad a weblapomat
(az össze Vezérlő leírásnál kiemelten említem az impulzus szélesség és a
Dir előválasztás időzítésének fontosságát)! 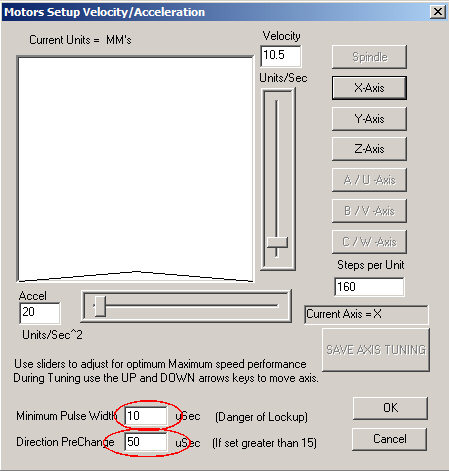 Mach2 esetén. 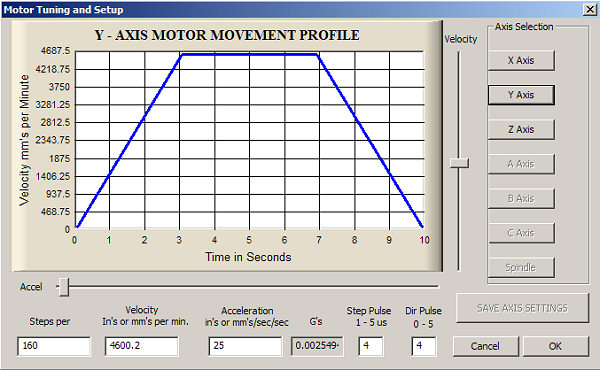 Mach3 esetén (Step Pulse, és Dir Pulse lehet akár 5 is)! | |
| © Karsa István | 2006. jún. 03. 19:11 | Válasz | #293 |
|
Halihó István a Magiéktól! Igazán folytathatnád a mondatot, mert igy semmire nem megyek vele. Lehet, hogy van akinek egyszerű ez, de én segítségre szorulok. Szivesen megvettem volna a prof2 vezérlőt (Te is tudod, hogy már december óta ácsingózok rá) és akkor valószínűleg könnyebben boldogulnék, de addig is kénytelen lennék dolgozni a géppel. Ehelyett széttilinkóztam egy pár kosár .....! Mindenesetre aki tud, nagyon kérem segítsen!!!! Üdv rátok, kiket irigylek, mert müxik a gépetek. | |
| © Karsa István | 2006. jún. 03. 14:40 | Válasz | #292 |
|
hol találom a prechange-t?
| |
| 2006. jún. 03. 14:22 | Válasz | #291 | |
|
Impulzus szélesség és Prechange a jelszó!!!
| |
| © Karsa István | 2006. jún. 03. 13:24 | Válasz | #290 |
|
Hello Tibor! Köszönöm a tanácsot, de azzal kezdtem. És ha az eredeti PC-vel használom, DOS alól akkor, hibátlanul müködik. De én vagyok olyan makacs, hogy ha már megvettem a MAC3-t szeretném használni, és nem lemezekkel szaladgálni a két gép között. Legalábbis ezt szeretném. | |
| © Hunka Tibor | 2006. jún. 03. 13:09 | Válasz | #289 |
|
Szia Karsa. Elöször bizonyosodj meg a mechanikárol !! Nekem a müszer olaj csodát tett. Tibor | |
| © Karsa István | 2006. jún. 03. 11:49 | Válasz | #288 |
|
A pulzus szélességet hol lehet beállítani?
| |
| © Karsa István | 2006. jún. 03. 10:07 | Válasz | #287 |
|
Üdv Laci! Azt értem közép teljesítmény
alatt, hogy a maximum sebességtől lejjebb állítottam arra asebességre,
ahol a motoroknak "szép" hangjuk van. De azt már próbáltam, hogy különböző
sebességekre állítgattam. Viszont most arra jöttem rá, hogy a P!-el van valami. Azt tettem, hogy az eredeti meghajtó PC (P1)-ből kivettem a dos-os vinyót és betettem a P4-be. A prg felállt, müködik, de lépést veszt, vagy hozzáad. A lényeg, hogy ugynazt produkálja mint a MAC3-alól. Tehát arra jutottam, hogy a PC-VEL VAN BAJ. De mi? Valószínű, hogy a jankónak lessz igaza, és be kell rúgni, mint az ÖKÖR . Nagyapám is mondta volt:
igyál fiam, az legalább látszik rajtad. Kellőképp italos állapotban ki
törődik egy két mm-el. | |
| © D.Laci | 2006. jún. 03. 09:39 | Válasz | #286 |
|
"(jelenleg közép teljesítményre állítva)."
ezalat mit kel érteni? kedden vettem egy 7.6Nm hibrid motort (tartó nyomaték) a jelleggörbe szerint (full step, 70V DC, 9A)1000 ~ (késöbbiekben a freki: ~) 5.2Nm 2700~ 4Nm, 3400~ 3Nm, 5200~ 2Nm, 10000~ 1Nm, szerintem szerezd be a motornak a nyomaték görbéjét és a sebeséget a legnagyobb nyomatékhoz álisd be igy elkerülhetö a lépés vesztés. a sebeséget nagy mértékben nem érdemes csökenteni és növelni! | |
| © janko | 2006. jún. 03. 09:04 | Válasz | #285 |
|
Kedves István Szombat.Vasárnap és Hétfön a széna téren a MAMUT mögött lesz egy borfesztinál,kapcsold ki a Pc-ét és Kedden pihenten kezd ujra. Sikerülni fog. Janko | |
| © Karsa István | 2006. jún. 03. 07:51 | Válasz | #284 |
|
Miért lenne az élet egyszerű? Minden müxik. A konfiguráció : Dexma bipoláris vezérlő, Dexma 500 CNC maró, P4 3,2G PC, MAC3 vezérlő softver, 1.db. egzaltált, 0 sikerélménnyel rendelkező humán erőforrás legyengülve. Minden kapcsoló, game-pad installálva, működésre bírva. Motorok szépen járnak lassan is és gyorsan is (jelenleg közép teljesítményre állítva). G-kód lefuttat (levegőben) megteszi. És aztán, hogy ne legyen az öröm felhőtlen elővettem a mérőórát. Minden tengely lépést veszt valahol. Nem nagy mértékben, de nem pontos. Próba marás beigazolja a mérőóra által mutatott értékeket. Két napja kinlódok, de nem sikerül. Ülök, és nézek megam elé mint a birka. MIT NEM TETTEM AMIT KELLETT VOLNA? | |
| © Karsa István | 2006. máj. 22. 20:37 | Válasz | #283 |
|
köszönöm! Nekem is igy sikerült elindítanom
egy üres mentéssel. A többivel majd éjjel próbálkozom. Mégegyszer köszönöm
a segítséget. | |
| © Riboga | 2006. máj. 22. 19:53 | Válasz | #282 |
|
Sziasztok Mach2-vel nem próbáltam, de mivel telepítés után ott is megtalálható a Keygrabber a Mach könyvtárba, szerintem igen. Nem írtam, de csak akkór működik, ha a Mach-ot a keygrabber-ből indítod. István, a képen látszik, hogy minden gombombhhoz a gamepadon párosíthatsz egy billentyű kombinációt. Szerintem ugyan azt tehetted mindkét irányra. Nekem az "Esc" fel és a " Page Down" le viszi a billentyűzetről, ez a "33 num 9" és a "34 num 3" kódok. A hibaüzenetre csinálni kell egy mentést a beállításokról mert nem tud mit betölteni az indulásnál. | |
| © Hunka Tibor | 2006. máj. 22. 18:13 | Válasz | #281 |
|
Szia Riboga Ez a megoldás menne Mach2 vel ?? Tibor | |
| © Karsa István | 2006. máj. 21. 08:38 | Válasz | #280 |
|
Üdvözletem ! Igen próbáltam, de ezzel az üzenettel leállt "UNABLE TO OPEN FILE DEFAULT.GRAB". Ezután a joystik fül eltünt. Most mindenesetre sikerült megerőszakolnom, hogy hogy azt ne kérdezze senki, addig nyomogattam mindenfélét, hogy megunta és beindult, és müxik a game pad. Már csak egy bánatom van. Mivel kéttengelyes igy az X és az Y a két tengellyel megy. A Z-t kiosztottam két gombra, de mindkettővel csak egy irányba (azonos) megy. Én meg tönkre! Ha ebben is tudsz segíteni akkor hálám örökké kerget. Megkülönböztetett üdvözlet mindenkinek. | |
| © Riboga | 2006. máj. 20. 21:46 | Válasz | #279 |
|
Sziasztok A Keygrabber nevő progin keresztűl próbáltátok? 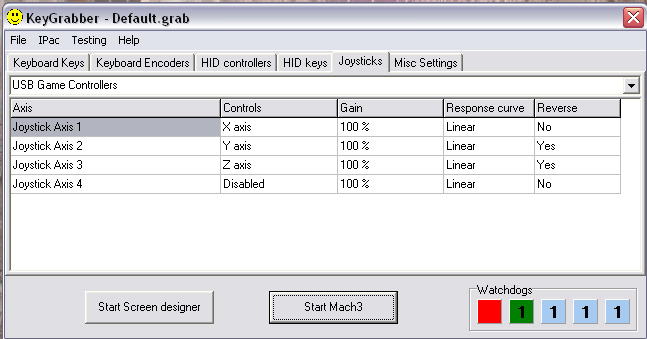
| |
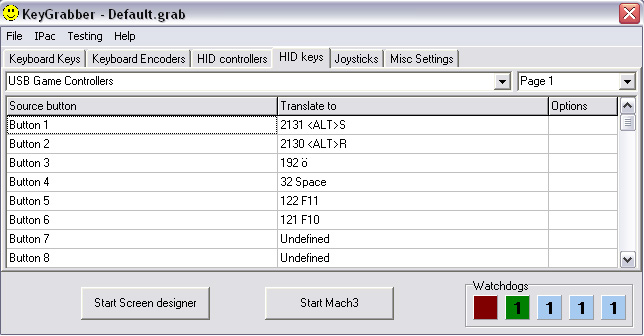
| © Karsa István | 2006. máj. 20. 21:43 | Válasz | #278 |
|
Üdv Ez MAC3-ra menne. De nem mén(kanca)! Mind1 várok hetfőig, hátha csak az a baj, hogy a hozzáértők nem dolgoznak (még tanács szinten se) hétvégén. Még üdvebb | |
| © Fehér Viktor | 2006. máj. 20. 17:40 | Válasz | #277 |
|
Üdv. Én is kipróbáltam már, nekem megy, de nem usb-s, hagyományos RS csatis.Én Mach3-al próbáltam. | |
| © Hunka Tibor | 2006. máj. 20. 14:02 | Válasz | #276 |
|
Szia Karsa Én már töbször irtam erröl de nekem sem válaszoltak !! nekem is van GAME PAD nálam sem müködik Mach 2 . Tibor | |
| © Karsa István | 2006. máj. 19. 18:47 | Válasz | #275 |
|
Mivel elveszek a sok válaszban, belekezdtem
egy új problémába. Gama-padot tettem a gépemre, gondolvan, hogy meglepem a
családot, és mindenféle gombok nyomogatásával nagyképűen vezérlem a
masinámat. Mondanom se kell, hogy megint röhögésbe fulladt a bemutató. A
PC-re simán felült a game-pad. A teszt ablakban csodásan müxik minden gomb
és billentyű (egyébként az USB-porton csimpaszkodik. S jö a megszokott furula óra, a MAC3-al nem tudom összebarátkoztatni. | |
| © Karsa István | 2006. máj. 15. 19:53 | Válasz | #274 |
|
Hali! A SCREN4-l vajon mért nem boldogulok. Áthelyezni tudom az adott képernyőn lévő cucerájokat, a nevet, meg a paramétereket is tudom változtatni, de : -nem tudom a fölső sorban lévő nyilakat stb. használni, ha nagyobb a képméret mint az álltalam használt felbontás akkor nem tudok görgetni vagy a kép nem látszó részét előhozni, stb. Én vagyok répa, vagy erre nem is enged lehetőséget a prg. Valamint betötikéztem egy aránylag használható scrent de azon meg késöbb nem tudok configot állitani, valamint a M.Pista álltal készített profi scren állandóan kinövi az ablakot stb. Én valahogy ennél a orális történetnél eddig a másik oldalt jobban kedveltem. Ha nem segítetek kiugrom az ablakon (földszint). üdv : karsa aki mindig belenyul ezekbe a problémákba | |
| © Hunka Tibor | 2006. máj. 15. 18:18 | Válasz | #273 |
|
Szia Balu A Gépem mechanikusan készen van , mert vasárnap egész nap teszteltem és sajnos az egyik motorom halott !! Két tengejt pármien variácioban tökéletesen mozgatom igy kizárásos alapon az egyik motor nem jo . A CAM szoftverem ONECNC nek hivják .És ha lessz biztonsági mentésem akor a Deskprotot szeretném használni. Tibor Az asztal problémára még nem igazán jöttem rá de majd ha lessz uj motor akkor térek rá vissza , most a X éc Y nal már betüket tudok marni csak ugye benne van az átléptetés is . | |
| © tyutyi | 2006. máj. 14. 14:23 | Válasz | #272 |
|
Próbáld ki | |
| © Karsa István | 2006. máj. 14. 08:29 | Válasz | #271 |
|
Köszönöm! Pont 100-szor siklottam el
felette a Homing limits-ben. Egyébként ugyanez a végeredmény lenne akkor
is ha a "tyutyi" féle megoldást választom?
| |
| © tyutyi | 2006. máj. 13. 18:21 | Válasz | #270 |
|
Config menü->Ports&Pins->
Motors_Outputs-> Dir_low active -ot pipáld ki | |
| © Fehér Viktor | 2006. máj. 13. 18:17 | Válasz | #269 |
|
Ha a forgás irányra gondolsz, akkor
HomingLimits fülön. | |
| © Karsa István | 2006. máj. 13. 15:56 | Válasz | #268 |
|
A MACH3-ban hol találom a motorok reverz
állitását. Bocsánat de többször átlapoztam, de nincs meg. Biztos én vagyok
a birka! | |
| © D.Laci | 2006. máj. 13. 10:17 | Válasz | #267 |
|
A "screen designer" megoldjaa problémádat.
átszerkeszted benne a felületet bármilyen méretüre.
| |
| © Karsa István | 2006. máj. 13. 09:48 | Válasz | #266 |
|
Hali! Egyedül nekem nincs szerencsém, vígy más is kinlódik. A mac3-at állitgatva most a következőt produkálja. Ha 800x600 felbontásban behívom, akkor nem látszanak az alsó gombok. Átméretezem 1024x768-ra akkor minden jó. DE ITT JÖN A TRÜKK!!! Meghagyom ezt a felbontást a gépen (bár igy mást látok szarul). Mikor ujra behívom a mac3-t megint kinövi a képernyőt, hiába van 1024x768-on. Én erre szétrugdostam a kalapom, de Ti nem tudtok valami hatásosabb módszert? Üdv karsa | |
| © Oli2 | 2006. máj. 12. 21:19 | Válasz | #265 |
|
Mach2-t és Mach3-at próbáltam, azokkal
igen... | |
| © victorhu | 2006. máj. 12. 20:38 | Válasz | #264 |
|
Szia Oli! Csak a Mach3-mal viselkedik így, vagy más programmal is? Üdv | |
| © Oli2 | 2006. máj. 12. 20:06 | Válasz | #263 |
|
Halihó! Végre volt időm picit foglalkozni a lépésvesztéssel, és arra jutottam, hogy nálam nem motor függő. A motor helyett a led-scope-ot kötöttem be, és megdöbbenve tapasztaltam, hogy a Mach 3-at alkalmazva, a visszaállás nem tökéletes. (tesztelésem: lenullázom a tengelyt, mozgatom +/- irányokba véletlenszerűen - párszor - majd visszaküldöm a gépet origóba - így ugyanannak a lednek kellene égnie, mint a kiinduláskor!) Step 25 Dir 15 esetén a legjobb a helyzet, de még ott is hibázik... (Kisebb értékeknél a hibázás valószínűsége nagyobb) Szerintetek hol történik a lépésvesztés?? A PC-n? a kábelen?? vagy a vezérlőben? Köszi, Oli | |
| 2006. máj. 12. 17:57 | Válasz | #262 | |
|
Szia Tibor! Szerintem valami nullpont beállítási probléma lehet! Milyen g-kód 2D vagy 3D, és milyen szoftver? Nézz utánna a vezérlő progiban nincs e a Z tengelyre beállítva valami Home érték! -lehet ez alacsonyabbna van mint az asztalod relatív magassága, vagy a cam programban van eltolva a 0 pont a Z tengelyen! Üdv! Balu | |
| © Hunka Tibor | 2006. máj. 12. 16:18 | Válasz | #261 |
|
Szia balu Ma ugy teszteltem , hogy azt néztem mijen a visszatérési pontossága. Méröorát kaptam kölcsön de elég lazán müködik de alapmérések elvégzésére jó.Sajnos még mindig csak két tengejt. Érdekes jelenséget tapasztaltam : a G_kod végénél a gép belehajtja az asztalba a szerszámot és sajnos a legjobb szerszámomat simán eltörte. Csak ugy müködik biztonságosan ha az utolso három sort kitörülöm . Én nem látok benne semmi ojant amitöl ezt kellene végrehajtania : Tibor | |
| © Fehér Viktor | 2006. máj. 12. 07:00 | Válasz | #260 |
|
Köszönöm.
| |
| 2006. máj. 12. 06:41 | Válasz | #259 | |
|
A felrakott Mach könyvtárában van egy
specialdrv.bat (vagy valami ilyesmi). Azt kell elindítani! Nem processzor, hanem alaplap függő az, hogy melyik drivert kell használni. | |
| 2006. máj. 11. 23:07 | Válasz | #258 | |
|
Sziasztok! Tibor! Már kiváncsian várjuk a gépedet! Az én második gépem is alakulgat már majd teszek el képet! Viktor! A mach könyvtárában megtalálod a telepítőjét, most nem jut eszembe a neve de meg fogod látni! Nekem is AMD-m van és csak azzal megy! Üdv! Balu | |
| © Fehér Viktor | 2006. máj. 11. 21:31 | Válasz | #257 |
|
Üdv. Igen ezt tapasztaltam a kezdetekkor, az 500-assal. Nem akarok értetlen lenni, de milyen special driverre gondolsz? | |
| © Hunka Tibor | 2006. máj. 11. 13:26 | Válasz | #256 |
|
Sziasztok A X és Z tengejt már Mach2 vel vezérlem !! Most a Y vezetéket kell furni csak 8db pontos furat és kész less a gépem . Tegnap voltam Nyilt napon és megmunkálták az általam gyártot anyagokat . Nagyon pozitivan minösitették . Servos géppel külték meg az anyagot maximális elötolással és birta !! Ha lesznek fotok felrakom csak legyen hova ahol nem lopják el ! Tibor | |
| © Rinaldo | 2006. máj. 11. 08:56 | Válasz | #255 |
|
Szia Viktor, Van egy régi Acorp Ali lapom, AMD K6II 500-al, és azon működik a Mach igaz a special driverrel. Az alap driver használva Mach indításakor az XP újraindult. | |
| © Fehér Viktor | 2006. máj. 10. 19:55 | Válasz | #254 |
|
Köszönöm. | |
| 2006. máj. 10. 19:51 | Válasz | #253 | |
|
Biztos, hogy jó! Nyugodtan használhatod!
| |
| © Fehér Viktor | 2006. máj. 10. 18:32 | Válasz | #252 |
|
A Athlon Ax 1600-as hány herces lehet?
| |
| 2006. máj. 10. 18:19 | Válasz | #251 | |
|
1.4 GHz-essel jól használtam évekig.
| |
| © Fehér Viktor | 2006. máj. 10. 17:59 | Válasz | #250 |
|
Üdv a csapatnak. Érdeklődöm, hogy milyen erős AMD-s platform kell a Mach-nak? Celeron 600Mhz-től már jó, ezt tapasztaltam. De a kezdeti próbálkozások alkalmával volt egy 500Mhz-es AMDs-alaplapom, ezzel nem ment. Sajna cserélnem kell a PC-t, van egy nagyobb AMD-s alaplapom. De nem tudom, hogy érdemes-e ebből összereknom? Valakinek van tapasztalata ezen a téren? | |
| © janko | 2006. máj. 08. 20:03 | Válasz | #249 |
|
Tibor,örrülök,hogy kezd összeállni a géped.
Jankó. | |
| © svejk | 2006. máj. 08. 19:52 | Válasz | #248 |
|
Oké, az a lényeg hogy jó lett!
| |
| © Hunka Tibor | 2006. máj. 08. 19:08 | Válasz | #247 |
|
Sziasztok István neked igazad van mert kiprobáltam magamtol mind a három beállitást és a 100 as érték a jo !! Most már a Y tengejt reszelgetem : Nem hitetlen vagyok hanem tanulatlan és az nem ugyanaz .Bár kérdezni én nem szégyellek és birlak benneteket !! Tibor | |
| 2006. máj. 07. 15:11 | Válasz | #246 | |
|
Igen Svejk, ez lemaradt; Ha a vezerlo
osztja a lepeszsamot, fel vagy mikrolepesre, ezzel kell szorozni.
Tibor, akkor meg vegkepp nem ertem, ha te 400 at allitottal, hogy jott ki 165mm? Biztos 1.8 fokos, azaz 200 lepeses a motor? Biztos 4 mm az orso emelkedese? vagy mi? | |
| © svejk | 2006. máj. 07. 10:16 | Válasz | #245 |
|
És mi lenne ha kipróbálnád mind a három
értéket ha már ilyen hitetlen vagy? Nem venne el több időt, mint hogy leírod ide a kérdésedet. Üdv. Németh István | |
| © Hunka Tibor | 2006. máj. 06. 13:24 | Válasz | #244 |
|
Sziasztok Na ugy néz ki hogy hárman háromféleképen számoltuk ki , én 200 at számoltam : Kinek van igaza ?? Tibor igen profi1 | |
| © svejk | 2006. máj. 04. 17:05 | Válasz | #243 |
|
Úgy tudom a Tibornak profi1 vezérlője van,
és mivel az féllépéses ezért a step/unit=100 | |
| 2006. máj. 04. 16:40 | Válasz | #242 | |
|
Tibor, nagyon egyszeru, tobb helyen is le
van irva a szamitas menete, de hogy jol megertsd, most csak a te peldadra
szoritkozva: A motorod 200 lepeses fordulatonkent, azaz egy fordulathoz 200 egesz lepes kell, ami 4 mm elotolast eredmenyez. Ebbol az egy mm-hez tartozo inpulzusszam 200/4=50. Ha a Mach mertekegysegkent a mm van kivalasztva, akkor a step/unit=50. Mindez csak direkt hajtasnal ervenyes, attetel eseten ezt szoroznod kell az atteteli arannyal. Leptetomotorban gyakran cserelunk csapagyat, (tudod, az inteligens fenyekben egy rakat apro lepteto motor van, es nem mindenki hasznalja belterben, neha beazik, beragad.) Problema csak regebbi tipusu motoroknal lehet, ahol a szetszedes gyengitheti a magneseket,(es ez nem csak mese, tapasztaltam), kulonben sima ugy. | |
| © Hunka Tibor | 2006. máj. 04. 14:11 | Válasz | #241 |
|
Sziasztok két kérdésem lenne Van egy 16X4 MM es trapézmenetes orsom 1,8 lépésközü motorral a Mach2- be mijen értéket irjak be hogy pontosan azt a távolságot tegye meg amit a progiba berajzoltam . Most 100 MM -teres vonalat rajzolva 165 MM tesz meg . Köszi elöre is A másik téma cserélt már valaki léptetömotorban csapágyat ? Tibor | |
| 2006. máj. 04. 11:09 | Válasz | #240 | |
|
Nincs! Ott a sebességet és az elmozdulás
mértékét lehet megadni! Lehet, hogy túl gyors a kompenzációd sebessége?
| |
| © sasi | 2006. máj. 04. 10:31 | Válasz | #239 |
|
Most kaptam a hírt, hogy a Mach3 első
verziós fordítás tölthető le a megadott linkről. Nem frissítettem a
linket, ez okozta a hibát, elnézéseteket kérem érte. A javítás megtörtént,
így az 1.1-es verzió érhető el. A html rendben volt. sasi | |
| © Fehér Viktor | 2006. máj. 04. 06:50 | Válasz | #238 |
|
Ups, én eddig csak a százalékos aránnyal
játszottam.Ami ezen a fülön található. Van máshol is. beállítani való? | |
| 2006. máj. 04. 06:33 | Válasz | #237 | |
|
A kottyanás kompenzáció mértékét és
sebességét programozni lehet! Eztekkel nem játszottál?!
| |
| © Oli2 | 2006. máj. 04. 06:33 | Válasz | #236 |
|
Üdv. Valaki rájött már, hogy hova került a Joystick bekapcsoló gomb a Mach3-ban? (Mach2-nél megvan, de itt...) Köszi, Oli | |
| © Fehér Viktor | 2006. máj. 03. 20:36 | Válasz | #235 |
|
Üdv a csapatnak. Kipróbáltam az éktesztet, ez tényleg kihozza a hibákat. A gyorsítást kikapcsolva, megdöbbenve tapasztaltam hogy a beállításaim nem jók. Sem a PWM-ben sem a Mach-ban. De egy érdekes dolgot tapasztaltam, ha bevan kapcsolva a kottyanás kompenzáció, akkor hirtelen irányváltásokat nem bírja a motor. DE ha kikapcsolom azt, akkor gyors cikk-cakkban nincs hiba. Itt merül fel a kérdés, hogy ebben az esetben mi lehet a hiba. A kottyanás kompenzáció nem jól működik, vagy csak rossz beállításaim vannak. Nyugtatásomra a cikk-cakk tesztet kipróbáltam lassú menetben is, bekapcsolt kottyanás kompenzációval ugyan úgy megvan a hiba. Valakinek lenne erre ötlete? | |
| © sasi | 2006. máj. 03. 20:32 | Válasz | #234 |
|
Tisztelt Kollegák! A Bertalan család újrafordította a Mach3 3-as, és 5-ös fejezetét, melyet kicseréltem a pdf, és html változatban is, így már korrekt a szoftvermagyarítás, mely a korábban levélben közölt helyről tölthető le. sasi | |
| © Fehér Viktor | 2006. máj. 03. 07:19 | Válasz | #233 |
|
Üdv Balu. Én is kipróbálom eme módszert. A gyorsítást hol kapcsolod ki? Tudom ezért a kérdésért képzeletbeli akasztás jár... 
| |
| 2006. máj. 02. 21:49 | Válasz | #232 | |
|
Szia Oli2! A PWM setupban kéne utánna járni a dolognak! Egy kis finomhangolással orvosolható szerintem a dolog. Én is voltam így, hogy a tesztek frankón mentek megmunkálás közben meg jöttek a gondok. Arra jutottam, hogy a legjobban egy cikcakkos vonallal tudod tesztelni. Én egy 2mm hosszú és 2mm csúcstávú cikcakkos vonalat rajzoltam aztán maxigázon neki eresztettem a gépet! 8-10 cikcakk után elmászott, aztán addig játszottam a pwm-el amíg nem bírta! Ja és a gyorsítást teljesen kikapcsoltam a teszt alatt! Üdv! Balu | |
| © Oli2 | 2006. máj. 02. 19:51 | Válasz | #231 |
|
:) | |
| 2006. máj. 02. 14:52 | Válasz | #230 | |
|
Nem jo a kerdes! A program nem tud lepest vesziteni! Ami utana van, az igen. | |
| © Oli2 | 2006. máj. 01. 19:39 | Válasz | #229 |
|
Érdeklődnék, hogy valakinek sikerült-e
tökéletesre beállítania a Mach 3 (vagy Mach 2) programokat? Értem ezalatt,
hogy ne lépjen fel semmiféle lépésvesztés... A HobbyCNC honlapon
fellelhető tesztek nem hozzák ki a "kisebb" hibákat, de egy komolyabb
felhasználásnál már fontos lenne a lépésvesztés mentes használat. Én a
kuppung pozícióját szoktam megfigyelni, és sajnos akárhogy állítom a
programot (Pulse, Dir, Sebesség, Gyorsulás, stb...) mindig van hiba
(lehet, hogy csak pár lépésnyi, de akkor is!!!). Esetleg tudna valaki más
programot ajánlani? Köszi! Üdv. Oli
| |
| © Lakatos | 2006. máj. 01. 12:31 | Válasz | #228 |
|
A leírásban találtam dolgokat,de sajnos nem
mindenki rendelkezik programozói alapismeretekkel.Olyan valakinek a
segítsége kellene,aki elolvassa azt a nyomorult leírást és érti is.
| |
| 2006. máj. 01. 12:23 | Válasz | #227 | |
|
Na ezt már vagy a leírásban, vagy az
Arto-tól tudod meg. | |
| © Lakatos | 2006. máj. 01. 11:02 | Válasz | #226 |
|
Köszi. Ez idáig tiszta.Ez 2 db külön kapcsolható szelepet ad,mert a főorsóhoz és a hűtővízhez egy-egy kikapcsoló kód tartozik.(M5ésM9) Nekem kellene még 2db (pl.M11,M12)és külön -külön egy kikapcsoló is.Ezeknek gondolom valamiféle makrót kéne létrehozni.Na itt vagyok nagyon elakadva.Mit kéne tartalmaznia a makrónak,mert a M3,M4,M5 makró csak egy sorból áll. | |
| 2006. máj. 01. 09:47 | Válasz | #225 | |
|
Hogy lásd az összefüggést: 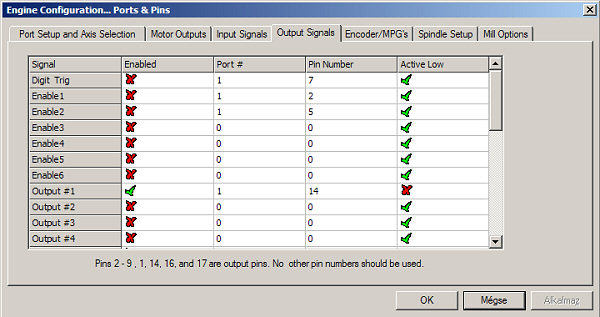 Az Output 1 van a 14-es lábhoz rendelve és lentebb az output 1 van a Relay Control-nál M3 és M4 kódokhoz rendelve. Méglentebb van az M7 és az M8 lehetősége (de ezek most itt nincsenek definiálva)! | |
| 2006. máj. 01. 09:35 | Válasz | #224 | |
|
Ha az egyes Output-okat engedélyezted a
bitkiosztásoknál és hozzárendelted a megfelelő LPT lábakhoz, akkor ugyan
ezen menüalatt az egyes Outputokat a megfelelő M kódokhoz tudod rendelni:
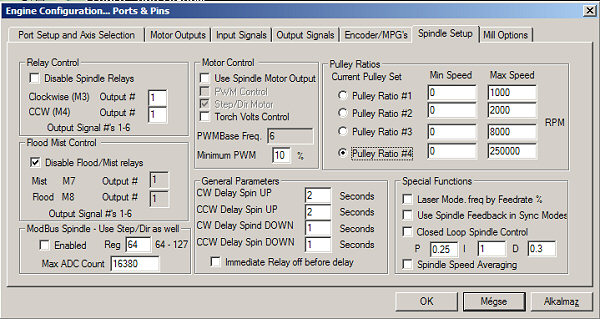 Itt láthatod a funkciókat és az M küdokat (itt nincs most összerendelés, illetve csak egy (14-es kimenet) a maró mindkét forgásirányához. | |
| © Lakatos | 2006. ápr. 30. 18:41 | Válasz | #223 |
|
Sziasztok! Hogy lehet beállítani a Mach-ban,hogy 4 mágnesszelepet tudjak vezérelni M kódokkal? | |
| © D.Laci | 2006. ápr. 28. 21:26 | Válasz | #222 |
|
Én belső kártyát használok semi gondom
nincs vele... | |
| 2006. ápr. 28. 20:52 | Válasz | #221 | |
|
Szia István! Én annó régen raktam be plussz IO kártyát mert a soros portból kevés volt a kettő. Akkor rengeteget szívtam vele mert a megszakítások folyton összeakadtak, aztán ki is került a gépből. Hozzáteszem ez még a 486-os gépek fénykorában volt. Üdv! Balu | |
| 2006. ápr. 28. 19:54 | Válasz | #220 | |
|
Használt már valaki 2 LPT portot (külső LPT
I/O bővitőkártyát)? Na vettem egyet és sikeresen beüzemeltem, de érdekes
tapasztalataim vannak! Csinálok egy külön leírást róla (új menü)!
| |
| © D.Laci | 2006. ápr. 28. 11:47 | Válasz | #219 |
|
Mi a probléma a leforditással? Azt hiszem
ahoz kell az artof engedélye. a mach2 valahol megvan nekem "magyarositva".
megcsinálom a mach3-mat is ha összedobjuk hogy mi mit jelent, hogy ne
legyen félreértés! | |
| 2006. ápr. 28. 07:34 | Válasz | #218 | |
|
A belső menüket lenne jó lefordíttatni (bár
a Magyar leírásunk óta ez már nem is olyan fontos dolog).
| |
| 2006. ápr. 28. 07:32 | Válasz | #217 | |
|
Minden további nélkü! Simán használható a
Profi V2.0 és a V2.1 (sőt az utóbbit kifejezetten arra írtam)! Lásd a
Mach3 leírásomat! | |
| © Karsa István | 2006. ápr. 28. 07:10 | Válasz | #216 |
|
Hali István ! ( a hobbi cnc-éktől) A mac3-ra nem lehet illeszteni a magyar kezelőfelületet? üdv a drusza | |
| © Karsa István | 2006. ápr. 28. 07:08 | Válasz | #215 |
|
Üdv Balu! Köszönöm! Be fegom állítani. Hali mindenkinek | |
| 2006. ápr. 28. 06:54 | Válasz | #214 | |
|
A Mach3 Support site-on van egy fordítási
link (Translations) amibe jó lenne a mi Magyar nyelvünket is
beleépíteni! Ez hozzájárulhat a Magyar Mach3 megjelenéséhez! 
| |
| © Fehér Viktor | 2006. ápr. 28. 06:05 | Válasz | #213 |
|
Igen, van a 2000-ben is.
| |
| © Fehér Viktor | 2006. ápr. 27. 20:20 | Válasz | #212 |
|
Köszi, körül nézek. | |
| 2006. ápr. 27. 18:09 | Válasz | #211 | |
|
Sziasztok!
Vezérlőpolt/rendszer/speciális(fül)/teljesítmény/spciális(fül) itt a legfelső processzorvezérlésnél a pöttyöt a háttérszolgáltatásokra kapcsold át és kész is! | |
| © Karsa István | 2006. ápr. 27. 17:12 | Válasz | #210 |
|
Hogy kell az xp-ben beállítani ezt a
processzor vezérlést | |
| © Hunka Tibor | 2006. ápr. 27. 16:59 | Válasz | #209 |
|
Sziasztok Érintett vagyok a témában , nekem is 2000 - van . Kicsit poriasabban fogalmazzatok !! Tibor | |
| 2006. ápr. 27. 11:41 | Válasz | #208 | |
|
Sziasztok! Szia Viktor! Én már kínlódtam ezzel és azt tapasztaltam, hogy a leglátványosabb változást a processzorvezérlést elsődlegesen háttérszolgáltatásokra engedélyezem. Nézz körül a 2000-ben van e ilyesmi! Üdv! Balu | |
| 2006. ápr. 27. 06:27 | Válasz | #207 | |
|
Szerintem nagyrész általános windows
finomhangolások vannak ott, így 2000-re is igaznak kellene lennie!
| |
| © Fehér Viktor | 2006. ápr. 27. 06:10 | Válasz | #206 |
|
Üdv mindenkinek. Pár szokatlan kérdés, Mach letöltő hejen láttam egy ojan pontot ahol az XP-t be lehet hangolni optimálisra sima futás érdekében. Létezik Win2000-re is? Sajna régi az alaplapom, nem csípi az xp-t. Tud erről valaki infót? Vagy az xp-s beállítható 2000-re is? | |
| © Amatőr | 2006. ápr. 26. 19:26 | Válasz | #205 |
|
Azért ez is elég biztatóan hangzik,
gondolom ha az ív kellően nagy számú egyenesre van bontva a különbség akár
észrevehetetlen is lehet. Egyébként mit kell tenni ahhoz hogy a G-kód
generálása során ne keletkezzenek G2/G3 parancsok? Az íveket már a CAD
folyamán egyenesekként kell definiálni, vagy van valami más mód is?
| |
| 2006. ápr. 26. 17:53 | Válasz | #204 | |
|
Azért még az iránybaállás nem full-ra
tökéletes! Idézet a Magyar leírássunkból: 4.10 A kés-irány vezérlése Az A forgó tengelyt úgy konfigurálhatjuk, hogy elforduljon, azért, hogy egy késszerű szerszám az XY-síkon végzett G1 mozgás irányára érintőleges legyen. Ez megvalósítható fólia vagy textil vágásakor teljes mértékben vezérelt késnél. Megjegyzés: A jelenlegi verzióban ez a szolgáltatás nem működik ívek esetén (G2/G3 mozgások). Az Ön feladata a görbéket G1 mozgások sorozataként programozni. Persze lehet, hogy a legúlyabb változatban már az íveket is ismeri! | |
| © svejk | 2006. ápr. 26. 15:30 | Válasz | #203 |
|
Helló Sasi! Engem érdekelne a HTML-es változat. Kérlek keress meg magánban, nem tudom a címedet. Udv. Németh István (svejk) svejk01@fibermail.hu | |
| © sasi | 2006. ápr. 25. 21:42 | Válasz | #202 |
|
Szia Géza! Igen, elkészült a Mach3 dokumentáció fordítása, illetve a tördelése pdf, és HTML formátumban, de rövidesen egy újabb verzió fog megjelenni Bertalan István és gyermekei (Zsófia és Dávid) jóvoltából. A 3. és 5. fejezetek nyelvi és szakmai hibákat tartalmaznak. Ezeket nem ők fordították, de újrafordítják. Bertalan István a fordítás lektorálását elvégezte, ugyanis Ő CNC, és CAD/CAM gyakorló szakember. Én nem tartozom az eredeti „befektetők” közé, én csak társadalmi munkában szerkesztem a dokumentációt a hobby-CNC közösségnek. István üzleti ajánlatai között megtalálod a dokumentációt. Üdv sasi | |
| © Merkel Géza | 2006. ápr. 25. 20:16 | Válasz | #201 |
|
Szia Sasi! Keringenek infók az elkészült magyarnyelvű doksiról. Mivel érdekel a téma légyszi megírni, hogy hogyan juthatnék hozzá jómagam is a Mach3 fordításához. | |
| 2006. ápr. 25. 18:42 | Válasz | #200 | |
|
Mindent lehet, csak akarni kell!  Mi nem foglakozunk ilyesmivel (már ott lesz a P2, ami mindenre alkamassá tehető)! | |
| © Amatőr | 2006. ápr. 25. 17:25 | Válasz | #199 |
|
Ezt a fóliavágó tengely szívesen
kipróbálnám  . . Lehet hogy marhaság amit kérdezek, de nem lehetséges valami egyszerű egytengelyes vezérlést készíteni ami a P1-essel párhuzamosan működik? Gondolom nem kell túl nagy nyomaték a kés forgatásához, talán PWM sem, vagy nagyon macerás? | |
| 2006. ápr. 25. 06:27 | Válasz | #198 | |
|
Igen, igazad van, fel lett fedezve már! Én
csak most olvastam (Magyarul) először ezt a funkciót! Érdemes lenne tesztelni egyszer (mondjuk a P2-vel, ott már helyből 4 tengely lesz)... | |
| © Rinaldo | 2006. ápr. 24. 19:52 | Válasz | #197 |
|
István,talán emlékszel még a
Vágóplotter-ben #90-re. Kiigazítás:Ott az M-kód természetesen G-kód, sajnos el lett írva. Talán még annyi, hogy a funkció (Tangential Control) bekapcsolása után a G-kód vérehajtási ideje meghosszabodik a közbenső számolások miatt. | |
| 2006. ápr. 24. 13:18 | Válasz | #196 | |
|
Gondolom olvastátok a leírásban, hogy a
Mach3 képes a fóliakést irányba forgatni?! Ez remek fóliavágógépek
építését teszi lehetővé!
| |
| © sasi | 2006. ápr. 23. 20:02 | Válasz | #195 |
|
Tisztelt Kollegák! A Mach3 fordításának szerkesztése elkészült, ellenőrzése, lektorálása viszont nem történt meg. Kérem, ha hibát találtok, jelezzétek felém, hogy minél előbb javítani tudjam, mindnyájunk hasznára. A PDF formátum mellett HTML-ben is elkészítettem a szoftverleírást, melyet a program futása közben, Internet Explorer-el, vagy más böngészővel lehet nézegetni, illetve gyors keresésre alkalmas. Ha időm engedi, feldolgozom windows help formátumba is. A „befektetők” közül, akit érdekel a HTML formátum, illetve a frissített pdf, kérem jelezze nekem, hogy meg tudjam adni a letöltés helyét. Üdv. sasi | |
| © Molyoló | 2006. ápr. 21. 20:23 | Válasz | #194 |
|
Köszönöm! Nehéz szülés a legértékesebb ( legkedvesebb )! Anyagilag mindenképpen támogatom az István álltal (#192) megfogalmazottakat!! | |
| © Lakatos | 2006. ápr. 21. 18:50 | Válasz | #193 |
|
Köszönjük! | |
| 2006. ápr. 21. 18:41 | Válasz | #192 | |
|
A hab a tortán az lenne, ha időnként
aktualizálni is tudnánk (már most is vannak nem dokumentált funkciók a
programban)!
| |
| 2006. ápr. 21. 18:39 | Válasz | #191 | |
 Utólagos engedelemmel, a végleges, képes, Magyar, Mach3Mill
pdf-et szétküldtem az összes befektetőnek! Aki nem kapta meg (2..3 címem
mér érvénytelen), jelezze (3MB)! Utólagos engedelemmel, a végleges, képes, Magyar, Mach3Mill
pdf-et szétküldtem az összes befektetőnek! Aki nem kapta meg (2..3 címem
mér érvénytelen), jelezze (3MB)! Köszönet mindenkinek aki részt vet eme nagyszabású és hosszadalmas projectben! 
| |
| 2006. ápr. 14. 12:56 | Válasz | #190 | |
|
Az 1-est és a 7-es utána küldtem, gondolom
még dolgozik rajta (én még nem kaptam meg). | |
| © rekalaca | 2006. ápr. 14. 11:06 | Válasz | #189 |
|
Üdv! Valószinü, hogy elkerülte a figyelmedet a #184 -s üzenet. Sasi már készen van vele. Nekem már átadott egy kinyomtatott példányt. | |
| 2006. ápr. 14. 06:57 | Válasz | #188 | |
|
Tud valaki foglalkozni a nyers fordítások
pdf-be való összeszerkesztésével (képekkel)?
| |
| © Kristály Árpád | 2006. ápr. 11. 21:39 | Válasz | #187 |
|
Hallihó Mindenkinek! Köszönjük!!!! A fordítást!!!!! Üdv.: Árpád | |
| 2006. ápr. 11. 19:57 | Válasz | #186 | |
|
Az M3 7. (utolsó) fejezetét szétküldtem! Ezzel a fordítás
befejeződött! Most már csak az összeszerkesztés maradt!
| |
| 2006. ápr. 08. 09:11 | Válasz | #185 | |
|
Tisztelt Befektetők! Az M3 1. fejezetet szétkültem, a többi a szokásos! | |
| © sasi | 2006. ápr. 06. 17:47 | Válasz | #184 |
|
Én vállalkozom a dokumentáció készre
tördelésére, „rekalaca” jóvoltából. Az eddigi anyagok, - beleértve a 12-es
fejezetet is – képekkel együtt készen vannak pdf, doc és HTML formában.
Üdv. sasi | |
| 2006. ápr. 06. 15:10 | Válasz | #183 | |
|
Tisztelt Befektetők! Az M3 12. fejezetet szétkültem, a többi a szokásos! Már nem sok van hátra! Nagyon megköszönnénk ha valaki össze rakná majd képes komlett pdf-be! Köszönjük! | |
| © Fehér Viktor | 2006. ápr. 05. 21:02 | Válasz | #182 |
|
Köszönöm.
| |
| © giorgiocnc | 2006. ápr. 05. 19:13 | Válasz | #181 |
|
Folyamatosan javítgatják, a Release
Lockdown egy viszonylag stabil verzió, a Development verzióban lehetnek
hibák. Ordító különbség nincs, ha érdekel, a kis változtatásokról van egy
txt fileban lista a verziók alatt. | |
| 2006. ápr. 05. 19:13 | Válasz | #180 | |
|
A Release Lockdown -ban lévő fejlesztéseket
lezárták (már nem fejlesztik tovább és elvileg bug mentesek), a Dev.
(Development)= fejlesztési stádiumban lévő verzió, új fejlesztésekkel és
lehet, hogy bugos cuccokkal. | |
| © Fehér Viktor | 2006. ápr. 05. 19:04 | Válasz | #179 |
|
Üdv. Tudja valaki mi a külömbség a Release Lockdown és a Dev.verzió között? Mach3. | |
| 2006. ápr. 02. 10:15 | Válasz | #178 | |
|
M3 2. és képes 6. fejezetek szétküldve! Köszönjük! | |
| 2006. márc. 31. 16:18 | Válasz | #177 | |
|
M3 7-721-ig szétküldve! Köszönöm! | |
| © Bertalan | 2006. márc. 30. 19:14 | Válasz | #176 |
|
Köszi Lampas! Sikerült!!!
| |
| 2006. márc. 30. 19:06 | Válasz | #175 | |
|
Valtoztasd meg a hozza tartozo bemenet
eloirt logikai szintjet a setup ban; mindig vesz stopot erzekel, ezert nem
megy tovabb. | |
| © Bertalan | 2006. márc. 30. 18:35 | Válasz | #174 |
|
A frissen telepített Mach3 Reset LED-je
folyamatosam villog. A hibaüzenet: External EStop Requested. A párhuzamos
port minden beállítását kipróbáltam. Mi a megoldás? Ki tud segíteni?
| |
| © bélabá | 2006. márc. 30. 15:23 | Válasz | #173 |
|
ühüm. Köszi! | |
| © giorgiocnc | 2006. márc. 29. 20:43 | Válasz | #172 |
|
Ahogy a Mach fórumot olvasgatom, a Mach4
kifejezetten a G-Rex vezérlőkhöz lett kifejlesztve, mi nem sokra megyünk
vele, nekünk a Mach3-at fejlesztik. Üdv: Giorgio | |
| © bélabá | 2006. márc. 29. 16:22 | Válasz | #171 |
|
A Mach4-et próbálta már valaki?
| |
| © bélabá | 2006. márc. 29. 15:37 | Válasz | #170 |
|
Ok köszi | |
| 2006. márc. 29. 14:59 | Válasz | #169 | |
|
Szerintem a legfrissebbet!
| |
| © bélabá | 2006. márc. 29. 14:50 | Válasz | #168 |
|
A MACH3 melyik verzióját érdemes letölteni?
Mach3 Release 1.84.001 ? Köszi' | |
| © rekalaca | 2006. márc. 28. 20:11 | Válasz | #167 |
|
Ok! gond volt a géppel azt hittem elveszett | |
| 2006. márc. 28. 20:02 | Válasz | #166 | |
|
Még nincs 7. fejezet! | |
| © rekalaca | 2006. márc. 28. 19:59 | Válasz | #165 |
|
Üdv! a vegyes ügy. topiknál írtam nekem nincs meg a 7. fejezet. nem tudom le lett e forditva , amennyiben igen légyszives küld ujra | |
| 2006. márc. 28. 19:24 | Válasz | #164 | |
|
Nem valami tizedespont/vessző problémád van
véletlenül? Próbáldki a reg file-t a weblapomon! | |
| 2006. márc. 28. 19:23 | Válasz | #163 | |
|
Tökéletesen működik (van egy csomó új font
benne)! | |
| © Bertalan | 2006. márc. 28. 19:19 | Válasz | #162 |
|
István! Légyszives ellenőrízd, hogy Nálad a Mah3 Write varázslója jól működik-e. Nálam minden betűtípusnál az összes X,Y és Z 0 értékkel kerül a G-kódba. | |
| 2006. márc. 28. 18:32 | Válasz | #161 | |
|
És találtam még egy csomó újjítást... 
| |
| 2006. márc. 28. 18:06 | Válasz | #160 | |
|
Nézegettétek mostanában a Mach3-at? Most hírtelen letöltöttem a legutolsót és nézegettem egy kicsit. Észre vettem 2 apróságot: 1 (ez a kissebb) a motortuningnál számolja a gyorsulást G-be! 2. kezeli a webkamerát pozícionálásra!!! 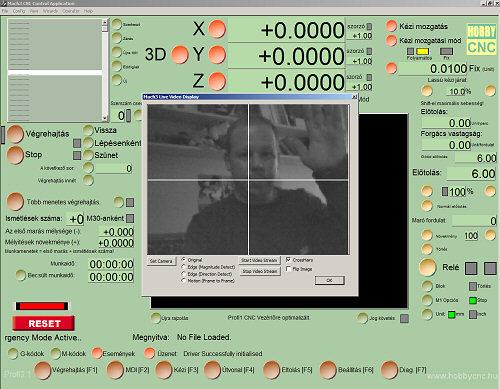 Ez nem is rossz ötlet! | |
| 2006. márc. 28. 14:58 | Válasz | #159 | |
|
M3 11-13-14 fejezeteket szétküldtem! Köszönjük (már nem sok van)! | |
| 2006. márc. 27. 15:04 | Válasz | #158 | |
|
Tisztelt Befektetők! A M3 6. fejezetét szétküldtem! Eljárás a szokásos! Köszönjük! | |
| © hunserv | 2006. márc. 24. 17:26 | Válasz | #157 |
|
Mint a neve is mondja, CAM progi. Art
bacsiek belekezdtek egy CAM prog fejlesztesbe :) Egyelore keveset tud, de nagy leptekkel haladnak vele. MACH-hoz vala/leszen optimizalva. | |
| 2006. márc. 21. 17:48 | Válasz | #156 | |
|
A 9. fejezet szétküldve! Eljárás a szokásos! Köszönjük! | |
| © MakraZ | 2006. márc. 17. 19:34 | Válasz | #155 |
|
István! Kaptam egy levelet a mail admintól, hogy egy tőled érkezett mail nem fért bele a postafiókomba! Csináltam helyet, légyszíves küld el mégegyszer. Köszönöm! | |
| 2006. márc. 16. 17:48 | Válasz | #154 | |
|
A 8. fejezet szétküldve! Aki nem kapta meg, kérem jelezze
(részvényesek)! Köszönjük! | |
| 2006. márc. 06. 19:15 | Válasz | #153 | |
|
Mi az a LazyCAM Beta 1.0? Nézte valaki?
| |
| © Hunka Tibor | 2006. márc. 06. 18:06 | Válasz | #152 |
|
Sziasztok FORDITÁSI RÉSZVÉNYT VESZEK TIBOR | |
| © giorgiocnc | 2006. márc. 06. 16:09 | Válasz | #151 |
|
Én úgy tapasztaltam, hogy a Mach pontosan
számol, elég nagy tizedesjegyekig, és mindig az aktuális tengely
beállításainak megfelelően kerekít az adott lépésben egész impulzusokra.
Nekem pl: ilyen vannak egy g-codban 3.000237 és ebből csinál 3.000-t majd
3.015632, ebből csinál 3.0125 -öt. Nem kell egyforma felbontású
tengelyekkel dolgozni, elég ügyes a program. Üdv: Giorgio
| |
| © bélabá | 2006. márc. 06. 15:46 | Válasz | #150 |
|
Hali! Van egy 1,5mm menetemelkedésű orsóm és egy 400 lépéses motorom. Ezekkel a 1,5/400 azaz 0,00375mm-es legkisebb felbontást tudom elérni. Amikor a Machx mondjuk 0.1 mm-t léptet azt, hogy teszi, amikor 0.1 mm nem osztható maradék nélkül 0,00375-tel.(0.1/0.00375~=26.666..) 10mm-es JOG mód esetén 2666.666 impulzust kéne kapni a motornak stb... Tehát valamerre kerekít... Ha van két eltérő felbontású tengelyem pl:X=0.005; Y=0.0125 akkor ezek mozgását korrekten összehangolja a program, vagy egyforma felbontású tengelyeket érdemes inkább alkalmazni? A Mach-nál nincs még tapasztalatom, Ti mit szóltok hozzá? | |
| 2006. márc. 03. 18:52 | Válasz | #149 | |
|
A részvényeseknek elküldtem a Mach3 4. fejezetét! Aki nem kapta
volna meg, kérem mail-ben jelezze és küldöm ismét! Köszönjük! | |
| 2006. feb. 22. 15:09 | Válasz | #148 | |
|
A következő címekről jött vissza:
redwood-g@t-online.hu (kvóta full) laszlo.simon@vnet.hu ismeretlen, manoka1@mail.globonet.hu ismeretlen matrai_s@freemail.hu ismeretlen. | |
| 2006. feb. 22. 15:07 | Válasz | #147 | |
|
Elküldtem minden részvényesnek a 10. fejezetet, melyet már
Bertalan István és Fia fordított (40 oldal)! Köszönet érte! Aki nem kapja meg, kérem jelezze, mert azóta voltak akiknek változott az e-mail címük! | |
| © endret | 2006. feb. 19. 22:07 | Válasz | #146 |
|
jól néz ki de azért vannak benne hibák
rendesen 
| |
| 2006. feb. 19. 08:53 | Válasz | #145 | |
|
Néztétek? Új Screen desinger jelent meg
Mach2 és Mach3 és Mach4 számára! Új külső és néhány plusz funkcióval!
| |
| © Denkiki | 2006. jan. 28. 21:53 | Válasz | #144 |
|
Ja igen... még azt elfelejtettem mondani,
hogy a dumpolt üzenetek vélhetően (tapasztalat...) csak akkor fognak
megjelenni, ha az üzenet küldője regisztrálta magát az új rendszerbe.
Ezért amint él az új fórum, mindenki regisztrálja be magát pontosan azzal
a névvel, amivel itt is szerepel. Ez nagyon fontos! Az üzenetek dumpolásánál ha lehet ne vegyük be a felesleges üzeneteket, annyivel is több hely marad későbbre. :) | |
| © Denkiki | 2006. jan. 28. 21:49 | Válasz | #143 |
|
Rendben István... akkor adj egy tárhelyet
php és mysql lehetőséggel (vagy ha gondolod regisztrálok valahol)... a
többit megoldom. ha kérdésed van emilben jöhet. A portolást (dumpolást)
nem válalom! Illetve max 1-2 topic-ot. E-mail-ben nálam jelentkezzenek
azok, akik válalják a topikok mentését. Elképzelésem szerint mindenki beválal néhány topikot, és abból készít egy dump fájlt. Ennek szisztémájáról és a fájlok pontos elkészítéséről küldök ismertetőt. Ha minden jól megy alig 1 hét alatt átállhatunk teljesen! Üdv mindenkinek! ui.:csak akkor jelentkezz, ha komolyan gondolod! | |
| 2006. jan. 28. 19:09 | Válasz | #142 | |
|
Ha gondoljátok... Fel kéne építeni a keretet és megkezdeni a portolást! | |
| 2006. jan. 28. 16:25 | Válasz | #141 | |
|
+ sokkal jobban rendszerezhető témák -
altémák - al-altémák...! Ez is fontos :) A portolást, ha kell én segítek megoldani (ha más nincs kézzel-lábbal) ám mutatkozna szeritnem más lehetőség is. Kb. egy hete csak úgy kiváncsiságból össze számoltattam excellel, cirka 6100-6200 között van a hozzászólások száma... | |
| 2006. jan. 28. 11:38 | Válasz | #140 | |
|
Sajnos most nincs időm ilyesmivel
foglalkozni, de esetleg valahogyan át lehetne az itteni infókat
portoltatni? | |
| © Denkiki | 2006. jan. 28. 11:06 | Válasz | #139 |
|
Hello! Továbbra is fennáll a fórum ajánlatom: saját fórum motor, saját menthető fórum adatbázis, KERESHETŐSÉG! Üdv! | |
| 2006. jan. 28. 08:20 | Válasz | #138 | |
|
Igen, a Google-val az a baj, hogy nem lehet
egyértelműen csak erre a Fórumra szűkítetni a keresést (marha sok találat
lesz, lehet, hogy benne a Fórum is, de ki tudja ezeket végig nézni)!
| |
| 2006. jan. 27. 17:45 | Válasz | #137 | |
|
A Google biztos, nem keres a forumban...
Egy jellemzo szot kerestem, a szovegekben, ne nev legyen (A nev mas szin, mas karakter, mint a hasznos info) es sokszor elofordul...na mi az... ``Hallihó!`` Tobb mint hetszaz talalat, az elso tiz oldalon nincsen a forum. (Lehet, hogy ezt nem pont ide kellett volna irni?) | |
| 2006. jan. 27. 17:10 | Válasz | #136 | |
|
Lehetséges! Tesztelni kell!
| |
| © Hunka Tibor | 2006. jan. 27. 16:42 | Válasz | #135 |
|
Ssiasztok A keresési funkciora nagy igény lenne!!!! Lehet , hogy blödség amit mondok de a Gogli nem mászik rá a forumra???? Mert én csak probaképpen beirtam a nevemet és több találatot adot a forumos beirásomra. Tibor | |
| 2006. jan. 26. 06:46 | Válasz | #134 | |
|
Végül is igazad van! Van ennek a Fórum
tulajnak egy e-mail címe, esetleg megkérdezhetem tőle, nem akarják e egy
keresővel bővíteni a rendszert?! | |
| © Kristály Árpád | 2006. jan. 25. 22:56 | Válasz | #133 |
|
Oké!
| |
| © dzsolt | 2006. jan. 25. 22:24 | Válasz | #132 |
|
Szia! Lehet, hogy egyszerűbb lenne, de a kereshetősége még mindig nem lenne megoldott. Nem lehúzni akarom, de ez a fórum-motor elavult már egy picit. Pofás, szépen be lehet állítgatni minden színt, de, hogy a keresés gombot hová dugták ... :-) A gyomlálás elviszi egy fórum hangulatát. Egy regényből sem húzgálunk ki szavakat/oldalakat, csak azért, hogy legyen egy szótárunk. Ennek a fórumnak pedig hangulata van. Minden nap benézek, ha van egy pici időm még írok is :-) De olvasni sem utolsó :-) dzsolt | |
| © Kristály Árpád | 2006. jan. 25. 20:09 | Válasz | #131 |
|
Hallihó! Nem lenne egyszerűbb a régi hozzászólásokat kigyomlálni, mármint a felesleget. Pl.: Hallihó, a többit magán emailban stb. Üdv.: Árpád | |
| © endret | 2006. jan. 24. 21:47 | Válasz | #130 |
|
Nem tudjátok hogy hol lehet azt beállítani
a MACHnak hogy az alapértelmezet szerszám ne a T0 legyen hanem a T1
legyen? | |
| © dzsolt | 2006. jan. 24. 12:00 | Válasz | #129 |
|
Szia! Azért lenne jó a wiki-wiki. Gyors, egyszerű és bárki tud felvinni új infót, ha van hozzá akarata. Nem egyszemélyes projekt. Itt egy topicban megbeszélnénk, hogy ki melyik theardöt nézi át és átemeli a fontos infókat. Egyúttal ki lenne kerülve, hogy nem kereshető az sg fóruma. Ráadásul nem kellene kunyerálni a dumpot sem tőlük :-D. Esetleg magánban megbeszélhetünk részleteket. dzsolt | |
| 2006. jan. 24. 11:38 | Válasz | #128 | |
|
Ha gondoljátok lehet készíteni ilyesmit, de
én már plusz munkát nem tudok felvállalni! | |
| © dzsolt | 2006. jan. 24. 09:49 | Válasz | #127 |
|
A Topichoz off, de a témába vágóan érdemes
lenne elgondolkodni egy wiki létrehozásán. Ha Ténylegesen lenne aki
használja szépítgeti, akkor felrakok egyet egy free helyre ahonnan
bármikor lehet sql dumpot menteni. Csak most sok időm nincsen,
szerkesztést nem tudom vállalni még néhány hétig. Ha van rá igény már
csinálom is. dzsolt | |
| © Motoros | 2006. jan. 24. 08:10 | Válasz | #126 |
|
Most látom, hogy OFF voltam-- bocs
| |
| © Motoros | 2006. jan. 24. 08:06 | Válasz | #125 |
|
"Már nem tudom én sem követni mi mennyi
infó halmozódik fel a Topikokban!" ..... hát ezzel Mi is így vagyunk. Erre
vagy ez ellen jó lenne valamit kitalálni. Én valami-- TARTALOMJEGYZÉK---
topikra gondolok ahol topikcím és hozzászólásszám szerint összegyűjtenénk
a fontos dolgokat. Ennek a pontos szabályzatát ki kéne dolgozni, nehogy ez
is valami követhetetlen adathalmazzá váljon. (pl: a nem ide való
beírásokat szigorúan törölni kellene) Bár az az igazság, hogy ennek az eredményességében nem nagyon bízok-- lsd: "Linkek" topik, ami jó kezdeményezésnek indult, de valamiért nem igen használjuk. | |
| 2006. jan. 24. 07:23 | Válasz | #124 | |
|
Megnéztem, a rajz tökéletes, köszönöm!
Már nem tudom én sem követni mi mennyi infó halmozódik fel a Topikokban!
| |
| 2006. jan. 24. 07:20 | Válasz | #123 | |
|
Köszönöm az infókat!
| |
| © Rinaldo | 2006. jan. 23. 19:03 | Válasz | #122 |
|
Szia István, A Svejk jól mondja korábban Ő vetette fel ezt a témát. De ha jól emlékszem két napot bénázott a beállítások miatt.(Elnézett valamit,én is jártam igy.)Bocs Svejk!! Az illesztőt is a Svejk találta ki, szerintem tuti.Én PWM -es megoldást csak szkópon detektáltam de garantáltan működik.A step/dir megoldás is működik ,azt ki is próbáltam -a max.fordulatszám tartománya alacsony - illetve ekkor tapasztaltam kernel freki csökkenést de ez Mach2-nél volt. Mach3-nál már javítva lett(szerintem) és teljesen stabil akár az összes motor is mehet egyszerre a kernel értéke stabil. A Mach2 630-ban van elírás a CE,CCE = CW,CCW-vel.Visszatérve , a Mach3-ban megvalósításra került a Spindle szabályozásnak Controll része.Ez azért jó mert ha minden beállításunk jó akkor a kódban meghatározott fordulaton lessz a munkadarabunk megmunkálva . Sajnos a PID-es részt még nem teszteltem vélhetően az is működik ,kínos lenne az ART részéről ha nem. Üdv.:Dénes. | |
| © svejk | 2006. jan. 23. 15:45 | Válasz | #121 |
|
Helló! Én kipróbáltam,működik. Lásd: Mach2 téma 630-640-es hozzászólás Egyszerű kipróbált illesztő: mach2 649-es hozzászólás. Üdv. Németh István | |
| 2006. jan. 23. 13:34 | Válasz | #120 | |
|
Van e már valakinek gyakorlati tapasztalata
a Mach3 PWM-es főorsó szabályzásával kapcsolatban? Elvileg PWM-es
kitöltési tényezővel vezérelhető a főorsó egy TTL->10V-os szintemelés
és egy aluláteresztős R-C-tagos szűrés után, egy frekvenciaváltóval aminek
a 0-10V-os analog vezérlőbemenetére kötve fordulatszám vezérlés oldható
meg. Nem tudom csinált e ilyet (vagy hasonlót) valaki? | |
| 2006. jan. 22. 15:27 | Válasz | #119 | |
|
Megjelent egy csomó verzió, kicsit kóoszos
is lett, mik is ezek! | |
| 2006. jan. 20. 15:19 | Válasz | #118 | |
|
Muszaj ezt? Nem eppen erre gondoltam, de ha
nincs egyszerubb...Most tanuljam meg a screen szerkesztot is, nagyon nincs
kedvem, de ez a felulet ... | |
| © ifarkas | 2006. jan. 17. 21:08 | Válasz | #117 |
|
Nyomd meg a TAB billentyűt, -ha erre
gondoltál. | |
| 2006. jan. 17. 20:15 | Válasz | #116 | |
|
Mar kerdeztem, de megint feldobom, hatha
eltalal valakit... A Mach3 kezelofeluleterol hianyzik az inkrementalis
elotolas gombja...Ez csak nekem kell annyira, vagy ti mind
beszerkesztettetek magatok? Segitsetek mar, ne kezdjem el ezt is egyedul!
| |
| © Denkiki | 2006. jan. 17. 19:03 | Válasz | #115 |
|
tudod nézni...
| |
| © bajusz | 2006. jan. 17. 18:41 | Válasz | #114 |
|
akkor minek az enkoder bemenet
| |
| © Denkiki | 2006. jan. 17. 18:29 | Válasz | #113 |
|
Tudtommal nem korrigálná...
léptetőmotornál amúgy is vigyázni kell az enkóderrel... ha az enkóder felbontása nem azonos, vagy egész számú többszöröse a léptetőmotor felbontásának, komoly gondok adódhatnak. Továbbá akkor is gond lehet, ha az enkóder nincs pontosan szinkronban a motorral. | |
| © bajusz | 2006. jan. 17. 18:18 | Válasz | #112 |
|
Üdvözletem Egy kérdés merült fell bennem miszerint ha encoder tennék a tengelyekre akkor a mach korigáná az esetleges lépés vesztést? Bajusz | |
| © berti cnc | 2006. jan. 11. 16:55 | Válasz | #111 |
|
A cnc találkozón mondta valaki"hozzáértő". Azért nagyon megköszönném ha bemásolnád a digitaalizálás-ba. | |
| © D.Laci | 2006. jan. 11. 08:51 | Válasz | #110 |
|
Hát ezt honnan szedted??? nem kel másik
port nem kell bevonni semivel... valahol leirtam már részletesen hogy kel
digitalizálni. megkeresem és bemásolom a digitalizálás-ba.
| |
| © berti cnc | 2006. jan. 10. 21:30 | Válasz | #109 |
|
Tudna e valaki abban segíteni,hogy a
Mach3-ban hogy lehet pl. domborművet scennelni? Annyit tudok,hogy kell egy másik LPT port (LPT2) amelynek egyik lábára kötjűk a letapogatót+ground. A domborművet vezető réteggel vonjuk be. | |
| 2006. jan. 08. 18:51 | Válasz | #108 | |
|
Örömmel jelzem, hogy a fordítást Bertalan István barátunk Fia
vállalta folytatni az eredeti megállapodásnak megfelelően! A munkát elveszem a mostani fordítótol és átadom! Reméljük, így már haladni is fog! Köszönjük!!!!!!!! | |
| © Fehér Viktor | 2006. jan. 08. 17:01 | Válasz | #107 |
|
Hali. Szia Lampas. Az ötlet jó volt, kiderült, hogy a kuplung gyenge.Mielőtt megindulna a szán már lemegy egy pár stepp, amúgy nem kottyan. Kicseréltem fixre, míg nincs jobb, így tökéletesek a körök. Köszönöm. | |
| 2006. jan. 08. 08:16 | Válasz | #106 | |
|
Teljesen jogos a kérdés! Kérek minden érdeklődőt, hogy "ösztökélő" e-mailleket küldjön a következő címre ("fordító"): Ambriskó Péter Peter.Ambrisko@hu.linde-gas.com És egyben keresek olyat, aki 1000Ft/oldal áron a maradék néhány fejezetre vállalkozna (Angol-Magyar műszaki fordítás). A Mach3 gépkönyvéről van szó, kb. 100 oldalt (néhol képekkel tözdelve) kellene befejezni! | |
| © Kristály Árpád | 2006. jan. 07. 20:47 | Válasz | #105 |
|
Hallihó! Szia István! Tudom eleged van belőle...., azért rékérdezek mi a helyzet a fordítással? Üdv.: Árpád | |
| 2006. jan. 07. 14:44 | Válasz | #104 | |
|
Ha tollal is csinalja, akkor szeritem
holtjatek van a meghajto lancban, probalj a Mach-ba beirni a torzulassal
aranyos holtjatekot, ez jol mukodik, csak iranyvaltaskor kicsit megtorpan
a gep. Az atlos torzulast okozhat a nagy maro nyomatek, ami kihajlithatja a marot, a felfuggestest, fesziti a holtjatekot. Ezert csodalkozom, hogy tollal is jelentkezik. Probald meg a kovetkezot: Allo maromotorral, egy hegyes maroval, tuskevel nyomd le a Z-t, amig itkozik es megszalad. (Valamit azert tegyel ala) Ezutan mozgassad a tengelyeket par szazadonkent, amig lepesvesztest nem hallasz. Meg fogsz lepodni, mennyit hajlik a geped. | |
| © Fehér Viktor | 2006. jan. 07. 13:32 | Válasz | #103 |
|
Hali megint. Kipróbáltam lassú menetben, tollal írni a köröket. Úgy tűnik nem jól néztem meg a kör deformációját, hát átlós a torzulás nem tengely írányú.Így gyönyörűen látszik. Lampas ha leírnád az ötletet erre. | |
| © Fehér Viktor | 2006. jan. 07. 11:35 | Válasz | #102 |
|
Ok. Megnézem így is, valóban, a kuplung rugalmas. remélem itt találom a bibit. | |
| 2006. jan. 06. 17:49 | Válasz | #101 | |
|
Ha valami lotyoges, vagy rugalmas
elmozdulas van a gepeden, az a kis koroknel a Quadransok torzulasat
okozza. Hogy biztos legyel benne, hajtsd vegre a programot a leheto leg
kissebb erovel, akar rajzeszkozzel, de az mereven legyen rogzitve.
| |
| © Fehér Viktor | 2006. jan. 06. 10:22 | Válasz | #100 |
|
A körök mérete változó, de a legrosszabb
eset a kismértő köröknél van.Ami 8mm-20mm. A torzulás tengely irányú. | |
| 2006. jan. 05. 18:40 | Válasz | #99 | |
|
Viktor! mekkora korok es mekora a torzulas?
A torzulas tengely iranyu, vagy atlos? (Cak az utobira van otletem)
| |
| © Fehér Viktor | 2006. jan. 05. 18:08 | Válasz | #98 |
|
Köröknél van,a téglalap vagy kocka stimm, a
nonfiguratívnál meg nem veszem észre. Megnéztem a szorzót ,nem jelez. | |
| © Fehér Viktor | 2006. jan. 05. 17:14 | Válasz | #97 |
|
Köszönöm, ha kipróbáltam jelzek.
| |
| 2006. jan. 05. 17:12 | Válasz | #96 | |
|
csak a köröknél van ez, vagy minden alakzat
is torzúl? A felbontás adatok biztos, hogy jók (ilyenkor van torzulás)?!
| |
| 2006. jan. 05. 17:11 | Válasz | #95 | |
|
A koordináták mellett az a kis ablakocska
amit szintén át lehet írni bármire (ilyenkor még a sárga led is villog
figyelmeztetve)! 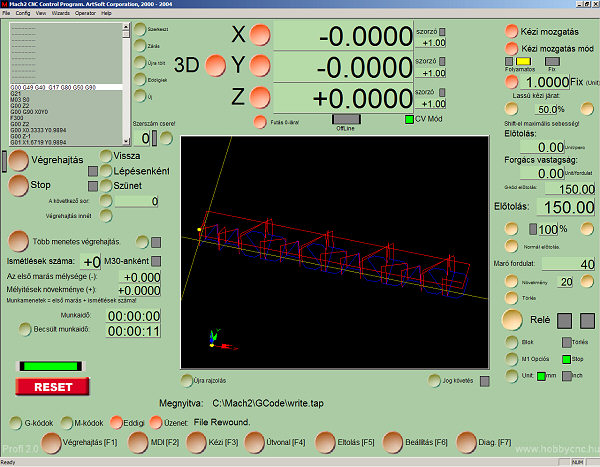
| |
| © Fehér Viktor | 2006. jan. 05. 17:08 | Válasz | #94 |
|
Köszönöm a gyors reakciót. A régi verzióknál is meg volt a jelenség. Hát igen a felbontás ok. Viszont nem értem, naivan bevallom, milyen szorzóra is gondol? | |
| 2006. jan. 05. 16:58 | Válasz | #93 | |
|
Csak a Mach4-nél van ez a jelenség? A felbontások (motor tuning) rendben vannak? Az egyik tengelyen nincs véletlenül szorzó beállítva? | |
| © Fehér Viktor | 2006. jan. 05. 16:48 | Válasz | #92 |
|
Hali mindenkinek. Én is letöltöttem a Mach4-est. Valaki nem tud megoldást kör problémára? Eddig még nem sikerült pontos kört marnom, miért... Kottynás nincs, step vesztés nincs, esetleg rossz progi beállítás lehet? Valaki tapasztalt már ilyet, a körök úgymond oválisak. Ha valaki tudna megoldást, merre puhatolózzak. Üvd. | |
| © Kristály Árpád | 2005. dec. 17. 16:38 | Válasz | #91 |
|
Hallihó! Mi a gond? Itt szokás egy minimum stylus!?...., csak az illik betartani, ennyi,,,,. Kösz a megértésed! Üdv.: Árpád | |
| © hunserv | 2005. dec. 17. 10:10 | Válasz | #90 |
|
Mivel kar lenne ilyen OFF-okkal
teleszemetelni a topikot, ezert orvendenek egy mailnek...
| |
| © hunserv | 2005. dec. 17. 10:09 | Válasz | #89 |
|
bocs, meg mindig nem vilagos :( Ezuttal
kinek az erdekeit s mikent sertettem meg? Legalabb dobhatna a kollega egy mailt... "Sajnálattal vettük túdomásul, hogy a forúmon nem szokásos stílusban tette meg, ezért törlésre került." ---- //Ez viszont tobb szempontbol is helytelen mondat, hianyzik a targy, meg van benne par ekezeti hiba is// | |
| 2005. dec. 17. 09:42 | Válasz | #88 | |
|
Árpi a #79-es üzenetével válaszolt
kérdésedre! | |
| © hunserv | 2005. dec. 16. 23:58 | Válasz | #87 |
|
Ismet vegigbogarasztam, tenyleg nem lelem
mult heti hsz-em... felhomalyositana valaki egy miert-re adott valasszal ?
A multkori ISEL-es dolgot Istvan legalabb megemlitette mailben, s bar
tovabbra is tartom magam ahhoz, amit allitottam azt meg megertem, es mivel
nem az en forumom ez, elfogadom... (es legalabb szoltatok, hogy ilyet itt
nem ohajtotok) | |
| © hunserv | 2005. dec. 16. 23:40 | Válasz | #86 |
|
Elnezest, de mintha megint ki lettem volna
moderalva? Legalabbis mintha hianyozna egy hozzaszolasom a forditassal
kapcsolatban... megint valami rosszat szoltam? (szerintem nem)
| |
| © Hunka Tibor | 2005. dec. 12. 18:18 | Válasz | #85 |
|
T Mindenki!! Aszt hiszem elmult a rontás ami a gépen volt!! Mostmár minden normális . Tibor | |
| © Kristály Árpád | 2005. dec. 11. 23:37 | Válasz | #84 |
|
Hallihó! Szia Tibor! NEM TE lettél moderálva, mivel már ismerjük egymást vettem volna a fáradságot és magán emailben írtam volna számodra. Az illetőnek szándékosan nem irom le a nevét sem, hiszen nem ismerjük! Üdv.: Árpád | |
| 2005. dec. 11. 08:17 | Válasz | #83 | |
|
T Tibor! Félre éretettél valamit! Nem Te
lettél "cenzúrázva"!
| |
| © rekalaca | 2005. dec. 10. 20:56 | Válasz | #82 |
|
Üdv! Tibor igazad van a Humor létezik, de félreértés van! Nem a Te hozzászólásod törölte Árpi. Nem nyelte el a bermuda háromszög, még lehet valami a vírusirtással , mert a mach2 -be írtad, és tényleg humoros. | |
| 2005. dec. 10. 18:12 | Válasz | #81 | |
|
OFF T Tibor! Nem egyértelmű mire is reagáltál! Én értem Árpi mit, miért tett és egyetértek vele! A "humort" is lehet inteligensen megfogalmazni... | |
| © Hunka Tibor | 2005. dec. 10. 16:53 | Válasz | #80 |
|
T Árpi! Humor még létezik!! Humor volt !! Sajnálom , hogy nem voltál rá vevö Tibor UI : nem tudom másként lekezelni ezt a jelenséget. | |
| © Kristály Árpád | 2005. dec. 10. 16:31 | Válasz | #79 |
|
T. hozzászóló! Sajnálattal vettük túdomásul, hogy a forúmon nem szokásos stílusban tette meg, ezért törlésre került. Nem hinném, hogy ezen "szinvonal!?" alá szeretnénk menni! Köszönöm! Üdv.: Árpád | |
| © victorhu | 2005. dec. 08. 14:01 | Válasz | #78 |
|
SZiasztok! Tipikusan az az eset, hogy olyan áron vállalta, amiért nem éri meg neki. Így aztán az öszes többi munka előrébb sorolódik. | |
| © Kristály Árpád | 2005. dec. 07. 22:43 | Válasz | #77 |
|
Hallihó István! Addig van szerencséje, amig csak a lelkiismeretét taposod. Most valahogy eszembe jutott a "Tízenkét dűhős ember" - Nem hinném, hogy a fickó őrülne neki, hogyha az a huszonegynéhány ember aki szerintem az "összefogás" ma sem bánta meg, számonkérné az ökörködését! Azért ebben azt találom a legnagyobb csibészségnek, hogy azért egy pár embernek jól jött volna ez a munka a mai világban. No sorstársaim azért probáljuk még egy kicsit várni s ha nem lesz eredmény lehet, hogy a fickónál fogjuk a következő CNC talit rendezni! Hallihó! | |
| 2005. dec. 07. 12:20 | Válasz | #76 | |
|
Próbálom kezelni a dolgot (lovetta még
nincs fizetve semmi), és ösztökélem a lehetőségemhez mérten! Már elég sok
munkája van benne (2 nagy fejezet amit meg is kaptatok), ezért már ő sem
szeretné elbukni a pénzt, de a szóbeli abajgatáson kívül nem tudok mit
tenni. Nincs messze tőlem (kb. 3 szoba), ezért naponta többször is megyek
hozzá abajgatni (taposom a lelkiismeretét)! | |
| © Bertalan | 2005. dec. 07. 12:12 | Válasz | #75 |
|
István! Ne érts félre, nem neked kell
mentegetőzni, én Téged is áldozatnak tekintelek.
| |
| 2005. dec. 07. 11:53 | Válasz | #74 | |
|
Ezt a "baklövés" én követtem el, nem
tagadom, de annak idején senki nem "vállalta" ennyi pénzért a fordítást
(nem volt jobb), és akkor ez volt az egyedüli lehetőség!
| |
| © Bertalan | 2005. dec. 07. 10:11 | Válasz | #73 |
|
Ügyesek, okosak vagyunk mi, hobbysták, de
egymás között halkan bevallhatjuk, hogy eddigi legnagyobb baklövésünket
akkor követtük el, amikor ezzel az állítólagos fordítóval szóbaálltunk.
Szerintem rászolgált, hogy legalább a nevét közzétegye István itt a
fórumon. Lóvátett társaim, Ti hogy gondoljátok?
| |
| 2005. dec. 07. 07:59 | Válasz | #72 | |
|
Értem, a feladat nem olyan egyszerű... Fórdítás? Most keresek verőlegényeket és emberrablókat!  Abajgatom állandóan! Mindig van kifogás... | |
| © Lakatos | 2005. dec. 07. 07:48 | Válasz | #71 |
|
Egy eszterga építése merült fel,de csak
akkor lenne érdekes ha a főorsó fordulatát és helyzetét szinkronizálni
tudja az előtolást végző motorokkal. Mikor készül el a fordítás? | |
| 2005. dec. 07. 07:20 | Válasz | #70 | |
|
Feltételezem, hogy egy forgatóval
megoldható a feladat. | |
| 2005. dec. 06. 22:49 | Válasz | #69 | |
|
Lakatos! Konkrétan nem tudok róla, menetmarásra van benne varázsló (thread milling). Esztergálást abban az esetben tudom elképzelni ha a mach szabályozza a motor fordulatát. | |
| © Lakatos | 2005. dec. 06. 20:08 | Válasz | #68 |
|
Szerintetek lehet menetet esztergálni a
Mach3-mal?Vagy esetleg ismertek ilyen vezérlő szoftvert?
| |
| 2005. dec. 02. 18:09 | Válasz | #67 | |
|
Felhívnám mindenki figyelmét a rendszer
optimalizlási leírsra! http://www.machsupport.com/ oldalon legalsó ikon
=>Optomisation File. Én csak egy két dolgot állítottam be és nagyon
simán megy a vezérlő! Érdemes pl a cnc program indítása előtt átkapcsolni
a sajátgép
jobbgomb->tulajdonságok->peciális->teljesítmény->speciális->processzorvezérlés-t
a háttérszolgltatásokra átkapcsolni.
| |
| 2005. dec. 02. 16:43 | Válasz | #66 | |
|
Megvan véletlen a régi nyák beállításait
llítottam be :) | |
| 2005. dec. 02. 15:45 | Válasz | #65 | |
|
HEURÉKA! A .bat file bejött!!! Nem akarom
elkiabálni de nem fagyott le és a motorok is megmozdultak! Igaz még valami
gond van a beállításnál mert a Z tengely csak egy irányba megy, Y meg nem
megy, meg Y a Z, és X az Y de már alakul! Köszi István!
| |
| 2005. dec. 02. 09:26 | Válasz | #64 | |
|
Köszi! Megpróbálom, meg a support site-on
találtam egy rendszer optimalizálási leírást azt is végignézem!
| |
| 2005. dec. 02. 06:27 | Válasz | #63 | |
|
Valszeg az alaplapod nem fekszik neki! Egy
.bat file-ban van egy alternatív driver lehetőség, esetleg ezt is
kipróbálhatod (hátha)! | |
| 2005. dec. 01. 21:29 | Válasz | #62 | |
|
Hát megnéztem! Valóban a driver a baja. :(
Le is fagyott ahogy kell... Telepítettem egy vinyóra üres xp-t majd mach3
(egyébként automatikusan felrakja a drivert) és ott is fagy. Amikor futott
valami kinyírta a drivert mert fent volt csak nem igazám működött. Hát ez
van...
| |
| 2005. dec. 01. 08:48 | Válasz | #61 | |
|
Az fent van úgy emlékszem, de majd megnézem
ha hazamegyek! | |
| 2005. dec. 01. 07:51 | Válasz | #60 | |
|
Kicsit olvas vissza a Mach2-nél kiveséztük
a Driver tesztjét is (...ocxdriver)!
| |
| 2005. dec. 01. 07:50 | Válasz | #59 | |
|
Hát a Mach3 pulsening driver-jára (nézd meg
a Sajátgép/tulajdonság/Hardvereszközök)! | |
| 2005. dec. 01. 07:24 | Válasz | #58 | |
|
Milyen driverre gondolsz?
| |
| 2005. dec. 01. 07:17 | Válasz | #57 | |
|
Az update-tól függetlenül mennie kell
(természetesen)! Ellenőrizd a beállításokat! A fordítás eleve Mach3-ra készül (-get). Lehet, hogy azért nem fagyott, mert nem is ment a drivere? | |
| 2005. dec. 01. 06:11 | Válasz | #56 | |
|
Sziasztok! A minap letöltöttem a mach3 legutóbbi verzióját, gondoltam adok még egy esélyt a proginak. Mivel eddig minden verzió pár másodpercen belül fagyott(mach1-2-3), nem is nagyon foglalkoztam vele. Valami nagyot alkottak az alkotók mert tegnap több mint egy órát szórakoztam vele és semmi fagyás!!!  Viszont a vezérlő meg sem moccan.
:( A picem még nincs update-elve, jövő héten küldöm neked István! Van
ennek köze a mozdulatlansághoz? Vagy csak valami beállítási gondom van
még? A mach2 alapján állítgattam be a 3-ast, meg olvasgattam a forumot is
de nem találtam meg a hibát. Üdv! Balu Viszont a vezérlő meg sem moccan.
:( A picem még nincs update-elve, jövő héten küldöm neked István! Van
ennek köze a mozdulatlansághoz? Vagy csak valami beállítási gondom van
még? A mach2 alapján állítgattam be a 3-ast, meg olvasgattam a forumot is
de nem találtam meg a hibát. Üdv! Balu A hármashoz is lesz fordítás? Akkor abba én is beszállnék! Vagy érdekel a kettes leírása! | |
| 2005. nov. 24. 15:59 | Válasz | #55 | |
|
Mach3? Dehogynem! Próbáld a következőt:
Step Pulse: 4; Dir Pulse:4! | |
| © Riboga | 2005. nov. 24. 15:42 | Válasz | #54 |
|
Nem sikerűlt megszüntetnem a nullpont
mászást a Mach3-al. A Mach2 tökéletesen működött. Sajnos ez a vezérlő most
nem kompatibilis az új programmal. :-(
| |
| © tiba | 2005. nov. 23. 09:19 | Válasz | #53 |
|
Sziasztok Tudna valaki segíteni abban hogy a Mach 4 nem indul el G kódot be tudok lodolni de a számláló nem indul el! A vész stoppot reseteltem Esetleg a mach 4 általános beállításairól van valakinek valamilyen irománya ? Köszönettel | |
| 2005. nov. 23. 06:48 | Válasz | #52 | |
|
Nem tudom, még én le sem töltöttem a 4-est!
Ott hogyan, miben lehet megadni ezeket az időzítéseket?
| |
| © Riboga | 2005. nov. 22. 21:42 | Válasz | #51 |
|
Mekkora értéket ajánlatos beírni a Mach3-ba
a step pulse és a dir pulse-ra a már módosított profi 4.1-es vezérlő
esetén. Nem tudom "konvertálni a Mach2 uS értékeket.
| |
| 2005. nov. 10. 06:58 | Válasz | #50 | |
|
Még nincs kész teljesen a fordítás...
| |
| © endret | 2005. nov. 10. 00:25 | Válasz | #49 |
|
Volt már valakinek 3nál több tengelyes
géppel dolga amit Mach progival vezérelt? Olvastam hogy készült vmi fordítás eme nagyszerű programocskáról, ezt hogyan lehetne megszerezni??! | |
| © hunserv | 2005. nov. 07. 11:10 | Válasz | #48 |
|
TCPIP-t is fog tudni, humm...
| |
| 2005. nov. 06. 16:10 | Válasz | #47 | |
|
Már letölthető az első tesztpéldánya a
MachIV-nek! 
| |
| 2005. nov. 06. 08:57 | Válasz | #46 | |
|
Biztos nézegetitek Ti is az új Mach support
site-ot időnként. Ott olvastam, hogy lesz Mach4 is! Van világtérkép is,
ahol bejelölhetitek, hogy Ti hol használtok Mach által vezérelt CNC-t. Én
már Miskolcot be is jelöltem! | |
| 2005. nov. 03. 16:50 | Válasz | #45 | |
|
Figyelem! Elküldtem az 5. fejezetett mindenkinek (részvényeseknek)! Aki nem kapta meg, jelezze! Aki nem részvényes, ne abajgasson e miatt!
| |
| © hunserv | 2005. nov. 02. 14:09 | Válasz | #44 |
|
Na, meg is jott a valasz, indul a
bonyodalom (de legalabb hajlando a kommunikaciora a ficko)
| |
| © hunserv | 2005. nov. 02. 12:25 | Válasz | #43 |
|
Egy atfogo mail ment a fenerty@artofcnc.ca
cimre... kivancsi leszek mit mondanak.
| |
| 2005. nov. 02. 09:42 | Válasz | #42 | |
|
Honlapjukon van a legtöbb infó, mást nem
tudok ajánlani! | |
| © hunserv | 2005. nov. 02. 08:54 | Válasz | #41 |
|
Oks, megkerdezhetem oket, csak ne az
legyen, hogy mashova iranyitanak :) Forditasosdit is megkerdem, ha mar egyszer irok nekik mailt. Megnezesre mit ajanlasz? (honlapjukon kivul) Az itteni MACH2forumot vegigolvastam mar. | |
| 2005. nov. 01. 20:08 | Válasz | #40 | |
|
Kedves © hunserv! Szerintem amire szükséged van információkra, azokat az Art of CNC-től bátran kérdezd meg e-mailben! Úgy is Te tudod jól megfogalmazni mi kellene (de azért olvasd át a mostani infóikat is mert nagyon sok minden kint van)! | |
| © hunserv | 2005. nov. 01. 18:05 | Válasz | #39 |
|
Ja, es majdnem elfelejtettem: Ha az
ArtOfCNC belemegy, akkor megoldhato a teljes progi, help, menu stb
magyarositasa. ehhez persze szukseg volna a lentebb emlitett boseges
explanation kotegre :) (hogy ne csak vaktaban legyenek leforditva a dolgok) Juttatas meg szintugymehet bartellban, nem ebbol akarok meggazdagodni, par hasznos kapcsolat sokkal jobban szamit... | |
| © hunserv | 2005. nov. 01. 17:59 | Válasz | #38 |
|
Esetleg egy ilyen leiras kieroszakolasaert
cserebe ---(ami reszletesen leir MINDEN beallitast, mi mire jo, mi mit csinal, plusz USB- soros -egyeb dolgok hogy muxenek stb //huh, remelem azert ertheto kb mire gondolok//)--- megoldanam a magyarra forditast. Vagy bartellban egy regisztracioert cserebe :) | |
| © hunserv | 2005. nov. 01. 17:25 | Válasz | #37 |
|
Ez az orsokompenzaci meg STB nagyon jol
hangzik, ha tizenparezer fitying a licensz, es jol muxik a program siman
megeri az arat (ez lenne az elso szoftver amit idegenbol penzert vennek)
Mi is csinalgattunk mindenfele okossaggal biro vezerlot, de ez uberelne mindent! Ha kapcsolatban all a hobbyCNC a prog keszitoivel nem tudna toluk RESZLETES (nekem spec. angol is megtenne) leirast kerni? Gondolok itt olyanra, hogy sokminden nincs megmagyarazva, hogy mire valo. Pl; USB, meg valami sherline csoda | |
| 2005. okt. 21. 16:06 | Válasz | #36 | |
|
Ezt vitassátok meg a részvényesekkel:
HobbyCNC; rc; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; tomahawk; Karsa Istvan; giorgiocnc; SIMI; MakraZ; M.Sandor; Lakatos; TAPICSKA FORG.; Szűcs Ödön; MACHSZI; RUSSIANGT; Motyoros; Zolee; SZAKALY JANOS; molyolo; V.FERENC; Bicska; Balogh Sándor. | |
| © Hunka Tibor | 2005. okt. 21. 15:18 | Válasz | #35 |
|
T István azt hiszem nem vagyok egyedül aki lekéste a forditást , de én is kifizetném az eredeti összeget ! Kikéne találni valami megoldást a késön ébredökre ! Tibor | |
| © Kristály Árpád | 2005. okt. 19. 20:27 | Válasz | #34 |
|
Hallihó Mindenkinek! A javaslatom a következő lenne: Mivel Istvántól megkaptuk a fordítást... Jó lenne, ha az angolul tudok, mármint a jól tudok ráolvasnának. Ha jól emlékszem régebben egy társunk... amikor a fordítás szóba jött az írta, hogy megkérdezem édesapám rá ér -e,elvállalja -e, ha még létezik ez a lehetőség segítségét kérjük. Nem bizalmatlan vagyok, csak nem tudok angolul azt hiszem vagyunk egy páran.... sajnos! Tehát úgy érzem ,hogy elkélne a rektorálás! Köszönöm! Hallihó Mindenkinek! | |
| 2005. okt. 19. 10:21 | Válasz | #33 | |
|
Aki nem kapta meg a Mach3 fordítási előzetest (Chapter3.), kérem
jelezze és rejtett módon letölthető lesz a weblapomról (csak a
részvényeseknek)! Hozzáférési adatokat privát mail-ben küldöm számukra!
| |
| 2005. okt. 09. 08:34 | Válasz | #32 | |
|
Az említett Toshiba notebook időzítései:
 Normál beállítással használhatatlan, de 14; 14 értékekekkel már ok! | |
| 2005. okt. 06. 12:15 | Válasz | #31 | |
|
Két új érdekes tapasztalat: 1. Ha bekapcsoljátok a képernyő nyújtását az a Mach3 esetén működik visszafelé is (alacsonyabb felbontásnál össze nyomja a felületet, Mach2-őn csak nyújtani tud)! Ez laptoppoknál jól jön (pl a Profi1.set működik 800×600-es TFT-n is)! 2. Azt tudja mindenki, hogy a driver ocx tesztelésénél látható az impulzusok egyenletessége vagy épp az időzítési hibák. Ez erősen rendszerfüggő dolog (alaplap, környezet, stb.). Alkalmam volt tesztelni agy Toshiba notebookkon amin förtelmes görbét rajzolt és a motorok hangján is halható volt az egyenetlenség. Viszont az időzítéseket (pulse width; Dir pulse) felemelve 14; 14-re a motorok már szépen futottak (bár a görbe nem változott). Ezt a Mach2 nem produkálta. Ez is újjítás lehet (más a pulse drivere)! | |
| 2005. okt. 06. 12:07 | Válasz | #30 | |
|
Egyre vadabb a Mach3 verzió számozása! 
| |
| 2005. szept. 11. 16:50 | Válasz | #29 | |
|
Az új Mach3-on nyomjatok a képernyő elemein
egy jobb egérgombot (Merlin)! Jópofa! | |
| © sev | 2005. szept. 10. 02:07 | Válasz | #28 |
|
Megtudná valaki mondani Mach3 nál hogyan
lehet beálítani a digitalizálást, Input signal-nál nincs digitize amit kijelölhetnék. A másik kérdés a homing speed-et hogyan lehet álítani mondjuk ezt Mach2-nél sem tudom,a motor tuning nál beálított sebességnél sokkal gyorsabban forognak a motorok van amikor már nem is forognak csak rángatóznak a home gomb lenyomására. | |
| 2005. aug. 27. 09:34 | Válasz | #27 | |
|
Láttátok az új oktató videót!? http://www.machsupport.com/ | |
| 2005. aug. 22. 15:46 | Válasz | #26 | |
|
Nem győzöm letöltögetni az ujabbnál ujabb
verziókat, már meguntam a folytonos tesztelgetéseket! Leírást sem készítek addig mígnem legalább 3 hónapik nem változik a verziószáma. Ez jó is meg rossz is, hevesen fejlesztik...
| |
| 2005. aug. 19. 11:03 | Válasz | #25 | |
|
Pontosan! Ez annyira igaz, hogy teljesen
mád drivert használ a két progi! A Mach3 időzitésénél a Direction nem uS,
hanem impulzus egység (nézd meg és próbáld átállítani)! Az Arto által adott információk szerint a Mach3 Direction PreChange-éja egy teljes megszakítási ciklussal meg lett nyújtva (ami azt jelenti, hogy 0 érték mellett is minimum kb. 50uS). De ez az egyik tulajdonság amit folyton módosítgatnak... | |
| © Amatőr | 2005. aug. 19. 10:35 | Válasz | #24 |
|
Ez azt jelenti hogy a Mach2 és a Mach3 más-más beállítát igényelnek? A Mach3 más jeleket küld a vezérlő felé? Üdv! | |
| 2005. aug. 18. 20:24 | Válasz | #23 | |
|
Az update után a Profi1 Vezérlő abszolút
hibamentesen dolgozik a Mach3 (Version RC4.0)-el! Beállítások: Pulse Widht=1 Dir pulse=0 (!)
| |
| © Hunka Tibor | 2005. aug. 09. 13:38 | Válasz | #22 |
|
T VIctor Nekem csak cad_cam programom van és most g-kodot generálok rajzokrol , ha majd lessz gépem akkor legyen tapasztalatom. Észrevételeim :1sor ok 2sor ok 3sor G90 a fó 4sor ok 5sor ok 6sor T szerszám azonosito 7 sor motor be 8 sor S1500 Föorso fordulatszám x sor F150 Elötolás érteke Igy nagyon gáz a többi jo . Ha kitörlöd a hibákat probáld meg. Tudom ez béta verzio . Azt hogy miéert csinálta nem tudom mert nekem még feltelepiteni sem sikerült Tibor | |
| © Fehér Viktor | 2005. aug. 07. 21:16 | Válasz | #21 |
|
Üdvözlet. Valaki kipróbálta már a Mach3 2.1-es verzióját? Nem boldogulok a DXF importal, ami tökéletes volt a Mach2-vel ezzel nem ok, valamit át kellene állítani? Amúgy nálam jó az ékteszt is.Az előre elkészített tap.fájlokat is tökéletesen megcsinálja. Amúgy a DXF fájlt AutoCadel csinálom R12-re mentve. Ez a kész import, nagyon fura. (Sunday, August 07, 2005) G90G80G49 G0 Z4.0000 G90.1 G0 Z4.0000 M5 M6T-842150451 M3 S-842150451 G0 Z4.0000 G0 X7.2654 Y0.0000 M3 F-6277438599999999800000000000000000000000000000000000000000000000000.000G1 Z-6277438599999999800000000000000000000000000000000000000000000000000.0000 F-6277438599999999800000000000000000000000000000000000000000000000000.000G1 X30.7768 Y0.0000 G1 X38.0423 Y22.3607 G1 X19.0211 Y36.1803 G1 X-0.0000 Y22.3607 G1 X7.2654 Y0.0000 M5 G0 Z4.0000 G0 X0 Y0 M5M30 | |
| 2005. júl. 16. 18:50 | Válasz | #20 | |
|
Mach3 Release Candidate 1.3 Tesztelte már esetleg valaki? Használható, vagy még várjunk vele? | |
| 2005. máj. 29. 06:55 | Válasz | #19 | |
|
A Mach3 szinte 5 percenként frissül.
Képtelenség tesztelgetni mindet, úgyhogy én le is teszek róla egyenlőre...
Majd ha már kiforta magát. | |
| 2005. máj. 27. 19:47 | Válasz | #18 | |
|
8.30 ?
| |
| 2005. máj. 26. 19:34 | Válasz | #17 | |
|
Köszi az infót! | |
| © giorgiocnc | 2005. máj. 26. 15:15 | Válasz | #16 |
|
Azt irta a Yahoo-s SupportGroupon, hogy tul
koran rakta ki, nagyon sokat jeleztek vissza, hogy sok a hiba van meg
benne. Par hetig visszarakja a 7.61-eset, mert az viszonylag stabilnak
szamit, es csak utan rakja ki a 8-ast megint, ha mar alaposan
vegigtesztelgette. Azt is irta, hogy nagyon sokan jeleztek neki, hogy
rendesen a Mach3-at hasznaljak, holott az csak fejlesztesi verzio, es a
Mach2-t ajanlotta eddig mindennapi munkara, de most elgondolkozik rajta,
hogy lep valamit az ugyben. Udv: Giorgio | |
| 2005. máj. 26. 13:19 | Válasz | #15 | |
|
Nem tudom, hogy észrevettétek e, de az Arto
vissza vette az összes M3 V8.xx sorozatot!?
| |
| 2005. máj. 11. 12:46 | Válasz | #14 | |
|
Na, elintéztem egy új Setup paramétert a
Motor Tuningnál (Dir hossza), amit meg is nézhettek ha letöltitek most a
Mach3-at (nincs verziószám változás), kifejezetten nekem rakták bele, hogy
teszteljem! Most keszhetem a maratoni teszteket... | |
| 2005. máj. 10. 18:47 | Válasz | #13 | |
|
Birkózom az Artoval és készítettem nekik
egy ékteszt sorozatot.  Jól látszik a Mach2 PreChange egyes értékeinek a hatása, valamint a Mach3 eredménye. Talán rájönnek a hiba okára... | |
| 2005. máj. 08. 11:23 | Válasz | #12 | |
|
A 7.61 is ugyan olyan..
| |
| 2005. máj. 04. 17:39 | Válasz | #11 | |
|
A 7.60-is ugyan úgy hibázik... 
| |
| 2005. máj. 01. 20:08 | Válasz | #10 | |
|
Egyébként teljesen Mach2...
| |
| 2005. máj. 01. 19:05 | Válasz | #9 | |
|
Nem biztos, hogy mi ki tudnánk használi a
plusz részét mert pl. menetes orsó nonlinearitás kompenzációs térképet
lehet felvenni és a program a teljes mozgástartományban a térkép alapján
kompenzálná a menetesorsó menet emelkedésbeli hibáit! Meg van valami formulás mozgatási mód ami még erősen homály előttem . Meg a fenet tudja még mit raktak bele... | |
| © tomktom | 2005. máj. 01. 18:32 | Válasz | #8 |
|
...mondjuk ez azért szomorú...
Egyébként, ha működne rendesen a Mach3, akkor miben tudna többet a Mach2-nél? | |
| 2005. máj. 01. 18:23 | Válasz | #7 | |
|
Ez jó, megkérdezték tőlem, hogy mi mm-ert
használunk? Szerintem azt sem tudják, hogy Eorópában van Magyarország
(persze lehet, hogy azt sem tudják, hogy Magyar vagyok...)!
| |
| 2005. máj. 01. 12:00 | Válasz | #6 | |
|
Szét teszteltem az agyam (meg a golyóstól
betétemet) és bizony a Mach3 egyenlőre pontatlan! A Mach2 gyönyörű
ábrájához képest a Mach3 1-1.3mm-es hézaggal zárja a Spiráltesztet. Úgy,
hogy egyenlőre a Mach3-at csak teszteljétek, de ne ezt használjátok munkák
végzésére (ez még erősen béta teszt állapotu)!
| |
| 2005. máj. 01. 10:58 | Válasz | #5 | |
|
Egyébként tényleg korrektek! Már egy rakás
időzítési adatot és rutin "titkokat" elárultak, hogy ők hogyan csinálják
és próbálnak közösen megoldást találni a problémákra (írták, hogy más
vezérlőgyártóknak is volt gondja a Dir jel és a Step jel közötti
időzítéssekkel). Nekik is az a gondjuk mint nekem, láthatóvá kellene tenni
a hibát (tárolós oszcilloszkóppal kellene egy nagy jelrekord sorozatot
tanulmányozni és az egymáshoz képesti időzítési gondokat kimutatni).
Ráadásul nem mindenkinél jelentkezik a probléma és így nekik tesztelni sem
egyszerű... Csak azt tudják amit e-mailben megírnak nekik. | |
| © tomktom | 2005. máj. 01. 10:48 | Válasz | #4 |
|
Jó fejek, de legalább egy korrekt banda,
foglalkoznak a vevő (te esetedben viszonteladó) panaszaival. Már ezért
megérdemlik, hogy ha el jön az ideje (végre összeáll a maróm), vásároljak
egy licenszet. | |
| 2005. máj. 01. 07:51 | Válasz | #3 | |
|
Elkérték a spirál tesztet...
| |
| 2005. ápr. 30. 19:41 | Válasz | #2 | |
|
Ismét jeleztem az Art of CNC -nek a
jelenséget. | |
| 2005. ápr. 30. 19:24 | Válasz | #1 | |
|
Gondoltam, elkezdek már ezzel is
foglalkozni. Lefuttattam (vagy 10) "Spirál tesztet", de sajnos az eredmény
ROSSZ! Már minden e területet érintő beállítást végig játszottam. Ugyan
olyan záródási hibát produkál mint a Mach2 4uS feletti PreChange
értékekkel. Itt viszont nincs lehetőség ezen érték állítására (V7.58
beta). Van viszont egy "Sherline 1/2 Pulse mode", de nem csinál semmit (az
eredmény ugyan olyan). Szóvel ez még így nem ok.
| |