|
B12-es belsőkúpú patronbefogó készítése |
|
Vásároltam egy 200 Hz-es megmunkáló motort, melyen eredetileg gyorstokmány van, de így csak fúrásra lehet használni, ezért ezt le kell cserélni B12-es, belsőkúpos ER16-os befogóra. ER16-ra azért esett a választásom, mert ilyen patronkészlet, valamint patronanya áll rendelkezésemre. |
| Az alábbiakban bemutatom, hogyan készítettem a befogót esztergán, köszörülés nélkül (most éppen nem tudok köszörülni…). |
|
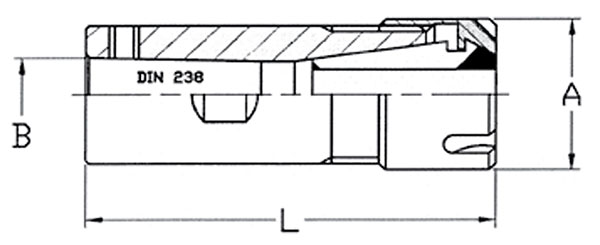
A befogó rajza
Adatok: B12-es fél kúpszög : 1o 25’ 50” patron fél kúpszög : 8o |
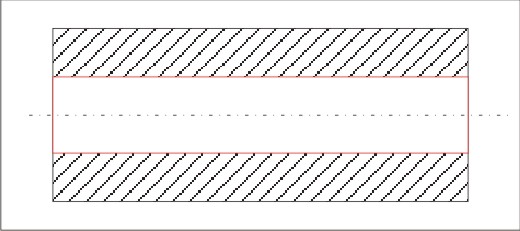
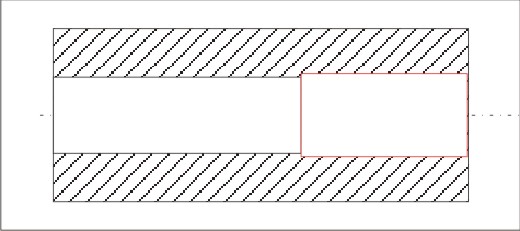
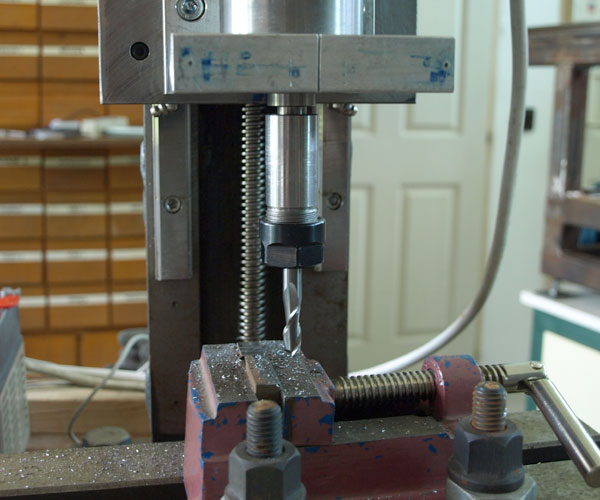
| 1. Ø25-ös, C45 minőségű, legalább 120 mm hosszú köracélt tokmányba fogunk, 70 mm kilógással |
| 2. oldalazás, központfurat
készítés, furat Ø11-es fúróval, 65 mm mélységig, majd Ø12-es fúróval
24 mm mélységig fúrunk, majd Ø22 +0 -0,1 tűréssel
esztergálása 65 mm hosszon
|
| 3. leszúrás |
| 4. előre elkészített, Ø 22-es furatú, kb. 28-30 mm külső átmérő, 50 mm hosszú hasított persely tokmányba helyezése, jelzéshez igazítva |
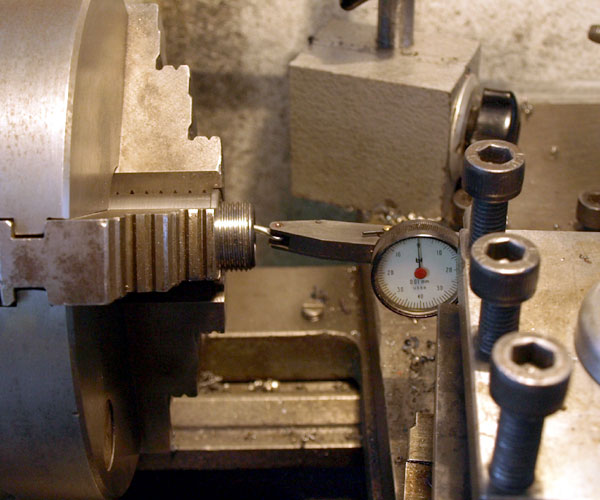
| 5. a leszúrt darabot befogjuk úgy, hogy a 12-es furatú rész álljon ki a perselyből 30 mm hosszan. Ütés ellenőrzés, 2-3 századon belül kell futnia |
| 6. menet kifutáshoz alászúrás
|
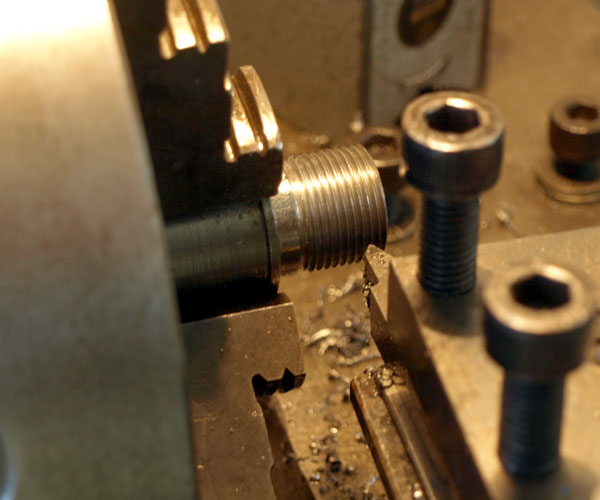
| 7. M22x1,5 menetvágás
|
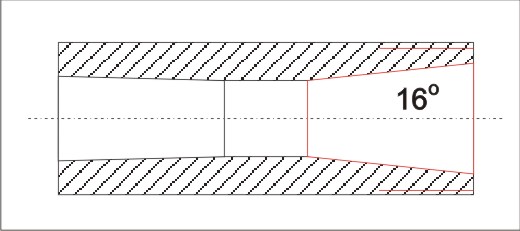
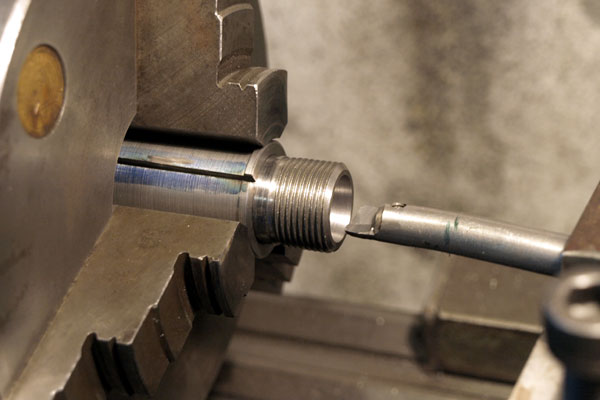
| 8. kézi szán elállítása 8o-ra
8o kúpos furat esztergálása 0,15 mm ráhagyással
|
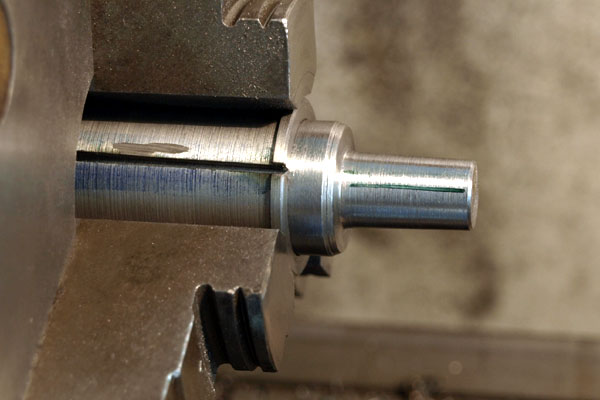
| 9. kézi szán átállítása 1o 25’ 50”-re |
| 10.a hasított perselyben megfordítjuk a munkadarabot, ütés ellenőrzés, B12-es kúpot készre esztergáljuk |
| 11.a perselybe, a már korábban
elkészített B12-es kúpos csapot befogjuk, ütést ellenőrizzük, ha
több mint 0,01 mm, felszabályozzuk
|
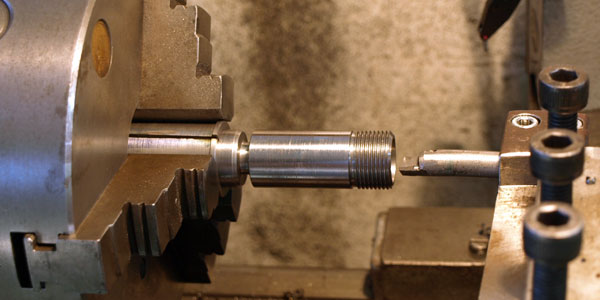
| 12.
a kúpra illesztett patronbefogónak a 16o-os kúpját készre
esztergáljuk
|
|
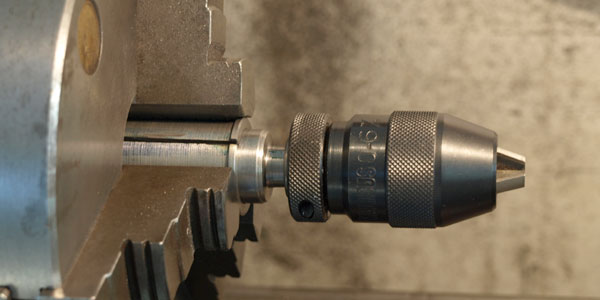
Próbamarás, úgy tűnik, működőképes |
|
A műveleti sorrendből kihagytam az élletöréseket, felületek csiszolását. AB12-es kúp felső részébe, egymással szemben 2 db M4-es menetes furatot is elhelyezek, ezzel biztosítva a befogót a motortengely kúpos csapján. |
| Még néhány gondolat: - A kúpszögek beállításának egyszerű módja, hogy a kéziszán durva állítását egy pontos kúp segítségével pontosítjuk.
|
| - A segédkúp esztergálásának
ellenőrzésére a tengellyel párhuzamosan húzunk egy vékony vonalat
filctollal,
majd ráhelyezünk egy gyári kúpos alkatrészt és egy irányba forgatjuk, majd levéve megvizsgáljuk hogyan kenődött el a festék. |
| - A hasított perselynek a
falvastagsága legalább 3 mm legyen, a hossza pedig érjen túl a
tokmánypofák hosszán. Ezt is célszerű C45-ös anyagból készíteni, így nem nyomódik a pofa a felületébe.
|