![]()
Ha a szerszámgépéhez olyan számítógépet vásárolt, amin már fut a Mach3, akkor Önnek ezt a fejezetet valószínűleg nem szükséges elolvasnia (kivéve persze általános érdeklődésből). Az Ön ellátója valószínűleg installálta a Mach3 szoftvert, beállította és /vagy ellátta Önt részletes instrukciókkal a teendőket illetően.
Ajánlott egy papíralapú másolat biztosítása a Mach3 konfigurálásáról, a biztonság kedvéért arra az esetre, ha újra kellene installálnia a szoftvert. A Mach3 egy XML fájlban tárolja ezt az információt, amit megnézhet. A Mach Fejlesztő Hálózatnak (Mach Developers Network) jónéhány nyomtatható „feladatlapja” van, ami lépésről lépésre segíti Önt a konfigurálás folyamatában és egy írásos jegyzetet ad a folyamathoz.
Ez a fejezet sok apró részletet tartalmaz. Bármennyire is másképp gondolja, a beállítási folyamat teljesen egyenes irányú, amelyen lépésről-lépésre kell haladni. Az a jó stratégia, ha a fejezetek átfutása után dolgozik a Mach3-mal a számítógépén és szerszámgépén. A fejezet elején tényként kezeljük azt, hogy sikeresen feltelepítette a Mach3 rendszert (a 3. Fejezetben leírtak szerint), és az gond nélkül fut.
Jóformán minden munka, amit e fejezetben végez, olyan ablakokban történik, amit a Config menüből érhet el. Ezek a továbbiakban így lesznek jelölve: Config>Logic, ami azt jelenti, hogy válassza a Config menü Logic parancsát.
Az első beállítási ablak a Config>Ports and Pins. Ennek az ablaknak sok füle van, amelyekből a legelsőt az 5.1 Ábra mutatja.
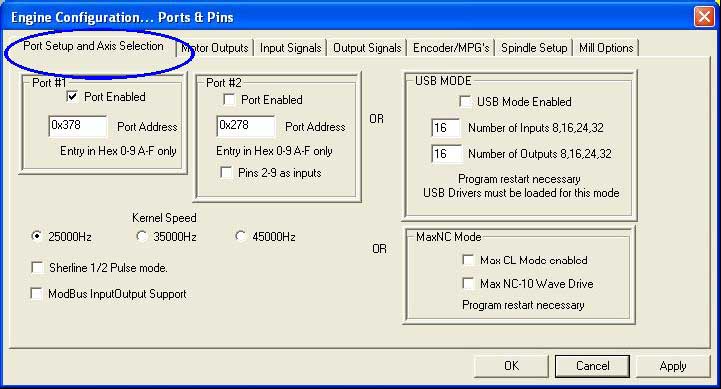
5.1. Ábra Port beállítás és tengelyválasztás tábla
Ha a számítógépén párhuzamos portot használ és abból csak egy van az alaplapon, akkor az alap cím a 1. Porthoz 0x378 (Hexadecimális 378), ami általában állandó.
Ha Ön egy vagy több PCI kártyát használ, akkor mindegyiknek ki kell derítenie a címét, amire válaszol. Nem szabványszerű megoldás! Futtassa a Windows/Vezérlőpult-ot a Windows /Start menüből. Dupla kattintás a System gombon, majd válassza a Hardware fület és azon a Device Manager gombot. Nyissa ki a „Ports(COM&LPT)” alatti faszerkezetet.
Duplán kattintson az első LPT vagy ECP portra. A tulajdonságai egy új ablakban lesznek láthatóak. Válassza a Resources fület. Az első szám az IO sorban a cím amit használ. Jegyezze fel ezt az értéket és zárja be a Properties ablakot.
Megjegyzés: Bármilyen PCI kártya telepítése vagy törlése megváltoztathatja a PCI párhuzamos port címét, még akkor is, ha azt nem is érintette.
Ha egy második portot is akar használni, akkor ismételje meg a fentiekben leírtakat.
Zárja be a Device Manager, a System Properties és a Control Panel ablakokat.
Írja be az első port címét (ne használja a 0x előtagot, a Mach3 tudja, hogy ez egy hexadecimális szám lesz) majd ha szükséges engedélyezze a második portot és adja meg annak is a címét.
Most kattintson az Apply gombra, hogy elmentse az értékeket. Ez nagyon fontos. Semmilyen adatbeírás vagy változtatás nem kerül mentésre anélkül, hogy az Apply gombra kattintana.
A Mach3 meghajtás működhet 25.000Hz (jel/másodperc), 35.000Hz vagy 45.000Hz frekvenciákon, attól függően, hogy milyen gyors a processzora, vagy még milyen dolgok futnak rajta a működés közben.
A szükséges frekvencia nagysága függ a maximális impulzusgyakoriságtól, ami a tengelyek maximális sebességekor történő vezérléshez kell. A 25.000Hz talán a léptetőmotorokhoz szükséges. Egy 10 mikro-lépéses vezérlővel, mint a Gecko201-el, kb. 750ford/perc sebességet érhet el egy szabványos 1,8˚-os léptetőmotorból. A nagy impulzus értékek a szervó vezérlésekhez kellenek, amelyeknek nagy felbontású tengelykódolójuk (encoder) van a motoron. A további részleteket a Motor tuning fejezetben találhat.
Az 1GHz órasebességű számítógépek a legtöbb esetben kényelmesen elfutnak a 35.000Hz-en, tehát válassza ezt az értéket, ha nincs egy olyan lassú gépe amelyhez a 25.000Hz-et kellene választani. Meg tudja növelni a sebességét és újra tudja hangolni a motort, ha úgy találja, hogy a rendszer kielégítően működik a kezdeti impulzusértéken is.
A Bemutató verzió csak 25.000Hz-en fut. Abban az esetben, amikor a Mach3 nem üzemszerűen lett leállítva, mindig 25.000Hz-es sebességre állítódik vissza az újraindítás után. A futó rendszer aktuális frekvenciája mindig jelezve van a Diagnostics képernyőn.
Ne felejtse el megnyomni az Apply gombot mielőtt továbblép!
Most, hogy megalapozta az alapvető beállításokat, ideje meghatározni az Ön által használni kívánt be- és kilépő jeleket és azt, hogy ezekhez melyik párhuzamos port, melyik érintkezője legyen használva. A leválasztókártya használati utasítása adhat támpontot arra, hogy milyen kimeneteket használjon, ha az a Mach3-al történő használatra van tervezve, vagy a kártyához mellékenek egy Profile (.XML) fájlt, amelyben ezek a kapcsolatok már definiálva vannak.
Először nézze meg a Motor Outputs fület. Ezt látja az 5.4 Ábrán is.
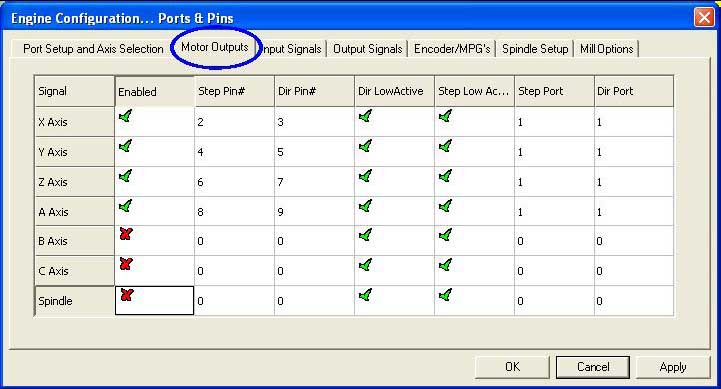
5.4. Ábra A tengelyek és a vezérelt orsó csatlakoztatásának definiálása
Határozza meg, hogy az X,Y,Z tengelyek vezérlései hova vannak kötve és kattintson oda az engedélyezésükhöz (zöld pipa). Ha a csatlakoztatott hardverének (pl. Gecko 201 léptető driver) aktív alacsony jelre van szüksége, akkor ellenőrizze, hogy ezekben az oszlopokban be vannak-e jelölve a Step és Dir(ection) jelek.
Ha van egy forgó ill. segédtengelye, akkor azt is engedélyeznie kell, és be kell állítania.
Ha az orsósebesség kézzel lesz szabályozva, akkor ezt a táblázatot befejezte. Kattintson az Apply gombra, hogy az adatok elmentődjenek!
Ha az orsósebességet a Mach3 fogja kontrollálni, akkor engedélyeznie kell ezt az orsót és kiosztani egy Step csatlakozót/Portot. Azt is meg kell határoznia, hogy ezek a jelek active-lo –e. Kattintson az Apply gombra, hogy az adatok elmentődjenek!
Most válassza az Input Signal fület. Ezt ábrázolja az 5.5 Ábra is.
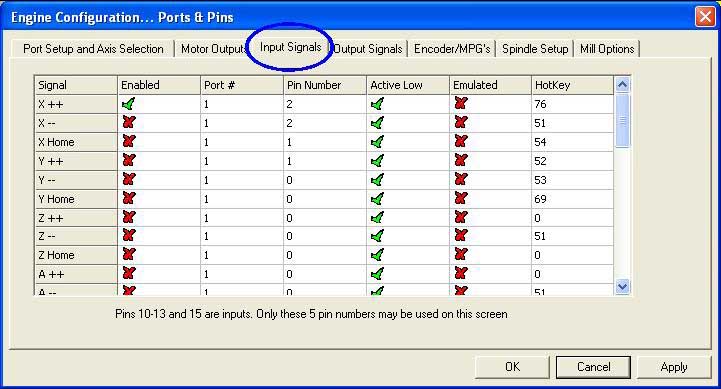
5.5. Ábra Bemenő jelek
Feltételezzük, hogy már választott egyet a 4.6 Fejezetben leírt referencia/végállás stratégiákból.
Ha az első stratégiát használja, és a végállás-kapcsolók össze vannak kötve, és elindítanak egy EStop-ot vagy letiltják a tengely hajtását az elektronikán keresztül, akkor nem szükséges Önnek a végállás bemeneteket ellenőrizni.
A második stratégia használatakor valószínűleg van „home” (referencia) kapcsolója az X, Y és Z tengelyekhez. Engedélyezze mindezt a Home kapcsolók sorában, és a tengelyekhez határozza meg a portokat/csatlakozókat, amelyekhez azok csatlakoztatva vannak. Ha kombinálja a végállás és a home (referencia) kapcsolókat, akkor engedélyeznie kell a Limit--, a Limit++ és a Home sorokat minden egyes tengelyhez és mindegyikhez ugyanazt a csatlakozót jelölje ki (tengelyenként).
Használja a görgetősávot, hogy elérje az 5.5 Ábrán nem látható részeket is.
Az Input #1 speciális, mert arra szolgál, hogy megakadályozza egy alkatrészprogram futását, amikor a biztonsági védelem nem aktív. A többi hármat (és persze a #1-et is, ha nincs belső védelemnek használva) használhatja és akár tesztelheti makro kódokkal. A #4 bemenetet arra lehet használni, hogy csatlakoztasson egy külső nyomógomb-kapcsolót, kivitelezhető legyen a Single Step (egylépéses) funkció. Ezt a későbbiekben ráér konfigurálni.
Engedélyezze és állítsa be az Index Pulse-t (jelző impulzus), ha egyrésű vagy jelzésű orsó-szenzor van.
Engedélyezze és állítsa be a Limits Override –ot (határ túlhajtás), ha a Mach3-mal kontrollálja a végálláskapcsolót, és van egy külső gombja, amit megnyomhat, amikor szüksége van a határok kitolására. Ha nincsen kapcsolója, akkor használhatja a képernyőgombot is ugyanilyen funkciót elérve.
Engedélyezze és állítsa be az EStop-ot, hogy jelezze a Mach3-nak, ha a felhasználó vészleállást kezdeményez.
Engedélyezze és állítsa be a OEM Trigger inputokat, ha azt szeretné elérni, hogy képernyőgombok felszerelése nélkül elektromos jelek képesek legyenek OEM gomb funkciókat meghívni.
Akkor engedélyezze és definiálja a Timing-ot, ha van orsó-szenzora, amelynek több mint egy rése ill. jelzése van.
Engedélyezze a Probe-t a digitalizáláshoz, a THCOn, THCUp és THCDown inputokat a plazmavágó kontrollálásához.
Ha egy párhuzamos portja van, akkor 5 bemenet lehetséges, 2 porttal ez 10 lenne (ha a 2 és 9 tüskéket is inputként állítja be, akkor 13). Egyszerűen belátható, hogy nincs túl sok bemeneti jel, főleg, ha még encoder-t vagy más kódolót is használni szeretne. Kompromisszumokat kell kötnie, de ne úgy, hogy a fizikai Limit Override-t átkapcsolja biztonsági jelnek!
Azt is átgondolhatja, hogy használhatja a billentyűzet emulátort is egy pár input jelhez.
Nyomja meg az Apply gombot az adatok mentéséhez ezen a fülön!
Ha megnézi az Emulated oszlopot az Input fülön láthatja, hogy a Port/pin számok és az Active Low állapot jelek le vannak tiltva, csak a Hotkey oszlop van értelmezve. Amikor egy key-down (gomb-le) üzenetet kap ami egy gyorsbillentyű kódját tartalmazza, akkor a jel aktívvá válik. Amikor egy key-up (gomb-fel) üzenetet kap, akkor inaktív lesz.
Ezek a jelek rendszerint a Billentyűzet emulátortól jönnek (pl. Ultimate IPAC vagy Hagstrom), amelyek az inputjaikra kötött kapcsolókból indultak. Ebből az következik, hogy több kapcsolót érzékelhet, mint a szabad pin-ek száma a párhuzamos porton, de lehet egy jelentős kapcsolási idő a kapcsoló változás megjelenése és a tényleges key-up, key-down üzenet között.
Az emulált jeleket nem lehet Index-re vagy Timing-ra, és nem szabad EStop-ra használni!
Használja az Output Signals fület a kimenetek definiálásához. Lásd 5.6 Ábra.
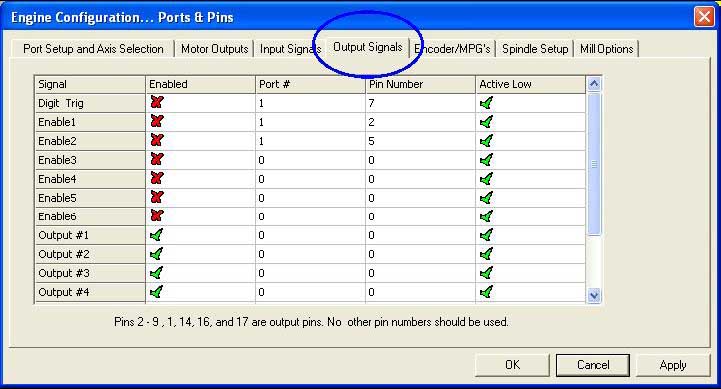
5.6 Ábra Kimeneti jelek
Valószínűleg csak egy engedélyett kimenetet akar (amihez az összes tengely vezérlését hozzá lehet kapcsolni). Valójában, ha egy Charge pump/impulzusos figyelőt használ, akkor engedélyezheti azok kivezetéseiről a tengelyek vezérlését.
Az Output# jelek egy orsó stop/start vezérlésére, (óramutató járásával megegyező vagy ellentétes), a folyó- és a permethűtő szivattyúk vagy szelepek szabályozására és az Ön által meghatározott Mach3 gombok és makrók irányítására szolgálnak.
A Charge pump sornak engedélyezettnek és definiáltnak kell lennie, ha a breakout board (leválasztó kártya) elfogadja ezt a jelet, mint a Mach3 helyes működését folyamatosan megerősítő impulzust. A Charge Pump2 akkor használt, ha van egy másik breakout board (leválasztó kártya)is a második portra csatlakoztatva, vagy ha magának a második portnak a működését szeretné megerősíteni.
Nyomja meg az Apply gombot az ezen a fülön változtatott adatok mentéséhez!
Az Encoder/MPGs fülön a lineáris kódolók vagy a tengelyléptető MPG-k (manuális impulzusgenerátor) kapcsolatait vagy felbontását lehet beállítani. Ez a Config>Ports&Pins leírásainak egy részét fedi le. Ennek nincs szüksége actív-lo oszlopokra, ha a kódoló rossz irányba számol, akkor csupán csak az A és B bemenetekhez kiosztott csatlakozókat kell megcserélni.
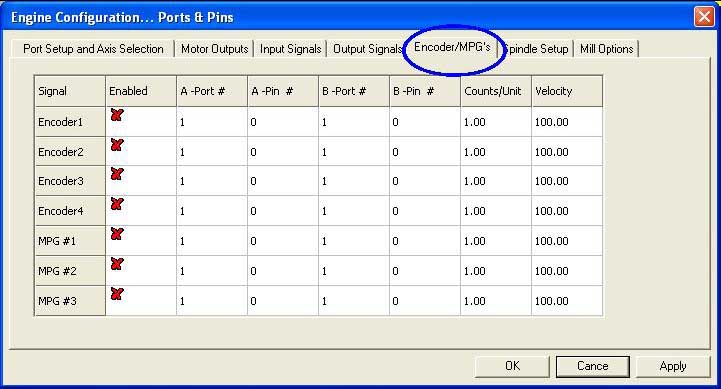
5.7. Ábra Encoder (kódoló) bemenetek
Az egységenkénti számlálás (Counts/Unit) értékét úgy kell beállítani, hogy összhangban legyen a kódoló felbontásával. Így egy 20 mikrononként vonalkázott lineáris skála 5 mikrononkénti számlálást jelent (visszaemlékezve a 90°-os jelekre), ami 200 számolás egységenként (mm). Ha a természetes egység hüvelykre van állítva, akkor 200x25,4=5080 számolás egységenként (hüvelyk). A Velocity (ford.szám) érték nincs használatban.
A Counts/Unit érték arra használatos, hogy meghatározza azon négyszögjel számot, amire a Mach3 –nak szüksége van a mozgás MPG-n történő ábrázolásához. Egy 100 CPR –hez a 2. ábrázolás elegendő. A nagyobb felbontáshoz addig kell növelnie, míg el nem éri az Ön által kívánt mechanikai érzékenységet. Úgy találtuk, hogy a 100 –as értékkel jól működött a 1024CPR kódoló.
A Velocity (fordulatszám) meghatározza az MPG által kontrollált tengelyhez küldött impulzusok számát. Alacsonyabb érték megadásával a tengely mozgása gyorsulni fog. A legjobb (tapasztalati) érték az, ha akkora sebességet adunk, amennyire a forgás az MPG-nek még kényelmes.
A következő fül a Config>Ports&Pins ablakon a Spindle setup (főorsó beállítás). Itt lehet meghatározni, hogy hogyan vezéreljük a főorsót és a hűtést. Megválaszthatja, hogy mit tegyen a Mach3: semmit, kapcsolja ki vagy be a főorsó forgatását, teljes felügyelete legyen a sebessége felett mindehhez használva a PWM (impulzusszélesség moduláció) jelet, vagy a lépés és irány jeleket. Az 5.8 Ábra mutatja az ablakot.
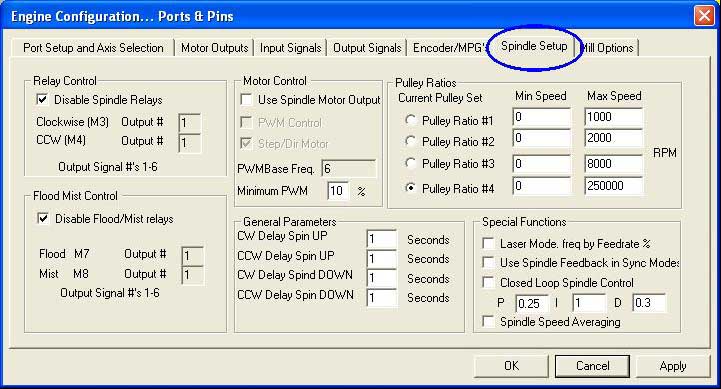
5.8. Ábra Főorsó beállítás
Az M7 kód bekapcsolja a folyadékhűtést, az M8 kód elindítja a permethűtést, míg az M9 kód kikapcsolja mindkettőt. Az ablak Flood Mist részében lehet beállítani, hogy ezen funkciókhoz milyen Output jelek legyenek rendelve. A kimeneti Port/pin-ek már meg lettek határozva az Output Signals fülön.
Ha nem akarja használni ezt a lehetőséget, akkor jelölje be a Disable Flood/Mist Relays (hűtések tiltása) négyzetet.
Ha a főorsó sebessége kézzel vagy egy PWM jel segítségével vezérelt, akkor a Mach3 meg tudja határozni az irányt, az indítás és az megállítás idejét (reagálva az M3, M4 és M5-re) két kimenet felhasználásával. A Port/pin-ek kiosztása már definiálva lett az Output Signals fülön.
Ha az orsót lépésre és irányra (Step and Direction) vezérli, akkor nincs szüksége más vezérlésre. Az M3, M4 és M5 ellenőrzi az automatikusan generált impulzussorozatot.
Ha nem akarja használni ezt a funkciót, akkor jelölje be a Disable Spindle Relays négyzetet.
Akkor jelölje a Use Motor Controll-t, ha szeretné használni az orsók PWM vagy Step and Direction vezérlését.
PWM Vezérlés
A PWM jel egy digitális jel, egy négyszög-hullám, mely szünet/jel arányával meghatározza a motor sebesség %-át (teljes jel mellett 100%-os sebesség).
Tehát feltételezve, hogy egy max. 3000 ford/perc sebességű motorja van PWM vezérléssel, akkor a 4.9 Ábra szerint a motor 3000x0,2=600 ford/perc-el fog forogni. Hasonlóan a 4.10 Ábrán lévő jel 1500 ford/perc –el fog menni.
A Mach3-nak kompromisszumot kell kötnie, hogy hány féle különböző szélességű jelet képes előállítani, és hogy milyen magas lehet a négyszöghullám frekvenciája. Ha a frekvencia 5 Hz, akkor a Mach3 (25000Hz magsebességgel futó) 5000 különböző sebességet tud kiadni. Mindezt eltolva 10Hz-re a sebességek már 2500-ra csökkennek, de ez még mindig elegendő egy 1 vagy 2 ford/perc -es felbontáshoz.
A négyszöghullámok alacsony frekvenciája növeli azt az időt, ami alatt a motor vezérlése észreveszi a sebesség megváltoztatására irányuló kérelmet. 5 és 10Hz között lehet a legjobb eredményt elérni. A kiválasztott frekvenciát a PWMBase Freq mezőbe lehet bevinni.
Sok vezérlésnek és motornak van minimális sebessége. Ez adódhat a kis fordulaton hatástalanná váló hűtőventillátor és a fellépő nagyobb nyomaték együttes, rontó hatásából is. A Minimum PWM% mezőben megadhatja azt a maximális sebesség százalékában kifejezett értéket, aminek az elérésekor a Mach3 nem csökkenti a PWM jelet.
Tudnia kell, hogy a PWM vezérlő elektronikának szintén van minimum sebesség beállítási lehetősége, amit a Mach3 pulley (szíjtárcsa) beállításoknál adhat meg. Általában azt kell megcéloznia, hogy a szíjtárcsa határt kissé nagyobbra állítsa, mint a Minimum PWM%-ot vagy a hardware határt és így az rögzíti a sebességet és/vagy ad egy hibajelet, mielőtt leállítaná azt.
Step/Dir motor
Ez egy változó sebességű hajtás lehet, ami lépésimpulzusokkal vagy teljes szervo hajtással van vezérelve.
Használhatja a Mach3 pulley (szíjtárcsa) beállításokat (5.5.6.1 Fejezet), hogy szükség esetén meghatározza a motor vagy az elektronika minimális sebességét.
Itt adhatja meg a főorsó elindítása ill. megállítása utáni várakozást, mielőtt a Mach3 elvégezné a következő feladatot. Ezek a késleltetések arra használhatók, hogy a gyorsulásra időt adjunk, mielőtt a vágást elkezdenénk, és hogy megteremtsük a szoftveres védelmét annak, hogy nehogy az óramutató járásával megegyező forgásból hirtelen a másik irányba váltsunk át. A késleltetési idő másodpercben van megadva.
A Mach3 vezérli a főorsót hajtó motor fordulatszámát. A főorsó fordulatszámát az S szavakkal lehet vezérelni. A Mach3 hajtóműrendszer lehetővé teszi, hogy meghatározzon 4 különböző összefüggést a sebességváltó áttételeihez. Könnyű megérteni a működésüket, miután már beszabályozta a főorsó motorját az 5.5.6.1 Fejezetben leírtak szerint.
A Laser mode-nak jelöletlennek kell lennie, kivéve, ha a vágólézer erejét az előtolással állítja.
A Use Spindle feedback in sync mode –nak szintén jelöletlennek kell lennie.
Ha a Close loop Spindle Control be van pipálva, akkor beépít egy szoftveres segédhurkot, amelynek feladata a pillanatnyi orsósebesség (ami az Index vagy a Timing érzékelőkön látszik) minél közelebb hozása az S szavakkal meghatározottakhoz. Az orsó pontos sebességének megállapítása nem olyan fontos, ezért nem fontos a használata a Mach3Turn-nél.
Ha mégis használja, akkor a P, I és D változókat 0 és 1 közötti értékre kell venni. A P a hurok erősítését felügyeli, és a túlzott érték a kívánt sebesség körüli ingadozáshoz, túlszabályozáshoz vezethet. A D változó a csillapításért felel, ami csökkenti az ingadozást a sebesség differenciálásával. Az I változó egy hosszú meghatározás része, mely vizsgálja az aktuális és a kívánt sebesség közti különbségeket és így növeli a pontosságot a nyugalmi állapotban. Beszabályozhatja ezeket az értékeket az Operator>Calibrate spindle ablak megnyitása után.
Ha a Spindle Speed Averaging be van jelölve, azt okozza, hogy a Mach3 átlagolja az időt az index/timing impulzusok között, egy pár fordulaton keresztül, mialatt csökkenti a pillanatnyi orsósebességet. Ez akkor lehet hasznos, ha nagyon kicsi az orsó meghajtásának tehetetlensége, vagy amikor rövid távú sebesség-módosításokat kíván végrehajtani.
Az utolsó fül a Config>Ports & Pins képernyőn a Mill Options. (5.9 Ábra)
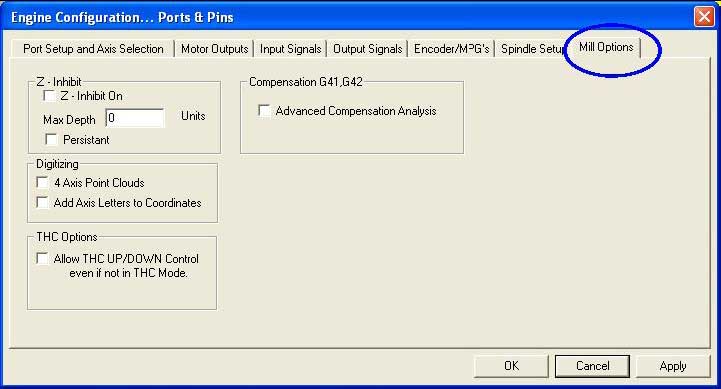
5.9. Ábra Marás beállítások tábla
Z-korlátozás. Ez a funkciót a Z-inhibit On bejelölésével lehet aktiválni. A Max Depth (max mélység) mezőben lehet megadni a legalacsonyabb Z értéket, amelyre a tengely mozogni tud. A Persistant (állandó) bejelölésével ez az érték állandósul (később ugyanitt módosítható, kikapcsolható) és a Mach3 további indításakor/futtatásakor is megmarad.
Digitising. A 4 Axis Point Clouds jelölőnégyzet segítségével lehet regisztrálni az A, X, Y és Z tengelyek állapotát. Az Add Axis Letters to Coordinates bejelölésével a tengely koordináták elé előtagként behelyezi a tengely betűjelét is.
THC Opciók. Ez a jelölőnégyzet önmagáért beszél.
G41, G42 kompenzálás. Az Advanced Compensation Analysis jelölőnégyzettel kikapcsol egy mélyreható előzetes elemzést, amely elemzés csökkentheti a süllyesztések veszélyét, mivel az összetett felületeken számol a vágási átmérővel.
A szoftver eléggé be van állítva a rendszer kezdeti teszteléséhez. Ha kényelmesebb kézi kapcsolót felcsatlakoztatni a bemenetekre, mint a referenciakapcsolót, akkor tegye meg.
Futtassa a Mach3Mill programot és kapcsoljon a Diagnostics képernyőre. Látható a LED-ek sokasága, melyek a be- és kimenetek logikai szintjeit jelzik. Győződjön meg arról, hogy a külső Emergency Stop (Vészleállító) jele nem aktív (a piros Emergency LED nem villog) és nyomja meg a piros Reset gombot a képernyőn. Ennek a lednek is abba kell hagynia a villogást.
Amennyiben csatlakoztatott bármilyen kimenethez hűtést vagy főorsóforgatást, akkor a Diagnostics ablakban tudja azok kimeneteit be- ill. kikapcsolni. A gép szintén válaszolhat, de figyelheti a jelek feszültségét multiméterrel is.
A következő a home (referencia) és a végálláskapcsolók működtetése. Ha a jel aktív, akkor a megfelelő LED sárgán fog világítani.
Ez a teszt megmutatja, hogy a párhuzamos port helyesen van-e címezve, és hogy a be- és kimenetek helyesen vannak-e csatlakoztatva.
Ha két portja van és minden tesztjel egyenlő, akkor meggondolhatja a konfiguráció időleges kikapcsolását úgy, hogy csak egy home (referencia) vagy végálláskapcsoló működjön róla és így meggyőződhet a port helyes működéséről. Ne felejtse az Apply gomb megnyomását a rövid tesztelés során. Ha minden helyesen működik, akkor vissza kell állítania az eredeti beállításokat.
Ha vannak problémái, akkor azokat most oldja meg, mivel sokkal könnyebb most, mint amikor a tengelyeket kezdi el vezérelni. Ha nincs multimétere, akkor vásároljon vagy kölcsönözzön egy logikai tesztert, vagy egy D25 adaptert (valódi LED-ekkel) amivel megfigyelheti a csatlakozók állapotát. Összegezve, mindenféleképen szükséges feltárnia ezen hibákat, pl. (a) egy be- ill. kimenő jel nem helyes (azaz a Mach3 nem fogja azt tenni amit akar, vagy elvár tőle) vagy (b) a jel megszakad a D25 csatlakozó és a szerszámgép között (azaz a vezetékekkel vagy a beállításokkal probléma van a gépnél). 15 percnyi segítség egy baráttól ilyenkor csodákat tehet, ha sikerül helyesen és részletesen elmondania, hogy mi a gond és mit tett meg a kiküszöböléséért.
El fog csodálkozni, hogy hányszor fog még elhangzani az alábbi kis szövegrészlet:
„….Ó igen, azt hiszem, tudom mi lehet a probléma,….”
Ha az alap funkciók működnek, itt az ideje a tengelymeghajtások beállításának. Az első eldöntendő dolog az, hogy a megadott értékek metrikusak legyenek (mm) vagy sem (inch). Mindkét esetben le tudja futtatni az alkatrészprogramokat, akármelyiket is választja. Az összehangolás egy kissé könnyedebb lesz, ha azt a mértékegységrendszert választja, amelyikben a meghajtó mechanizmus (pl. golyósorsó) is készült. Vagyis egy 0,2” menetű orsó beállítása sokkal egyszerűbb hüvelykben, mint mm-ben. Ugyanez a helyzet egy 2mm menetemelkedésű orsó esetében is, ahol persze a mm választása célszerű. Igaz, a két rendszer között csak egy 25,4 értékű váltószámmal kell számolni, de ez még egy dolog, amivel külön foglalkozni kell.
Egy másik jelentős előny az lehet, hogy a megszokott mértékegység használata kevesebb hibával jár. Ezért lehet beállítani a DRO-kat, hogy folyamatosan mutassák, mit tesz az alkatrészprogram (pl. egységek váltása G20, G21 –nél)
Tehát a választás az Öné. Használja a Config>Setup Units menüt, hogy kiválassza a megfelelőt. (5.10 Ábra)
5.10. Ábra Hosszegység beállító párbeszédablak
Amennyiben egyszer már kiválasztotta, akkor a következő változtatásokhoz teljesen vissza kell lépnie az előző lépéseken, különben teljesen össze fog zavarodni a rendszer.
Nos, ezek után a részletek után ideje mozgásba lendülni – szó szerint! Ez a fejezet leírja, hogy hogyan állítsa be a tengelyek meghajtását, és abban az esetben, ha a sebességet is a Mach3 vezérli, akkor a főorsó meghajtását is.
Az általános stratégia a tengelyekre a következő: (a) kiszámolni, hogy hány léptető impulzust kell küldeni a meghajtáshoz, a szerszám ill. a munkaasztal mozgásának egy egységnyi távolsága (hüvelyk, mm) alatt; (b) megállapítani a motor maximális sebességét és végül (c) beállítani a megfelelő gyorsulási/fékezési értékeket.
Azt javasoljuk, hogy egyszerre csak egy tengellyel számoljon. Ki tudja próbálni a motort, mielőtt az mechanikusan csatlakoztatva lenne a szerszámgépre.
Csatlakoztassa fel az áramellátást a tengelymeghajtó elektronikára és kétszeresen is ellenőrizze az elektronika és a PC közötti kábeleket. Könnyen összecserélheti a nagyfeszültségű vezetékeket a jeladókkal, és jobb biztonságosan, mint füstösen!!!
A lépések száma, amit a Mach3-nak egy hosszegységnyi elmozdulás érdekében küldenie kell, függ a mechanikus hajtóműtől (pl. a golyósorsó menetemelkedése, az áttétel a motor és az orsó között), a léptetőmotor vagy a segédmotoron lévő kódoló tulajdonságaitól, a meghajtó elektronikában lévő mikro léptetőtől és az elektronikus áttételtől. Ezt a három szempontot kell megvizsgálni és közös nevezőre hozni.
Ki kell számolni a tengely egy egységnyi elmozdulásához szükséges motortengely-fordulatok számát (motor revs per unit). Ez általában hüvelykben kifejezve több, míg mm-ben kifejezve kevesebb, mint 1. De ez nem okoz különbséget a számolásban, amit persze számológépen a legkönnyebb elvégezni.
A csavarorsóhoz és az anyához szükséges az orsó menetemelkedése (azaz a két szomszédos menetcsúcs közti távolság) és a bekezdések számára. A nem metrikus menetek az egy hüvelykre eső menetek számával (tpi) vannak jellemezve. Tehát a menetemelkedés az 1/tpi (pl. egy szimpla menetű 8 tpi csavarmenet menetemelkedése 1/8 = 0,125”)
A többmenetű orsónál a menetek számával szorozza meg az értéket, hogy megkapja a tényleges menetemelkedést. A tényleges menetemelkedés nem más, mint az a távolság, amit a tengely az orsó egyszeri körbefordulása alatt tesz meg.
Most már kiszámolhatja a hosszegységre eső orsófordulatot
hosszegységre eső orsófordulat = 1 / tényleges menetemelkedés
Ha az orsó közvetlenül van meghajtva, akkor ez a szám megegyezik a motor hosszegységre eső fordulatainak számával. Ha valamilyen áttételen keresztül van meghajtva (lánc, szíj,..), akkor legyen az Nm a motor fogaskerekének, míg Ns az orsó fogaskerekének fogszáma és így a képlet:
hosszegységre eső motorfordulat = hosszegységre eső orsófordulat x Ns /Nm
Például, a már említett 8 tpi orsónál, amelyik bordásszíjjal van meghajtva, 48 fogú szíjtárcsával az orsónál és 16 fogú szíjtárcsával a motornál, a motor tengelyének fordulatszáma a következő: 8x48/16 = 24 (Megjegyzés: tartsa a képleteket a számológépben, hogy elkerülje az ismétlődő hibákat!)
Egy metrikus példán keresztül bemutatva, a dupla menetű orsó két szomszédos menete közti távolság 5mm, ami valójában 10 mm-es menetemelkedést jelent, és ez egy 24 fogú tárcsán keresztül van csatlakoztatva a motornál és 48 fogúval az orsónál. Ekkor a milliméterenkénti orsófordulat = 0,1 és a milliméterenkénti motorfordulat = 0,1 x 48 / 24 = 0,2.
A fogasléc és fogaskerék vagy a szíj ill. lánchajtás esetében a számolás megegyezik az előzőekkel.
Határozza meg a fogazott szíj vagy lánchajtás osztását. A szíjak általában metrikusak és 5 vagy 8 mm az osztásuk, az inch rendszerű szíj- és lánchajtások pedig 0,375” (3/8”) osztásúak. A fogaslécnél a fogak közti távolságot kell meghatározni, amely a legkönnyebben 50 vagy 100 fog közti távolság leméréséből és azok visszaosztásából nyerhető. Megjegyzés: Mivel a szabványos fogaskerekek átmérő-osztásra (diametral pitch) vannak tervezve, ezért a hossz nem racionális szám lesz, mivel szerepel benne a p (= 3,14152...).
Ezt mindenféle hajtásnál fogosztásnak (tooth pitch) hívják.
Ha a fogak száma a meghajtó tengelyen lévő fogazott hajtótengelyen/lánckereken/szíjtárcsán Ns , akkor a fajlagos orsófordulat = 1 / ( fogak távolsága x Ns)
Ha a hajtó fogaskerék/lánckerék/szíjtárcsa fogainak száma a fogaslécet/láncot/szíjat hajtó első tengelyen Ns , akkor
a hosszegységre eső tengelyfordulat = 1/(fogosztás x Ns)
Vagyis pl. egy 3/8”-os lánccal és egy, a motor tengelyén lévő 13 fogszámú lánckerékkel, a hosszegységre eső motorfordulat = 1 / (0,375 x 13) = 0,2151282. Látható, hogy ebben az esetben valószínűleg szükség lesz egy másodlagos áttételre a szükséges nyomaték eléréséhez, amikor az előző számot meg kell szorozni a váltóáttétellel.
Hosszegységre eső motorfordulat = hosszegységre eső tengelyfordulat x Ns/Nm
Például egy 10:1 sebességváltóval a fenti szám 2,051282-re adódna.
A forgató tengely (forgóasztal v. osztófej) elfordulásának mértékegysége a fok. Hasonlóan kell számolni, mint a csiga arányánál. Ez általában 90:1. Vagyis egy közvetlen motormeghajtással egy fordulat 4 fokot jelent, vagyis az 1 fokra eső motor fordulat 0,25. Ha 2:1 arányban csökkentjük a motortól a hajtást, akkor 0,5 fordulat/fok lesz az érték.
A legtöbb léptetőmotor esetében a felbontás 200 lépés/fordulat (azaz 1,8 fok/lépés). Megjegyzés: Néhány régebbi léptetőmotor 180 lépés/fordulat teljesítményű, de nem valószínű, hogy találkozik ilyennel, ha egy támogatott, viszonylag új berendezést vásárol.
A szervómotor alap felbontása függ a tengelyén lévő kódolótól. A kódoló felbontása általában CPR-ben (körforgásonkénti ciklus) van megadva. Mivel a kimenet valójában két négyszögjel, a tényleges felbontás ennek az értéknek a négyszerese lesz. Meg fogja látni, hogy a CPR-ben kifejezett 125-2000 tartomány megegyezik az 500-8000 fordulatonkénti lépésszámmal.
Néhány mikro-léptető vezérlésnek fix (tipikusan 10) mikro-lépés száma van, a többinek ez állítható. Az utóbbi esetben is megfelelő, ha ezt az értéket állítja be (félléptetéses vezérlés esetén ez a szám 2). Ez azt jelenti, hogy a Mach3-nak fordulatonként 2000 impulzust kell küldenie a léptető tengely meghajtásához.
Néhány szervómeghajtásnak négyszög jelenként egy impulzusra van szüksége a motor kódolótól (ami 1200 lépés/fordulat a 300 CPR –es kódolónál). Másokban található elektromos átalakító, aminek a segítségével meg tudja többszörözni a bemeneti lépéseket. Ez nagyon hasznos lehet, mivel így lehetséges egy nagy felbontású kódolóval rendelkező kis szervómotor sebességének határt szabhatunk a Mach3 által létrehozható maximális impulzusszámmal.
Most már számolhatunk:
Hosszegységre eső Mach3 lépés = Fordulatonkénti Mach3 lépés x Hosszegységre eső motorfordulat
Az 5.11 Ábrán látható a Config>Motor Tuning párbeszédablak. A gombok segítségével válassza ki azt a tengelyt, amelyiket be szeretné állítani és vigye be a Hosszegységre eső Mach3 lépés számított értéket. Ennek az értéknek nem kell egész számnak lennie, ezért annyi tizedes-számmal írja be, amennyivel szükséges. A későbbi problémák elkerülése miatt már most kattintson a Save Axis Settings gombra.
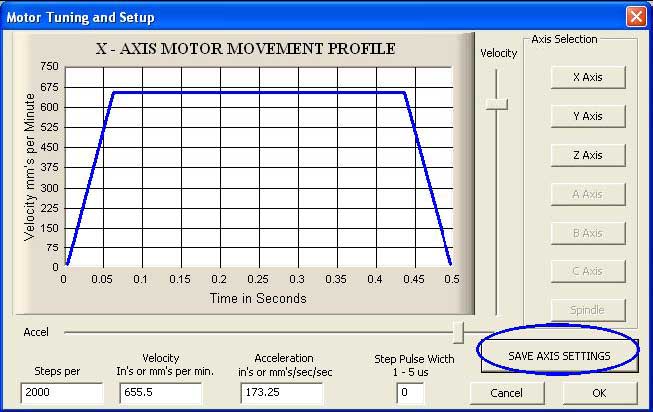
5.11. Ábra Motor hangolás párbeszédablak
Még mindig a Config>Motor Tuning ablakot használva, ha mozgatja a Velocity (sebesség) csúszkát, láthat egy görbét, ami a fordulatszámot ábrázolja az idő függvényében egy rövid, elképzelt mozgás esetében. A tengely felgyorsul, egy ideig tartja a sebességét, majd lefékeződik. Állítsa most a fordulatot maximumra. Az Acceleration (gyorsulás) csúszka segítségével változtassa meg gyorsulás/fékezés tartományát (ezek mindig egyforma hosszúságúak).
A Velocity illetve az Acceleration ablakban lévő értékek mindig a csúszkák használata szerint frissülnek. A sebesség hosszegység/perc, míg a gyorsulás hosszegység/mp2 mértékegységben van kifejezve. Az ábrázolható maximális sebesség a Mach3 maximális impulzusgyakoriságától függ. Feltételezve, hogy ezt 25.000Hz és 2.000 lépés/hosszegységre állította, a maximális sebesség 750 mm/perc lehet.
Ez a maximális érték nem feltétlenül biztonságos a motor, a meghajtó mechanizmus illetve a gép részére, csak egy Mach3 által jelzett határérték. Elvégezhetők a szükséges számolások, vagy tehet gyakorlati kísérleteket is. Most először próbálja ki!
Mentse a tengelyeket, miután beállította a lépés/hosszegység számokat. Kattintson az OK gombra és győződjön meg arról, hogy minden be van kapcsolva. Kattintson a Reset gombra, hogy a LED folyamatosan világítson.
Menjen vissza a Config>Motor Tuning ablakra és válasszon egy tengelyt. A Velocity csúszka segítségével állítsa be úgy a sebességet, hogy az a maximum érték ~20%-ánál legyen. Nyomja meg a felfelé mutató nyilat a billentyűzeten. A tengelynek pozitív irányba kell elmozdulnia. Ha nagyon megindul, akkor vegyen vissza a sebességből. Ha kúszik, akkor pedig növelje a sebességet. A lefelé mutató nyíl használatával a másik irányba tudja mozgatni (azaz negatív irányba).
Ha rossz az irány, akkor mentse a tengelyt és vagy (a) változtassa meg a tengely Dir csatlakozójának Low Active beállítását a Config>Ports and Pins>Output Pins fülön (és kattintson az Apply gombra), vagy (b) ellenőrizze az erről szóló ablakot a Config>Motor Revelsals fülön. Azt is megteheti, hogy egyszerűen leállítás után megcseréli a fizikai érintkezéseket, amelyek a motorhoz mennek a vezérlő elektronikától.
Ha a léptető motor zúg, nyikorog, akkor vagy rosszul lett csatlakoztatva, vagy túl gyorsan próbál vezérelni. A léptető vezetékek feliratozása nagyon hasznos dolog lehet. Meg kell felelnie a motor és a vezérlési elektronika dokumentációjában leírtaknak.
Ha a szervómotor túl nagy sebességgel fut, vagy remeg és hibásan működik, akkor valószínűleg a foglalati csatlakozókat kell megcserélni (a további részletekért nézze meg a dokumentációjában leírtakat). Amennyiben javasolt, támogatott terméket vásárolt, ilyen problémái nem lesznek – vásároljon jól, vásároljon egyszer!
A legtöbb vezérlés jól működik 1 mikroszekundumos minimális impulzussal. Ha problémái vannak a tesztmozgatásokkal (pl. a motor túl zajosnak tűnik) először ellenőrizze, hogy a léptető impulzusok nincsenek-e megcserélve (a Low Active nem lett helyesen beállítva a Ports and Pins fül Output Pin részében) majd megpróbálhatja növelni az impulzust pl. 5 microsec.-al. A Step and Direction (léptetés és vezérlés) interfész nagyon egyszerű dolog, de mivel rövid működési ideje van ezért nehéz lehet a hiba feltárása egy oszcilloszkóp nélkül.
Ha ki szeretné számolni a motor maximális fordulatszámát, csak akkor olvassa el ezt a fejezetet.
Sok tényező befolyásolja a tengely maximális sebességét:
- Megengedett max. motorfordulatszám (talán 4000 ford/perc a szervó és 1000ford/perc a léptetőmotornál)
- Golyósorsó maximális megengedett fordulatszáma (függ a hossztól, átmérőtől, milyen végek vannak kialakítva)
- Szalaghajtás vagy fogaskerék hajtómű maximális sebessége
- Maximális sebesség, aminél a vezérlő elektronika még nem küld hibás jeleket.
- Legnagyobb sebesség, ami mellett még fenntartható a mechanikus alkatrészek kenése.
Az első két tényező a leginkább befolyásoló. A maximális értéket állítsa a Velocity ablak Motor Tuning részében leírtaknak megfelelően.
A Mach1/Mach2 Yahoo! online fórum egy alkalmas hely arra, hogy más Mach3 felhasználótól tanácsot kérjünk, akár szűk szavakkal is kifejezve.
Egyik motor sem képes a mechanika sebességének hirtelen megváltoztatására. A forgatónyomaték adja meg a forgó részeknek (magának a motornak is) az impulzusnyomatékot és ezen forgatónyomatékból mechanizmusokon keresztül átalakított erő gyorsítja a gépet, a szerszámot, a munkadarabot. Ezen erőnek egy része természetesen elhasználódik a súrlódás legyőzésekor és a szerszámhűtés biztosításakor.
A Mach3 adott arányban gyorsítja (lassítja) a motort (egyenes idő-sebeség diagram). Az a motor a megfelelő, amelyik nagyobb forgatónyomatékot képes létrehozni, mint amennyi elég a kívánt gyorsulás során fellépő forgácsolás, súrlódás, tehetetlenség legyőzésére. Ha mindehhez a nyomaték nem elegendő, akkor a hajtás megakad, leáll illetve hibásan működik. Ha a szervómotor túl sok hibát generál, akkor az ahhoz vezethet, hogy a forgácsolás pontossága nem lesz megfelelő. Ezt a későbbiekben részletesebben tárgyaljuk.
A Motor Tuning ablak Acceleration csúszkájával állítson be különböző gyorsításokat és próbálja ki azokat. Alacsony gyorsításnál (folyamatos emelkedő a diagramon) hallhatja a sebesség növekedését, csökkenését.
Az alkatrészprogram által létrehozott mozgások nagy része kettő vagy több tengely együttes mozgásának összehangolásával keletkezik. Így az X=0, Y=0 pontból az X=2, Y=1 pontba történő mozgás során a Mach3 az X tengelyt kétszer olyan gyorsan fogja mozgatni, mint az Y tengelyt. Ez nem csak összehangolja a mozgásokat egy állandó sebességre, hanem figyeli, hogy a sebességgel szembeni előírások be vannak-e tartva a gyorsítás ill. lassítás során is, miközben a gyorsítás sebességét mindig a legkisebb sebességű tengelyhez igazítja.
Amennyiben egy túl magas gyorsítási értéket határoz meg, akkor azt összességében végrehajtja a Mach3, de a gyakorlatban lemarad a tengely a kívántakhoz képest és egy rossz szerszámpályát ír le.
Teljes mértékben lehetséges az, hogy minden elem tömegének, a motor és a tengely tehetetlenségének, a súrlódáskor fellépő erőnek, a motor által kelthető forgatónyomatéknak az ismeretével kiszámítható, hogy adott hibaszázalékkal milyen gyorsítás érhető el. A golyósorsó és lineáris csúszka gyártói gyakran adnak egyszerű számítási módszereket.
Anélkül, hogy megszakítanánk a gép működését, olyan érték beállítását javasoljuk, hogy a tesztelés alatti indulások és leállások hangja „kellemes” legyen. Elnézését kérjük ezért a nem túl „szakmai” tanácsért, de a gyakorlatban nagyon jól bevált!
Végezetül ne felejtsen el rákattintani a Save Axis Settings gombra, hogy elmentse a gyorsítási értéket, mielőtt továbbmegy.
Most ellenőriznie kell a számításokat az MDI segítségével, úgy, hogy előír egy meghatározott G0 mozgást. A durva ellenőrzéshez használhatja az acélra vonatkozó szabályokat. Sokkal hitelesebb ellenőrzést hajthat végre egy DTI-vel (órás mikrométerrel) és egy csúsztatható mérőetalonnal. A mérőórát a szerszámtartóba kell fogatni, de hagyományos marásnál használhatja a gép vázát alapnak amelyhez képest a főorsó az X-Y síkban nem mozdul el.
Feltételezzük, hogy a X tengelyt egy 4”-os mérőetalonnal teszteli.
Az abszolút koordináták és az inch mértékegység kiválasztásához használja az MDI képernyőt. (G20 G90) Rögzítse a mérőetalont a táblán és vigye úgy oda a tengelyt, hogy a DTI érintse azt. Ügyeljen arra, hogy a mozgás egy negatív X iránnyal fejeződjön be.
Állítsa be a mérőórát kezdő pozícióba (nullázás), amit az 5.12 ábra is bemutat.

5.12. Ábra A nulla pozíció létrehozása
Most használja a Mach3 MDI képernyőjét, kattintson a G92X0 gombra, hogy beállítsa az eltolást 0-ra az X tengely DRO-ban.
Mozgassa az asztalt X=4.5 re a G0 X4.5 paranccsal. A hézagnak fél hüvelyknek kell lennie. Ha ez nem ennyi, akkor valami hiba történt az egységenkénti léptetés-szám meghatározásakor. Ellenőrizze és javítsa azt.
Helyezze be a mérőetalont és mozgassa az órát az X=4 pontba a G0 X4 paranccsal. Ez egy negatív X irányú mozgást fog jelenteni, így kiküszöböljük a mechanika kotyogásából adódó hibát. A most leolvasható érték (DTI) megmutatja a pozicionálási hibát. Ez csak magától függ. Az 5.13. Ábra ebben a pozícióban mutatja a mérőórát.
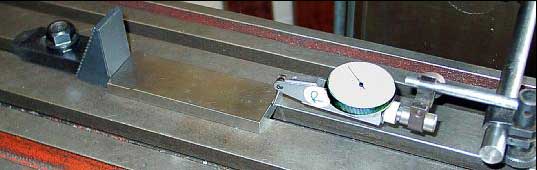
5.13. Ábra A behelyezett mérőetalon
Vegye ki az etalont és adjon G0 X0 paranccsot a nulla érték ellenőrzéséhez. Helyezze vissza az etalont és végezzen még egy pár mérést. 20 adat átlagolása, vizsgálata már kellő képet ad a berendezés pontosságáról. Ha nagy eltérésű számokat kap, akkor valami nincs rendben a mechanikával. Ha azonos nagyságú és irányú hibákat kap, akkor pontosíthat az egységenkénti lépésszám összehangolásával.
Ezek után azt kell megvizsgálni, hogy a tengely nem hagy ki lépéseket egy adott sebességgel megismételt mozgások során. Vegye ki a mérőtömböt. Használja az MDI-t, é a G0 X0 paranccsal ellenőrizze a nullpontot a DTI-n.
A szerkesztő segítségével vigye be a következő programot:
F1000 (nagyobb, mint ami lehetséges, de a Mach3 le fogja korlátozni a sebességet)
G20 G90 (hüvelyk és abszolút)
M98 P1234 L50 (futassa 50-szer az alprogramot)
M30 (stop)
O1234
G1 X4
G1 X0 (előtolásos mozgás oda-vissza)
M9 (return)
Kattintson a Cycle Start gombra, hogy elindítsa a programot. Figyeljen a működés alatti „sima” hangokra.
A művelet befejeztével a DTI-n természetesen 0-nak kell lennie. Ha eltér, akkor finomítania kell a tengely maximális sebességén és gyorsításán.
Ahogyan azt az előző tengelyen megtette, most ismételje meg a folyamatot a többi tengelyen is.
Amennyiben állandó a főorsó-motor fordulatszáma, vagy kívülről vezérelt, átugorhatja ezt a fejezetet. Ha a motort minden irányban ki- és be tudja kapcsolni a Mach3 akkor már be vannak állítva a relé-kimenetek.
Amennyiben a Mach3 felügyeli a főorsó fordulatszámát, akár egy olyan szervóhajtással, amely fogadja a Step and Direction (lépés és irány) jeleket, akár egy PWM (impulzusszélesség modulátor) motorvezérléssel, ez a fejezet leírja a beállítás folyamatát.
Akár a Step and Direction akár a PWM alkalmas a motor fordulatszámának vezérlésére. A motor és az orsó fordulatszámának összefüggése természetesen függ a szíjtárcsától és az áttételtől.
Amennyiben nincsen motorfordulatszám ellenőrző, akkor használja a 4. tárcsát, hogy elérje a legnagyobb fordulatszámot (10.000 ford/perc). Így nem fog hibát okozni az, ha egy mondattal 6000ford/perc-es sebességet szeretne kérni a Mach3-tól.
A Mach3 nem tudja anélkül, hogy közölnénk vele, hogy milyen áttétel van kiválasztva, vagyis ezért Ön a felelős. Valójában az információ két lépésben van megadva. Amikor a rendszert beállítjuk (amit most is teszünk), meghatározhatunk 4 különböző áttételt. Ezeket a fizikai méretükkel, áttételükkel adjuk meg. Amikor az alkatrészprogram fut, akkor a felhasználó határozza meg, hogy melyik áttétel, szíjtárcsa van használatban (1-4).
A gép szíjtárcsa áttételei beállíthatók a Config>Ports and Pins ablakban (5.6 Ábra), ahol a 4 tárcsa maximális fordulatszámát kell megadni. A maximális fordulatszám az a fordulatszám, amivel az orsó akkor forog, amikor a motor a maximális fordulatszámmal forog.
A könnyebb érthetőség miatt ezt egy példán keresztül mutatjuk be. Abban a pozícióban, amit Pulley 1–nek hívunk, a motor és az orsó szíjtárcsájának aránya 5:1, vagyis a motor 3600 ford/perc maximális fordulatszáma mellett az orsó maximális fordulatszámát 3600/5=720ford/perc-re kell beállítani a Config>Logic lapon. Ha a Pulley 4 4:1 arányú gyorsítást jelent, akkor az természetesen, ugyanannál a motornál 14400ford/perc (3600x4) maximális fordulatszám beállítását jelenti. A többi szíjtárcsa okozta fordulatszám ezen értékek között fog mozogni. A szíjtárcsáknak nem feltétlenül a gyorsítás a szerepe, de lényeges a szerszámgép logikus vezérléséhez.

5.14. Ábra Szíjtárcsás főorsó hajtás
A Minimum Speed (minimális fordulatszám) értékeket ugyanígy lehet meghatározni, és ezek a maximális fordulatszámok egy kis százalékát fogják csak kitenni, a PWM jelarány minimális százalékának megfelelően. Amennyiben a fordulatszám alacsonyabb az S mondat által kívánttól, akkor a Mach3 figyelmezteti egy megfelelő szíjtárcsa áttétel választására. Például egy 1000ford/perc maximális fordulatszám és 5% minimális fordulatszám mellett az S499-nek egy másik szíjtárcsa-áttételre van szüksége. Ez a rész akadályozza meg azt, hogy a minimális fordulatszám alatt próbáljuk meg üzemeltetni a berendezést.
A Mach3 a következőképpen használja a szíjtárcsa információkat:
- Amikor az alkatrészprogram végrehajt egy S mondatot, vagy amikor egy érték beíródik a fordulatszám állító DRO-ba, akkor ezt az értéket összehasonlítja a jelenleg használt áttétel maximális fordulatszámával. Ha a szükséges fordulatszám ennél nagyobb, akkor az hibát generál.
- Másik esetben, a maximális fordulatszám egy bizonyos százaléka szükséges, és ezt arra használja, hogy beállítsa vele a PWM-et.
Amint az a példában is látszik, a maximális főorsó fordulatszám az 1-es szíjtárcsánál 1000ford/perc. Ilyenkor az S1100 mondat hibás. Az S600 egy 60%-os impulzusszélességet jelent, vagyis ha a maximális Step/Dir fordulatszám 3600ford/perc, akkor 2160ford/perc fordulatszámot érhetünk el.
Az főorsómotor PWM vezérlésének beállításához szükséges, hogy a Spindle Axis Enabled jelölve legyen a PWM Control-al együtt a Port and Pin, Printer Port és Axis Selection Lap fülein (5.1 Ábra). Ne felejtse el az Apply gombot megnyomni a végén. Az Output Signals Selection Page fülén a kimeneti érintkezőt definiálja a Spindle Step-re (főorsó léptetés). Ennek a csatlakozónak érintkeznie kell a PWM motort vezérlő elektronikával. Nincs szüksége a főorsó forgásirányra (Spindle Direction) ezért vegye azt 0-ra. Engedélyezze a változtatásokat.
Definiálja az External Activation (külső aktiváló) jeleket a Port and Pins és a Config>Output Devices lapon, hogy be- és kikapcsolhassa a PWM vezérlőt és szükség szerint állíthassa a forgás irányát.
Most menjen a Configure>Logic lapra és keresse meg a PWMBase Freq részt. Itt láthatja annak a négyszöghullámnak a frekvenciáját, amelyik úgy pulzál, ahogyan az modulálva van. Ez az a jel, amelyik megjelenik a Spindle Step csatlakozóponton. Minél magasabb frekvenciát választ itt, annál gyorsabban fog reagálni a vezérlés a fordulatszámváltoztatásokra, de a fordulatszám felbontása annál kisebb lesz. A különböző fordulatszámok száma = Erőforrás impulzus frekvencia / PWMBase freq. Pl. ha 35.000Hz –en a PWM Base freq.-t 50Hz-re állítja, akkor 700 különböző fordulatszámot érhet el. Ez bizonyára elegendő minden olyan rendszeren, ami 3600ford/perc maximális fordulatszámmal bír, hiszen elméletileg 6ford/perc-enként lehet vezérelni.
Ehhez ellenőrizze, hogy a Spindle Axis Enable négyzet be van-e jelölve a Port and Pins, Printer Port, és az Axis Selection Page füleken (5.1 Ábra).
Hagyja a PWM Control-t jelöletlenül. Ne felejtse el a változtatások alkalmazását (Apply). A kimeneti érintkezőt definiálja az Output Signals Selection Page fülön (5.5 Ábra) a Spindle Step and Spindle Direction-ra. Ennek a csatlakozónak a motorvezérlő elektronikához kell vezetnie. Nyomja meg az Apply gombot.
Definiálja az External Activation jelet a Port and Pins és a Configure>Output Devices lapon úgy, hogy kapcsolja a főorsómotor vezérlőt (ki/be), ha az főorsó megállásakor (M5) el akarja venni az áramot a vezérlésről. Nem fog forgatni mindaddig, amíg a Mach3 nem küld léptető-impulzust, de a vezérlés tervezésétől függően, lehetnek energiaveszteségek.
Most menjen a Configure>Motor Tuning fülre a Spindle Axis-hoz. Ennek az egysége egy fordulat kell, hogy legyen. Tehát az egységenkénti lépésszámnak a fordulatonkénti impulzusszámmal kell megegyeznie.
A Vel ablakban a maximális fordulatszám esetén elérhető fordulat/sec-ot kell megadni. Vagyis egy 3600 ford/perc-es motornál 60–ra kell állítani. Ez nem lehetséges egy magas vonalszámú kódolóval, aminek a Mach3 maximális impulzusgyakoriságát kell számolni. (azaz egy 100 soros kódoló, 87,5 fordulatot engedélyez egy másodpercben , 35000Hz-es rendszernél) A főorsónak egy nagy teljesítményű motorra lesz szüksége, amelynek a vezérlő elektronikája át tud lépni ezeken a korlátokon.
Az Accel négyzetbe olyan adatot kell beírni, amivel megvalósulhat a főorsó „sima” indítása és leállítása. Megjegyzés: amennyiben kis adatot akar bevinni, akkor azt a billentyűzet segítségével tegye meg, és ne használja a csúszkát. A főorsó felfutási idő 30 másodpercre történő beállítása elegendő.
Ha van tachométere vagy stroboszkópja, akkor meg tudja mérni a főorsó fordulatszámát. Ha nincs, akkor meg kell tippelnie, vagy a gyakorlatára kell hagyatkoznia.
A Mach3 Settings képernyőn, válasszon egy áttételt, ami engedélyezi a 900ford/perc-et. Állítsa a szíjat vagy az áttételt a kívánt állásba. A Program Run képernyőn állítsa a főorsó fordulatszámát 900ford/perc-re, és kezdje meg a forgatást. Mérje, vagy becsülje meg a sebességet. Ha nem felel meg, akkor számoljon újra és ismételje meg a beállításokat.
A többi sebesség esetén is elvégezheti ezen ellenőrzéseket.
A Config>Home/Softlimits párbeszédpanelen megadhatja, hogy mi történjen egy refernciaművelet (G28, G28.1 vagy egy képernyőgomb) végrehajtásakor. Az 5.15 Ábra mutatja ezt. A Speed% segítségével lehet megakadályozni azt, hogy összetörjön a tengely a teljes sebességgel történő referenciakapcsoló keresést követő megálláskor. A referencia felvételekor a Mach3–nak nincs fogalma a tengely pozíciójáról. A mozgás irányát a Home Neg. jelölőnégyzet alapján dönti el. Ha jelölve van, akkor negatív irányba mozog, amíg a Home input aktív nem lesz. Ez után pozitív irányba fog mozogni. Ugyanez játszódik le a másik irányban, ha a jelölőnégyzet nem aktív.

5.15. Ábra Referencia beállítások
Ha az Auto Zero jelölőnégyzet be van jelölve, akkor a tengely DRO a Reference/Home Switch helyét leíró értékekre lesz állítva, amelyek a Home Off oszlopban vannak meghatározva. Hasznos lehet egy hosszú, lassú tengely esetében a hazavezető út idejének csökkentésénél.
Természetesen fontos, hogy a különböző határok és referenciakapcsolók meg legyenek határozva, ha azok nem a tengely végpontjai.
Ahogyan azt már említettük, a végállások elérésekor felléphetnek hibák, a nagy sebességgel történő megközelítés miatt. Ezen szoftveres határokkal elérhetjük a kellemetlen balesetek elkerülését.
A szoftver nem engedélyezi, hogy a tengelyek a szoftveres határok által leírt határokon kívül mozogjanak. Ezt a határt -999999 és +999999 közé lehet állítani. Amikor a léptetési mozgás megközelíti ezt a határt, akkor a sebesség lelassul, ahogy belép az itt meghatározott Slow Zone-ba (lassú zónába).
Ha túl nagy a Slow Zone, akkor lecsökkenti a gép munkaterületét, ha pedig túl kicsi, akkor mechanikus veszélynek teszi ki a berendezést.
A meghatározott értékek csak akkor érvényesek, ha a Software Limit gomb be van kapcsolva.
Ha az alkatrészprogram a határokon túl próbál dolgozni, az hibához vezet. A szoftveres határ értékeket használhatjuk a forgácsolás körvonalának meghatározásához is, ha a berendezés szerszámpálya tervezésre van állítva. A másik eset, amikor hasznos lehet, ha nincs tisztában a tényleges határokkal.
A Mach3-ban sok globális gyorsbillentyű van, amelyekkel például léptethetünk, vagy értékeket írhatunk be az MDI-be. E billentyűk a System Hotkeys Setup részben vannak beállítva (5.16 Ábra) Kattintson a kívánt funkció gombjára és nyomja meg azt a billentyűt, amit gyorsbillentyűként kíván használni. Ennek az értéke megjelenik a párbeszédablakban. Figyeljen arra, hogy ne adja meg kétszer ugyanazt a gyorsbillentyűt más funkcióhoz.
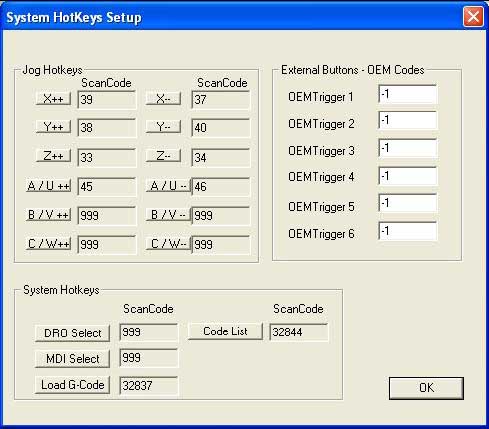
5.16. Ábra Gyorsbillentyűk és OEM kódok beállítása
Itt van lehetőség arra is, hogy engedélyezzük a külső billentyűk kódjait, amelyek OEM Triggers-ként vannak definiálva.
A Mach3 úgy próbálja meg minimalizálni, elkerülni a kotyogásból eredő hibát, hogy minden egyes koordinátát mindig ugyanabból az irányból közelít meg. Miközben ez hasznos lehet a fúrásnál, süllyesztésnél, nem lehet elkerülni a problémákat a folyamatos vágás során.
A Config>Backflash engedélyezi, hogy megbecsülje azt a távolságot, amelyet a tengelynek ellenkező irányban kell megtennie, mielőtt a végleges irányba mozdulna. A sebesség, amivel ezt a mozgást végre kell hajtani, szintén meghatározható. (5.17 Ábra)
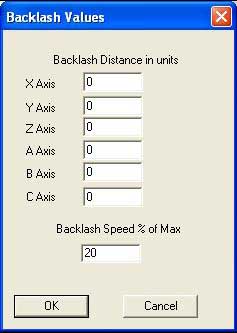
5.17. Ábra Holtjáték beállítása
Megjegyzés: (a) ezek a beállítások csak akkor lépnek érvénybe, ha a holtjáték kompenzáció engedélyezve van a Config>Initial State párbeszédpanelen.
(b) A holtjáték kompenzáció a végső megoldás, amikor a gép mechanikai tervezése nem tökéletes.
Nagy gépeknek, mint pl. a másolómaróknak szükségük lehet két meghajtásra, a berendezés mindkét oldalán egyre.
Használhatja a Config>Slaving menüt, hogy beállítsa a Mach3-nak, hogy van egy fő meghajtás ,és van egy segéd meghajtás is hozzárendelve. (5.18 Ábra)
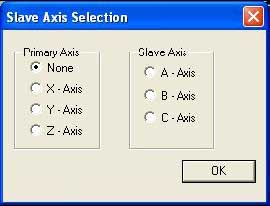
5.18. Ábra Segédtengelyek beállítása
Normál használat esetén ugyanannyi léptető impulzus megy a fő és a segéd tengelyekre, a sebességet és a gyorsulást a gyengébbikhez igazítva.
Amikor referencia felvételt kezdeményezünk, akkor mindaddig együtt mozognak, amíg az egyik el nem éri a Home (referencia) kapcsolót. Ilyenkor az megáll, de a másik megy tovább addig, amíg az is el nem éri a saját kapcsolóját. Ilyen módon a tengelypárt „négyszögeli” a referencia kapcsolók helyzete, és így elkerülhető mindenféle befeszülés.
Habár a Mach3 együtt lépteti a tengelypárokat, a segéd tengely DRO-ja nem mutatja a szerszám- és készüléktáblák által alkalmazott korrekciókat. Ezek az értékek emiatt megzavarhatják a gépkezelőt. Ezért javasoljuk, hogy a Screen Designer segítségével távolítsa el a segédtengely DRO-t és a hozzá kapcsolódó eszközöket - a Diagnostics kivételével - minden képernyőről. A Save As paranccsal mentse el a módosított képernyőt az eredetitől eltérő néven, és ezt töltse be a View>Load Screen menüvel a Mach3-ba.
A Config>Toolpath menüpont alatt tudja beállítani, hogy hogyan legyen ábrázolva a szerszámpálya. A párbeszédablak az 5.19 Ábrán látható.
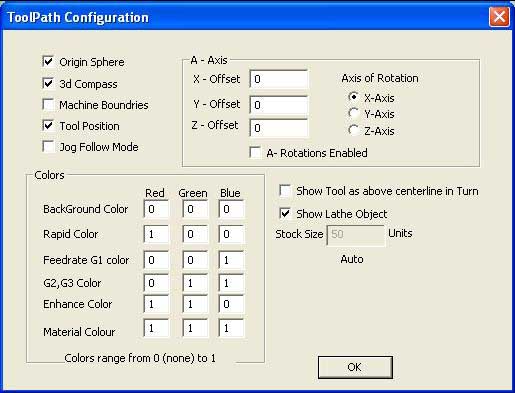
5.19. Ábra A szerszámpálya beállítása
Ha az Origin Sphere (kiindulási terület) be van jelölve, akkor mutat egy foltot az X0 Y0 Z0 pontnál a képernyőn.
Ha a 3D Compass (3D kiterjedés) jelölve van, akkor három nyíllal jelöli a három tengely pozitív irányát.
A Machine boundaries (gép határok) bejelölésekor egy dobozként jelöli a megadott szoftveres határokat (akár be vannak kapcsolva, akár nem)
A Tool Position (szerszám helyzet) bejelölésekor mutatja a pillanatnyi helyzetét a szerszámnak.
A Jog Follow Mode (mozgás követési mód) bekapcsolása azt eredményezi, hogy a szerszámpályát alkotó vonalak elmozdulnak az ablakhoz viszonyítva, amikor a szerszámot léptetjük. Más szavakkal a szerszám helyzete rögzítve van a szerszámpálya kijelző ablakban.
Show Tool as Above Centerline in Turn bekapcsolásakor kezelhetjük a Mach3Turn-t (az első és hátsó szerszámtartókat)
Show Lathe Object (az esztergált alkatrész megmutatása) bekapcsolásával engedélyezhetjük a, a munkadarab végső kiaklakításának 3D-ben történő ábrázolását. (Csak Mach3 Turn esetén)
Különböző színeket (colors) definiálhatunk a képernyő különböző elemeihez. A három alapszínhez rendelt világosságot lehet állítani vagy 1-re, vagy 0-ra. Tipp: Használjon egy másik programot (pl. Photoshop), hogy megállapítsa, milyen színű vonalat szeretne ábrázolni, és azzal megállapíthatja az RGB kódját, amit itt beírhat.
Az A-axis (A tengely) értékekkel adhatja meg az A tengely pozícióját, amennyiben az forgó tengelyként lett konfigurálva, és a megjelenítése engedélyezve lett az A rotations jelölőnégyzettel.
A Config>State menü megnyit egy ablakot, ahol megadhatja, hogy milyen állapotok legyenek aktívak a Mach3 indulásakor. 5.20 Ábra.
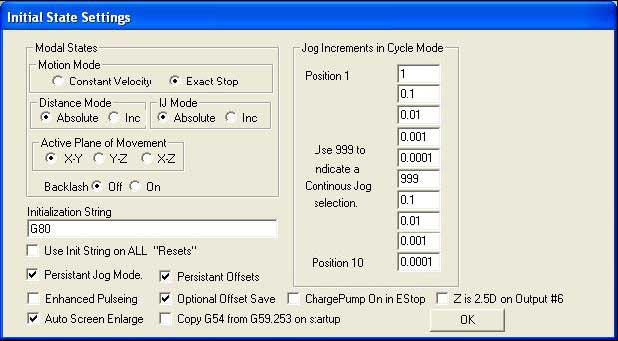
5.20. Ábra íkezdeti állapot beállítása
Motion mode (mozgás mód): a Constant velocity (állandó sebesség) beállítja a G64-et, míg az Exact Stop (pontos megállás) a G61-et. Erről többet a 10. Fejezetben olvashat.
Distance mode (távolság mód): az Absolute beállítja a G90-et, míg az Inc a G91-et.
Active plane (aktív sík): az X-Y a G17, az Y-Z a G19, az X-Z a G18 beállítását eredményezi.
IJ Mode: Beállíthatja a kör alakú mozgások értelmezését. A különféle CAM rendszerekkel való kompatibilitás miatt lett létrehozva. Az Inc IJ módban az I és a J a kör középpontjainak koordinátája a kezdőponttól. Ez kompatibilis a NIST EMC-vel. Az Absolut IJ-nél az I és a J a középpont koordinátája a pillanatnyi koordináta rendszerben. Amennyiben a kört nem tudja ábrázolni, vagy kivágni, akkor az Ön rendszere nem a beállított IJ móddal kompatibilis.
Az ebből adódó problémák a leggyakoribbak azoknál a felhasználóknál, akik egy kört próbálnak kivágni.
Backflash (holtjáték): Itt csak ki és bekapcsolható, a megadott érték a Config>Backflash ablakban látható.
Initialization String (inicializáló jelsorozat): ez egy valós G-kód beállítás, amely megadja a Mach3 induló állapotát a bekapcsolás után. Ez időben azon értékek után érvényesül, melyek a rádió gombnál lettek meghatározva, vagyis felülírhatja azokat. Ha csak lehet, úgy használja a rádió gombokat, hogy elkerülje a megtévesztést. Ha a Use Init on ALL „Resets” be van jelölve, akkor ez a kód lesz alkalmazva akkor is, ha a Mach3-at újraindítja – akár az EStop után is.
Egyéb jelölőnégyzetek:
Persistent Jog Mode (Tartós léptetés mód), ha jelölve van, akkor emlékezni fog a Jog Mode-ra, amit választott a Mach3Mill futásai között.
Persistent Offset (Tartós eltolás), ha jelölve van, akkor a Mach3Mill futásai között mentésre kerülnek a munkadarab koordináta rendszer és a szerszám eltolás adatai egy állandó táblában.
Optional Offset Save (Választható eltolás mentés), ha jelölve van, akkor az előző ponthoz képest bekövetkező minden adatváltozást rögzítésre kerül.
Copy G54 from G59.253 on startup (G54 másolása a G59.253-ból az induláskor) ha jelölve van, akkor visszaállítja a G54 eltolást (vagyis az 1-est a létező 253 eltolásból), amikor a Mach3 elindul. Jelölje be, ha azt szeretné, hogy a G54-el folyamatosan rögzítve legyen a koordináta rendszer, még akkor is, ha az előző felhasználó egy nem szabványos értékkel mentette el előzőleg.
További részletek a 7. Fejezetben.
Enhanced Pulsing (nagyfelbontású pulzálás) ha jelölve van, akkor biztosítja a nagyon pontos idejű impulzusokat (és a léptető vezérlés folyamatos simaságát) a központi processzoridő terhére. Csak abban az esetben alkalmazza, ha 1,2GHz, vagy nagyobb a processzor sebessége, amit használ.
Auto Screen Enlarge (Automatikus képernyő növelés) jelölése esetén a Mach3 megnövel minden ablakot és az azon lévő objektumokat, ha azok pixelszáma kevesebb a képernyő pixelszámánál, így az ki fogja tölteni a teljes képernyőt.
Charge pump ON in EStop (Impulzusfigyelő bekapcsolása vészleállás esetén), jelölésekor az EStop esetén minden esetben fenntartja az impulzusfigyelőhöz menő jeleket.
Z is 2.5D on output #6 (Z 2,5D esetén a 6-os kimeneten) jelölése esetén a 6-os kimenet a Z tengely aktuális helyzetétől függ a program koordináta rendszerében. Ha Z>0.0, akkor a 6-os kimenet aktív lesz. Úgy kell beállítania a Z tengelyt, hogy használja ezt a lehetőséget, de a Step and Direction (lépés és irány) kimeneteket definiálhatja nem létező csatlakozóként is, pl. Pin 0, Port 0.
Jog Incremenets in Cycle Mode (léptetés növekménye ciklikusan): A Cycle Jog Step gomb ismétlődő megnyomásával beolvasható a listában lévő bármelyik érték a Lépésméret DRO-ba. Ez sokszor hasznosabb és kényelmesebb, mint a kézzel történő adatbevitel. Egy speciális értékű (999) kóddal bekapcsolható a Cont Jog Mode (folyamatos léptetés mód).
Reference Switch Loc (referencia kapcsoló helyzete): Ezek az értékek minden tengelynél meghatározzák a gépi koordináta rendszer helyzetét a referencia ponthoz képest, miután rátalál a Home (referencia) kapcsolóra. Az értékek abszolút pozíciók, a beállított hosszegységben.
A Config>Logic párbeszédablak (5.21 Ábra) funkcióinak leírása a következő:
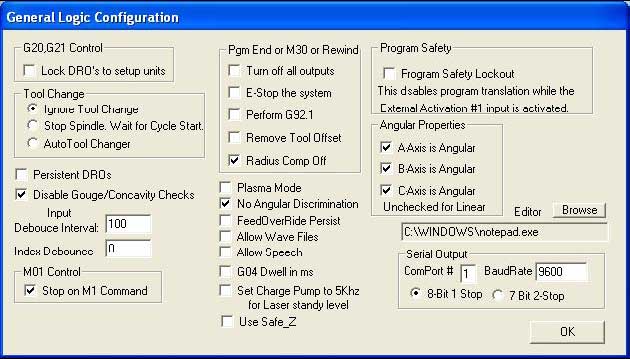
5.21. Ábra Logikai értékek konfigurálása.
G20/G21 Control: Ha a Lock DRO’s to setup unit jelölt, akkor habár a G20 és G21 megváltoztatja az X,Y, Z,… szavak által leírt utat, a DRO mindig a Setup Unit (beállított egység) rendszert fogja mutatni.
Tool Change (szerszámcsere): Egy M6 szerszám csere esetén vagy figyelmen kívül kell hagyni, vagy meg kell hívni a hozzá tartozó makrót. Ha az Auto Tool Change be van jelölve, akkor az M6Start/M6End makrókat az M6 utasítás meghívja, de a Cycle Start-ot nem szükséges megnyomni semmilyen szakaszban sem.
Angular properties (Szög tulajdonságok): A forgó tengelyekhez fokban mért szöget kell definiálni (így a G20/G21 nem változtatja meg az A, B, C szavak értelmezését).
Program end or M30 or Rewind (Program vége vagy M30 vagy Visszatekerés) megadja, hogy a végrehajtás a program végén álljon meg, vagy menjen vissza az alkatrészprogram elejére. Ellenőrizze a kívánt funkciót. Figyelem: Mielőtt visszavenné az eltolást és elindítaná a G92.1–et, teljes mértékben meg kell győződnie, hogy hogyan fog ez történni, és azt is észreveheti, hogy a jelenlegi koordináták nagyban eltérnek a program végén megkívántaktól.
Debounce Interval/Index Debounce: ez egy olyan Mach2 impulzusszám, amin egy kapcsolónak stabilnak kell lennie a valóságban. Vagyis ha egy rendszer 35000Hz–en fut, a 100-as érték 3 milliszekundum ugrást fog eredményezni (100/35000 = 0,0029 sec) A jelző impulzusnak és a többi bemenetnek mások a beállításai.
Program Safety (program biztonság): amikor be van jelölve, akkor engedélyezi az 1-es bemenetet, mint biztonsági védő reteszt.
Editor (szerkesztő). A G-kód szerkesztése gomb által meghívott szerkesztőprogram futtathaható fájlneve. A Browse (tallózás) gombbal megkeresheti az alkalmas fájlt (Pl. c:\windows\notepad.exe)
Serial output (soros kimenet): Meghatározza a soros kimeneti csatornához használt COM port számát és a bitsebességet amit ki kell adnia. Ez a port megírható VB makróval is és használható a berendezés speciális funkcióinak vezérlésére is (pl. LCD képernyő, szerszámcserélő, .tengelyrögzítő, stb.)
Egyéb jelölőnégyzetek:
Persistent (állandó) DRO, ha jelölve van, akkor a tengely DRO-nak ugyanaz lesz az értéke az induláskor, mint a kikapcsoláskor. Megjegyezzük, hogy a fizikai tengelyek pozíciójának előállítása nem szerencsés, ha a szerszámgép ki van kapcsolva, éppúgy, mint a mikro léptető hajtás is.
Disable Gouge/Concavity checks (homorulat, konkávitás ellenőrzés engedélyezése) jelöletlenül hagyva, a maró kompenzáció során (G41 és G42) a Mach3 ellenőrizni fogja a szerszám átmérőjét, hogy az túlzottan nagy-e a belső sarkok vésés nélküli kimarásához. A négyzetet megijelölve nem fog működni ez a funkció.
Plasma mod ha jelölve van, akkor felügyeli a Mach3 a folyamatot, hogy az a plazmavágó karakterisztikájának megfelelő állandó sebességgel dolgozik-e.
No Angular Discrimination (Nincs szög-megkülönböztetés). Szintén az állandó sebességre felügyel. Ha az ellenőrizetlen Mach3 megmunkálás a megengedettnél a (CV Angular Limit DRO-ban megadottnál) nagyobb szöggel változtatja meg az irányt, megállítja a folyamatot, hogy elkerülje a sarkok túlzott lekerekítését. A többi részletet a 10. Fejezet tartalmazza.
Feed Override Persist (előtolás növekedés megmaradása) jelölésekor a kiválasztott előtolás növekedés meg lesz tartva a program futásának végéig.
Allow Wave files (hang fájlok engedélyezése) ha jelölve van, akkor engedélyezett a Windowsnak a .WAV hangfájlok lejátszása a Mach3-ban. Ennek a figyelmeztető és jelzőhangok esetében lehet szerepe.
Allow Speech (beszéd engedélyezése) ha jelölve van, akkor engedélyezett a Microsoft Speech Agent használata a rendszerinformációs üzeneteknél és a jobb egérgomb Help funkciónál. A Windows Control Panel-en indítsa el a Speech opciókat, hogy beállíthassa az ezzel kapcsolatos dolgokat (beszéd gyorsasága, hangja, stb).
G04 Dwell param in Milliseconds (G04 üzemszünet paraméter milliszekundumban) engedélyezésekor a G04 5000 parancs 5 másodperces üzemszünetet fog tartani a futás során. Amennyiben jelöletlen, akkor 1 óra 23 perc és 20 másodperc szünetet fog tartani.
Set charge pump to 5kHz for laser standby level (állítsa az impulzus figyelőt 5Hz-re a lézer üzemszerű állapotban tartásához): Ilyenkor az impulzus figyelő kimeneti jele 12,5kHz helyett 5kHz-re változik (hogy megfeleljen a lézer előírásainak)
Use Safe-Z (Biztonságos Z használata) jelölése esetén a már meghatározott Safe-Z adatokat fogja használni a Mach3. Amennyiben kezdeti működtetések leírása nélküli gépet használ, biztonságosabb ezt a részt jelöletlenül hagyni.
Amikor a Mach3.exe program fut, figyelmezteti Önt, hogy melyik profil fájlt használja. Ez általában a Mach3 mappában van, .xml kiterjesztéssel. Megnézheti és ki is nyomtathatja a Profil fájlok tartalmát az Internet Explorer-el.
Rövid úton előállítható egy-egy parancsikon a rendszerinstalláláskor a Mach3.exe és a megfelelő Profil-fájl elindításához, külön a maráshoz (Mach3Mill) és külön az esztergáláshoz (Mach3Turn). Több profilt hozhat létre, így egy PC-vel több szerszámgépet is vezérelhet.
Ez nagyon hasznos lehet, ha pl. több mint egy szerszámgépe van, amelyekhez különböző értékek megadása szükséges a motorhajtásnál, a határértékeknél, stb.
A Mach3 elindítása után is kiválaszthatja egy listából azt a profilt, amit használni szeretne, vagy létrehozhat saját parancsikonokat is, amelyben már előre meghatározza azt.
A parancsikonnál, amelyik beolvassa a profilt, a célnál ott van a „/p” meghatározás. Példának megnézheti a Mach3Mill parancsikon tulajdonságainál mindezt. Ezt a jobb egérgomb tulajdonságokból érheti el.
Az .xml profilfájlok külső programokkal is szerkeszthetők, de erősen javasolt, hogy ne tegye ezt anélkül, hogy ne tudná a fájlban lévő összes bejegyzés jelentését, hiszen a legkisebb hibákból is komoly eltérések származhatnak. Sokkal biztonságosabb az .XML profilfájlok Mach3 programon keresztül történő beállítása, frissítése!
![]()