|
|
| © Tibor45 | 2007. aug. 11. 13:00 | Válasz | #1046 |
|
Kiszálltam a vitából,
sorry.
Én pár nap alatt teljesen képbe kerültem a Mach2 valós, bemért, számomra fontos műszaki képességeivel, jellemzőivel, az összes többi az én felfogásomban másról szól-szólt. |
|
| © D.Laci | 2007. aug. 11. 12:19 | Válasz | #1045 |
|
Nem értelmezem szüken a
CNC hajtástechnikát!
Csak azt hittem hogy ez egy HOBBYCNC FORUM!!! Meg van nekem a Mach1 legrégebbi változata azzal is volt valakinek gondja, ha gondolod elküldöm neked tesztelésre... "Jó lenne már akkor eldöntened, melyik vezérlő program a jó Neked" Ezt majd hagy döntsem el én. Sok programot még nem teszteltem köztük a tiédet sem... De lehet hogy inkább csinálok egy sajátot ami az igényeimet kielégiti... |
|
| © rc | 2007. aug. 11. 12:09 | Válasz | #1044 |
|
Helló Tibor!
Részemről is befejezett a téma, csak az volt a probléma sokáig, hogy Mach2 hibát kellet Mach3-mal kontrolálni. Most az EMC-s fejleményeket figyelem árgus szemekkel. |
|
| © Tibor45 | 2007. aug. 11. 11:58 | Válasz | #1043 |
|
Szia RC!
Igen, mert 3-as verziónál is akadtak kisebb panaszok. De mivel egy kedves Kolléga a Mach2-vel tapsztalt sok érdekes dolgot, ezért ezt választottam ki tesztre a legújabb verziójút, amit a gyártó honlapjáról töltöttem le. Az bizonyos, hogy a 3-as jobb, mint a 2-es. Én ezzel a következtetésssel szeretném végre lezárni ezt a vitát. |
|
| © rc | 2007. aug. 11. 10:56 | Válasz | #1042 |
|
Tibor!
Hetekkel ezelőtt a Mach-3 topikban kezdted a prolémákat felvetni. Mi elkeztünk akkor kontrolálni, de nem tapasztaltunk hibát. Később megírtad, hogy a Mach-2 használod. De hát ne egy évekkel ezelőtti verziót használj(a panaszkodók se). |
|
| © Tibor45 | 2007. aug. 11. 10:25 | Válasz | #1041 |
|
Helló D.Laci!
Az a Te bajod, hogy a CNC hajtástechnikát ilyen szűken értelmezed, és pl. egy folyadékadagoló robotkar hajtást nem tekintesz annak, ahol "csak" az a feladat, hogy egy néhány dekás pipettával egy 14 mm átmérőjű kémcsőbe belenyúljon. Viszont óránként több ezer mintát lekezeljen. De unom már a állandó kötözködésedet, félre magyarázatot. A tény: van egy program a Mach2, amit teszteltem, mert panaszkodtak rá. Ennek van egy input config és program lehetősége. Egy tesztnek akkor van értelme, ha kipróbálom a határ helyzeteket, amit a rendszer felkínál, és ráadásul ez csak 4%-os terhelés volt. Már itt sem működik jól. Pont. Az EMC topicban ezt írtad: "...A Mach meg Tcnc és a többi dos-os akármik elbujhatnak a fasorban. A Kcam4 az Emc2 höz képest egy rángatózó idegbetegnek tünik." Jó lenne már akkor eldöntened, melyik vezérlő program a jó Neked. |
|
| © D.Laci | 2007. aug. 11. 09:51 | Válasz | #1040 |
|
Most akor nemértem miröl
beszélünk?
60m/min az teljesen játék? Hány Kg- mot mozgat és mekora motor? Azt tesem gondolod komolyan hogy 1 step/mm es felbontással fognak egy CNC gépet müködtetni 1khz-n? pláne nem 25-100khz ig... Nekem teljesen mindegy hogy mekora felbontásra állitom a 25-45khz ig simán végigmegy akármilyen teszten akár 100h-en is... A kezelő felületet meg hagyuk már békén.... ugy szerkeszted ahogy akarod... ha valami hiányzik hozzá adod, ha valami nem tetszik törlöd... |
|
| © Hunka Tibor | 2007. aug. 10. 23:01 | Válasz | #1039 |
|
gyere át a mach 3
topikba
|
|
|
|
2007. aug. 10. 22:18 | Válasz | #1038 |
|
Hali. van valami
normális képernyő hozzá???
Nekem nagyon bántja a szemem azzal a gagyi kinézetével. / Egyébként valamiért jobban bejött a 2, talán mert azon megtaláltam a lassú jog-ot illetve hiányzik pár gomb róla ami a 2-n van. (valami ilyesmiért kezdtem el (volna el használni a 2-t) Jut eszembe a mach-nál nincs olyan lehetőség mint a K-cam-ben, hogy a betöltött kód által kiadott alakzatot oda teszem a munkaterületen ahova akarom, vagy csak én nem jöttem rá? Illetve mit kell beállítani a 2-nél, hogy tudjam nullázni a kijelzőket akkor is ha átállítom machine-re, egyszer kétszer öszejött, de nem tudom mitől, ( aztán valamiért mindíg be kellet töltenem más xml-t és ugrott az egész. ) |
|
| © Tibor45 | 2007. aug. 10. 19:05 | Válasz | #1037 |
|
Azért, mert aki(k)
konkrétan panaszkodtak
lépésvesztésre, egyéb kisebb nagyobb bajokra, azok Mach2-vel hajtják a gépeiket. Mostanában nem tettem volna fel soha semmilyen win alapú CNC vezérlő programot a gépemre, de utána akartam járni a dolgoknak. Lassan akkor viszont azt hiszem itt az ideje, és ki kell mondani: A Mach2 sokkal gyengébb változat, minta 3-as. Nálam ez a történet lassan véget ér, más dolgokkal is szeretnék foglalkozni így is túl sok időm elment ezekkel a tesztekkel. |
|
| © Tibor45 | 2007. aug. 10. 18:54 | Válasz | #1036 |
|
Maradjunk a 1m/s-nál, az
F60000. Én ezt írtam be.
Ez pedig egy teljesen játék Hobby eset is lehet: egy 200 lépés/ford léptetőmotorra felszerelek egy 63.7 mm osztókör átmérőjű fogazott szíj tárcsát, és ha ez a motor 300 1/min-el képes forogni (itt egyesek 2000-el pörgetnek léptecseket!:)), máris F60000-el rohan a lineáris fogazottszíjas szán. Ez akkora csúcs technika szerinted? Ott vagy tévedésben, hogy csak a sebesség önmagában semmit nem jelent, ha nincs hozzá felbontás is párosítva. Ezt már #1030-ban is írtam. A motor tuningba pedig ha beírsz 1 step/mm-t, akkor még 25 kHz kernel mellett is 60000-nek a 25 szörösét kínálja fel nagyvonalúan a Mach. Gondoltam megnézem, 4 %-os terheléssel. Kiderült, ez enyém azt sem tudja. A mach2 kijelzőit meg már ismerem, semmi közük adott esetben a valósághoz mér 2 karakternél sem. Azt meg Te sem gondolod komolyan, hogy 100 tizedes jegy pontosságú aritmetikával számol ez a progi. |
|
| © psychobilly | 2007. aug. 10. 18:23 | Válasz | #1035 |
|
Valóban lassabban
csinálja meg a Mach2 mint a Mach3, viszont az utóbbiba sokkal
nagyobb gyorsítási értéket lehet beírni mint a 2-éves verzióba.
Gondolom finomítottak a vezérlésen azóta :)
Nem rosszul írja ki a képernyőre csak azt Te már nem látod mert a screen készítője 5 digitre korlátozta a maximumot. Ha jól láttam a Magi féle screen-t használod. Gondolom nem készült fel 100m/perces hobby CNC-kre ;) De neked körülbelül 2 percbe telik átírni. Másik: "Ha nem tudja, bele se fogjon, álljon le hibajelzéssel, írja ki pl.: Tartományon kívüli programsor! " A Mach3 már kiírja! Amint bekapcsolom előugrik egy warning felirat : "Warning!, one or more axis are tuned too fast for current kernel speed of 25000". De egyébként a gcode ettől még lefut csak a maximálisan megadott értékekkel és nem azzal ami a gcode-ban van. Egyébként miért a Mach2-t teszteled? Már másokat sem értem, hogy miért kell a régit használni, ha egszer ott az új. Üdv.: Psychobilly |
|
| © D.Laci | 2007. aug. 10. 17:48 | Válasz | #1034 |
|
Tibor láttál már olyan
hobby CNC gépet ami képes 100m/min sebeségre?
De mint korábban kifejtettem akár 100 karakteres kijelzöket is készithetsz a felület szerkesztövel. |
|
| © Tibor45 | 2007. aug. 10. 17:28 | Válasz | #1033 |
|
Érdekes..., nálam Mach2
25 khz Kernel mellett
1 Ghz körüli gépen nem tudja, csak 3-4 s alatt. Eleve az előtolás kijelző ablak is ennél a magyar képernyőnél csak 99999 mm/min-t enged, utána átfordul és pl. 200 % helett, a 100000 felüli részt mutatja hibásan azaz 20000-et. Ezek persze apróságok... Örülök, hogy Nálatok 6 millát is ki tud jelezni. Akkor viszont légyszi írd már be neki a 6 milliót, ha már van 100 khz-es kerneled is, mit lép erre a Mach3? (gondolom nem Mach2). |
|
| © tyutyi | 2007. aug. 10. 16:23 | Válasz | #1032 |
|
Persze, hogy mindegy és
jól is csinálja, ahogy kell, hiba nélkül.
|
|
| © psychobilly | 2007. aug. 10. 16:12 | Válasz | #1031 |
|
Hali!
Hol itt a gond??? Beírtam az 1step/mm értéket. 100kHz-en akár 6000000 mm/percel is végigcsinálja. 60000-en pedig ha beállítok lassítást meg gyorsítást akkor ahogy írtad 3-4 másodpercbe telik neki míg végigmegy de hisz nincs ezzel semmi gond, megint azt csinálta amit kértem. Ha felteszem megszimumra a gyorsítást, lassítást akkor viszont kb 1 másodpercbe telik neki csak és a sebbeség kijelzön is egyből megjelenik a 60000. Egyébként az szerintem tök mindegy, hogy most sebességnek 6000000 mm/perc vagy 600 van beírva, ha neki az 1kHz-et jelent... Üdv.: Psychobilly |
|
| © Tibor45 | 2007. aug. 10. 15:48 | Válasz | #1030 |
|
Ez ugyebár egy CNC
vezérlő program a sok közül.
Ha kap egy G kódod, hajtsa végre a legjobb tudása mellett, hiba nélkül. Ha nem tudja, bele se fogjon, álljon le hibajelzéssel, írja ki pl.: Tartományon kívüli programsor! Mindamellett azt hiszem elkerülte a figyelmeteket, hogy ez eredőben csak 1 kHz-es alapjel szolgáltatást jelentene, F60000 1 mm-es felbontásnál teljesen hétköznapi adat. Ha 1 mikronos felbontás mellett is tudná, na az igen, az egy ipari vezérlő lenne. De természetesen ilyet senki nem vár el tőle, egy picike 1 kHz-es alapjelet reméltem pusztán ezzel a teszttel. |
|
| © Lakatos | 2007. aug. 10. 15:24 | Válasz | #1029 |
|
És mennyiben maximáltad
a sebességet?
Lehet,hogy csak a harmadát adtad meg? Szerintem nem fog bírni akkora sebességet,ez egy hobby szoftver én nem várnék tőle olyan sokat.Ha ilyenekben gondolkodsz válts valami ipari cuccra. |
|
| © kilkenny | 2007. aug. 10. 15:00 | Válasz | #1028 |
 |
|
| © Hunka Tibor | 2007. aug. 10. 14:38 | Válasz | #1027 |
|
F60000 -en én is
elgondolkodnék
|
|
| © Tibor45 | 2007. aug. 10. 13:34 | Válasz | #1026 |
|
Egy érdekes dolog
megint...
G90 G1 X1000 F60000 Ezt az egyetlen sort miért 3-4 másodperc alatt hajtja végre csak a Mach? (Motor tuningnál 1 step/mm van beállítva, azaz mindössze 1 kHz-el kellene kiadnia a step-dir jeleket, ehelyett harmadával, negyedével képes csak.) |
|
| © Merkel Géza | 2007. aug. 09. 20:51 | Válasz | #1025 |
|
Emberek!
Én a "lekerekítés" problémájával csak a marópálya kirajzolásánál találkoztam. A MACH grafikája ui. valahogy nem "GROMEK"! Maga a marás mindíg sikerült persze ha nem volt a túlhajtás következtében lépésvesztésem. |
|
| © Lakatos | 2007. aug. 09. 13:22 | Válasz | #1024 |
|
A mechanika és a
technika számomra is lehetővé teszi,csak értelmét nem látom a
túlzott sebességnövelésnek.A helyzet az,hogy a megnövelt sebességek
és gyorsulások mindent jobban igénybe vesznek,nem akarok hülyeséget
mondani,de lehet akár négyzetesen növekedik az
elhasználódás és a kopás egy bizonyos szint felett. Rakd feljebb a kernel sebességét és megszünik a problémád!!! |
|
| © Tibor45 | 2007. aug. 09. 12:56 | Válasz | #1023 |
|
Ilyen feltételek mellett
persze hogy nincs
gondod soha. De azt is megértheted, hogy van olyan felhasználó aki microstep vagy servo hajtás kapcsán nagyobb sebességek mellett szeretné ezt a programot használni, ha már a mechanikája, hajtástechnikája megvan hozzá. |
|
| © Lakatos | 2007. aug. 09. 12:50 | Válasz | #1022 |
|
Állítsd a kernel
sebességet 45kHz-re és megszünik az a problémád is.
|
|
| © Lakatos | 2007. aug. 09. 12:36 | Válasz | #1021 |
|
Miért veszne el?
Ha éles sarkon megy akkor pontos megállás,ha nem éles a sarok akkor egyenletes sebesség üzemmód,úgy megy ahogy küldöd:) Olvassátok már el legalább egyszer a doksit. Valószínű azért nem tudok hibát csinálni,mert ami sebességeket emlegetsz,nekem ott már fekszik a rendszerem.Léptetőmotoros meghajtás 2.5mm emelkedésű orsóval és unipolár motorok sorosan kötve,ami már önmagában felezi az elérhető max. frekit. De nekem tökéletes igy is,mert 600-asnál nagyobb előtolást soha nem használtam.A gyorsjárati távolságok rövidek,így soha nem görcsöltem ilyen problémákkal,hogy mennyire lehet kihegyezni az egészet.Cserébe,hogy nem túl gyors és nincs semmi agyonhajtva,lehet marás közben beszélgetni és nem kapok agyvérzést a zajtól akár 10 órás meló után sem. |
|
| © svejk | 2007. aug. 09. 12:35 | Válasz | #1020 |
|
csak legalább annyira
tudnék angolul, mint amennyire nem :(
Irnék nekik olyan levelet... |
|
| © Tibor45 | 2007. aug. 09. 11:42 | Válasz | #1019 |
|
De igen, elvesznek. De
legalább nem rángat
annyira a motor. Valamit valamiért, bár jó lenne a kettő együtt is. Hátha van még egy fránya pipa valahol elrejtve, amin múlik.... |
|
| © svejk | 2007. aug. 09. 11:35 | Válasz | #1018 |
|
De g64-nél elvesznek a
sarkok, nem?
|
|
| © Tibor45 | 2007. aug. 09. 11:26 | Válasz | #1017 |
|
A G64 sokat javít,
egyenletesebb
a szervomotor járása. Azonban 5-6 ezer mm/min fölé semmilyen motortuning beállítással nem lehet menni továbbra sem, sőt ha pl. 200 fölé emelem a step/mm-t, az eredeti problémához jutottam, totál téves pozíciókkal fejezi be, sőt egy esetben úgy befagyott az interpolátor, hogy állandóan adta ki a step jeleket. Géza jól összefoglalta, ismerni kell nagyon ennek a programnak a "szokásait" és ettől többet fölöslges elvárni tőle. |
|
| © Hunka Tibor | 2007. aug. 09. 11:19 | Válasz | #1016 |
|
szia d.laci
most probálom a 2.4- es vezérlöt . |
|
| © Merkel Géza | 2007. aug. 09. 10:49 | Válasz | #1015 |
|
Érdekesnek találom a
diszkussziótokat!
Sokszáz kísérletet végeztem a különböző sebességbeállításokkal. Arra a a következtetésre jutottam, hogy a MACH sosem tökéletesen pontos, legyen az bármilyen üzemmódban. Mindíg volt valami megmagyarázhatatlan parányi ide-oda eltérés (Persze a kütyüim sem szuper pontosságuak.) Én állítom, hogy programütemezési szinkronizálási dolgok is bejátszanak ami természetes is mert a gépen az egyes tenmgelyek időzítése sem futhat azonos időben. D Lacinak pedig csak annyit: Ha a fénynek gyorsulása lenne akkor a teljes relativitáselméletet újra kellene gondolni ill. elvetni. A fránya fénynek ui. az a tulajdonsága, hogy konstans (c) sebességgel repül még akkor is ha valahonnan visszaverődik, vagy pl egy gyorsan mozgó repcsiből "löjük" ki. Rá még a sebességösszegzés szabálya sem hat. Mert ő már csak ilyen.... |
|
| © svejk | 2007. aug. 09. 10:34 | Válasz | #1014 |
|
" Azért amikor Ti is
áttértetek a
szervóra, nem érdekelt, hogyan tud pályamentén száguldozni, hol vannak a pálya követési határok? " Bocsi hogy én válaszolok. Dehogynem! Épp ezért lett ezerszer lefuttatva a spirálteszt és a scorpió. Tollal a z tengelyben. Akkor derült fény a sarkok lekerekítésére. addig még nem írt erről a sarok problémáról senki. pepipáltam az egzakt stop-ot és ez a része megjavult. a mechanika a #998-ban levő paraméterekkel tudja a 4800mm/percet. ez nagy előrelépés volt a léptecs után (a hangjáról nem is beszélve)és nem foglalkoztam utána vele, mert a mechanika gyenge. A fenti adatokkal úgy rajzol mint akár 100mm/perccel. átmehetek egy rajzon ezerszer, mindig ugyan azon az utvonalon ment a toll. nem érzek zavaró rángatást ,de hát nem is tudom milyen a jobb ,nincs viszonyítás. |
|
| © D.Laci | 2007. aug. 09. 10:17 | Válasz | #1013 |
|
A G91 nem veszi
figyelembe a G61 ill. a G64-et azzaz a beállitot "constans velocity"
- "exact stop" exact stop uzem modban hajtja végre.
Ha a következö 2 kódot lefutatod akor látszik igazán a sebbeség különbség. M3 G90 G64 F6000 G1 X1 X2 X3 X4 X5 X6 X7 X8 X9 X10 X11 X12 X13 X14 X15 X16 X17 X18 X19 X20 X21 X22 X23 X24 X25 X26 X27 X28 X29 X30 X31 X32 X33 X34 X35 X36 X37 X38 X39 X40 X41 X42 X43 X44 X45 X46 X47 X48 X49 X50 X51 X52 X53 X54 X55 X56 X57 X58 X59 X60 M30 M3 G90 G61 F6000 G1 X1 X2 X3 X4 X5 X6 X7 X8 X9 X10 X11 X12 X13 X14 X15 X16 X17 X18 X19 X20 X21 X22 X23 X24 X25 X26 X27 X28 X29 X30 X31 X32 X33 X34 X35 X36 X37 X38 X39 X40 X41 X42 X43 X44 X45 X46 X47 X48 X49 X50 X51 X52 X53 X54 X55 X56 X57 X58 X59 X60 M30 |
|
| © Tibor45 | 2007. aug. 09. 10:07 | Válasz | #1012 |
|
Nem tudom, de én a
legkomolyabb gépet is szeretem
"plotterként" kockázat nélkül letesztelni. Azaz egy kis rajzeszközt feldobok a Z-re, alá egy papírlap, és síkba ami a csövön kifér, letesztelem a mechanika, hajtás, és program határ képességeit, majd egybe az egész gépet behangolom. Elnézést kérek de megette a fene azt a helyzetet, hogy már alapjel szinten is igen hamar limitálva legyek, ráadásul az F=állandó célfüggvény soha nem igaz kis szakaszoknál, helyette értelmetlen tranziensekkel "kínzom" a hajtásaimat. D. Laci! Azért amikor Ti is áttértetek a szervóra, nem érdekelt, hogyan tud pályamentén száguldozni, hol vannak a pálya követési határok? |
|
| © Lakatos | 2007. aug. 09. 10:04 | Válasz | #1011 |
|
Szerintem ez nem ilyen
egyszerű,mindíg attól függ mit csinálsz éppen,a gépet mindig
aszerint kell programozni.Ezek a dolgok egy ipari gépnél is jelen
vannak,paramétertárban állíthatóak és kész.Beállíthatod a határérték
szöget és majd automatikusan kapcsolgat a két üzemmód között,fusd át
a haszn utasítás ezen részét sokmindenre fény derül.
|
|
| © svejk | 2007. aug. 09. 09:56 | Válasz | #1010 |
|
Akkor csak kell az az
állandó sebesség pipa?
vagy a G kód megfelelője. De akkor meg lekerekiti a sarkokat... |
|
| © svejk | 2007. aug. 09. 09:53 | Válasz | #1009 |
|
Gondolom a megmunkálási
sebbesség hamarabb határt szabott. Azt én is láttam hogy a kijelzett
sebesség össze-vissza ugrál, de hát had ugráljon gondoltam, amikor a
gép meg szépen megy..
|
|
| © Lakatos | 2007. aug. 09. 09:53 | Válasz | #1008 |
|
A gyorsítások és
lassítások miatt nő a végrehajtás ideje az inkrementális
programnál,számomra valahogy ez is természetesnek tünik.
|
|
| © Lakatos | 2007. aug. 09. 09:51 | Válasz | #1007 |
|
Még mindig nem értem a
két program teljesen eltérő,habár a végeredmény ugyanaz.
Az egyikben utasítom,hogy tegyen meg 60mm-t adott előtolással,Az elején gyorsít a végén lasít. A másodikban utasítom,hogy tegyen meg 60x 1mm-t ,ahol minden egyes mondat végén álljon meg és várja meg amíg pozicióba érkezik,ha nincs bekapcsolva az állandó sebesség üzemmód G64 v.G61 váltás.Természetesen lüktet,hiszen minden mm-nél gyorsít és megáll,de ez természetes hiszen ezt is kértük tőle,vagy nem? |
|
| © D.Laci | 2007. aug. 09. 09:51 | Válasz | #1006 |
|
Én ugy vagyok vele hogy
a fénynek is van egy gyorsulása atol egy PC-töl jobbat meg nem
várhatok el.
Aki 3D-ben mar vagy esztergál az ugysem dolgozik több ezres elötolással, egy kicsit meg lehet a megmunkáló sebbeségen csalni kicsit többet irbe és akor már nem feltünö a különbség... |
|
| © Tibor45 | 2007. aug. 09. 09:46 | Válasz | #1005 |
|
Köszi D. Laci! És bocs
mindenkinek, akinek nem
volt világos, de azt hittem ez könyebben érthető. Csak azon csodálkozom, hogy akik már évek óta használják, nem tűnt fel, hogy nem lehet egy adott ponton túl gyorsabban mozogni pl. egy HPGL alakzat, vagy 3D mentén, hiába írsz be akármilyen F kódot? |
|
| © D.Laci | 2007. aug. 09. 09:45 | Válasz | #1004 |
|
Probáljátok ki a mach3
legujabb változatát + update. A "constant velocity" bekapcsolásával
30-40% gyorsulást lehet elérni, és nem tapasztaltam a sarkok
lekerekitését.
Várom a tapasztalatokat! |
|
| © svejk | 2007. aug. 09. 09:42 | Válasz | #1003 |
|
Ezek olyan érdekes
dolgok, és pont most nem tudok vele foglalkozni..

|
|
| © Tibor45 | 2007. aug. 09. 09:33 | Válasz | #1002 |
|
Az a probléma, hogy a
beprogramozott F
előtolást teljesen eltorzítja, limitálja a rossz interpolátor algoritmusa miatt. Így igen szerény pályamenti sebességgel tudsz mozogni minden olyan alkalmazásnál, ahol sok kis elemi lineáris interpolációból áll össze a teljes feladat. Ráadásul ekkor is pulzálóan, rángatja végig a motorokat. Tehát egyszerűen nem azt csinálja, amit az NC kód előír. A lépéstévesztést ne keverd ide, azt más körülmények között csinálja, bár ezek annyiban öszefüggnek, hogy a lüktető alapjel mindig veszélyesebb, mint az állandó sebességű. |
|
| © D.Laci | 2007. aug. 09. 09:20 | Válasz | #1001 |
|
Nem vagy gyengeelméjü,
csak Tibor nem elég konkrét.
M3 F6000 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 G01 G91 F6000 X1 M30 Ezt probáld ki! M3 F6000 G01 G90 F6000 X60 M30 Meg ezt probáld ki, és meglátod mi a különbség. A Sebbeség értékét változtathatod. Bocsi hogy beraktam ide teljes terjedelmében a kódot de igy mindenki láthatja mirölszól. Tibor! Ne csak egy kód részletet írj, mert akik nem használják pl.: a G91 stb. azok nem értik hogy mit akarsz... A "Felhasználók mappái"-ba Csináltam egy "Tibor45" mapát bármit feltölthetsz. Igy elkerülhetöek a több hetes félreértések és viták!!! Felhasználok mappái Tibor45 mappája 
|
|
| © svejk | 2007. aug. 09. 09:16 | Válasz | #1000 |
|
Én is nehezen fogtam
fel:)
olvsad vissza a tegnapi napot többször:) Az a baj hogy egyelőre nincs jobb progim amihez viszonyítani tudnék. |
|
| © Lakatos | 2007. aug. 09. 08:55 | Válasz | #999 |
|
Sziasztok!
Segítsetek lehet,hogy gyengelméjű vagyok! Mi a probléma? Én lefutattam a tesztet,továbbra sem tapasztaltam semilyen lépésvesztést sem,a motorokat valóban rángatja,de azért mert arra utasítottam,hogy 60x tegyen meg egy műveletet és nem arra,hogy egyszerűsítse és tegyen meg 60mm-t.A G90 nem egyezik meg a G91-el szerintem. Segítsen valaki,mert nem értem a problémát.Én még normál körülmények között,mindig nem bírtam lépésvesztést kicsalni belőle.Pedig érdekelne. |
|
| © svejk | 2007. aug. 09. 07:59 | Válasz | #998 |
|
motortuningnál:
step/unit: 200 (4mm-es orsó,800-as encoder) velocity: 80 accel: 1000 unit/sec2 |
|
| © svejk | 2007. aug. 09. 07:55 | Válasz | #997 |
|
Hmm... ez hogy lehet?
Én is a Mach2-el csináltam a 35 másodperces időt... |
|
|
|
2007. aug. 08. 22:54 | Válasz | #996 |
|
Na kíváncsi voltam, Te
azt írtad:
F4800 1000mm/sec2 35 mp mach2 F4800 2000mm/sec2 2:12 F4800 5000mm/sec2 1:27 Átlag 1500+- 500mm/perc K-CAM mivel ez csak 2m/p-tud ezért átvertem és 40 step/mm helyett 120-t adtam meg és F1600-t (elméletileg ez annyi csak a bejárt út a 3szorosa) gyorsítás kikapcsolva 1:07 2mm/perc -ről indítva (0-t nem engedett) 1000mm/sec2 2:30 |
|
| © Tibor45 | 2007. aug. 08. 22:07 | Válasz | #995 |
|
Ha visszajöttél két hét
múlva, magánban
megbeszéljük, és egy más világ fog feltárulni Előtted!:) |
|
| © svejk | 2007. aug. 08. 22:04 | Válasz | #994 |
|
A #984-et futtassa le
valaki a megadott sebességgel... ...légyszi -légyszi!
Akár gép nélkül is jó |
|
| © svejk | 2007. aug. 08. 22:02 | Válasz | #993 |
|
Te most a saját
vezérlőprogidról beszélsz?
Mert nekem valami demó vagy free kellene hogy kipróbáljam hogy egy adott kód tényleg gyorsabban fut-e le. |
|
| © svejk | 2007. aug. 08. 21:59 | Válasz | #992 |
|
köszi most már lassan
felvigágosodtam a problémához..
|
|
|
|
2007. aug. 08. 21:58 | Válasz | #991 |
|
Hali, nem igazán értek a
kódokhoz,( csak néha belepiszkálgatok, mint egyszerűbb mozgások,
vonalak, kockák beírása. A többiről még nem sokat tudok, " bármit
megcsinálok, csak nem úgy ahogy a profik, hanem úgy ahogy tudom" )
de ha a gyorsjáratom beállítom pl több méter/ p-re a marási
sebességet meg 2-3 m/p-re ( mert szeretnék 2-3 méter/ perc-el menni
munka közben is / gondolom ez a G01/ a gyorsításom 5000 mm/sec2 a
megmunkálási sebességem akkor is csak 500-700 mm/sec átlagban. sőt
mint írtam kipróbáltam olyan brutális értékekkel mint 10 step/mm és
több 10000-s seb és gyorsulási értékkel, az átlag akkor is ez
lett...
Motoros, Egyszer csak kipróbálom rendesen azt a TCNC-t. Tibor, a gyors gép közvetlen fogazottszíjjal mozogna, pici mozgatott tömeg, de állandó minimális fékezéssel ( a rángatózás elkerülése miatt) |
|
| © Tibor45 | 2007. aug. 08. 21:53 | Válasz | #990 |
|
Jó kérdéseid
vannak.....Valószínűleg
kevés olyan komolyabb rendszerű gépen használták idáig, mint pl. a Vargha Kálmán Úr gépe. Zörgő-hörgő-kotyogú mechanikáknál, sívító-fütyülő stepmotoroknál nem feltűnő, szépen egybolvad minden. |
|
| © Motoros | 2007. aug. 08. 21:43 | Válasz | #989 |
|
Elvileg ha a mart
anyagom minősége állandó, és a marómotor fordulatszáma is, akkor ha
az előtolást menetközben csesztetem akkor a mart felületen ez
meglátszik. Mondjuk ez nem sokat oszt-szoroz (talán) fánál,
műanyagnál, de fémmarásnál már nem biztos hogy mindegy.
|
|
| © svejk | 2007. aug. 08. 21:33 | Válasz | #988 |
|
Ha a #982-re válaszoltál
akkor nem lettem okosabb.
|
|
| © svejk | 2007. aug. 08. 21:32 | Válasz | #987 |
|
Én most csak nézek mint
a moziba..
Jövő héttől két hétig nem leszek addig találja ki valaki miért is van ez! A fejlesztőket nem zavarja? |
|
| © Tibor45 | 2007. aug. 08. 21:27 | Válasz | #986 |
|
Persze, már ezt
megbeszéltük.
|
|
| © svejk | 2007. aug. 08. 21:27 | Válasz | #986 |
|
Bizony hogy ide való...
Van az az állandó sebesség pipa, de akkor meg a sarkot kerekíti...:(..meg lehet nem is erre való |
|
| © Tibor45 | 2007. aug. 08. 21:26 | Válasz | #985 |
|
Szia Motoros!
Az a jelenség amit tapasztaltál, pont emiatt van. Én két napja tesztelgetem csak (eleve csak mások probléma felvetése miatt telepítettem fel), akik nagy megelégedéssel már évek óta használják, azok a biztos tudnak esetleg egy pipát, csak sajnos a motor tuning trapéz függvénye az origóból indul. Innentől kezdve nehéz lesz... |
|
| © svejk | 2007. aug. 08. 21:25 | Válasz | #984 |
|
Kipróbálhatná valaki nem
mach-es gépen hogy a Házigazda spiráltesztje mennyi idő alatt fut
le.
f4800-al 1000mm/s2-tel. Nálam 35 másodperc. |
|
| © Motoros | 2007. aug. 08. 21:17 | Válasz | #983 |
|
Lehet hogy ide való:
Mach-al marva a motorok hangja--hangmagassága folyton változik,--olyasmi mintha hegedűlne, azaz gyorsít lassít állandóan. A Tcnc-nél ilyet nem tapasztaltam. Vagy ezt ki lehet lőni valami pipával?? |
|
| © svejk | 2007. aug. 08. 21:17 | Válasz | #982 |
|
Nosza rajta, tudsz
valami free vagy demo progit ami ezt tudja?
|
|
| © svejk | 2007. aug. 08. 21:16 | Válasz | #981 |
|
Én a spirált ezerszer
lefuttattam de nem tünt ez fel. Ott kb.0,2- 1mm-enként vannak a
szakaszok.
(ugye nem tudom milyen ha jobb :) ) |
|
| © Tibor45 | 2007. aug. 08. 21:15 | Válasz | #980 |
|
Pontosan, egy sima HPGL
rajzot egész másképpen
tudsz majd kirajzolni, ha igazi nagyjából állandó előtolással zúdulnak a vezérlődre a jelek. Csak vigyázz, mert itt aztán ha ilyen progiról hajtod, már csak a szervó hajtás rendszereden múlik minden, és nagyon nem lesz mindegy, hogy az motor tényleg szervo vagy csak rámondod, mert szervóval van hajtva. És látod itt be is zárul egy nagy kör, mert erről már vitáztunk eleget. Itt tulajdonképpen a kör be is zárult...Pillanatok alatt fogod érezni, mit jelent egy 10 ms-os időállandójú motor, és mit egy 100. |
|
| © svejk | 2007. aug. 08. 21:11 | Válasz | #979 |
|
Az bizony tiszta G1....
|
|
| © tyutyi | 2007. aug. 08. 21:09 | Válasz | #978 |
|
Svejk, a lényeg, hogy
felgyorsít lelassít, ahelyett, hogy egyenletes sebességgel mozogna.
Persze ez időben is plusz, de a nagyobb gond, amire Tibor gondol,
hogy Magyarul "rángatja" a tengelyt.
|
|
| © tyutyi | 2007. aug. 08. 21:06 | Válasz | #977 |
|
Ha a kódban G2,G3
kódként vannak az ívek, akkor nem, ha az ívek sok pici G1 -el vannak
definiálva, akkor igen :)
|
|
| © Tibor45 | 2007. aug. 08. 21:06 | Válasz | #976 |
|
Pont az a baj, hogy
gyakorlatilag minden elemi mozgás eleje vége nulla, így állandóan
fülöslegesen tranziens állapotban tartja
a motorovezérlőket (léptetőnél ez pillanatok alatt lépésvesztést okoz, szervonál minőségtől függ, mennyire lesz képes az egész rendszer ezt követni), és nem tudsz soha egy adott ponton túl nagyobb pályamenti előtolással mozogni ráadásul, hiába írod elő a G kódban, akár 10-100-szor kevesebb lesz a valóság. Így messze nem tudod kihasználni az adott NC gépedet még léptetőmotoros hajtással sem, szervóval meg de pláne. |
|
| © svejk | 2007. aug. 08. 21:05 | Válasz | #975 |
|
Ha igen akkor nekem
olyan software kell...:). tényleg..
|
|
| © svejk | 2007. aug. 08. 21:03 | Válasz | #974 |
|
Tehát arra akartok
kilyukadni, hogy van egy
(az egyszerűség kedvéért 2 D-s) bonyolult alakzatom , pl. a Házigazda féle spirálteszt. Akkor azt ugyan azzal a mechanikával de egy másik vezérlőszoftverrel gyorsabban tudom kirajzolni? |
|
| © tyutyi | 2007. aug. 08. 21:00 | Válasz | #973 |
|
Ja már értem, x*1(t) re
gondolsz, ahol x a lépések száma igaz?
|
|
| © tyutyi | 2007. aug. 08. 20:59 | Válasz | #972 |
|
Tibor, mit értesz
egységugrás alatt ebben az esetben? 1(t)= ?
|
|
| © svejk | 2007. aug. 08. 20:59 | Válasz | #971 |
|
de megtudom a mach és a
gép együttes időállandóját.
a mechanika miatt úgy sem csinálhatok egységugrásokat, gyorsítást lassítást kell a szoftware-be beállítanom. |
|
| © svejk | 2007. aug. 08. 20:54 | Válasz | #970 |
|
De 3 d-ben nem is kell
nulláról indulni a kovetkezö célig.. Vagy ez a probléma, hogy
mondjuk v1-ről v2-re is annyi idő alatt gyorsul mint 0-ról v2-re?
|
|
| © Tibor45 | 2007. aug. 08. 20:52 | Válasz | #969 |
|
Ja és az időállandódat
nem tudod meg, erről
írtam Trapistának is. Ahhoz ugyanis mint most kiderült végképp alkalmatlan a Mach, soha nem tudsz egységugrás jelet kicsalni belőle. Persze a kijelzőn, egyéb helyeken (setup) ott van valami hasonló, de az egy szép grafikus monitor ábra. A valósághoz semmi köze már ilyen teszteknél. Ezért is csodálkoztam, hogy aki annak idején Mach-al ezt az "átvitel" tesztet megtette, simám lement. Most már mindent értek.... |
|
| © tyutyi | 2007. aug. 08. 20:50 | Válasz | #968 |
|
Például egy DXF-et
akarsz kimarni, amiben a kör nem körként van definiálva, hanem apró
szakaszokból ... akkor nem kéne szakaszonként felgyorsítani és
lelassítani, hanem nagyjából konstans sebességgel kéne követni az
ívet...
|
|
| © Tibor45 | 2007. aug. 08. 20:44 | Válasz | #967 |
|
Szerintem ma túl sokat
dolgoztál, fáradt vagy
egy kicsit.:) Martál már 3D-ben? Biztosan. 50.000 ilyen sorból áll az elsőtől az utolsóig, csak ott akár minden tengely is mozoghat. Gondold el, ha egyet sem tud egy adott előtolás értéken túl, mekkora káosz van 3-nál?:) |
|
| © svejk | 2007. aug. 08. 20:36 | Válasz | #966 |
|
kapizsgálom...:)
De a valóságban ennek mi értelme? még ha oda vissza irányba menne, akkor értem hogy megtudom a mechanikám időállandóját.. |
|
| © Tibor45 | 2007. aug. 08. 20:36 | Válasz | #965 |
|
Ja és lehetőleg majd
máskor (ha most nem tudod)
bekapcsolt motorhajtással, géppel tedd, mert a lényeget akkor tapasztalod igazán. |
|
| © Tibor45 | 2007. aug. 08. 20:33 | Válasz | #964 |
|
Igen!!! Vagy ciklus,
vagy egy jegyzettömbben
(akárhol) gyorsan másold le egymás után 60-szor az 1 mm-es elmozdulási utasításokat. Ezt futtasd le, mint 1 NC programot. |
|
| © svejk | 2007. aug. 08. 20:27 | Válasz | #963 |
|
Isten bizony nem tetetem
magam :(
mi az hogy futtassam le 60-szor? irjak hozzá ciklus? Egyébként nálam az f= max. 4800 azt látom hogy relatív koordináta megadás, így minden egyes sornál lép 1mm az x tengely. (a gépet most nem tudom elindítani) G01 G91 F6000 X1 G01 G90 F6000 X60. A fenti két sor miért ugyan az? |
|
| © Tibor45 | 2007. aug. 08. 20:08 | Válasz | #962 |
|
Svejk!
Légyszi futtasd le ezt a testet, amit már írtam a #945-ben. Egyből megérted a problémát. Test: Hajtasd vele végre 60-szor a G01 G91 F6000 X1 sort, meglátod, mi történik. Ez ha belegondolsz az, mint G01 G90 F6000 X60. |
|
| © svejk | 2007. aug. 08. 20:07 | Válasz | #961 |
|
nálam a G0-ban
4800mm/perc és 1000mm/s2 a gyorsulás
az x, z tengelyen |
|
| © svejk | 2007. aug. 08. 20:05 | Válasz | #960 |
|
De ottminden pozícióba
állás után van pl. egy Z tengely művelet.
|
|
| © svejk | 2007. aug. 08. 20:03 | Válasz | #959 |
|
Úgy látszik fáradt,vagy
hülye vagyok..:(
"de az én gépem, 1m/p felett még röhögve elindul" ez mit is jelent? Ha sok az üresjárat programozd G0-ban a pozicionáló tengelyeket. Pl én igy fúrok NyÁK-ot: G90 G21 F400.00000 G0 Z5.00000 S1000 M3 X0.00000 Y0.00000 G1 Z-3.00000 G0 Z5.00000 X6.35000 Y0.63500 G1 Z-3.00000 G0 Z5.00000 X11.43000 Y0.63500 G1 Z-3.00000 G0 Z5.00000 X16.51000 Y0.63500 G1 Z-3.00000 G0 Z5.00000 X21.59000 Y0.63500 G1 Z-3.00000 G0 Z5.00000 X26.67000 Y0.63500 G1 Z-3.00000 G0 Z5.00000 X23.49500 Y10.16000 G1 Z-3.00000 G0 Z5.00000 X33.65500 Y10.16000 G1 Z-3.00000 G0 Z5.00000 |
|
| © Tibor45 | 2007. aug. 08. 20:01 | Válasz | #958 |
|
Azért az 1 m/p-ben akkor
legyél biztos, ha majd
olyan teszt program adja ki ezt a jelet, ami igazi egységugrás jelet ad a hajtásodnak. 20-30 kg feletti mozgatott tömegnél tapasztalatim alapján még szervónál is neccesnek érzem. |
|
| © Tibor45 | 2007. aug. 08. 19:55 | Válasz | #957 |
|
Szia Svejk!
Hogyne lenne valós, minden komolyabb 3D gyártás, vagy digitalizálás, SMD beültetés, stb erről szól. |
|
| © Tibor45 | 2007. aug. 08. 19:52 | Válasz | #956 |
|
Szia Trapista!
Megértem a problémádat, ezzel a programmal soha nem is tudod azt megcsinálni, amit szeretnél. Ha meg mint kiderült profi programozó is vagy, nem is értem, eddig miért nem írogattál NC vezérlő progikat. Egyébként azért vigyázz azzal a száguldozással léptecses hajtásnál, mert igazi átvitel függvény tesztet ezekszerint soha nem is kapott a rendszered. Erre is vannak kőkemény egységugrás függvényeim, ha érdekel majd ilyet is mutatok egy szervoteszt kapcsán. Nálad meg majd meglátjuk hogy "halnak" meg a hajtásaid 30-40 Hz körül.:) A többit majd akkor jövő héten megbeszéljük magánban. |
|
|
|
2007. aug. 08. 19:47 | Válasz | #955 |
|
A Z értékét sem kell
figyelembe venni, mert ilyenkor a Z step/unit-ot 10 alatti számra
állítom, max sebességre, és gyorsításra.
|
|
|
|
2007. aug. 08. 19:40 | Válasz | #954 |
|
Az ok, de az én gépem,
1m/p felett még röhögve elindul, pláne amit kifejezetten erre
találtam ki.
|
|
|
|
2007. aug. 08. 19:38 | Válasz | #953 |
|
Az F értékét ne nézd
|
|
| © svejk | 2007. aug. 08. 19:38 | Válasz | #952 |
|
Helló!
Küldj már légyszi egy ilyen lassú pontozós G-kódot, mert nem értem a kérdést. Ha az x tengely megáll mert le kell ütni a z-nek akkor a x-nek 0-ról kellgyorsítani ,nem? |
|
|
|
2007. aug. 08. 19:37 | Válasz | #951 |
|
Egy példa, egy kép
részletből...
G90 G80 G40 M3 G92 X0 Y0 Z0 G01 F140 X0.000 X0.413 X0.826 X1.239 X1.652 X2.065 X2.478 Y7.828 Y8.240 Z-0.600 Y8.652 Z0.000 Y9.064 Z-0.600 Y9.476 Z0.000 X2.891 Y10.300 Y9.888 Z-0.600 Y9.476 Z0.000 Y9.064 Z-0.600 Y8.652 Y8.240 Z0.000 X3.304 Y7.828 Y8.240 Z-0.600 Y8.652 Z0.000 Y9.064 Y9.476 Z-0.600 Y9.888 Z0.000 Y10.300 Z-0.600 Y10.712 Z0.000 stb... |
|
|
|
2007. aug. 08. 19:33 | Válasz | #950 |
|
Köszönöm a felajánlást
élni fogok vele...
|
|
| © svejk | 2007. aug. 08. 19:32 | Válasz | #949 |
|
Ezek a példák valósak?
Mert értelmét nem nagyon látom. |
|
|
|
2007. aug. 08. 19:31 | Válasz | #948 |
|
Az a problémám, hogy
képet akartam vele pontozni, és már 0,4 mm-kénti lépéseknél, is max
500-700mm/perc jött ki, kb 75%-os leütési sürűségnél. Pedig abban
reménykedtem az én "száguldó mechanikám" tök jó lesz erre a célra is
mint "mindenre jó öszvér gép",
sőt kifejezetten ilyen célra terveztem egy 2d+ pontozó, tapadókorongos konstrukciót, gyári japan servo 2d-s vezérléssel, ami 0,1mm-es felbontással fél lépésben, 0,1mm-ként tenne pontokat, iszonyat gyorsan. A K-cam kicsivel jobban teljesített, de az sem az igazi ( az egyenletlen motorjárás itt úgy sem lenne téma...) Vagy kénytelen leszek dos-os progit írni (időnként pascallal nyomulok...) vagy ha Tibor progija kielégíti igényemet akkor az is megoldás lehet ( pesten dolgozok, ez a hetem túl sűrű, jövőhéten visszatérhetünk rá.) A lapon található vezérlő progi gyüjteményből valaki használt valami más progit is??? |
|
|
|
2007. aug. 08. 19:31 | Válasz | #948 |
|
Az a problémám, hogy
képet akartam vele pontozni, és már 0,4 mm-kénti lépéseknél, is max
500-700mm/perc jött ki, kb 75%-os leütési sürűségnél. Pedig abban
reménykedtem az én "száguldó mechanikám" tök jó lesz erre a célra is
mint "mindenre jó öszvér gép",
sőt kifejezetten ilyen célra terveztem egy 2d+ pontozó, tapadókorongos konstrukciót, gyári japan servo 2d-s vezérléssel, ami 0,1mm-es felbontással fél lépésben, 0,1mm-ként tenne pontokat, iszonyat gyorsan. A K-cam kicsivel jobban teljesített, de az sem az igazi ( az egyenletlen motorjárás itt úgy sem lenne téma...) Vagy kénytelen leszek dos-os progit írni (időnként pascallal nyomulok...) vagy ha Tibor progija kielégíti igényemet akkor az is megoldás lehet ( pesten dolgozok, ez a hetem túl sűrű, jövőhéten visszatérhetünk rá.) A lapon található vezérlő progi gyüjteményből valaki használt valami más progit is??? |
|
| © tyutyi | 2007. aug. 08. 18:33 | Válasz | #947 |
|
Ez sajnos ténleg az
interpolátor hibája, mivel itt egyszerűsítenie kellene és állandó
sebességgel haladnia X60 -ra
|
|
| © tyutyi | 2007. aug. 08. 18:29 | Válasz | #946 |
|
Na igen, ezt tényleg
helytelenül csinálja! És ez tényleg egy komoly probléma!
|
|
| © Tibor45 | 2007. aug. 08. 18:00 | Válasz | #945 |
|
Szia Trapista!
Amit írtál csak megerősíteni tudom. Mivel a Mach2 (gyanítom a Mach3 is) mindig gyakorlatilag 0 sebességről indít és oda is megy le az elmozdulás végén, tök mindegy mekkora előtolást írsz be, egy adott ponton túl (teszt méréseim alapján 1 mm-es szakaszoknál Fmax~1500-2000 mm/min) limitál, és ráadásul ezen hibájából kifolyólag rángatja a motorokat, mint az állat. Test: Hajtasd vele végre 60-szor a G01 G91 F6000 X1 sort, meglátod, mi történik. Ez ha belegondolsz az, mint G01 G90 F6000 X60. Ezért komolyabb pályamenti sebességre és sok kicsi szakaszból álló előtolásokra totál alkalmatlan. Majd ha egyszer Pesten jársz, adok Neked egy DOS-os kifejezetten lineáris 3D interpolátoros, gyakorlatilag egységugrás szinten gyorsító saját progit kipróbálásra. Meglátod, ég-és föld lesz különbség. Csak tudod én már azoknak fogok csak írni elsősorban Mach ügyben akinek valamilyen konkrét panassza van, mert egyesek szerint ezeket csak én mondom, senki másnál nem létezik. Ez a jelenség egyébként ugyancsak a Mach intepolátor hibás programjára utaló jel, amiből nagyobb sebességeknél bizonyos esetekben a pozícitévesztések is adódnak. |
|
|
|
2007. aug. 08. 16:24 | Válasz | #944 |
|
Hali, felteszem ide is a
kérdésemet, mert eredetileg ide szántam, örülnék ha egy két
progihasználó megosztáná a tapasztalatait a Mach 3 -ban a
#1133-ról... A kérdés mach 2-re vonatkozik, de a 3-ról is szívesen
venném...
Köszike |
|
|
|
2007. jún. 23. 09:28 | Válasz | #943 |
|
ok.
köszike |
|
|
|
2007. jún. 23. 09:07 | Válasz | #942 |
|
A 0 érték nem jó!!!
A leírásban szereplő értékeket használd ( agyors setup file már elavult, mert az Arto megváltoztatta az xml file szerkezetét és a régi nem kompadtibilis már)! |
|
|
|
2007. jún. 23. 08:57 | Válasz | #941 |
|
Köszike.
A mach2 edíg ami tudásra, és kezelhetőségre is legjobban bejön. "A rosz irányba mennek" akkor talán ez lehet az, mert mint írtam egy szöveget ha gravírozok, akkor mindíg balra, és lefelé tolódik, a z meg 1 lépéssel mindíg feljebb kerül ha irányt váltott!!!! A te gyors beállításodnál az előfutás 0!! neked ha mindhárom tengely megy akkor is jó így???? mert nekem csak ha 1 megy... ezekszerint a kondik ellenére zavarják egymást a számlálók. Csak azért pöcsölök vele ennyit mert a " faipari gépem "-re megvan az 5 unipolar moci lesz és ezzel szeretném hajtani... |
|
|
|
2007. jún. 23. 07:57 | Válasz | #940 |
|
Van rajtuk közvetlen
tápszűrő kindik.
|
|
|
|
2007. jún. 23. 07:56 | Válasz | #939 |
|
A számlálók tárolóként
működnek amig a PIC fel nem tudja dolgozni a lépést. Ha a számláló
nem a soronkövetkező (felső v. also) értéket mutatja, akkor az error
LED en jelzi mint impulzus vesztést.
A rossz számláló típusokat onnét lehet megismerni, hogy egyik irányba jól mennek, a másikba meghülyülnek. Ezt nézd meg! Nekem úgy mennek jól, ahogyan a webes leírásban írom (előfutási értékekkel). Ebből a szempontból használj Mach3-ast, anak sokkal jobbak az ilyen időzítései mint a régi Mach2-esnek! |
|
| © tyutyi | 2007. jún. 23. 01:14 | Válasz | #938 |
|
Rakj az IC táplábaira
egy 0.1uF-os kerámia kondit zavarszűrésnek, hátha segít..
|
|
|
|
2007. jún. 22. 23:02 | Válasz | #937 |
|
A számláló DM 74LS191N
Amit jónak írtál, De nem két hullám vonal van előtte, hanem az a kis
f-betű szerűség amit viszont rossznak írtál, na akkor ez
milyen???????
|
|
|
|
2007. jún. 22. 22:34 | Válasz | #936 |
|
Na analizélgettem
kicsit...
Közeledek a problémához. Ha felteszem az előfutást 60us-re akkor nem hibázik. A gondom az, hogy minnél kisebb sebességel megy annál lejebb lehet vinni az értéket, és ez az érték 6m/p-hez tartozik( jó lenne több, de a mach nem engedi...)Viszont minnél nagyobb ez az érték annál jobban lelassul az elindított tengely, ha másik tengely is elindul, és tovább lassul ha a harmadik... Ezt lehetett kompenzálni kicsit, ha a kernel sebességet feljebb tettem. Lehet ez azért nem jött elő mert nem sokan használják 3m/p felett a gépet, és ott még nemigazán szembetűnő... (10m/p felett úgy megrántja a működő tengelyt egy másik indítása, hogy képes kiesni szinkronból!!!!!!) István! a P1-nél a számlálókból a pic azonnal kitudja olvasni az értéket gyors annyira, vagy a számláló mindíg kicsit tárolóként működik??? Csak azért, hogy lehet csak a számlálók hülyéskednek????? Még nem tudom milyen fajta, rálóg a gyári borda... Csak azért írom le mert mások is szívhatnak ilyennel, jóval kisebb sebességeken ha más az orsójuk emelkedése.... Neked jó számlálóval mekkora a legkisebb előfutás 3 tengely együttes vezérlésekor (egyenként nekem is jó nagyon kis értékkel is) |
|
|
|
2007. jún. 22. 11:51 | Válasz | #935 |
|
Én azért a Firmwaret
frissíteném a legutolsóra (az a kis oda-vissza posta egy boritékkal
nem olyan sok)...
|
|
|
|
2007. jún. 22. 09:16 | Válasz | #934 |
|
Tcnc dos-hoz ugye.
Linuxhoz meg EMC. Van live cd is (ubuntu alapok). Konnyen ki tudod
probalni.
|
|
|
|
2007. jún. 22. 08:25 | Válasz | #933 |
|
Hali.
A léptető moci #1193-#1203-ban kibeszéltük.... |
|
|
|
2007. jún. 22. 06:27 | Válasz | #932 |
|
Firmware és PCB verzió?
Lehet, hogy updatelni kellene!
|
|
| © tyutyi | 2007. jún. 21. 23:58 | Válasz | #931 |
|
Ez valószínűleg
megfelelő tápszűrés 20000uF az elégségesnek kell, hogy legyen, akkor
 |
|
|
|
2007. jún. 21. 23:33 | Válasz | #930 |
|
Géza.
Írtad, hogy a Mach2 neked jól működött, elküldenéd a beállításait??? Én még mindíg azzal szívok.... Valaki észre vette már hogy 5us lépés és 0 előfutással is megy a Profi1 ( a leírásban 10-és 50 szerepel)és ezzel el lehet menni 20us lépés és 60us előfutásig. (lépésvesztés miatt próbáltam) Ami érdekes teljesen más a hangja, ereje stb.. a Profi1-nek ha ezeket változtatod. És ha nagyobbra teszi az ember az értékeket, akkor a gyorsan mozgó tengely lelassul ha mellé elindít egy másikat, majd odarúgja az eredeti sebességet ha azt a másikat leállítod. Van valami frekvencia amit a két-három tengely együttesen nem léphet túl. (a 25 kHz-t nem érte el, de azt amúgy is 1 tengelyre értettem, vagy nem így van???????? Mostmár kezd érdekelni a Turbocnc, PC-s vezérlésnek mindíg a legstabilabb a dos-os cuccok.... szerintem. (ha nem kell csicsa csak a dolgát kell hogy végezze, Vagy tudtok valami linux-os progit?????? Egyszer kipróbálnék olyat is... Valahova eltűnik 1-2 lépésem, vagy irányom, mindíg lejebb és balra tolódik, ha fordítok a motorok forgásirányán szoftveresen, akkor a hiba is fordul, szkóppal is néztem a jeleket tök jó, de mégsem oda áll vissza a gép ahonnan elkezte.(és már nagyon idegesítő, hogy a sz.ar egyenletlen járású K-cam-al 6-8-szor akkora sebességgel sem hibázik...) |
|
|
|
2007. jún. 21. 00:04 | Válasz | #929 |
|
digit, multiméterrel,
nem gagyi...
A furcsa, hogy k-cam-al tök jó, illetve mach2-nél ha csak 1, max 2 tengely megy egyszerre. ( kép pontokból, nagy sebességen is jó) Nagyon kis sebességnél (500mm/sec-nél ) is hibázik Mach2-vel, akkor vettem észre miután el..aszott pár munkadarabot, és gyorsjáratban hajtottam az egyik tengelyt, és később mellé indítottam a másikat, vagy a Z-t ami jóval lasabb. A tápon alapból van 20.000uF szerintem nem kell ennél több, a vezérlésen meg 11V és 2200uF és pár nano, ebből a 7805-nek már tudni kell a stabil 5V-t. Bocsi ha zavaros, most jött a haver, 4-re állomvizsgázott...... |
|
| © tyutyi | 2007. jún. 20. 14:05 | Válasz | #928 |
|
Mivel mérted a Feszt?
szkóppal kéne ránézni.
|
|
| © tyutyi | 2007. jún. 20. 14:04 | Válasz | #927 |
|
Rakj be a tápba még egy
kis kondit :) Hátha az segít, mindenesetre ártani nem árt.
|
|
|
|
2007. jún. 20. 13:33 | Válasz | #926 |
|
#922 ????????????
|
|
|
|
2007. jún. 17. 15:27 | Válasz | #925 |
|
Köszike.
kipróbálom, de valamiért a dxf szimpatikusabb lenne... / azt már megszoktam, a k-cam-ba is mindíg azzal ment a cucc.... Valami a #922-re ??????? |
|
| © samo | 2007. jún. 17. 13:26 | Válasz | #924 |
|
Probáld HPGL-be,én ezt
használom amióta beindítottam,ilyen probléma nem jött elő.Mindent
hetes corelba exportálok(nekem ez jött be)a hpgl unitot 1016 helyet
1001 állítom,így majdnem mérethelyes.
|
|
|
|
2007. jún. 16. 20:29 | Válasz | #923 |
|
Ja, ha csak 1 tengely
megy akkor marha jó.....
|
|
|
|
2007. jún. 16. 20:28 | Válasz | #922 |
|
Köszike.
Újabb kérdés!!!!!! Mi a fenéért akadozik a moci, ha a másik tengely lassan megy??????????? ???????? Csak a mach2-nél K-cam-al tök jó, de mach-nál még kis sebességű gravírozásnál is lépést téveszt, (tényleg lassan csinálom Kcam sebességének negyedével.) Régi hozzászólásokat végig néztem, megcsináltam mindent, EPP-re raktam a portot, bekapcsoltam a 278-ast is a machban, de semmi, motor fesz nem esik le, kikapcsolt motorral 30V álló motorral 26,5-27V. gyors, lassu sebességnél, és ezek variációinál szintén 26,5-27V Mi lehet a gond?????????????  
|
|
| © tyutyi | 2007. jún. 16. 16:32 | Válasz | #921 |
|
Gondolom az import
programja hibás, bár én nem használok corel-t, Inkább AutoCad-et :)
|
|
|
|
2007. jún. 16. 16:16 | Válasz | #920 |
|
Hali.
Valaki tudja, miért csinálja a Mach, hogy egy Corelbe írt, dxf-be konvertált szövegnél pl a kis "a"-ba szerszám felemelés nélkül megy bele, vagy két betű között nem emeli fel a marót??? kb 1 szónál legalább 1* ???? mit nem állítottam be??? |
|
| © tyutyi | 2007. jún. 02. 16:32 | Válasz | #919 |
|
Tényleg Géza, balkari
rátapintott a lényegre :) Miért nem csinálsz pl. 2 particiót és
mindkettőre külön windowst? Ha Mach-ezni akarsz, akkor azt a
windowst indítod el, ami le van butítva a MACH számára..
|
|
| © D.Laci | 2007. jún. 02. 10:31 | Válasz | #918 |
|
A #649 hozászolásban
lávő képet keresem! Ha valakinek megvan az ujra belinkelhetné!
Elöreis köszi a segitséget! |
|
| © balkar | 2007. feb. 20. 11:25 | Válasz | #917 |
|
Géza! Igazad van. A megoldás több partició és alkalomnak és munkának megfelelő beállításal op.rendszer telepítés. Helyes működés esetén, visszatölthető arhíválás. Üdv balkari | |
| © Merkel Géza | 2007. feb. 20. 10:49 | Válasz | #916 |
|
Igen, ha megteszik mindazokat a kiherélési
munkálatokat amit az ARTO előír és bekorlátozzák gépüket a MACH3
kizárólagos használatára. Én sajnos a vadiúj laptopomon mindent akarok, a
képernyővédelmen és erőforrásgazdűlkodáson túl a szkenner és az MSN
használatáig. Sokkal gazdaságosabb egy régi PCt megfejelve kizárólagosan a
vezérlésre használni mintsem egy drága cucc lehetóségeit nem kihasználni.
Egy, a MACH3 huncutságait elviselő alaplap ára kb. 30 rugó, ezzel szemben
az én laptopom majdnem nyolcszor annyit kóstál. A legnagyobb pofáraesésem
nem is a MACH3-al hanem a TURBOCNC-vel volt. Mert abban eddig vakon
bíztam..... Természetesen nem 33 Mhz-es, hanem 333 Mhz-es gépet turbóztam
fel 416 Mhz-re. | |
| 2007. feb. 20. 07:04 | Válasz | #915 | |
|
Érdekes módon ezzel csak Neked van ilyen
gondod, másnak tökéletesen megy! | |
| © Merkel Géza | 2007. feb. 19. 19:53 | Válasz | #914 |
|
Sziasztok! Lenin azt mondaná: lucsse ményse dá bolse (a kevesebb, több) én pedig azt, hogy: NEM KELL MINDÍG KAVIÁR! Hetek óta kínlódok ui., hogy a legspécibb gépekre felvarázsoljak egy olyan MACH3 verziót, amelyen a raszteres marástesztem hiba nélkül lefut és amelyhez nem kell megölnöm minden már installált frankó programot. Sikertelenül... Felbátorodva azon, hogy a tesztek egy közepes teljesítményű laptopon sikeresen lefutottak, a következőt csináltam: Elővettem a lomtáramból egy öreg, szétbarmolt, 33 MHz-es asztali gépet és XP-t installáltam rá. Magát a gépet 416 MHz-ig megturbóztam. Ráraktam a Mach2-őt és csodák csodája ezen a gépen is hibátlanul lefutott a tesztem mégpadig szinte hideg motorokkal. Gáz azonban az, hogy erre a gépre meg a PROFI1 PWM managerét nem tudom sehogyse feltelepíteni. Kijelentem, hogy a spirálteszt NUDLI, mert az nekem mindenhol lefutott. Most aztán azon filózom, hogy ennek csatragány asztali gépnek a szinte üres házába besuszterolom a PROFI1-et ás azt mint komplett egységet elpasszolom. Én inkább repülök csak 2 szeres hangsebességgel, mint bizonytalanul 3 Mach-al..... | |
| © Bertalan | 2006. szept. 09. 19:40 | Válasz | #913 |
|
Szia Tibor! Ott leszek, ha lesz! Bertalan | |
| © Hunka Tibor | 2006. szept. 09. 14:33 | Válasz | #912 |
|
Szia Bertalan . Légyszi gyere a talira !!! Tibor | |
| 2006. szept. 05. 15:02 | Válasz | #911 | |
|
Akkor bocsi!  | |
| © kozmaj | 2006. szept. 05. 15:00 | Válasz | #910 |
|
Én voltam a hibás, mert az adatlapomon
valamilyen földöntúli indokból (figyelmetleség :-) ) nem tettem pipát a
"látszódjon az e-mail cím" sor elé! Most már látszik a címem is.
| |
| 2006. szept. 05. 14:53 | Válasz | #909 | |
|
Csak a fejlécben lévő névre klikk
egyszer!  | |
| © kozmaj | 2006. szept. 05. 14:50 | Válasz | #908 |
|
Bertalan e-mail címem ment!
| |
| © Bertalan | 2006. szept. 05. 13:27 | Válasz | #907 |
|
kozmaj! E-mailben küldeném az igért jeleket, de ahhoz ismerni kellene a címedet! Bertalan | |
| © kozmaj | 2006. szept. 05. 12:44 | Válasz | #906 |
|
Előre is köszönöm!
| |
| © Bertalan | 2006. szept. 04. 21:42 | Válasz | #905 |
|
Holnap "garanciában" készítek
felkiáltójeleket és elküldöm. Üdv: Bertalan István | |
| © kozmaj | 2006. szept. 04. 20:12 | Válasz | #904 |
|
A gravírozással már szépen haladok, de
hogyan gravírozok " ! " jelet?? Nem találtam sehol! Sürgősen kellene pár
mondat végére ez a jel. Segítsetek egy amatőrön! ;-) | |
| 2006. aug. 25. 07:48 | Válasz | #903 | |
|
Valóban a Mach2 és 3 leírásokat együtt
érdemes kezelni mert szinte minden igaz oda-vissza, viszont leírva nem egy
helyen vannak! Sok sikert!  | |
| © kozmaj | 2006. aug. 25. 07:38 | Válasz | #902 |
|
Megoldódott a probléma. A generált kódban
vessző volt a szeparátor. A Mach2 leírás alapján regisztrálva minden
működik rendesen. Többet kell olvasnom a honlapodat! :-)
| |
| 2006. aug. 24. 13:14 | Válasz | #901 | |
|
Nézd meg a generált G-kód listát
alaposabban (vessző vagy pont a szeparátor)?! Ha vessző, akkor olvasd el a Mac2 leírásnál a wizárdok részt! | |
| © kozmaj | 2006. aug. 24. 10:48 | Válasz | #900 |
|
Sziasztok! Lehet, hogy már előfordult mással is a következő, de nincs időm jelenleg átböngészni az egész listát. A Mach2-t szeretném használni gravírozásra. De semmilyen wizard-ot se tudok rendesen használni. Próbáltam ékezetek nélkül is elkészíteni a szöveget, de így sem csinál semmit a program. Az ékezetes gravírozóban beállítok mindent ami szükséges, visszaadja a programnak. Végrehajtáskor eljut a marómotor felpörgetéséig, majd villámgyorsan végigfut a sorokon és végetér a program. Ha soronként léptetem ugyan ez a végeredmény. Egyébként a g-kód úgy tűnik több mozgást tartalmaz, mint amennyit maráskor végez. Lehet ez valamilyen programhiba?? Ha tudtok segítsetek! | |
| © Merkel Géza | 2006. jún. 16. 22:08 | Válasz | #899 |
|
Oh YES! | |
| © Hunka Tibor | 2006. jún. 15. 16:21 | Válasz | #898 |
|
Szia Géza ! Ötletem nincs mi legyen , de a talin azért találkozunk ? Tibor | |
| © Hunka Tibor | 2006. jún. 15. 16:19 | Válasz | #897 |
|
Szia Svejk Amit én használok OneCnc progi az tudja a korekciot ,( Mach2) inkább azt mond meg mit kellene csinálni és én szivesen legenerálom . Ui : A gépem kontakt hibás volt most tanulok forrasztani . | |
| © Bertalan | 2006. jún. 13. 22:35 | Válasz | #896 |
|
Ugyanaz a program ugyanolyan módon
Mach2-vel is megy, és itt a szerszámpálya előre megjelenik.
| |
| © svejk | 2006. jún. 13. 22:34 | Válasz | #895 |
|
Köszike, én mindenáron a G kódba akartam
beleírni a szerszámátmérőt(bár így is sikerült csak akkor P-vel kell
megadni) Kezd tisztulni a kép. | |
| © Bertalan | 2006. jún. 13. 22:27 | Válasz | #894 |
|
Szia Svejk! A kézikönyv 9. fejezetében közölt első példa-programot betöltöttem, a hozzá tartozó korrekciót beírtam a szerszámkorrekciós tábla 1. sorába, kiválasztottam az 1-es szerszámot, és a program hibátlanul működött.(Igaz, hogy Z-k nincsenek benne, de az most lényegtelen)Én Mach3-at használtam, megnézen Mach2-vel is! | |
| © svejk | 2006. jún. 13. 21:43 | Válasz | #893 |
|
Sziasztok! Tudna nekem küldeni valaki egy-két példaprogit amiben G41,G42-vel van megoldva a szerszámkorrekció és megy is a mach2-vel? Köszi. | |
| © Merkel Géza | 2006. jún. 13. 21:39 | Válasz | #892 |
|
Mi lett a kütyüddel? Elektronika, mechanika
vagy mindkettő. Már a sütit sem szeretem. A P.-hez meg már öreg vagyok!
| |
| © Hunka Tibor | 2006. jún. 13. 13:49 | Válasz | #891 |
|
Szia Géza Az élet kegyetlen mert nem müködik a gépem , tegnap még jo volt mára meghalt !!4 Sütit sem szereted ? Tibor | |
| © Merkel Géza | 2006. jún. 11. 14:42 | Válasz | #890 |
|
Szia Tibor! Nekem elégtétel, hogy végre valaki belátja: igazam van. Nagyon sokáig kínlódtam, mire rájöttem erre a hibára. Én ui. gyakran közlekedek mindenféle programok között és azok egyszerűen nem "kajálták" egymás adatait. Egyébként már nem iszom. A régi sok ivás ui. megtette a hatását. | |
| © Hunka Tibor | 2006. jún. 10. 21:06 | Válasz | #889 |
|
Szia Géza Mi a kedvenc italod ? Tartozom egy üveggel !!! Minden tökéletes lett !! Mégegyszer köszönöm . Tibor | |
| © Hunka Tibor | 2006. jún. 10. 14:02 | Válasz | #888 |
|
Szia Géza Nagyon köszönöm a tanácsokat kiprobálom !!! Tibor UI : Napi 24 orában kellene dolgozni a gépnek , mert kaptam munkát . Tibor | |
| © Merkel Géza | 2006. jún. 06. 20:46 | Válasz | #887 |
|
Sziasztok! Hunka Tibornak és másoknak! Már sokszor leírtam, térdenállva könyörögtem, hogy hallgassatok meg! A MACH2 és 3 is hibás! A DXF fájlokból a körök, körívek generálását függetlenül a beállításoktól mindíg csak az un. abszolút körközéppont megadással csinálja. Ha a setup menü initial state képernyőjén az abszolút IJ mód került megadásra, akkor a körök, körívek jók lesznek. Ha azonban olyan idegen (pl. TURBOCNC) G kódot olvasol be a MACH-ba, amelyben a G02, G03 utasításokban un. relatív megadású I, J paraméterek szerepelnek, akkor a MACH-ban a körök szétesnek és óriásiak lesznek. Ebben az esetben nem kell mást csinálni csak az említett initial state setting I,J módjában a relatív megadást kell kipipálni az eredeti abszolút helyett. Ekkor meglátod, hogy a köreid, köríveid a helyükre ugranak. Ellenben ha a MACH-ot csak a saját maga által DXF-ből generált Gkód futtatására használod akkor mindíg az abszolút I,J módot kell kipipálnod. Ezzel szemben van egy olyan ingyenes DXF konverter amelyben az I,J mód lekezelése jól van megoldva. Neve ACE konverter. Töltsd le és használd inkább azt! | |
| © endret | 2006. jún. 06. 16:10 | Válasz | #886 |
|
Én most megnéztem egy proba DXF-el alapból
G02vel csinálta és amikor bepipáltam akkor G03-am (persze így már nem
stimmelt a görbém -inverz körök) | |
| © endret | 2006. jún. 06. 16:06 | Válasz | #885 |
|
probáltad már azt hogy a DXF importon lévő
panelen a 'Reverse Arcs' bepipálod  | |
| 2006. jún. 06. 15:18 | Válasz | #884 | |
|
Hát akkor le van Lokkolva (zárva)!
Config/Unlock... | |
| © Hunka Tibor | 2006. jún. 06. 15:15 | Válasz | #883 |
|
Szia István Nekem nem engedi a beálitásokat beirni LOkk azt irja ki . Tibor | |
| 2006. jún. 06. 15:12 | Válasz | #882 | |
|
Próbáltad a Mach3-at (inkább azt használd
most már)?! | |
| 2006. jún. 06. 15:11 | Válasz | #881 | |
|
Scriptekkel biztos orvosolható lenne.
| |
| © Hunka Tibor | 2006. jún. 06. 14:42 | Válasz | #880 |
|
Sziasztok Eljutotam odáig , hogy a gépem elindult és ArtCamPro val fényképböl marok féldombormüvet viaszba. Van egy problémám : csak a MAch2 vel tudok DXF filéböl G_kodot generálni!!!. Minden egyébb CAM progi amivel dolgozom használja a GO3 utasitást és ha beolvastatom a Mach ba akor körök jelenek meg végtelen számban . Azt látom , hogyha a Mach generál egy kört az nem GO3 hanem GO2 utasitás. Hogyan lehetne rábirni hogy beolvassa korektül a más progiban irt G-kodokat ? Tibor | |
| © Oli2 | 2006. máj. 01. 19:40 | Válasz | #879 |
|
Érdeklődnék, hogy valakinek sikerült-e
tökéletesre beállítania a Mach 3 (vagy Mach 2) programokat? Értem ezalatt,
hogy ne lépjen fel semmiféle lépésvesztés... A HobbyCNC honlapon
fellelhető tesztek nem hozzák ki a "kisebb" hibákat, de egy komolyabb
felhasználásnál már fontos lenne a lépésvesztés mentes használat. Én a
kuppung pozícióját szoktam megfigyelni, és sajnos akárhogy állítom a
programot (Pulse, Dir, Sebesség, Gyorsulás, stb...) mindig van hiba
(lehet, hogy csak pár lépésnyi, de akkor is!!!). Esetleg tudna valaki más
programot ajánlani? Köszi! Üdv. Oli
| |
| © Lakatos | 2006. ápr. 28. 12:49 | Válasz | #878 |
|
Szia! Sikerült összehozni a vezérlődet a Mach2-vel? Ha igen,mik a tapasztalatok?Futás egyenletessége?Gyorsulás? Gondolkodni kezdtem én is valami hasonló dolgon. | |
| © Karsa István | 2006. ápr. 22. 16:29 | Válasz | #877 |
|
köszönöm! Mükszik!
| |
| © Lakatos | 2006. ápr. 22. 15:47 | Válasz | #876 |
|
Szia! Az eredeti (dex)lábkiosztását ne változtasd meg!! Annak az INI file tartalmát kell beállítanod a Mach2 setupjában,ha az eredeti INI fájlt elcseszed,akkor egyikkel se fog menni. A Dos-os programod is beállítható ugyanúgy mint a Mach2,csak kevesebb lehetőség van benne. | |
| © Karsa István | 2006. ápr. 22. 09:13 | Válasz | #875 |
|
Megtaláltam a mach-ban és ugy tünik müxik.
De, ha valamit még csinálni kell akkor adjatok egy kis észt.
| |
| © Karsa István | 2006. ápr. 22. 08:55 | Válasz | #874 |
|
Van az eredeti (dex)vezérlőben egy *.INI
file. Ez szerkeszthető. Ha ebben átírom a lábkiosztást akkor változik?
| |
| © Karsa István | 2006. ápr. 22. 08:50 | Válasz | #873 |
|
Hogy tudom a mach2-ben az lpt lábkiosztást
megváltoztatni? Az én vezérlőm lábkiosztása: X step 2, x dir 3, Y step 4, y dir 5, z step 6, dir 7, A step 14, A dir 16, Spindle_on (output) 14, Spindle index(input) 11, Home_switch1(input)10, Limit_sxitch1(input)13, Home_switch2 12 | |
| © Karsa István | 2006. ápr. 22. 08:26 | Válasz | #872 |
|
Nem tudja valaki, hogy mi a MAC2 által
vezérelt paralel port lábkiosztása?
| |
| © Lakatos | 2006. ápr. 21. 18:49 | Válasz | #871 |
|
Szia! Küldj egy mailt lehet,hogy tudok segíteni,de tutit csak személyesen tudok mondani. | |
| 2006. ápr. 21. 18:35 | Válasz | #870 | |
|
Először is tudnod kellene a vezérlőd
bitkiosztását és utána a Mach-ot ráilleszteni! E nélkül reménytelen
(esetleg kisérletezgetéssel, tengelyenként beazonosítani, de ha a vezérlőd
még enable jelet is kér az már kavar egy kicsit)! | |
| © Karsa István | 2006. ápr. 21. 18:20 | Válasz | #869 |
|
Aki segít azé a fele királyságom !
| |
| © Karsa István | 2006. ápr. 21. 18:18 | Válasz | #868 |
|
Üdv urak! Van egy dexma500-as vezérlőm-gépem a hozzátartozó dos-os pc-vel(a vezérlő és a pc az lpt porton keresztül van összekötve). Igy működik, de csak *.dnc file-t hajlandó elfogadni. Én szeretném MACH2-ről vezérelni. Gondoltam átdugom az lpt kábelt. Megtettem! Hibát nem jelez és a mach2 kézivezérlési módjában az "Y" tengely barizgálására csak a "Z"mozdul az egérmozgatás hatására aránylag barátságosan, tehát lassul gyorsul, de semmi más tengely nem megy. Mit tudok tenni, vagy hogy tudom megfelelően beállítani a masinériát? | |
| © Oli2 | 2006. ápr. 12. 20:55 | Válasz | #867 |
|
Köszi a gyors választ! Esetleg úgy is beköthetem az I/O feltétet, hogy a jelenlegi végállás kivezetéseket használom? (hogy a PC és a vezérlő egyszerre érzékelje azokat) Úgy gondoltam, hogy egyelőre csak 3 végállást kötnék rá a "Bővítések" menüpont alatt megtalálható I/O feltét kapcsolása alapján. (csak 3 bemenet lenne, kimenet nem) Üdv. Oli | |
| © Karsa István | 2006. ápr. 12. 18:51 | Válasz | #866 |
 Egyelőre ez van de lefele. Várom! Egyelőre ez van de lefele. Várom!
| |
| 2006. ápr. 12. 13:15 | Válasz | #865 | |
|
Még nincs pontos kalkuláció mert még nincs
ár minden komponensről, de én úgy érzem, hogy kb. a P2A annyi lesz (vagy
nagyságrendileg annyi) mint egy P1 emelt+hűtő (dobozolás nélkül). A P2B
szerintem jóval olcsóbb. Tudásban és teljesítményben minden tekintetben lényegesen felülmúlja a P1-et (a rendszer kiépíthetőséget nem is említve)! | |
| 2006. ápr. 12. 12:42 | Válasz | #864 | |
|
Amint lehet rendelni nekeis kell. Már várom nagyon! Az árrol lehet tudni valamit megközelitöleg? | |
| 2006. ápr. 12. 11:07 | Válasz | #863 | |
|
Már fenheted a borotvát!  A P2A teljesen kész van, már csak a nyákok elkészültére várunk és a végső tesztekre (már a doksi is kész csak még nincs mit lefotozni)! A P2B nyáktervét most készítjük és utána annak a nyákja is megy gyártásra (szerintem a P2A 1-2 hét, a P2B 3-4 hét és megrendelhető). Sajnos az összes fejlesztést a lopott idők alatt kell elvégezni és sokszor várni kellett másokra is (ők is lopott idő alatt dolgoztak). Az eredmények viszont nagyon biztatóak....  | |
| © Karsa István | 2006. ápr. 12. 10:04 | Válasz | #862 |
|
kimaradt az előzőből: megfogadtam, hogy
addig nem vágom le a szakállam míg nem veszek eggyet.
| |
| © Karsa István | 2006. ápr. 12. 10:03 | Válasz | #861 |
|
De mikor lessz kész? Legalább
hozzávetőlegesen. Megfogadtam amikor előszőr hallottam a 2 számú
vezérlőről, hogy veszek belőlle eggyet. Már botladozok benne (a
szakállamban)! | |
| 2006. ápr. 12. 08:18 | Válasz | #860 | |
|
Vagy megvárod a Profi2B I/O kártyát
(hamarosan megrendelhető lesz), azon 8 TTL kimenet, 5 Opto-val
leválasztott Input, és 4 relés teljesítmény kimenet van.
| |
| © giorgiocnc | 2006. ápr. 12. 07:55 | Válasz | #859 |
|
Legegyszerűbb, ha veszel egy interface
kártyát, pl www.cnc4pc.com , arra szépen be lehet kötögetni mindent, van
rajta felhúzó ellenállás is, stb. | |
| © Motoros | 2006. ápr. 12. 06:45 | Válasz | #858 |
|
Természetesen direktbe is bekötheted a
párh. portra a kapcsolókat, de az ilyen "deszka" modellnek sok esetben
zárlat vagy valami más baj lesz a vége, egyébként sem túl elegáns megoldás
szerintem. | |
| © Motoros | 2006. ápr. 12. 06:41 | Válasz | #857 |
|
Hali Oli Hogy beköthess HOME (ref "0") kapcsolókat úgy hogy a szoftver is lássa ahhoz egy I/O (interface) áramkőr szükségeltetik amitITT a "bővítések" címszó alatt meg is találsz. Ahhoz hogy a gép felvegye a mikrokapcsolókhoz menve a "0" pontot,- ki kell adni asziszem a G28 utasítást. Természetesen előtte szoftverben az input panelen mindent be kell állítani. | |
| © Oli2 | 2006. ápr. 12. 06:33 | Válasz | #856 |
|
Ok, de hova kell/lehet kötni a
végállásokat? (fel kell forrasztani a vezérlő LPT portjának valamelyik
lábaira??) Köszi | |
| © endret | 2006. ápr. 11. 22:59 | Válasz | #855 |
|
Hogy melyik pin? azt te állítod be
tetszőlegesen valamelyik bemenetre!
| |
| © Oli2 | 2006. ápr. 11. 22:13 | Válasz | #854 |
|
Nekem mind1, lehet ref. is, csak az a
lényeg, hogy ne kelljen manuálisan lenulláznom a nullpontnál a gépet. A
bemeneteknél megadható? melyik pin?
| |
| © endret | 2006. ápr. 11. 21:29 | Válasz | #853 |
|
Most végállásra vagy referenciára gondolsz?
Amúgy simán megadható a bemeneteknél hogy melyiket akarod használni (HOME,++,--)! De mondjuk egy refi kapcsoló éppenséggel lehet a megfelelő irányú végálláskapcsoló is! | |
| © Oli2 | 2006. ápr. 11. 20:38 | Válasz | #852 |
|
Üdv mindenkinek! Visszaolvastam a fórumban, de nem találtam rá választ: Hogyan lehetne elérni, hogy a PC is érzékelje a végálláskapcsolókat? (ne csak a vezérlő) - Így minden bekapcsolásnál meg lehetne mondani neki, hogy derítse fel a gép 0 pontját. - (magyarul: hogyan kell rákötni a kapcsolókat a pc-re ;)) Előre is köszi, Üdv, Oli | |
| © Fehér Viktor | 2006. ápr. 05. 18:35 | Válasz | #851 |
|
Hali. Ezzel a problémával már én is találkoztam. Nálam a motor kuplung volt a bűnös. Amíg a motor már steppelt, a tengej meg ált, késett. | |
| 2006. ápr. 05. 07:44 | Válasz | #849 | |
|
A tollad szára még mindig hajlik! Nézd meg
irányváltások alkalmábol mennyire (nem) hűen követi a mozgást! Teljesen
merevvé kell tenni a tesztekhez! Én a teszt tollamat egy 8mm-es saváló fém
csőbe építettem be, esztergált patron a vége és egy pax betét van benne
rugózással (oldal irányba teljesen merev)! | |
| 2006. ápr. 04. 21:07 | Válasz | #848 | |
|
Megcsináltam a tollat teljesen
kotyanásmentes,csináltam 6mm átmérőjű köröket de átlosan aránytalanak
látszik mintha sarkot akarna csinálni,nagyobb körnél már kevésbé látszodik
de ottis észrevehető.Ez minek a hibája? 
| |
| 2006. ápr. 04. 12:56 | Válasz | #847 | |
|
Oldal irányba ne tudjon mozogni, hajolni,
csak le-fel rugózzon! | |
| 2006. ápr. 04. 12:47 | Válasz | #846 | |
|
Kiprobálom valami jó tollal. Köszi! | |
| 2006. ápr. 04. 12:45 | Válasz | #845 | |
|
Szinte biztos!
| |
| 2006. ápr. 04. 12:44 | Válasz | #844 | |
|
Ebben igazadvan kicsit lóg akkor ez a hiba?
| |
| 2006. ápr. 04. 12:43 | Válasz | #843 | |
|
Akárhol csinálom ugyanolyan a mechanika
nemszorul sehol. | |
| 2006. ápr. 04. 12:43 | Válasz | #842 | |
|
Vagy még valami (és ez lesz a gyanus) a tol
amivel rajzolsz nem kotyog, hajlik a szára (rugalmas) vagy kólózik a betét
benne??!! | |
| 2006. ápr. 04. 12:43 | Válasz | #841 | |
|
Beálitottam a soft limitet és a Approach
safety pedig 1-re mindegyik tengelynél most a felső része jó a körnek de
az also mardt olyan mint volt de az vizszintes. | |
| 2006. ápr. 04. 12:42 | Válasz | #840 | |
|
A mechanika nem szorul meg a két széle
felé? | |
| 2006. ápr. 04. 12:34 | Válasz | #839 | |
|
A kört abol a tesztből szedtem ki ami itt
fentvan a lapon a tesztuj néven ,ami egy négyzet és abban van a kör.De
csináltam autcad-al is köröket és ugyanez a hiba. | |
| 2006. ápr. 04. 12:27 | Válasz | #838 | |
|
Szerintem szoftveres beállítás (soft
limit?) lehet, mert a kör záródik (ha mechanikusan megszorulna a körnek
nem kéne záródnia). Bár a felső vízszintes szakasz mintha nem lenne
teljesen vízszintes! A képernyőn a látott G-kód szabályos?
| |
| 2006. ápr. 04. 12:21 | Válasz | #837 | |
|
Bocsi de kicsit nagyra sikeredett  Ha választkapok akkor az iletékes kérem törölje a nagy terjedelme miatt de ha nem zavaro akkor maradhat. | |
| 2006. ápr. 04. 12:18 | Válasz | #836 | |
|
Sziasztok a Mach2-vel használom a gépem és
msot probálgattam köröket rajzolni,de a kör nemteljessen tökéletes mint a
képen is látszik az alja és a teteje lapos.Valamilyen beálitás hiba lehet
ez?Vagy mi? 
| |
| 2006. márc. 15. 16:17 | Válasz | #835 | |
|
Nézd át alaposan a Mac support site-ot! Ott
van link az említett OEM kodokra (leírás)! | |
| © Nagy Zé | 2006. márc. 15. 14:43 | Válasz | #834 |
|
Sziasztok Lenne egy kérdésem létezik e a Mach2screen felület szerkesztőben alkalmazott menü ill. funkció gombokban alkalmazott OemCode-ok ról valami gyüjtö leírás. Mer ugyant elég sokat be azonosítottam már, de vannak még feltáratlan OemCodok . Ha Valaki tud infót megköszönném. Nagy Zé 
| |
| 2006. márc. 14. 06:42 | Válasz | #833 | |
|
Invertáltasd a hozzá tartozó bemenetet (az
aktív szintje 0 legyen)! | |
| © MakraZ | 2006. márc. 13. 21:29 | Válasz | #832 |
|
Sziasztok! Rég nem foglalkoztam a mach2 beállításokkal, hamar bele is buktam egy hibába. A képernyő vészstop mindig aktív, nem tudom kikapcsolni! Ha visszamásolom az eredeti beállítások XML fájlt, akkor természetesen ok. Van valakinek ötlete, milyen beállítást rontottam el? 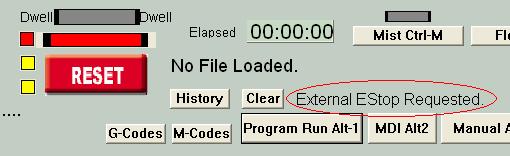 A "rossz" beállítások is itt vannak XLM formátumban, ha valaki mach2-ben kíváncsi a hibára! Mahc beállítások Üdv : Zoli | |
| © Hunka Tibor | 2006. márc. 06. 19:13 | Válasz | #831 |
|
Tramp Ha komojan érdekel a dolog megoldhato a progi. Tibor | |
| 2006. márc. 06. 18:42 | Válasz | #830 | |
|
Akkor ez nemis olyan egyszerü  | |
| © Hunka Tibor | 2006. márc. 06. 18:31 | Válasz | #829 |
|
Szia tramp Nekem az a tapasztalatom , hogy amit te szeretnél azt csak ugynevezett CAM programok tudják. Tibor | |
| 2006. márc. 04. 14:00 | Válasz | #828 | |
|
Még egy kérdés hogy lehet aszt beálitani
hogy pl.van egy szöveg és anak a közepétöl indül uresjáratban a betü
kezdetéhez és ott kezd el marni,de aszt szeretném hogy a betünél kezdje a
marást.Hol kell megadni hogy egyből elkezdjen marni ahol én szeretném.
| |
| 2006. márc. 04. 13:48 | Válasz | #827 | |
|
Pedig aszt bemásoltam de
valmiértnemmükxik  De igy hogy átálitottam igy meg jó. | |
| 2006. márc. 04. 13:40 | Válasz | #826 | |
|
Ja, igen! Erre van a weblapon egy .reg file
is! Ugyan ezt teszi! | |
| 2006. márc. 04. 13:00 | Válasz | #825 | |
|
Sikerült!!! Köszönöma tippet erre az életben nemjőttem volna rá! | |
| © D.Laci | 2006. márc. 04. 12:19 | Válasz | #824 |
|
A vezérlőpult/területi éás nyelvi
beálitásoknál állisd át a tizedes jelet "." -ra mert valószinü a ","
karaktert lista elválaszó nak tekinti igy nem valós kordinátának
tekinti!!! Ha nem ez a baj bocsi! | |
| 2006. márc. 04. 11:04 | Válasz | #823 | |
|
Akár mit álitok smmi egy z betüt irtam és
eszt a g kodot csinálta de semmi a gép ál vagy ha nem akkor húz egy
egyenes vonalat vagy a z tengely mozog. G00 G49 G40 G17 G80 G50 G90 G21 M03 S10000 G00 Z10 G00 G90 X24,736Y0 F60 G00 Z10 G00 X30,8508 Y2,2812 G00 Z0,8 G02 X30,2377 Y0,757 I28,6212 J2,2922 G02 X28,7068 Y0 I28,441 J2,463 G02 X27,0151 Y0,0536 I28,0523 J6,066 G02 X25,3066 Y1,3131 I27,4178 J2,3876 G02 X25,3434 Y6,1 I29,9367 J3,6701 G02 X26,6934 Y7,2523 I27,4702 J4,976 G02 X29,0516 Y7,2523 I27,8725 J3,7963 G02 X29,9326 Y6,7498 I28,1824 J4,7053 G02 X30,7265 Y5,1217 I28,4525 J5,0208 G01 X29,6009 Y5,1217 G03 X29,3664 Y5,7481 I28,418 J5,0367 G03 X28,5188 Y6,3443 I28,0233 J4,7401 G03 X27,1487 Y6,3342 I27,8496 J4,1773 G03 X26,3715 Y5,8082 I27,6718 J4,7242 G03 X25,936 Y4,7329 I27,8307 J4,5922 G03 X25,9426 Y2,6962 I38,9973 J3,7579 G03 X26,4618 Y1,5271 I27,8714 J2,8522 G03 X27,3595 Y0,9944 I27,8348 J2,8181 G03 X28,6592 Y0,9508 I28,1061 J3,8594 G03 X29,3526 Y1,3125 I28,4063 J2,2808 G03 X29,6474 Y2,2772 I28,6176 J2,0635 G01 X30,8533 Y2,2772 G00 Z10 G00 X32,4873 Y0 M30 (end of file ) | |
| 2006. márc. 04. 10:53 | Válasz | #822 | |
|
Próbáld 0°-os forgatással és az Xo=0-val,
valamint tesztelj más karakter típust is. | |
| 2006. márc. 04. 08:18 | Válasz | #821 | |
|
Igy vannak a beálitások de semmi eredmény,
hol rontom el? 
| |
| 2006. márc. 04. 07:40 | Válasz | #820 | |
|
Nézd át a szöveg wizard beállításait!
Valami 0-án van! | |
| 2006. márc. 03. 21:03 | Válasz | #819 | |
|
Sikerült megoldanom a problámát mostár
nemdöl sehová a négyzet 
Pulse Width=1 uS és Direction PreChange=0 ezekel kellet játszani és megjavult. De akadt még más gondomis, ha szöveget akarok irni a Mach-al hiába menti le gravir.tap néven a g-kodot betölti de csak a z tengely megy fel és le a többi semmit nemcsinál mi lehet a baj? A szövegse jelenik meg!
| |
| © Motoros | 2006. márc. 03. 16:23 | Válasz | #818 |
|
Szóval folytatva: Ha az egyik irányban (x)
az elmozdulás nagy, míg a másikba (y) viszonylag pici és mindezt a
leléptetést egyszerre egy időbe kell megtenni akkor baj van. Valamiért úgy gondolom ez nehéz feladat, de nem tudtam eldönteni hogy a szoftver, a vezérlő, vagy a motor nem tud ezzel megbirkózni. Szoftver, majd vezérlő csere után a hiba maradt a régi.Nem maradt már csak a motor pedig erre gyanakodtam a legkevésbé. Ja azt nem mondtam hogy mindig annál a tengelynél volt a baj amelyik a rövidet lépte. Na a lényeg: kicserélve a motort (ami egy öreg bontott névtelen típus volt) egy fiatalabb Vextára a hiba megszűnt. Ajánlom annak akinek van kedve tesztelje le ezt az esetet, hátha egy ritkán előjövő sunyi hibát lehetne kiszúrni. | |
| © Motoros | 2006. márc. 03. 07:14 | Válasz | #817 |
|
Sziasztok! Rengeteget szívtam Én is ezzel a lépésvesztés ill. elcsúszás dologgal ezért a két esetemet leírom hátha tanulságos. 1. Z tengely elment munka közben: itt könnyű volt a dolgom mármint a hibakeresés ui. az eset közvetlenül a marómotor csere után következett be. Előzőleg egy 3fázisú generátoros motor volt fent és soha semmi gond. Mikor kicseréltem egy szénkefés 220 as dremelre attól kezdve Z elszált. A 220as vezetéken ingázó impulzusok meghülyítették a léptető moci kábelen keresztül a gépet(gondolom én) A két kábelt egymásttól távolrakva a hiba megszűnt. 2. Lépésvesztés esete forgott fent, méghozzá G0 azaz gyorsjárat üzemben. Csökkentettem a setupban a sebességet de a hiba nem szünt meg, ill csak nevetséges lassúságnál volt jó, úgy éreztem a gond nem itt van. Ha derékszögű koordináta mentén volt a mozgás akkor minden OK tehát pl: x0 y0 G00 x100 G00 y3 akkor nincs lépésvesztés de ha ugyanoda úgy megyek hogy x0 y0 G00 x100 y3 akkor már baj van.Ezt a motorhangon is lehetett hallani --rángatózás recsegés--lépésvesztés. Ez csak a fenti példához hasonló esetben történt meg amikor nagy x elmozdulásra kis y mozgást kell képni egyidőben. Ilyen egyébként bármikor előfordulhat két marás közötti átállásnál. Na megyek melózni majd folytatom | |
| © Motoros | 2006. márc. 03. 07:14 | Válasz | #817 |
|
Sziasztok! Rengeteget szívtam Én is ezzel a lépésvesztés ill. elcsúszás dologgal ezért a két esetemet leírom hátha tanulságos. 1. Z tengely elment munka közben: itt könnyű volt a dolgom mármint a hibakeresés ui. az eset közvetlenül a marómotor csere után következett be. Előzőleg egy 3fázisú generátoros motor volt fent és soha semmi gond. Mikor kicseréltem egy szénkefés 220 as dremelre attól kezdve Z elszált. A 220as vezetéken ingázó impulzusok meghülyítették a léptető moci kábelen keresztül a gépet(gondolom én) A két kábelt egymásttól távolrakva a hiba megszűnt. 2. Lépésvesztés esete forgott fent, méghozzá G0 azaz gyorsjárat üzemben. Csökkentettem a setupban a sebességet de a hiba nem szünt meg, ill csak nevetséges lassúságnál volt jó, úgy éreztem a gond nem itt van. Ha derékszögű koordináta mentén volt a mozgás akkor minden OK tehát pl: x0 y0 G00 x100 G00 y3 akkor nincs lépésvesztés de ha ugyanoda úgy megyek hogy x0 y0 G00 x100 y3 akkor már baj van.Ezt a motorhangon is lehetett hallani --rángatózás recsegés--lépésvesztés. Ez csak a fenti példához hasonló esetben történt meg amikor nagy x elmozdulásra kis y mozgást kell képni egyidőben. Ilyen egyébként bármikor előfordulhat két marás közötti átállásnál. Na megyek melózni majd folytatom | |
| © Amatőr | 2006. márc. 02. 20:28 | Válasz | #816 |
|
Hello Tramp! Igen, volt ilyen probléma: a sok irányváltást kívánó munkánál jött elő, vagy az ábra dőlt vagy a Z tengely "mászott el". A Firmware frissítés óta nem tapasztaltam ilyet, pedig mostanában azzal kísérletezek hogy képet marjak fába és itt van irányváltás bőségesen. Mielőtt a pic-re gyanakodnál csinálj néhány tesztet, pl. írhatsz egyszerű programot g-kódban az X tengelyre hogy mozduljon 5mm-t majd vissza és ezt ismételje meg jónéhányszor. Ha látszik az eltérés a kiindulási és a sokadik mozgás utáni pozíciók között akkor még mindig lehet finomítani a motorbeállításokon. Ha csak 3D mozgásnál jön elő a probléma akkor lehet hogy csak gyenge a táp. Üdv! | |
| 2006. márc. 02. 18:51 | Válasz | #815 | |
|
Szia Amatőr! Olyan problémam van mint neked multkor hogy a Mach2-vel ha kiakarok marni egy négyzetet akkor elszuszik:( Neked hogy sikerült eszt megoldanod? Talán a pic a hibás? | |
| © Amatőr | 2006. feb. 27. 12:00 | Válasz | #814 |
|
OK! A 3. fejezet két példányban van
meg.  | |
| 2006. feb. 26. 19:00 | Válasz | #813 | |
|
Természetes, amint készen vannak!
| |
| © Lakatos | 2006. feb. 26. 18:48 | Válasz | #812 |
|
A többit is megkapjuk később?
| |
| 2006. feb. 26. 16:05 | Válasz | #811 | |
|
3. 5. 10. fejezet komplett. Nincs több.
| |
| © Amatőr | 2006. feb. 26. 14:03 | Válasz | #810 |
|
Eddig hány file készült el? Nálam 4 részlet
van, lehet hogy elveszítettem néhányat?
| |
| 2006. feb. 26. 08:22 | Válasz | #809 | |
|
Az is ment! | |
| © Kristály Árpád | 2006. feb. 25. 22:35 | Válasz | #808 |
|
Hallihó! Van erre spéci progi melyel akár doc. fájlba is vissza lehet állítani. Utána szerkeszhető. Útánanézek és küldöm az infot. Az Acrobat professzionál alkalmas, de nagyon drága! Üdv.: Árpád | |
| © Lakatos | 2006. feb. 25. 19:57 | Válasz | #807 |
|
Köszi! Hogyan lehet az eredeti PDF-et módosítani?Nem enged semmi szerkesztői műveletet. | |
| 2006. feb. 25. 19:41 | Válasz | #806 | |
|
Ment! | |
| © Lakatos | 2006. feb. 25. 19:34 | Válasz | #805 |
|
A .doc is jó.A szöveg mellé szeretném
beilleszteni a képeket a jobb érthetőség miatt. | |
| 2006. feb. 25. 19:15 | Válasz | #804 | |
|
.doc megfelel? A pdf is össze rakható!
| |
| © Lakatos | 2006. feb. 25. 18:05 | Válasz | #803 |
|
Sziasztok! Megkaptam az utolsó fejezetet a fordításból és szeretném össze szerkeszteni.Tudna valaki segíteni egy szerkeszthető változattal. Előre is köszi. | |
| © psychobilly | 2006. feb. 25. 14:22 | Válasz | #802 |
|
Egy 1,8 fokos léptetőmotornál microstepben
1800 step/mm, de mach3-al eddig nem volt semmi probléma csak a 2-vel.
| |
| © Bicska | 2006. feb. 25. 10:00 | Válasz | #801 |
|
Köszönöm! | |
| © giorgiocnc | 2006. feb. 25. 03:44 | Válasz | #800 |
|
Psychobilly! Milyen lépésszámod van egy
mm-re? Mert nekem van egy szervomotorom, ami 1600 step jelre megy 1 mm-et,
is bizony neha nekem is beszaggat Mach2-vel, ha magas előtolással megy a
gép és pl másik programot is elinditok, egyszeruen nem eleg gyors a PC-m
szerintem, pedig P4-es. A kernel speed is maximumra van allitva a
Mach-ban. Azon gondolkodtam, hogy esetleg áttétellel csükkenthetném a
felbontást, vagy szerelek rá egy kisebb felbontású encodert, mondjuk ez
léptetőmotornál nem opció. A Hobbycnc vezérlővel meg nem tapasztaltam
ilyesmit. Üdv: Giorgiocnc | |
| © psychobilly | 2006. feb. 24. 21:58 | Válasz | #799 |
|
Szevasztok! Elértem a Mach2 határait!!! A motor még pörögne gyorsabban viszont a gépem inkább lefagy. A Mach3-ban már sikerült kiküszöbölniük ezt a problémát a srácoknak, abban már nem fagy le viszont itt sem tudok gyorsabban menni. Hogy ilyen sebességgel milyen pontos a gép azt még nem tudom de holnap biztos ez lesz az első amit kipróbálok... Üdv.: Psychobilly | |
| 2006. feb. 24. 19:19 | Válasz | #798 | |
|
Ment! | |
| © Bicska | 2006. feb. 24. 18:57 | Válasz | #797 |
|
Sziasztok! Most, (hogy István elküldte az mach2 10. fejezetének a fordítását), jöttem rá, hogy a winyóm múltkori meghalása után elvesztek a meglévő fejezeteim. Valaki lenne oly szíves és elküldené nekem mailben? Előre is kösz, üdv: Bicska | |
| © Riboga | 2006. feb. 21. 21:31 | Válasz | #796 |
|
Nekem keygrabber nélkül is elindul, de
szigorúan csak azon az ablakon, ahol a mozgatást mutatja 2 vagy 3. ablak.
Sajnos így max 2 tengelyt tudtam megmozgatni és a gombokat pedig sehogy
nem vette be. Próbáld ki a grabbert, ott van a Mach könyvtárban. Most
minden fontosabb funkciót rá tudtam tenni a játékvezérlőre és a grabberből
indítható a Mach. | |
| 2006. feb. 19. 20:37 | Válasz | #795 | |
|
Te mivel használod játékvezérlővel?
| |
| © Riboga | 2006. feb. 19. 20:28 | Válasz | #794 |
|
Én a KeyGrabber-en keresztűl használom.
| |
| 2006. feb. 19. 20:13 | Válasz | #793 | |
|
Hát a Mach 2 leirásban nemtalálom akkor hol
keressem?
| |
| 2006. feb. 19. 18:06 | Válasz | #792 | |
|
Hát talán a bal oldali menüket is érdemes
lenne megnézegetni! 
| |
| 2006. feb. 19. 13:28 | Válasz | #791 | |
|
Vanegykis problémám a joy vezérléssel
mégpedig asz hogy feltelepitem a vezérlőt és megsem mozdul egyik tengely
sem.Valhol bekell álitani a portot vagy valamit? Elolvastam a topikot de nemtaláltam rá választ. | |
| © nyunyi | 2006. feb. 13. 17:34 | Válasz | #790 |
|
ok! nagyon köszönöm a segítséget! | |
| © endret | 2006. feb. 13. 17:22 | Válasz | #789 |
|
igen azt kell megváltoztatni
szerintem ne babráld meg ha átálítod akkor fölösleges | |
| © nyunyi | 2006. feb. 13. 17:19 | Válasz | #788 |
|
velocity-n kellállítani!ugye?
| |
| © nyunyi | 2006. feb. 13. 17:13 | Válasz | #787 |
|
arra gondoltam hogy nagyobbra állitpm az
előtolást és miután betöltődött a g-code utánna jobb oldalon százalékosan
lejebb veszem!így minden előtolási érték csökken!
| |
| © endret | 2006. feb. 13. 16:56 | Válasz | #786 |
|
config/motor tuning amúgy nem mindíg tartja az itt beállított értéket mert ha pl kell interpolálni akkor változhat(ugrálhat) az előtolás értéke! De nagyából tartja ;) | |
| © nyunyi | 2006. feb. 13. 15:56 | Válasz | #785 |
|
nem lehet !hiába irom be g0 elé mindig
maxxal megy! 630unit/perc!és globális sebességethol tudom állítani?pl
nullára futásnális maxxal megy! | |
| © endret | 2006. feb. 13. 15:25 | Válasz | #784 |
|
igen a G0 az ugynevezett helyzetbeállás
gyorsmenettel! Tudomásom szerint nem lehet állítani a sebességet az F
kódókkal csak G01-ét! De nézd meg! Ha egy helyre beírod hogy F100 akkor öröklődik, és a többi sorra is ez az előtolás él(G01)! Elején beállítod és a program végéig az lesz! Ha meg G0r-ra vonatkozó sebességet akarod állítani akkor állítsd a globális sebességet tengelyenként! | |
| © nyunyi | 2006. feb. 13. 09:32 | Válasz | #783 |
|
azt nem tom mi az a g0 kod.ja a g0 kód
mikor oda megy a marás kezdetéhez pl.?akkor ezt csak ugy tudom kisebbre
venni ha a motor maxfordulatát veszem kisebbre?irjam be a g-codba
mindenhova hogy: F100? | |
| © endret | 2006. feb. 12. 21:19 | Válasz | #782 |
|
Átállás alatt a 'G0' kód alatt használt
sebességet érted? MErt akkor szerintem a motornak beállított sebesség maximumával megy, tegelyeknek megfelelően! G01 pedig a beálított értékkel! pl.:"G01 X10 Y23 F1000" (1m/perc az előtolás) | |
| © endret | 2006. feb. 12. 21:16 | Válasz | #781 |
|
elsőnek nézd meg a Diagnosztikai fülön hogy
egyáltalán bejön-e a jel! Kézzel nyomogatod a refiket és pislognak a sárga
ledek a képernyőn! Az hogy most magas/alacsony logikával dolgozól az attól függ hogy van(nak) bekötve! Ennek megfelelően be lehet állítani! Probáld meg a Diagnosztika fülön egyesével elküldeni referenciára! | |
| © nyunyi | 2006. feb. 12. 13:01 | Válasz | #780 |
|
nem a z tengely a baj hanem a többi4mert
szerintem nem jok a menetes szárak mert amikor gyorsan megy akkor megakad!
kézi mozgatás 30%,de átállásnál marás közben 600unit/sec!
| |
| © vers | 2006. feb. 12. 11:28 | Válasz | #779 |
|
a jog(kézi) sebességgel megy olyankor,
vagyis lehet állitani hány százalékával de a z tengely lefelé befurási sebességgel mozog | |
| © nyunyi | 2006. feb. 12. 11:01 | Válasz | #778 |
 légyszi mert légyszi mert  be be
 magam!fontos lenne! magam!fontos lenne!
| |
| © nyunyi | 2006. feb. 11. 14:09 | Válasz | #777 |
|
azt megtudom adni hogy 1 munkán belül 2
hasznos marás közötti átállásnál(mikor felemelkedik a z tengely és átmozog
egy másik helyre) ne 600 legyen az előtolás? köszi
| |
| © nyunyi | 2006. feb. 10. 16:25 | Válasz | #776 |
|
szerintem csak egy rétegre!
| |
| © vers | 2006. feb. 09. 23:35 | Válasz | #775 |
|
remélem valaki tud segiteni nekem , nagy
nehezen sikerült összehozni a vezérlést a mach2-vel de a referencia pozicio nem nagyon akar összejönni, a verérlésemhez ilyen leirás van : " Referencia kapcsoló X: 15pin Referencia kapcsoló Y: 13pin Referencia kapcsoló Z: 12pin A referencia kapcsolók input jeleit TTL jelként fogadja a vezérlő kártya galvanikus leválasztás nélkül. Azok aktiv állapota installálható szoftverből (Lo - Hi).Amennyiben a hajtás egység erről nem gomdoskodik azok Hi állapotát egy 27K ellenálláson fel kell huzni 5V TTL szintre. " amikor kiadom a home parancsot kicsit odébb mozdul mindegyik tengely de nem megy végig a kapcsoloig, hiába állitom át a configban a ref kapcsolok jelszintjét valaki tud magyarázatot adni erre a problémára ? | |
| © endret | 2006. feb. 09. 10:22 | Válasz | #774 |
|
de most nem több rétegre dolgozól ha meg igen és csak 1 réteg jelenik meg próbáld kiexportálni a CADből másfajta verzióval (R12, R14) | |
| © nyunyi | 2006. feb. 08. 19:43 | Válasz | #773 |
|
importálás után nekem csak egy réteg van!
| |
| © endret | 2006. feb. 08. 19:41 | Válasz | #772 |
|
amikor beimportálod a MACH-ba a DXF-et
akkor a LAYER CONTROL/CUTTING ORDER itt beállíthatod a rétegek vágási sorrendjét! sőt még ha az Optmise be van kapcsolva akkor a kör kivágása után a négyzet legközelebbi pontjához megy szegmensváltáskor és onnan kezdi a négyzetet (rövidebb megmunkálási idő) | |
| © nyunyi | 2006. feb. 08. 19:14 | Válasz | #771 |
|
hogy tudom rétegekre bontani
convertálásnál? | |
| 2006. feb. 08. 16:26 | Válasz | #770 | |
|
nyunyi! Ha van Coreled, (ebben a meglevo dxf et is megnyihatod), az objektumok sorrenjen konnyeden valtoztathatsz, az ``arange (rendezes)`` funcioval elore, hatra, a rajzot hpgl ben kimentve a rajzolas sorrendjeben marozik. | |
| © nyunyi | 2006. feb. 08. 15:32 | Válasz | #769 |
|
nekemis ez jutott eszembe hogy külön külön
megcsinálom a szerszámpályát ésegyfáljba másolom!csak nem tudom honnan
kezdve másoljam be!ha megakadok akkor szólok! köszi a segitséget | |
| © D.Laci | 2006. feb. 08. 14:27 | Válasz | #768 |
|
Ha dxf-es rajzot készited elöbb a kört
rajzold meg aztán a négyszöget! Mert általában a megrajzolás sorendjében
késszit a szerszámpályát! Vagy külön rajrold meg a kört és a négyszöget ,
külön megcsinálod a szerszám pályákat és egy fájlba, egymásután másolod
öket a megfelelö sorendben!!! | |
| © nyunyi | 2006. feb. 08. 13:29 | Válasz | #767 |
|
dxf ből convertálom, hogy tudom külön
layerre rakni? | |
| 2006. feb. 08. 12:40 | Válasz | #766 | |
|
Ha mondjuk dxf-ből csinálod a G kódot,
akkor tedd más más layer-re a kört meg a négyzete! Így esetleg fel kell
majd cserélned a layereket, hogy jó legyen a sorrend. Kcam-ban pl.
beállítható a layar szerinti sorrendbe állítás.
| |
| © Motoros | 2006. feb. 08. 12:31 | Válasz | #765 |
|
Mivel a G kódot felülről lefele egymásután
hajtja végre, ezért előszőr a körnek kell szerepelni, utána a négyzetnek,
ha ez nem így van akkor egy szövegszerkesztővel át kell szerkeszteni. Hogy
felismerd hogy pl mikor tart a körnél ezért lépésenként menj a G kódban és
a "Z" tegelyt felemelve --üresben-- ( vagy a maró helyére ceruzát rakva)
sasold hogy hol tart és ennek megfelelően hajtsd végre a cserét. Ha sok
körről négyzetről van szó akkor ez elég melós. Legjobb ha az egész G kódos programot kézzel írod, akkor a sorrendel nem érhet meglepetés. | |
| © D.Laci | 2006. feb. 08. 12:16 | Válasz | #764 |
|
A szerszám pályát ugy generáld hogy a kört
vágja ki elöször! Vagy a meglévö szerszámpályában cseréldd fel a kör
kivégására szolgáló sorokat a négyzet gravirozására szolgáló sorokal!
| |
| © nyunyi | 2006. feb. 08. 11:32 | Válasz | #763 |
|
pl. van egy négyzetem aminek a közepében
van egy kör egy furat!ezt nem gravirozni hanem kivágni
szeretném!convertálásnál először a nyégyzetet gravirozza (vágja) ki, és
ezután már nem tud kört csinálni bele, mert elmozdul!leragasztani meg nem
lehet! | |
| © endret | 2006. feb. 07. 23:40 | Válasz | #762 |
|
pontosan mit akarsz megváltoztatni?
Több darabból(objektumból) áll a kész NC file? | |
| © nyunyi | 2006. feb. 07. 21:04 | Válasz | #761 |
|
jo estét!az lenne a kérdésem megtudom
változtatni a marás sorrendjét?hogy ne a szélénél kezdjen? köszi | |
| © Amatőr | 2006. feb. 06. 17:54 | Válasz | #760 |
|
OK, Egyéb mappa: Amator.zip, próbáljátok
ki! (Gyakran olvasom a fórumot, úgy látszik ez kimaradt...  ) ) Üdv és kösz ! | |
| © Rinaldo | 2006. feb. 06. 17:41 | Válasz | #759 |
|
Amatőr, Olvasd el a Fórum használat és Fórum híreiben a #5 Hcnc sorait.Ha nem ok, akkor kűld el kirakom. | |
| © Amatőr | 2006. feb. 06. 16:21 | Válasz | #758 |
|
Elküldtem. Feltenném a File tárba is, hátha
mást is érdekel, csak nincs loginom, István meg nem elérhető. Kinek van még moderátori joga? Tud valaki adni egy jelszót? | |
| © Bertalan | 2006. feb. 05. 22:00 | Válasz | #757 |
|
Igen!! | |
| © Amatőr | 2006. feb. 05. 21:40 | Válasz | #756 |
|
Üdv! Van valakinek kedve folytatni? Lehetne még csiszolgatni, törölni meg sajnálnám: 
| |
| © RogerCo | 2006. jan. 28. 19:21 | Válasz | #755 |
|
Helló, Arra jutottam, hogy uninstalláltam az egész Mach2-t letöltöttem a r6.11P-t feltettem és ugyan az :( ekkor a specdriver.bat megoldotta a problémámat. Már kétszer egymásutánban lenyomott a levegöven egy-egy másfélórás 3d-s marást. Ennek nagyon örülök ám :) Roger | |
| © bélabá | 2006. jan. 27. 13:07 | Válasz | #754 |
|
Köszönöm, így már értem...
| |
| © RogerCo | 2006. jan. 27. 12:06 | Válasz | #753 |
|
Köszike, megnézem... Azt tudom, hogy Mach2-t R6.11-et használok. Este ha hazamegyek melesem a BIOSt. Roger | |
| 2006. jan. 27. 11:34 | Válasz | #752 | |
|
Végig kéne nézni a BIOS beállításokat
(főleg ami az LPT portra vonatkozik), ne legyen DMA-s módu LPT kezelés
beállítva 8azt nem csípi a Mach)! Valamint nem ártana BIOS-t is frissíteni
(esetleg Mach-ot is). Valamint vannak ötletek a Mach support site-on is
(optimalizációk)! | |
| © RogerCo | 2006. jan. 27. 10:35 | Válasz | #751 |
|
Oké, köszike. Ennek (nem) örülök, hogy
egyedi a problémám... Próbáltam már Win2k és XP alatt is, ugyan az a szitu :( Ez egy PII 300 256 Mb RAM 64Mb video stb... Maga a gép, vagy a program nem fagy le, csak nem számolja tovább a lépéseket, és nem is léptet... :( Ti milyen masinát használtok erre a célra? Roger | |
| 2006. jan. 27. 10:32 | Válasz | #750 | |
|
Igen, kijelölése estén az aktívnak
tekintett jelszint 0, ellentétben a normál 1 helyet! Gyakorlatilag
megfordítja (invertálja) a logikai szinteket. Alapesetben esemény (léptetés, előre irány, végállás megnyomva) akkor történik mikor a jelszint 0-ról 1-re vált. Active low bejelölése esetén ez megfordul. | |
| © bélabá | 2006. jan. 27. 10:12 | Válasz | #749 |
|
Hali! Valaki el tudná mesélni, mit csinál az active low pipa? Köszke! | |
| 2006. jan. 27. 09:29 | Válasz | #748 | |
|
Vagy hardver, vagy szoftverkörnyezet
problémálya lehet, senki nem panaszkodot még ilyesmire.
| |
| 2006. jan. 27. 09:28 | Válasz | #747 | |
|
A C11 jó. Olvasd el a Mach2 leírást itt a
weblapon (benne a curves is)! A moto használat közben kb. 60°C-ig felmehet (a kezedet már el kell venni róla olyan meleg), de feljebb azért ne engedd! | |
| © RogerCo | 2006. jan. 27. 09:07 | Válasz | #746 |
|
Sziasztok ! Nem tudom valaki emlékszik-e még rám:) Ujra elövettem a gépemet, és még müködik :)) De lenne egy aprócska problémám, amivel 1xüen nem tudok mit kezdeni: Mért csinálja velem a Mach2 hogy ha dolgozik, akkor véletlen szerü idö után egyszerüen megáll, és nem léptet tovább. A program fut, nem panaszkodik, ilyenkor hiába nyomom meg a resetet, vagy bármit. Nem segit. csak az, ha bezárom, és ujra elinditom. Ezt akkor is képes produkálni, ha leinditom a progit, és egy biz. idö kb 20-30 perc után megpróbálom megmozgatni vele a tengelyeket. Egyszerüen nem számol... nem megy. A képernyö kimélö kikapcsolva, semmi nem indokolja ezt... Valakinek van hasonló tapasztalata? Mert bosszantó. Tegnap éjjel is csináltam volna egy 3D-s marást. 25.000 Sor, és kb a 3/4-énél lepukkant :(( Köszi: Roger | |
| © nyunyi | 2006. jan. 26. 17:31 | Válasz | #745 |
|
coreldraw 11!namost fogalmam sincs mi az a
curvess!én műanyagbol szeretnék kivágni formákat!ékszer alkatrészeket sima
műanyag lapbol!most kezdem az ismerkedést aaz egésszel, viszont az idő meg
szorít!nekem az volna a jo ha a jövőhéten már tudnék vágni!corelba
megtudom rajzoltattni, de pl azt se tudom hogy tudom neki megmondani
melyik oldalrol vágja(marja) ki a formát! a motor (z tengely)alaphelyzetben milyen meleg lehet? köszönöm a türelmet! | |
| 2006. jan. 26. 17:21 | Válasz | #744 | |
|
Corel draw verzió? Át alakítottad curvessé?
| |
| © nyunyi | 2006. jan. 26. 16:45 | Válasz | #743 |
|
segitséget szeretnék! csináltam egy egyszerü dxf filét corelba!csak egy szót tartalmaz!átszerttem volna alakitani g coddá ugy ahogy itt az oldalon levan irva!és nem csinálja meg csak egy vonal lesz semmi más!a layer controlnál beállitottam mindent! | |
| 2006. jan. 20. 03:58 | Válasz | #742 | |
|
Lehet a win registry-t pakolta tele
mindenfélével a sok telepítés. Sima manuális deletézés azt nem pucolja ki.
| |
| 2006. jan. 20. 03:47 | Válasz | #741 | |
|
Lehet akár smd beültetőgép is 6
tengelyen... De a pnp fájlt átvegye + tárléptetést + az alkatrészforgatást
megoldani úgy hogy g-kód input legyen a Mach számára... Nem kis munka
szerintem. | |
| © berti cnc | 2006. jan. 19. 23:01 | Válasz | #740 |
|
Én jártam így , a sok próbálkozástól
megbolondult a Mach2. Hiába töröltem a Mach2-t és ujra telepitettem(pedig
a megmaradt file-kat is töröltem)Ujra kellett telepitenem az OP-rendszert.
És most jó. | |
| © hajnoczi | 2006. jan. 19. 14:05 | Válasz | #739 |
|
Sziasztok! Elég sokat olvasom a fórumot, és lehet, hogy nyitott kapukat döngetek. Az én értelmezésem szerint a Mac2 6 tengelyt tud hajtani. A kérdés: lehet-e 6 tengelyes gépet építeni, ahol mind a 6 tengely külön dolgot csinál. Smd beültető géphez. | |
| 2006. jan. 06. 20:11 | Válasz | #738 | |
|
Szia Geza! En rendszeresen rajzolok 2000Acad-ban es hasznalom is jol a dxf-et, de csak a 12-es verzioban mentve, mindig hibatlan az eredmeny. Szivesen kiprobalok Neked barmilyen rajzot, ha elkuldod Emilben . Egy dolgot nemszeret, ha SPLine az abra, azt nem latja jol. Ezerket elobb szet kell `robbantani` , akkor jo. | |
| © Merkel Géza | 2006. jan. 06. 19:37 | Válasz | #737 |
|
Sziasztok! Megint én vagyok. Eddig a 714-es üzenetemmel kapcsolatban nem kaptam választ. Temészetesen koncentrikus köreim mérete nem 100 ill 50 cm, hanem 100 ill. 50 mm volt. Megvizgálná-e közületek valaki, akinek "éles" Mach2 verziója van, hogy az emlitett DXF import hiba abban is előfordul-e. Rajzoltam Autocad-el egy bonyolul- tabb deklit, tele körív áthatásokkal, lekerekí- tésekkel. Katasztrófa, hogy mit csinál a program ha az importált DXF fájlból generált G kódot relativ IJ módú beállításban futtatom. | |
| © Hunka Tibor | 2006. jan. 06. 16:43 | Válasz | #736 |
|
Szia Lámpás Van egy megoldás a neten : video kamera van a Z tengejnél és egy kicsi FF monitoron nézi a szerszámot. Tibor | |
| © Hunka Tibor | 2006. jan. 06. 16:42 | Válasz | #735 |
|
Szia Lámpás Van egy megoldás a neten : video kamera van a Z tengejnél és egy kicsi FF monitoron nézi a szerszámot. Tibor | |
| © D.Laci | 2006. jan. 05. 21:45 | Válasz | #734 |
|
Lámpás! Ha rövid a kardod told meg
egylépéssel!!! vezeték nélküli egér, a bilentyüzet kábelét meg hosszabitani. Legrosszab esetben vágjle a gépedböl, hogy ne legyen olyan nagy! | |
| © D.Laci | 2006. jan. 05. 21:00 | Válasz | #733 |
|
Olyt kel beszerezni ami 3 tengelyü vagy 4
tengelyü. A játékvezérlőkben is csak kalibrálni lehet, konfigurálni nem.
| |
| 2006. jan. 05. 20:34 | Válasz | #732 | |
|
A baj az, hogy csak ket tengely van a
vezerlon, es 8 gomb, de ezeket nemtudom konfiguralni; a ket tengelybol az
X jo, az Y viszi a Z-t is egyszerre. | |
| 2006. jan. 05. 20:33 | Válasz | #731 | |
|
A baj az, hogy csak ket tengely van a
vezerlon, es 8 gomb, de ezeket nemtudom konfiguralni; a ket tengelybol az
X jo, az Y viszi a Z-t is egyszerre. | |
| © D.Laci | 2006. jan. 05. 20:22 | Válasz | #730 |
|
Ha magát feltelepitete akor ok! az enyémnek
a vezérlőpult/játékvezérlők ben kelet telepiteni. Nem tudom milehet...:(
| |
| 2006. jan. 05. 19:55 | Válasz | #729 | |
|
ok. Várom és köszi. | |
| 2006. jan. 05. 19:50 | Válasz | #728 | |
|
Akarmikor, csak most a Temakra
korlatozodtam, es teljesen kiment a fejembol; elnezest.
| |
| 2006. jan. 05. 19:44 | Válasz | #727 | |
|
Szia Lampas. Nem a témához tartozik csak egy kérdés hogy amit igértél kapcs rajzot mikor tudod elküldeni?  | |
| 2006. jan. 05. 19:37 | Válasz | #726 | |
|
Milyen driver? Feldugtam a gamepadet,
felismerte, nem ment jol, csak X es az Y egyutt a Z vel,akarmit gombozok, tobbre nem jutok! | |
| © D.Laci | 2006. jan. 05. 19:30 | Válasz | #725 |
|
mi-micsoda? | |
| 2006. jan. 05. 19:18 | Válasz | #724 | |
|
Azmi? | |
| © D.Laci | 2006. jan. 05. 19:06 | Válasz | #723 |
|
mach1-et tudtam most kiprobálni
(virtuálisan) müködik a Z tengely is a mach2-3-4 et nem tudom kiprobálni
mert a monitorom most csak 600*480 igy nem sokat látok belöle! probáld ki
a mach1-et! a játákvezérlö portja felvan telepitve? | |
| 2006. jan. 05. 18:19 | Válasz | #722 | |
|
Nekem a Z lenne a legfontosabb; nagy a gep
es messzirol nem latom a pontos nulla beallitast. | |
| © D.Laci | 2006. jan. 05. 16:51 | Válasz | #721 |
|
Amikor még a mach1-et használtam egy régi
C64-es Joy-al mozgatam ,frankon ment igaz csak x-y tengely.
| |
| 2006. jan. 05. 16:16 | Válasz | #720 | |
|
Sziasztok! Ma sikerult vegre tesztelnem a Mach3-at; minden OK, csak nem talalom sehol az inkrementalis mozgatast! Mi lett ezzel? Kulonben a gamepad-es mozgatas meg mindig nem megy, feladom, mielott gutat kapnek. | |
| © Hunka Tibor | 2006. jan. 05. 15:08 | Válasz | #719 |
|
Sziasztok Én ugy épitem a gépemet ,hogy habot is tudjon vágni , a lényeg , hogy a Z tengejen lessz egy léptetömotor ami forgatni fog egy kézi habvágohoz hasonlo valamit és ezel szeretném a kuposságot megoldani , persze nekem csak mintakészitéshez kellene a hab . Tibor | |
| © Hunka Tibor | 2006. jan. 05. 15:01 | Válasz | #718 |
|
Sziasztok hunserv légyszi többet a edgecam-rol Tibor | |
| © Kristály Árpád | 2005. dec. 29. 21:26 | Válasz | #717 |
|
Hallihó! Szia Lámpás! Üdv. Néked! | |
| 2005. dec. 29. 21:10 | Válasz | #716 | |
|
Keygrabber.exe-ben próbáltál már variálni?
Ott van a mach2 könyvtárában. Elég sok midnent lehet benne állítgatni.
| |
| 2005. dec. 29. 16:30 | Válasz | #715 | |
|
Segitsetek rajtam, mert piipet kapok!
It a Forumon olvastam, hogy egyik kollegank gamesticket hasznal a Mach vezerlesere. Na en mar a harmadikat probalom ki, de a maximum, hogy az X es a Z egyutt mozog, nemigen jon ez ossze nekem. Hol lehet ezt piszkalni? | |
| © Merkel Géza | 2005. dec. 28. 21:09 | Válasz | #714 |
|
Sziasztok! Rajzoltam ACAD2004-el egy 100 cm-es és benne egy 50 cm-es koncentrikus kört. A rajzot DXF formá- tumban lementettem majd a Mach2 demo verziójával Gkódot generáltam belőle. Meglepődve tapasztal- tam, hogy a generált kód G2 utasitásaiban az I és J (körközpont) paraméterek minden esetben abszolút értékre generálódnak függetlenül attól, hogy a config initial settings panelen keresztül abszolút vagy inc IJ módot jelöltem meg. Emmiatt óriási köreim lettek, melyek kiugranak egymásból és a szerszámpálya ábrázolási tartományából. Ha a panelen beállitom az abszolút IJ módot akkor a Mach2-ben körök a helyükre ugranak. Lehet, hogy ez az IJ beállitás nem vonatkozik a file import funkciókra? Esetleg ez egy olyan hiba amely csak a demo változatban fordul elő? Nekem ez gáz mert a generált Gkódot Turbocnc-vel akarom legályáz- tatni amely azonban csak a relativ I,J módot ismeri a G2 G3-as parancsok vonatkozásában. Help! Hilfe! Pamagájtye! | |
| 2005. dec. 28. 11:06 | Válasz | #713 | |
|
Üdv! Beleástam magam kicsit mélyebben a témába. Activex programozásról van szó tulkép. A leglényegesebb dolgokat egyetlen fájlba zsúfolta bele az Arto. Újabb fejlesztőrendszerek ezt be tudják importálni (Delphi 6). Ettől függetlenül azért van mit bogarászni (párszáz függvény). A M2 setupját jelenleg el tudom érni saját proggiból, a komolyabb részeken pedig még dolgozok :). | |
| 2005. dec. 25. 19:37 | Válasz | #712 | |
|
Pálya generálás (CAM modul) már most is van
benne bőven! | |
| 2005. dec. 24. 08:17 | Válasz | #711 | |
|
Ok, világos! | |
| © hunserv | 2005. dec. 23. 20:09 | Válasz | #710 |
|
Ezugyben en viszont nem faggatozom, mert
PC-t nemigazan tudok progzani emelt szinten, azt sem tudom konkretan mit
kene hozza tudni, hogy kieget irjon valaki MACH-hoz... csak epp
mailkozelben volt a srac, emlitettem neki amit irtal C++ rol, es ez volt a
reakcioja.. | |
| 2005. dec. 23. 20:06 | Válasz | #709 | |
|
Na ez jó hír! Köszi az infót! Szerintem a Development Kit-ről is az Artof tudna felvilágosítást adni! | |
| © hunserv | 2005. dec. 23. 18:18 | Válasz | #708 |
|
Mach SDK (Software development kit)- rol
tud valaki valamit? Mert anelkul maceras lenne barmit is krealni a
progihoz... (szoltam egy hardcore progzo haveromnak, o kerdezi)
| |
| © hunserv | 2005. dec. 23. 17:33 | Válasz | #707 |
|
Ujsag Art-tol: Azt mondja (irja) hogy meg az iden elo lesz keszitve valamifele habvagos modul is (2D) ami DXF-et megkajol es palyat general. (no, mar CAM modult is tervezget?) es nyarra remeli, hogy ugyanez meglesz 4 tengelyre is. | |
| © hunserv | 2005. dec. 23. 14:51 | Válasz | #706 |
|
bocs a helyesirasi hibaert :)
| |
| © hunserv | 2005. dec. 23. 14:50 | Válasz | #705 |
|
Mindenesetre rakerdeztem Art-ra, hogy neki
mi a velemenye a huzalvagasos temarol. Folyt kov.
| |
| © hunserv | 2005. dec. 23. 14:45 | Válasz | #704 |
|
Hello, Azt tudom, hogy mikent mukodnek tobbtengelyes szikraforgacsolok, gyakorlatilag ugyanez a habvagosdi is. 2x 2 tengelynel, ahogy irtad oldalankent 1-1 profilt kovet le a cucc. Node ez csak akkor egyszeru, ha a ket tengelyparod pont olyan tavolsagra van egymastol, mint a 2db profil. Maskulonben egybol jonnek a korrekcios parameterek. Na, erre mondtam, hogy huzalszikra palyageneralo progok ezt szepen lekezelik, kapsz egy kupac G kodot, azt a mach meg mar megeszi, amennyiben a hat tengelybol 4-et lineariskent is be tudsz allitani (most hirtelen nincs elottem, nem tudom megnezni... kisegitenel?) a habvagasnal hasznalt parameterek amiket leirtal meg ugyanugy leteznek huzalszikranal is, tehat tovabbra sem latom, hogy mi az, ami hianyzik a MACH-bol ahhoz, hogy 4tengelyes habvagoval mukodjon. Elorebocsajtom, en a MACH-ra is ugy tekintek, mint egy vegrehajtoprogramra, tehat semmifele szerszamkorrekciot stb. nem bizok ra, azt a CAM progi lerendezi. Mivel en komolyabb programokkal kezdtem, en (igen, ilyen gyopos vagok :)) nem birok szimpatizalni a hobbiszoftverekkel, mint Step4 es tarsai... Amondo lennek, hogy be kell szerezni egy Edge-CAM ot, aztan huss, az meg is csinalja a 4tengelyes szikraforgacsolohoz a szerszampalyat, amire ra lehet uszitani egy habvagot is. | |
| 2005. dec. 23. 14:22 | Válasz | #703 | |
|
Szia! Az igazság az, hogy ebbe a támába jobban bele kellene mélyedni (meglévő 4D-s habvágó szoftvereket tanulmányozni és az általuk használt file formátumokat. A lényeg az, hogy a habvágós 4D-nél a két olda 2×2D-jét (bizonyos határokig) függetlenül kel tudni mozgatni. Általában 2 rajzbol, pontonként összerendelt alakzatokat kell tudni lekövetni (oldalanként 1-et) és így kúpos alakzatokat (pl. repülőgép szárny) alakzatokat kivágni, számos a habvágásnál használt paraméter (sebesség, vágási út optimalizálás, fűtési aura figyelembevétele, esetleg fűtési teljesítmény szabályzás, stb.) kezelésével. Nem egy 5 perces feladat, de épp ezért volna benne üzleti lehetőség is. A Machx motorja 6 tengelyig működik, így maga a Step/Dir motorvezérlés nem lenne gond, csak az optimalizált hély (felület) és File kezelés hiányzik. Nem tudom, hogy ezeket a dolgokat valamelyik CAD program is kezelné. Akit ez a dolog érdekel, annak erősen ajánlom a már meglévő 4D-s habvágó szoftverek tanulmányozását először! Csak ezek után érdemes egyáltalán gondolkozni a megoldási lehetőségeken! | |
| © hunserv | 2005. dec. 23. 11:31 | Válasz | #702 |
|
Hello! Korulbelul dereng, hogy mi az elkepzelesed, de kifejthetned bovebben. Ugyanis ha sajat kutfobol 4 tengely (nem 4D) menten szeretnek habvagoskodni, akkor ugyanazt a modszert alkalmaznam, mint huzalszikra eseten. Azaz a Gkodok generalasat CAM programra biznam, (EdgeCAM, MasterCAM vagy hasonlo) ahol a proginak meg tudom mondani az extra tengelyekhez szukseges parametereket, a MACH, vagy akar a dosos progi meg siman csak vegrehajto egysegkenet funkcionalna. (ezt tennem tombszikra, huzalszikra, esterga, maro stbstb eseteben is, legfejjebb a kepernyoket modositanam) A te elkepzelesed mi volna? Mailben, vagy itt kifejthetned, aztan ha vilagos elottem is mar izzitom is a mailt :) | |
| 2005. dec. 19. 15:28 | Válasz | #701 | |
|
T. hunserv! Volna egy dolog amiben az Angoltudásoddal segíthetnél! Én már régebben próbáltam győzködni az Art of CNC-t, hogy igazán támogathatná kicsit jobban a habvágósakat is! A remek Step/Dir motorjukhoz készíthetnének egy habvágós (4D-s) otimalizációt is (a maró és esztergálási alkalmazásokat kiegíszítve egy 3. alkalmazással)! Nem igazán értettem miért nem hajlandók támogatni, pedig jócskán lenne plusz üzleti lehetőség neki is benne! Szóval esetleg te is megkérdezhetnéd (győzködhetnéd) őket e témában! Ezt egyébként minden jó C-ben programozó emberkének felvetem, hogy a Mach2 & 3 DLL-jét kihasználva lehetne írni egy héjprogramot habvágásra optimalizáltan (4D-be) ami piacképes lenne (társítva a Mach3 mellé) és biztosan még külföldön is keresett lenne (Angol változatban)! Sajnos VB6-al nem férek hozzá a DLL-ekhez (nem működik csak C++-al)!
| |
| © hunserv | 2005. dec. 18. 20:44 | Válasz | #700 |
|
A progit igen, lezeres tavmerot venni kell,
aztan kell egy elektronika is (ha nincs) ami az analog jelbol PC altal
emesztheto jelet produkal, ezt soros, vagy egyszerubb esetben parhuzamos
(ketto db) porton betolhato a gepbe... soros eseten nem art, ha valamifele
protokolt hasznal... Feluletszkennelesnel maga a program annyi, hogy elore meghatarozott palyan (ugyanaz, mint marasnal, sor es oszlop, mindket tengelyre beallithato mintavetelezesi suruseggel) zavarja a motorokat, minden racsponton megall, beolvassa a tavmero altal mert adatot, aztan megy tova... Ez a prog megvan, de nemigazan hasznalhato senki szamara, mert egy audio-analyzerre van rakotozve a lezeres tavmeroke... de ha erdekel kepet tudok rola mutogatni. (azert audioanalyzer, mert mint emlitettem nem csak allo dolgokat szkennelgetunk vele, hanem hangszoromembranok viselkedeset is lesegetjuk, es az ugye mozgas kozben izgalmas... de static. dolgoknal csak egy sima AD konverter szerepet tolti be, meg soroson tolja az adatot a PC-nek, ezaltal meg van sporolva az interface resze a prognak, mivel a cuccnak van sajat drivere) | |
| © Kristály Árpád | 2005. dec. 18. 20:33 | Válasz | #699 |
|
Hallihó! Eszembe sem jutott! Te állítottad, hogy "hip-hop össze lehet ütni", Én csak örültem az ötletnek, de ha megbántottalak akkor bocsi....! Hallihó! | |
| © hunserv | 2005. dec. 18. 16:14 | Válasz | #698 |
|
Elnezest, de mire fel ez a gunyolodas?
| |
| © Kristály Árpád | 2005. dec. 18. 16:09 | Válasz | #697 |
|
Hallihó Nindenkinek! Szia hunserv! Nosza villancs valamit, dobd össze azt a progit, valószínű többen örülnének neki! Köszönjük előre! Üdv.: Árpád Hallihó! | |
| © hunserv | 2005. dec. 18. 15:37 | Válasz | #696 |
|
Bar azokhoz mas progi kell, mert a mach
szerintem nem boldogulna veluk, de hipphopp ossze lehet utni egy olyat
(pc-s progit, nekem van is valamerre bar az sok egyeb extrat is tud, mozgo
cuccok analizalasara lett osszedobva -hangszoromembran elmozdulas meres
kulonbozo frekiken, stb). A lezeres merokek altalaban analog kimenetuek,
tehat kell AD konverter is... | |
| © hunserv | 2005. dec. 18. 15:32 | Válasz | #695 |
|
Ennel tobbet prog nelkul nem tudok, meg
kene sasolni azt a digitalizalo rutint is, hatha figyelmen kivul hagyunk
valamit... G31-nek amugy igy kene mukodnie mas gepekben is, merocsucs jel + vez. koordinatak. Nyilvan a sebesseg nagyban kozrejatszat abban, hogy a mach nem hipersebesseggel olvassa be a portokat, ezert lehet, hogy csuszik az erzekeles egy kicsit. (meg a tapintocsucs pontatlansaga, stb) Igazabol a G31 nem felulet digizesre lett kitalalva, hanem egyszerubb meresekre, munkadarab meret meghatarozas, nehany pont felvetele stb, ahol nem gond az alacsony elotolas... Feluletdigizesre mas, hatekonyabb modszer kell, ami a gepet is kimeli, meg a te idodet is. (pl. nem tul draga penzert mar lehet kapni lezeres tavmeroket, ekkor csak XY-ban kell leptetni, Z erteket meg hozza a meroke (sebesseg itt a meroberendezes sebessegetol fugg) | |
| © Messer | 2005. dec. 18. 15:21 | Válasz | #694 |
|
Mármint egy ezred mm-rel sem hajtja tovább.
Azt hittem ennek így is kell lennie. Figyeli, hogy a megadott értéken
belül történt-e tapintás, ha nem, akkor csinálja program szerint tovább a
dolgát. Nem megy túl az értéken "önkényesen". Az összes géphajkurászó progi így értelmezi a G31-et? | |
| © Messer | 2005. dec. 18. 15:14 | Válasz | #693 |
|
Nem tudtam. Nem is néztünk még utána elég
alaposan ezek szerint. A Z tengelyem 0,001mm pontosságú és kisebb
sebességnél pl 5mm/sec érdekes de nem hajtja tovább a megadott értéknél a
G31. Majd megmutatom. Megyek aktív pihenéssel (marás) töltöm a vasárnapból
maradt időt. Mégegyszer kösz a fordítást. | |
| © Messer | 2005. dec. 18. 15:07 | Válasz | #692 |
|
Megpróbáltunk gyorsítani a digitalizáló
progin úgy, hogy a felületen mászik át a köv. rácspontra. De itt ugye ehez
G31 kell, amivel ezek szerint nem lehet pontos rácspontra állni.
Ellentétben a MACH Wizard-jában lévő progival ami biztonsági magasságon
mászkál, ezek szerint nem G31-el. Köszi a fordítást Hunserv.
| |
| © hunserv | 2005. dec. 18. 15:02 | Válasz | #691 |
|
amit iment irtam be attol lehet, vagy ezt
eddig is tudtad (hogy tovabbkuldi a szerszamot, amennyiben nem kap jelet)
??? | |
| © Messer | 2005. dec. 18. 14:59 | Válasz | #690 |
|
O.K. Köszi! | |
| © sev | 2005. dec. 18. 14:57 | Válasz | #689 |
|
Hiába sikerült átálítani a mach2 őt 2
tizedesre a digitalizálóprogram 6 tizedes pontossággal menti az adatokat a digitize wizardot kéne átálítani | |
| © hunserv | 2005. dec. 18. 14:49 | Válasz | #688 |
|
legfejjebb majd meglessuk ezt is :)
| |
| © hunserv | 2005. dec. 18. 14:48 | Válasz | #687 |
|
Szerintem ez szandekosan ilyen legalabbis
el tudom kepzelni. manualbol idezet: Ezt a parancsot hasznalva a gep a vezerelt pontot (ami a merocsucs vegen van) egy egyenes menten az aktualis elotolassal a kivant ponthoz viszi. (most jon a lenyeg!!!) Ha a merocsucs elakad a csucsot a program vegrehajtasa utan a vezerlo az elakadasi pont fole huzza vissza. Ha a csucs nem akad el (tehat nem jelez) a programozott pont utan sem, hiba keletkezik. Na, az utolso sor a lenyeg. tehat elvileg a Mach tovabbkuldi a szerszamt, mint kerted, ha a kert pontig nem jelez be a tapintocsucs. Aztan lehet, hogy a te gondod masbol adodik, azt innen nem tudom... | |
| © Messer | 2005. dec. 18. 14:40 | Válasz | #686 |
|
Hello Hunserv! Sajna nem erősségem az angol. Megköszönöm ha elolvasod és "kiokosítasz" | |
| © Messer | 2005. dec. 18. 14:36 | Válasz | #685 |
|
Az én problémám az,(és szerintem másé is ha
utánaellenőriz) hogy ha a MACH-nak azt mondom G1 x100 y100 akkor az rááll a megadott értékre század miliméter pontosan. Ha azt mondom neki, hogy G31 x100 y100 ( persze nem innen indulva) akkor eltérés lesz a kívánt és a kijelzett érték közt. Mindezt le lehet ellenőrizni CNC gép nélkül egy megfelelően beállított MACH-al. Pl. egy lépés a tengelyeken 0,005mm sebesség pedig (hogy látványos legyen az eltérés) 50mm/sec(3000mm/perc) Tuti, hogy másnál is előjön a hiba. | |
| © hunserv | 2005. dec. 18. 14:35 | Válasz | #684 |
|
Szia, neked megy az angol? Mert akkor
javasolom olvass bele a MACH PDF-be, hogy mit ir a G31-rol (10.7.12). Ha
nem megy, akkor egy kis help (bar konkretan nem ertem ez miert van igy)
(ez a legelejerol van, onnantol, hogy "It is an error if") HIBA van, ha: - A "jelenlegi" (lehet, hogy nem ez a legjobb szo) pont 0.254mm-nel kozelebb van a programozott pontnal bar szerintem ekkor hibauzenettel kellene kiallnia... mindjart elolvasom az egesz szakaszt.. | |
| © Messer | 2005. dec. 18. 14:14 | Válasz | #683 |
|
Azt még nem is említettem, hogy
(hangsúlyozom ez csak nagyobb sebességértékeknél jön elő, de nem
ésszerűtlen nagyoknál) A kijelzett és a mentésre került értékek sem
egyeznek meg. Biztosan te is szembesülni fogsz a problémával, amiker lesz
egy digitalizálásod ami 2 napig tart és a következővel szeretnél hamarabb
végezni. Felsrófolod a sebességet amennyire lehet és...
| |
| © sev | 2005. dec. 18. 14:00 | Válasz | #682 |
|
Mekkora hálót álítsak be? Az előbb
hülyeséget írtam "kerek értéknél áljon meg" nem kerek értéknél hanem két
tizedes pontossánál mindig úgy áll meg.hogy osztható egy lépésemmel 0,0025
el és így elvileg nem téveszt. | |
| © Messer | 2005. dec. 18. 13:56 | Válasz | #681 |
|
Ja, kihagytam a #677 hozzászólásodat. Azért
próbáld ki, hogy simán tapintás nélkül elküldöd egy rácspontra G31-el. Kíváncsi vagyok nálad mennyit téveszt. Vagy ha nem téveszt még , emelnéd a sebességet? Nem akarom elhinni, hogy csak nálam rossz G31-el. Kérlek tudósíts! | |
| © sev | 2005. dec. 18. 13:52 | Válasz | #680 |
|
Én már próbáltam 0.05 rácssal is ez ok
ezzel nem volt problémám | |
| © Messer | 2005. dec. 18. 13:48 | Válasz | #679 |
|
Végül is mindegy. Bármibe van belerakva a
G31 téveszt vele a MACH. | |
| © sev | 2005. dec. 18. 13:44 | Válasz | #678 |
|
Amach 2 varázslóját használom.
| |
| © sev | 2005. dec. 18. 13:43 | Válasz | #677 |
|
Szevasz! Nem a lépésközzel van a gáz azt persze hogy belehet állítani,hanem a z tengely mászik el lefelé ezért a ponfelhő felfelé tolódik lépcsőzetessen teszem azt egy mérés 1.2341 amit a motor nem tud meglépni itt a digitalizáló megállítja a gépet és innen lép vissza a megadott utazo magasságra, nekem egy lépésem 0.0025, 1.2341:0.0025=493.64 lépés ez a gond szervónál szerintem ez nem probléma ezért a DRO ablakot állítottam át 2 tizedesre hogy mindig kerek értéknél áljon meg remélem igy is teszmajd a program mostakarom kipróbálni. | |
| © Messer | 2005. dec. 18. 13:42 | Válasz | #676 |
|
Ezen kívül Neked még ott van a
lépcsőzetesség hiba is.
Saját digitalizáló progit használsz?
| |
| © Messer | 2005. dec. 18. 13:22 | Válasz | #675 |
|
Hello sev! Persze, be tudod állítani a MACH digit progiját, hogy két tizedes pontosságú legyen a lépésköz (rácspontok közti távolság x és y irányban). De sajna nem ez a gond. Azt vettem észre, hogy G31 -el hajkurászva nem áll rá pontosan a megadott rácspontra. 1-2 tized mm eltérés mindíg van. Pontos értékre nem emlékszem, de azt hiszem le kellett mennem 5mm/sec környékére, hogy elérjem a 0,01mm pontosságot. Érdekes ugyanolyan sebességértékek mellett G0-nál és G1-nél ez a hiba nem jelentkezik. Ja, MACH3-nál is ugyanez a helyzet. Vas nélkül is. Próbáld ki, kb. 20mm/sec gépsebességet állítva (bocsi,tőlem "osztályidegen" a m/perc) írj be egy értéket a parancssorba G1-el, majd G31 el. | |
| © sev | 2005. dec. 18. 13:17 | Válasz | #674 |
|
Úgynéz ki megtaláltam közben
mach2screen.exe-t elindítva és aképernyőfájlt betöltve a DRO ablakra kattintva a setupban a Format Strin %+.4f-et átírtam %+.2f-re remélem így működik. | |
| © sev | 2005. dec. 18. 12:54 | Válasz | #673 |
|
Üdvözlet mindenkinek! Egy kérdésem lenne,hogy lehetne a Mach2-őt úgy beállítani,hogy csak két tizedes pontossággal dolgozzon. Egyáltalán ez lehetséges? Erre azért lenneszükségem mert digitalizáláskor téveszt a gép lépcsőzetessen elmászik felfelé a pontfelhő,ugyanis a mért értékek nem mindig olyanok amit letud lépni a gép,az én gépem legkissebb elmozdulása 0.0025 és ennek töbszöröseit tudja csak pontosan meglépni digitalizáláskor ezért téveszt szerintem. Ez a jelenség kis tárgyaknál vehető észre jobban ahol 0.1-0.2hálóval kell digitalizálni. | |
| © Kristály Árpád | 2005. dec. 17. 16:46 | Válasz | #672 |
|
Hallihó hunserv! Na ezt a hozzá állásod már díjazzuk!!!! Ez amit mi megszoktunk: "egy mindenkiért, mindenki egyért...." KÖSZÖNÖM! Hallihó Mindenkinek! | |
| © hunserv | 2005. dec. 17. 16:22 | Válasz | #671 |
|
Ajanlatom komoly es tartom a szavam!
| |
| 2005. dec. 17. 16:20 | Válasz | #670 | |
|
Előre is köszi! | |
| © hunserv | 2005. dec. 17. 16:15 | Válasz | #669 |
|
No, felajanlom, hogy ha legkozelebb
forditando dolgaitok lennenek, szoljatok nekem, amennyiben angolrol van
szo... A forum sajnos ceges firewall-on keresztul nem megy, igy csak
hetvegenkent tudom meglesni, de mailben elerheto vagyok. Sajat oromomre sok oldalas dolgokat nem forditok nyilvan, de ha tobbeknek kell temaba vago ferdites, akkor relative rovid hataridovel megcsinalom, ha engem is erdekel. Pl. ha korabban ratalalok erre a forumra, akkor mach forditasra is jelentkeztem volna... No, majd a IV. verzional talan... :) | |
| 2005. dec. 17. 16:02 | Válasz | #668 | |
 Szerintem várjunk még türelmesen és a végén Ő fog fizetni a
fordításért! Szerintem várjunk még türelmesen és a végén Ő fog fizetni a
fordításért! | |
| © Amatőr | 2005. dec. 17. 10:44 | Válasz | #667 |
|
Nem is 20 az, hanem 60 (gyenge volt a
reggeli kávém?). Egyébként mindegy, csak lesz már valami.
| |
| 2005. dec. 17. 09:39 | Válasz | #666 | |
|
Hát az emlékeztető mail ment e témában!  | |
| © Amatőr | 2005. dec. 17. 09:19 | Válasz | #665 |
|
Jól értem hogy már 20 rugótól esett el a
fordító? Talán valami jótékony célra kellene fordítani, pl. a követekező
CNC találkozó népszrűsítése... | |
| © Motoros | 2005. dec. 14. 07:25 | Válasz | #664 |
|
Kösz...megnézem.
| |
| 2005. dec. 14. 06:55 | Válasz | #663 | |
|
Azt valahol tán külön engedélyezni is kell
(azt hiszem), nézz szét a setup-ban is! | |
| 2005. dec. 14. 06:54 | Válasz | #662 | |
|
Lehet, hogy Neked is az kéne mint Balu-nak
a Mach3 #65 beszélgetés környékén írtak! Próbáld ki! | |
| © Motoros | 2005. dec. 14. 06:46 | Válasz | #661 |
|
Sziasztok! Mi lehet a gondom , ha a mach 2 demo ver.-t telepítve ( a M3 nál u.a.) belepve a progiba az xp elszál és a gép ujraindúl. Az xp a "D"-n van de ez gondolom nem lehet gond. Más: Mach3 varázsló a demónál nézegethető de nem csinál G kódot. Jól van ez így? Kösz | |
| © Hunka Tibor | 2005. dec. 13. 15:25 | Válasz | #660 |
|
T Mindenki Valaki probálta már a USB -portot használva Gamepaddal Jog modban mozgatni a gépet???? Tibor UI nekem egyszer sikerült ( Csak szimulácioval) Most az istennek sem indul el | |
| © Hunka Tibor | 2005. dec. 12. 18:13 | Válasz | #659 |
|
T Motoros Most minden normálisan müxik. Az asszony dolga a kötél ! Tibor | |
| © Motoros | 2005. dec. 12. 06:48 | Válasz | #658 |
|
Tibor: Teljesen igazad van, az eljárás
helyes, arra viszont nagyon vigyázz, hogy a földhurok nehogy a nyakadra
tekeredjen, mert az végzetes lehet.  | |
| 2005. dec. 10. 18:04 | Válasz | #657 | |
|
| |
| © Hunka Tibor | 2005. dec. 10. 16:38 | Válasz | #656 |
|
T Mindenki Bermuda háromszögböl jelentketem!! Minden alkalom egy meglepetés , megcsináltam amit javasoltatok az eredmény az , hogy a friss a lap megjelenése.!!! Az othoni gépemet az javitotta meg , hogy a vejem villámlátogatásán hozott egy féregirtot amit a párhuzamos porton kellet vaacum diszpergálással és paritás bittekkel kellet söntölni. Ezután a loww pipákat advanced-komposittal activálni kellet, hogy a GDN kötés ne okozzon földhurkot. Amugy minden rendben Tibor | |
| © Motoros | 2005. dec. 09. 06:51 | Válasz | #655 |
|
..és a végállásokat HOME kapcsolóként kell
megadni, és azt hiszem a "G 28"-ra elindul egy adott irányba, és a
kapcsolókhoz érve felveszi az előre beállított koordinátákat (akár
0;0;0;-t is) | |
| 2005. dec. 09. 06:45 | Válasz | #654 | |
|
Természetesen, csak akkor a végállásoknak
is a PC-re kell kötve lenniük! | |
| © MakraZ | 2005. dec. 08. 23:00 | Válasz | #653 |
|
Megoldható Mach2-ben, hogy a végállásokat
referenciapontként használjam, és a felvett 0 pontot a mondjuk 3
legközelebbi végállás érintése után automatikusan újra felvegye a gép egy
következő megmunkáláshoz ? | |
| 2005. dec. 01. 11:17 | Válasz | #652 | |
 Csak jelzem, hogy megjelent a Mach2 Release 6.11P! Csak jelzem, hogy megjelent a Mach2 Release 6.11P!
| |
| © tiba | 2005. nov. 20. 00:36 | Válasz | #651 |
|
Sziasztok Tudna valaki segíteni abban hogy a Mach 4 nem indul el G kódot be tudok lodolni de a számláló nem indul el! A vész stoppot reseteltem Esetleg a mach 4 általános beállításairól van valakinek valamilyen irománya ? Köszönettel. | |
| © Vitriol | 2005. nov. 17. 23:42 | Válasz | #650 |
|
Köszi. Az apróbetűket már én sem veszem
észre :-(( | |
| © svejk | 2005. nov. 16. 22:31 | Válasz | #649 |
|
Itt van a kütyü rajza, bár nem ebbe a
topicba való de innen indult a téma.  Az általam ismert frekiváltóknak mindegyiknek van +10V-os referencia kimenete a külső poti számára.Ezek általában 10mA-rel terhelhetők. Innen kapja a tápfeszt a kütyü. | |
| © tiba | 2005. nov. 16. 18:24 | Válasz | #648 |
|
Kalmus! Nagyon köszi a segítséget!! Tényleg lökött vagyok!! Üdv Tiba | |
| © Kalmus | 2005. nov. 16. 16:10 | Válasz | #647 |
|
Sziasztok! Tiba ! Olvasd el mitírt előtted István és kattints rá. Lap alján megtalálod. Üdv Kalmus | |
| © tiba | 2005. nov. 16. 15:53 | Válasz | #646 |
|
T.Uraim Én még a MAch3 nál tartok Kijött a Mach 4 is? Lehet hogy én nem haladok a dolgokkal? Tudna valaki segíteni? Köszönettel | |
| 2005. nov. 16. 11:43 | Válasz | #645 | |
| © Vitriol | 2005. nov. 15. 21:21 | Válasz | #644 |
|
A mach4 honnan tölthető le ?
| |
| 2005. nov. 15. 17:51 | Válasz | #643 | |
|
Minden Mach szoftvernek egy liszence van
ami mindenre érvényes (Mach1, 2, 3, 4)! Ennek ára 159 USD. Kiírás szerint
még béta a Mach3, de ez csak elnevezés kérdése (bátran használhatod). A
limitjéről ugyan az elmodható mint a mach2 esetén (lásd a leírásomat).
| |
| © Denkiki | 2005. nov. 15. 17:12 | Válasz | #642 |
|
Tudtommal a MachX licensz az összes
verzióhoz használható. | |
| © victorhu | 2005. nov. 15. 17:09 | Válasz | #641 |
|
Sziasztok! A MACH3 még mindig béta-verzió, vagy van már ára is? A tesztelhető verzió is sorlimites? Üdv | |
| © svejk | 2005. nov. 15. 10:49 | Válasz | #640 |
|
Valóban, már a mach2-nél is van index pulse
bamenet sőt a logic controlnál be lehet pipálni a spindle feedback-et de
ezt még nem volt időm kipróbálni. A mach3-nál biztos tutin működik, ott még a PID szabályzásba is be lehet nyúlni. Ha működik a visszacsatolás úgy nem érdekes a lineáris átvitel a PC-Frekiváltó között. De attól tartok ezek a funkciók nagyban terhelik a procit. Én egyenlőre egy 336MHz-es notival és egy 800MHz-es asztali géppel kísérletezek.(Megjegyzem a noti gyorsabban kezeli a MACH progikat.) | |
| © RINALDO | 2005. nov. 15. 08:55 | Válasz | #639 |
|
Hello Svejk, Az Arts of gondolt a marómotor fordulatszámának ellenőrzésére (Mac3).Érzékelőt kell elhelyezni a főorsón,A szoftverben pedig konfigurálni lehet.Hogy beavatkozás történik-e azt nemtudom.Ezt ill. a másik dolog az MPG-s téma amit nem volt időm tesztelni.Szerintem mind kettő hasznos lehet.A rajz előre is köszi. | |
| © svejk | 2005. nov. 14. 21:47 | Válasz | #638 |
|
Helló! Valamelyik nap lerajzolom és elküldöm. Most próbáltam, működik. A pontosságról csak annyit hogy szerintem mindegy hogy a maró 3700-at vagy 4000-et pörög. Ha nincs a motoron tacho hiába a pontos freki baállítás ugyis csúszik a fordulat a slip miatt. | |
| © RINALDO | 2005. nov. 13. 20:48 | Válasz | #637 |
|
Írtam: port 1 pin 8 !!!. Ha azt az egyszerű kütyüt megvalósítottad elküldhetnéd nekem is. Én X9C103-re gondoltam (digitális potméter) mint külső potméter definiálnám a frekiváltó menüjében, viszont még azzal is van mit kitalálni.Előnye,hogy nem terheli a portot és nagyon pontos. | |
| © svejk | 2005. nov. 13. 20:11 | Válasz | #636 |
|
Megvan!!! Csak figyelmetlen voltam szokás szerint. Az Output Pins-nél a Spindle Step portja 0-ra volt állítva. Basszus...már két napja ezzel görcsölök. | |
| © svejk | 2005. nov. 13. 20:07 | Válasz | #635 |
|
Ha elég nagy a PWM frekije akkor egy R-C
szűréssel és erősítéssel megoldható. | |
| © RINALDO | 2005. nov. 13. 18:53 | Válasz | #634 |
|
Hogyan fogod megoldani PWM vezérelt
0-10V-ot?Vagy a frekiváltód nem azt kér? | |
| © svejk | 2005. nov. 13. 18:26 | Válasz | #633 |
|
Megnéztem a Mach3-at ott klasszul működik a
PWM. | |
| © RINALDO | 2005. nov. 13. 18:20 | Válasz | #632 |
|
Ha tudod nézd szkóppal vagy max 5mA-re
beállított led+ellenállás a beállított bitet.Mennie kell!Állítsd át a 8
9-et 6 7 helyére hogy működik-e még a bited.Ha túl terhelődik a bit
elszáll és igy sem sok van belőlük.A frekiváltók ha jóltudom 0-10V-ot
kérnek ,ha sikerül kicsalni a PWM jelet azzal még valamit kezdened kell!!
| |
| © svejk | 2005. nov. 13. 17:13 | Válasz | #631 |
|
Helló! Ezeken túl vagyok,de jel nuku. A cél valóban egy 200Hz-re áttekert 3f motor vezérlése frekiváltó közbeiktatásával. Azért köszi a segítséged. | |
| © RINALDO | 2005. nov. 13. 16:21 | Válasz | #630 |
|
Már rég volt amikor próbaltam,de végezd el
a következőket:Config/Ports és pins/Axis selection/Spindle engedélyezés
pipa,pwm pipa.A kernel felett vannak.Ha pwm-et nem pipa akkor step/dir
rendszerű lessz.Át mész az out pins-re és konfigurálod a spindle step-et
vagy a spindle dir-t.Elég csak az egyiket mivel pwm jelet akarsz.Az active
low-al szórakozhatsz de csak az induló jelalakot forditja
ellentétesre.Pl.port 1 pin 8 vagy 9.Ha van közvetlen CE vagy CCE TTL jelet
feldolgozó vezérlőd a beállított bitről kijövő jelet kösd CE-re.A
kimenetre kösd be a léptető motort.A config/motor tunungnál aktíválódik a
spindle ,konfiguráld azt is, lehet vele szórakozni bőven.(erősen motor
függő)A főablakban adj meg valamilyen fordulatszám értéket ha jól
emlékszem az lessz a maxfordulatszám.Spindle on és utána +/- lehet növelni
vagy csökkenteni a fordulatot.A spindle vezérlőjén ne felejtsd bekapcsolni
a tápot!!:)A beállított bitről kicsalogatott pwm jellel nem csak step
motort lehet vezérelni hanem 3 fázisú kalitkás motort is de ahoz arra
alkalmas frekiváltó kell. | |
| © svejk | 2005. nov. 13. 09:58 | Válasz | #629 |
|
Köszi,azt már természetesen átbogarásztam
eredmény nélkül.Bíztam benne hogy valaki már megbirkózott vele. No de
sebaj a kísérletek viszik előre a világot. | |
| 2005. nov. 13. 08:12 | Válasz | #628 | |
|
Szerintem még nem! De benne van a pdf-jében
ez is ... | |
| © svejk | 2005. nov. 12. 20:26 | Válasz | #627 |
|
Hmm... Nem próbálta még senki?
| |
| © svejk | 2005. nov. 11. 08:49 | Válasz | #626 |
|
Sziasztok! A segítségeteket szeretném kérni. Milyen config beállításokkal lehet a mach2-ből a PWM jelet kicsikarni a spindle motor számára? Előre is köszönet. Üdv. Németh István | |
| © endret | 2005. nov. 05. 17:29 | Válasz | #625 |
|
Nem tudjátok hogy a MACH progival
meglehet-e oldani a szerszám tár használatát? Tehát T kódókra, megy a szerszámtárhoz és felveszi a megfelelőt?!?! | |
| © Kristály Árpád | 2005. nov. 05. 11:39 | Válasz | #624 |
|
Hallihó! Egyetértek! Sőt... Sok sikert! Üdv.: Árpád | |
| © Bertalan | 2005. nov. 05. 11:12 | Válasz | #623 |
|
Szia victorhu! A Mach2 gravírozó varázslónak én csak honosítója vagyok, nem szerzője, de remélem, válaszom így is kielégít. Szerintem az általad megfogalmazott igény akkora programozói munkát követel, hogy az így létrehozott szoftver már önállóan piacképes termék, de mindenképpen több, mint egy más rendeltetésű termék (Mach2) varázslója. (A Mach3-hoz már több és szebb betűtípus létezik, hamarosan magyar ékezettel is) Megoldás persze több is létezik, én se mindíg csak a varázslóval gravírozok. Szerintem a legegyszerűbb folyamat: TTFtoDXF --> *.dxf --> Mach2/File/Import DXF's Ezekről a kérdésekről jó lenne önálló fórun-témát nyitni Gravírozás néven. Vágjunk bele? Üdv: Bertalan István | |
| © victorhu | 2005. nov. 05. 08:24 | Válasz | #622 |
|
Sziasztok! Örömmel fedeztem fel az ékzetes gravírozó kiegészítést. Ez úton kérdezem a Szerzőtől, hogy meg tudná-e oldani a TrueType betűk használatát? Jó lenne a gépre telepített betűkészletet használni, nem csak a beépített néhányat. Üdv | |
| 2005. okt. 31. 14:07 | Válasz | #621 | |
|
A fordításról nem feledkeztem el, csak az
ünnep miat nem tudom ütni a fordítot, majd szerdán!!!
| |
| 2005. okt. 27. 09:07 | Válasz | #620 | |
|
Lépj át az Angol verzióra és nézd meg a CNC
Programing menüt! "G0 and G1 are linear interpolation, G0 at rapid G1 at a feedrate specified in the F register. G2 and G3 are circular interpolation, G2 clockwise and G3 counter clockwise. " G0 és G1 mindig lineáris interpolációval megy, G2 és G3 pedig kör interpolációval. A Mach2 & 3 így is csinálja! | |
| © Lakatos | 2005. okt. 27. 08:09 | Válasz | #619 |
|
Szerintem minden proginak kéne ismerni az
interpolációt,különben csak max.fúrásra,vagy stancolásra lehetne
használni. | |
| © endret | 2005. okt. 26. 21:01 | Válasz | #618 |
|
A Mach vezerlo progiknal vagy altalaban a
G-kodot feldogozo vezerloknel hogy ertelmezik fel a kov sorokat:
G01 X0 Y0 G01 X100 Y50 Tehat X100, Y50 egyseget lep de hogyan? Interpolalja-e a tengelyeket? Ertem ez alatt azt hogy ha azonos attetel es motorok esten a 2 tengely egyszerre fejezi be mozgast! Tehat nem az tortenik hogy 51. lepesnel X=51 es Y pozicioja 50 hanem X=51 es Y= kb.26! | |
| 2005. okt. 24. 10:02 | Válasz | #617 | |
|
Oka sok minden lehet, de elsősorban alaplap
nem tetszik neki (BIOS frissítés?), de lehet vírusírtó és egyéb környezet
is problámás neki! Próbáld meg tiszta XP-re telepíteni és az összes
drivert frissíteni előtte (BIOS-t is)! | |
| 2005. okt. 24. 09:14 | Válasz | #616 | |
|
Sziasztok! Az miért lehet, hogy a mach 2,3 mindegy melyik verzióját telepítem, rövid idővel indítás után lefagy? Nem csak a program, hanem fullon a gép. | |
| 2005. okt. 24. 08:45 | Válasz | #615 | |
|
Én minden verziót letöltök és telepítek
(igaz nem szűz telepítés így már egyiksem), de nem találkoztam még ilyen
problémával! | |
| © MakraZ | 2005. okt. 24. 08:26 | Válasz | #614 |
|
Letöltöttem újra a 6.11N-t és megvolt
régebbről a 6.11M is, a helyzet mindkettőnél változatlan. Saját gépemre
sem és máséra sem tudtam emiatt feltelepíteni. Csináltam egy hardcopyt egy
régebbi sikeres telepítésről, ezzel kiegészítettem a félbehagyott
telepítést. Most működik, de nem vagyok benne biztos, hogy minden OK lesz.
Van egy hibaüzenetem a telepítőtől, később beillesztem a képét.
Üdv : Zoli | |
| 2005. okt. 23. 08:02 | Válasz | #613 | |
|
Van ilyen file nálam a Mach2 és a Mach3
könyvtárakban (1-1). Szerintem tölsd le újra, hátha hibásan jött le!
| |
| 2005. okt. 23. 07:59 | Válasz | #612 | |
|
Számomra ismeretlen a hiba (XP-re akarod
rakni?)! | |
| © MakraZ | 2005. okt. 22. 22:24 | Válasz | #611 |
|
SOS! A mach2 6.11N telepítése közben megáll a telepítő a FTD2XXUN.EXE file másolásakor. Most próbálom századjára a telepítést, más gépeken is ugyanez a helyzet. Remélem tud valaki segíteni ! | |
| © Amatőr | 2005. okt. 18. 19:04 | Válasz | #610 |
|
Most már nagyon jónak kell lennie annak a
magyarosításnak! 
| |
| 2005. okt. 18. 12:50 | Válasz | #609 | |
|
95%-os (kb.). Nem soká küldök részletet az
anyagból (3. fejezet nyers fordítása). A hétvégére talán meg lesz a
maradék is. | |
| © ifarkas | 2005. okt. 16. 21:04 | Válasz | #608 |
|
Hol tart a fordítás???? | |
| 2005. szept. 28. 18:56 | Válasz | #607 | |
|
Megnéztem, tökéletes! Köszi! | |
| 2005. szept. 28. 15:16 | Válasz | #606 | |
|
Köszönöm megjött! | |
| © giorgiocnc | 2005. szept. 28. 15:02 | Válasz | #605 |
|
Mar el is küldtem emailben mellékelve a
feltört pdf-et, mert sajnos nem tudom, hogy mi a közvetlen linkje a web.tar.hu-ra feltett dolgoknak, a honlaprol sem latom, csak FTP-n. Remelem nem dugitja el teljesen a postaladat. | |
| 2005. szept. 28. 06:50 | Válasz | #604 | |
|
Köszi! A közvetlen letöltési linket rakd már ide be, mert "külföldről" nem elérhető a tar.hu csak innét linkelve! | |
| © giorgiocnc | 2005. szept. 27. 15:21 | Válasz | #603 |
|
Annyi baj legyen, feltörtem a pdf-et,
felraktam a web.tar.hu-ra FTP-vel es a Vegyes forumban megadott
nevvel,jelszoval. Eleg nagy kb. 4 Mb. At kell nevezni, mert most .pdf.jpg
a kiterjesztese, nem ismerem ezt a tar.hu-t, van ahol csak kepet engednek
feltolteni. Mindenesetre most mar le van rola varazsolva a jelszo, elvileg tudjatok szabadon szerkeszteni. Remelem tudtam segiteni, udv: Giorgio | |
| 2005. szept. 27. 09:59 | Válasz | #602 | |
|
A szerkesztés le van tiltva (nekem van
Acrobat 6-osom is)! Kell a jelszó! | |
| 2005. szept. 27. 09:58 | Válasz | #601 | |
|
Igen ha nincs letiltva a dokumentum
védelemmel! Ezt ismerem, de nem ezzel van a baj, hanem a képeket kellene
kiszedni belőle, hogy a Magyar mellé lehessen rakni. | |
| © giorgiocnc | 2005. szept. 27. 08:26 | Válasz | #600 |
|
Sima Acrobat readerben a T-betüs gombbal
(ahol a T mellett egy kis szaggatott oldalú négyzet van, a zoom
nagyitogombja mellett van az eszkoztarban) ki lehet jelölni a szöveget es
CTRL+C / CTRL+V-vel lehet másolgatni Wordbe, vagy amibe kell. Acrobat
readert meg barhonnet le lehet tölteni. Üdv: giorgio | |
| © Bicska | 2005. szept. 27. 08:11 | Válasz | #599 |
|
Ha kell, akkor azt hiszem tudok szereni
olyan programot, amellyel lehet pdf-et szerkeszteni. Azt is valami
acrobat... | |
| 2005. szept. 26. 19:04 | Válasz | #598 | |
|
A Mach3 gépkönyv fordításával kapcsolatban: A fordító elég nehezen haladt a fordítással idáig. Jelenleg kb. 50~60%-ka van lefordítva. Kis türelmet kér még október 17.-éig mert a mill pdf nem darabolható és így nehézkes a szöveg átültetése. Ha nem lenne kész 17.-éig, akkor naponta 1000 Ft ködbért fizet (ennyivel csökkene az eredeti 162E Ft-os munkadijja! Viszont felmerült egy technikai probléma: A pdf nem szedhető szét, ami azt jelenti, hogy a képek nem szedhetőek ki! Ez majd a végleges Magyar szöveg+képek össze szerkesztésénél jelent gondot. Így nem lehet az oldalakat rendesen összerakni. Ezt valahogyan meg kell oldani. A régi Mach2 pdf-je nem ilyen volt. Ott ez lehetséges volt. Lehet, hogy a pdf-et valahogyan crackelni kell, vagy az Arto-tól kell egy szerkeszthető változatot kérni (ha adnak)! | |
| © Kristály Árpád | 2005. szept. 25. 11:07 | Válasz | #597 |
|
Hallihó! Isván én nem kérem vissza a pénzt, semmi esetre sem, ha kell keresni kell egy másik fordítot! Nem értem a pasast, lehet ,hogy nem is kell neki a pénz? Üdv.: Árpád | |
| 2005. szept. 25. 09:09 | Válasz | #596 | |
|
A fordító igérete szerint e hónap végére
(az-az október legelejére) meglesz a nyers fordítás. Amint készen van,
átadom a nyers fordítást és hozzá kezdek a végleges formába öntéshez (az
eredeti szöveg oldal és képhelyes összerendezéséhez). Majd ebből is küldök
egy példányt mindenkinek amint kész. Fizetve még egy fillér sincs, így ha nem készül el, keresünk másik fordítót, vagy visszafizetem mindenki részét! | |
| © Machszi | 2005. szept. 25. 00:43 | Válasz | #595 |
|
Üdv! Gondolom másokat is érdekel, hol tart a mach gépkönyv fordítása!? | |
| 2005. szept. 22. 06:07 | Válasz | #594 | |
|
Pl. forgatónak! A HobbyCNC CD1 & 2-őn
találsz rá képeket. | |
| © svejk | 2005. szept. 22. 05:20 | Válasz | #593 |
|
Sziasztok! Egy amatőr kérdés.Mire jó és hogyan lehet használni a Mach2/3 ban a 4.tengelyt? A user manualbol számomra nem derült ki. | |
| © Amatőr | 2005. szept. 06. 19:19 | Válasz | #592 |
|
Köszönöm a segítséget, már ki is
próbáltam Üdv. | |
| 2005. szept. 05. 16:26 | Válasz | #591 | |
|
Na, ezt megusztam! :-) Meg annyit hozzafuznek, hogy a konturok csak akkor jelennek meg, ha a zart konturgorbek elfernek az objetumon belul. Ez igy kicsit zavarosan hangzik, de maradhatnak kiszedetlen reszek, ahova altalaban eleg egy vonalat huzni. Ha kiprobalod, megerted. | |
| © Vitriol | 2005. szept. 05. 12:13 | Válasz | #590 |
|
Corel 11 -ben: Zárt görbe kijelöl. ctrl F9 -vagy Effects/Contour ablakban bejelölni -inside méret megadás (offset, steps) -Apply -Arrange/Break countur group appart --View/Simple wireframe És már látod is. | |
| © Amatőr | 2005. szept. 04. 08:58 | Válasz | #589 |
|
T. Lampas! Légyszíves írd le lépésről lépésre hogy milyen parancsokkal lehet a Corelben a belső kontúrokat létrehozni! Köszönöm! | |
| 2005. szept. 02. 18:00 | Válasz | #588 | |
|
Pont, ahogy mondod, illetve fel szerszam
tavolsagu konturt rajzoltatok, de ez Corel-ben is igy van. Ha pl egy betut teljesen ki akarok uriteni, a Corel konturozojaval a szerszam atmerojenel kb. 10%kal kissebb tavolsagra, egy mozdulatbol megoldhato a sokszoros parhuzamos vonalcsoport. | |
| © Molyoló | 2005. szept. 01. 20:48 | Válasz | #587 |
|
T Lampas. Ha autocad-ban készítesz
valamilyen alakzatot, amit kiszeretnél marni, a szerszám átmérővel
csökkented az alakzat befoglaló méretét, vagy hogyan mondod meg a
proginak, milyen átmérővel fogsz dolgozni? | |
| © Hunka Tibor | 2005. aug. 31. 20:03 | Válasz | #586 |
|
T Vitriol Küldök pár filét ,légyszives nézd meg. Tibor | |
| 2005. aug. 30. 18:10 | Válasz | #585 | |
|
En ezt Autocad-ben csinalnam, klikk az
objektumra, `divide`... ennyi reszre, majd alakzat illesztese a
csomopontra. A Dxf merethelyes, csak valoban kerekit bizonyos sarkokat, de kicselezheto, ha a sarkon megszakitod a vonalat. | |
| © Vitriol | 2005. aug. 30. 11:32 | Válasz | #584 |
|
Corel 8 doszt . Kell hpgl exportkor korrekciós %-ot állítani. Én ugy számoltam, hogy hány százalékot torzított az importkor, ezt használtam nagyításhoz. A DXF meg nem mérethelyes, a négyszög egyik sarkát lekerekiti. Milyen progit ajánlanátok a köv, feladathoz: nyitott vagy zárt görbére kell illeszteni maró objektumokat, ( spirál, többmenetes görbe pontos alakzatkivágáshoz, legjobb esetben csak furat) egyenletesen elosztva. Ill. ezt Corel-ben (9, 11) hogyan lehet pikkpakk megoldani ? | |
| 2005. aug. 27. 09:08 | Válasz | #583 | |
|
Nem teljesen értem a dolgot. Régen nem
emlékszek, hogy ezzel gond lett volna! Tehát, ha jól értem más progival
generált DXF az jó, csak a Corel-el készített nem? Pedig én biztosan emlékszek arra, hogy régen ezzel nem volt gond (régi Mach2 és Corel 8)! | |
| © psychobilly | 2005. aug. 27. 01:12 | Válasz | #582 |
|
Én 12-es Corel-t használok és gondoltam
kipróbálom. Az eredmény négyzetnél: 1000 x 1000 mm G1 X470.899994 Y-401.475006 Z-1.000000 G1 X470.899994 Y598.525024 Z-1.000000 G1 X-529.099976 Y598.525024 Z-1.000000 G1 X-529.099976 Y-401.475006 Z-1.000000 G1 X-529.099976 Y-401.475006 Z5.000000 1 x 1 mm G1 X-28.600000 Y98.025002 Z-1.000000 G1 X-28.600000 Y99.025002 Z-1.000000 G1 X-29.600000 Y99.025002 Z-1.000000 G1 X-29.600000 Y98.025002 Z-1.000000 G1 X-29.600000 Y98.025002 Z5.000000 A körök is ilyen pontosak g-code szerint. Az 1 mm-es nem nagyon hasonlít körre de az átmérője 1mm :) Hogy melyik mennyire szép kör azt nemtudom mert nem csináltam meg őket de a 10-es és a 100-as már jól néztek ki... psychobilly | |
| © Molyoló | 2005. aug. 26. 23:47 | Válasz | #581 |
|
Corel-8-al, 90x90mm-ig tökéletesen adja meg
a kordinátákat, afölött téveszt annyit, amit a Lampas tapasztalt. Hogy
miért? Ki tudja! Ezért nem használom a Corelt. | |
| © Hunka Tibor | 2005. aug. 26. 16:55 | Válasz | #580 |
|
T Lámpas Nem szeretnék okostojásnak látszani de nekem az a véleményem , hogy tökéletes kört csak g3 koddal lehet késziteni ,én még nem tartok ott hogy corelt használjak , de nagyon szivesen generálnék neked köröket probaképpen Tibor | |
| 2005. aug. 25. 18:48 | Válasz | #579 | |
|
Kipróbáltam Corel11-ből DXF (R11) az
eredmény tizede (100mm×100mm) Mach2 alatt! kipróbáltam 100mm-es négyzetet, az eredmény 10×10mm-es!!! Nem értem miért! | |
| 2005. aug. 25. 18:37 | Válasz | #578 | |
|
Kipróbáltam. Mind a Mach2 V6.11M mind a Mach3 RC4.2 az 1m×1m-es négyzetet (Corel11) hpgl-ben importálva 984.225mm-nek látja. Oka ismeretlen. Akinek van Corel 10, 9, 8 az esetleg tehetne egy tesztet ezekkel is (lehet, hogy a 11 a rossz)! | |
| 2005. aug. 25. 18:20 | Válasz | #577 | |
|
Megprobaltam az 1m-es es a fel meteres
vonalakat, a Mach2 igy konvertalja jol, de nem a legujabb verzio.
Probald meg! rajzolj egy adott meretu vonalat Corelben, majd hpgl, es nezd med a Gkodok legnagyobb koordinataja kissebb lesz mint kene. A Kkam4-nel a szorzo 2540, kulonben colban rajzol, de ezt mar nem hasznalom, csak a 3D-s Dxf ek G kodda alakitasara. | |
| 2005. aug. 24. 19:16 | Válasz | #576 | |
|
Vajon ez a 101.6% minden méret tartományban
igaz? A legujabb Mach2-őt használod? Vajon a Mach3 is igy működik? | |
| 2005. aug. 24. 18:06 | Válasz | #575 | |
|
Magamnak valaszolok, abban a remenyben,
hogy masok is olvassak ;-) A Corelben keszult rajzot hpgl formabnan elmentve a Mach G kodba forditasakor merethiba jelentkezik, ami jol latszik a G kod lista X, Y maximalis ertekeibol. Tapasztalatom szerint a kesz Corel rajzot kivalasztva a % ablakban fel kell szorozni 101.6 % ra. az igy keszulo G kod meretpontos. | |
| 2005. aug. 23. 19:09 | Válasz | #574 | |
|
En pont tegnap szivtam ezzel! Egy 770mm-es kort kellett kivagjak 10mm-es plexibol, es az eredmeny 758mm lett, ugyhogy ment az egesz a selejtbe. Keresgelni keztem, megoldast nem talaltam, de nehany erdekes megfigyelem tanulsagos lehet. A Corel 11 rajz 774 mm-es kort abrazol, (A maro 4 mm vastag), vektoros rajz, barmennyire nagyithato, nem torzul. Eddig OK. Elmentettem hpgl formatumba, majd kivagtam. A kesz koron jolmegfigyelheto volt, hogy egyenes szegmensekbol all. Ekkor vettem szemugyre a G kod sorozatot; sokszaz sor mind egyenest razoltat (G1), es a maximalis X es Y 774 helyett 762... , tehat mar rosszul keszul a g forditas. Ugyanez AutCad- bol DXF ben: Az egesz G kod alig 12 sor, es az eredmeny tokeletes kor es meretpontos. Megprobaltam a beepitett ``Varazsloval``, ugyanaz a parsoros G kod. Tokeletes kor, csak valaszthatoan kivul, vagy belul kis ivvel kezd. Ez jo, ha nem kell mind a ket darab. Megprobaltam Corel-bol DXF be exportalni, Az eredmeny semmi, nem lesz belole G kod. Szoval a kovetkezo lepesben majd megkeresem azt az allandot, (ha van ilyen), amivel a hpgl- G konverzio teveszt es a kesz rajzot ezzel fogom felszorozni. | |
| 2005. aug. 22. 07:42 | Válasz | #573 | |
|
Ok, a HPGL-re is léteznek Viewer-ek.
Nem értem a problémádat DXF ügyben mert az inportnál minden paramétert (sebesség, mélység, befúrás, sorrend) Te határozol meg (Layer control panel)!!! | |
| © Vitriol | 2005. aug. 21. 21:35 | Válasz | #572 |
|
Nem dxf-re, hanem plt HPGL file-ra
vonatkozozz a kérdésem. A DXF hosszabb, és a korrekt méreten kívül a sebességeket tul lassura vette, a Z tengelyt meg furán mozgatta lr-fel. Maradnék a FPGL nyelvnél. Ott tudom hogy milyen irányban és sorrendben fog dolgozni a maró. Tehát miért csal a méretnél ? | |
| 2005. aug. 21. 09:57 | Válasz | #571 | |
|
Egyszerű eldönteni hol a hiba, ha felraktok
egy 3. progit amivel meg lehet nézni a DXF file-okat (pl. Innét) és megnézitek a lementett dxf eredményt!
| |
| © Machszi | 2005. aug. 21. 07:02 | Válasz | #570 |
|
Nem vagyok Corel 11 szakértő, én is inkább
csak kérdezek, de szerintem nem biztos hogy te hibáztál ui. nekem olyan
hiba jött elő, hogy egy teljesen zárt alakzatot exp.tam dxf be 11-ből és
az (igaz én nem is Mach ban dolgoztam), egy helyen megyszakadt és
hiányzott belőle egy 2-3mm-es szakasz.Ugyanazt a fájlt Corel 8 -ból
exportálva hibamentes lett. Azért én is feltenném a kérdést hol hibáztam ? ill. Én hibáztam ? | |
| © Vitriol | 2005. aug. 19. 21:55 | Válasz | #569 |
|
Rajzoltam egy 60*60-as négyszöget
Corel11-ben. A generált plt file-t 59.05*59.05 ként értelmezte. Ugyanez dxf ként korrekt. Hol követhettem el hibát ? | |
| 2005. aug. 16. 11:40 | Válasz | #568 | |
|
A Mach3 (2) fordítással kapcsolatban a
fordító türelmet kér szeptember végéig, mert vállási okok miatt
"felfordulás" van nála és egy kicsit lassan halad (de halad!)! Én is csak ezt kérhetem Tőletek!
| |
| © Lex | 2005. aug. 11. 14:21 | Válasz | #567 |
|
Kedves Tibor!Igazából szeretnék egy Mach2
teljes verziót./biztonsági másolat is érdekel Biztosan érted mire gondolok!Természetesen honorálnám!Modemával már régóta dolgozunk 3D-be.Különbözö szobrocskákat,domborokat készítünk,de most a kis Modema,már nem elég ezért építettünk egy új és nagyobb gépet ami erösebb.Viszont programunk nincs hozzá,ezért szeretnénk a Mach2 teljes verzióját. Lex | |
| © Hunka Tibor | 2005. aug. 11. 13:16 | Válasz | #566 |
|
T Lex Kicsit bövebben mit szeretnél elkövetni a gépen Tibor | |
| © Szakály János | 2005. aug. 11. 06:46 | Válasz | #565 |
|
Sziasztok Érdeklödöm hogy hasznélja e
valaki a mach turn-t | |
| © Lex | 2005. aug. 10. 15:27 | Válasz | #564 |
|
Tiszteletem Mindenkinek! Édesapámmal sikerült építenünk már egy gépet,természetesen a motorokat és az elektrónikát a Mesterek tették fel nekünk :) Az lenne a kérdésem,hogy valaki tudna-e segíteni a program beszerzésében?A Mach2 demó verziójával tökéletesen müködik a gép,de ez kevés a boldogsághoz  Segítséget elöre is köszönöm! Polyák S.Alex | |
| © Vitriol | 2005. aug. 09. 13:57 | Válasz | #563 |
|
S.O.S Hogyan kell a PWM managerben a motor
setupot használni? Ha beolvasom a kész pwm fájlok egyikét a programba,
akkor azt fel kell tölteni a PIC-be (upload), vagy sem ? A test fülön lehetne ellenőrizni a lépés egyenletességét,sebességét? A vezérlőt ehhez csak bekapcsolom, vagy a végálláskapcsolókkal is kell-e mach(2)inálni ? Az első lapon be kell-e kapcsolni a tuning opciót ? A többit hogy kell ellenőrizni ?(számláló, végállás..stb) A PWM leírása számomra legalábbis nem egészen informatív. Csak azt látom mire képes, de hogy hogyan...??? | |
| © Amatőr | 2005. aug. 08. 21:10 | Válasz | #562 |
|
Van ötletetek erre?: úgy teszteltem a
gépemet, hogy csak a Z tengely mozogjon fel-le 0,1mm-t. Ez nálam 7egész
valahány tized-század lépés oda-vissza. A sebességet addig lassítottm amíg
kb. 1 másodpercenként léptetett egyet. Az egyik oldali irányváltásnál
semmi gond, a másiknál két Impulzus nagyon közel kerül egymáshoz, nagyon
jól lehet hallani a szabálytalanságot. Ha Z elmozdulását akkorára állítom
hogy pontosan egész lépésekkel meg tudja oldani a gép (az egy lépéshez
szükséges elmozdulás többszöröse) akkor semmi hiba. Mi alapján határozza meg a program hogy ha a kívánt elmozdulás a legkisebb felbontásnak nem egész számú többszöröse, akkor az elmozdulás végén mit tegyen a maradékkal? Köszi! | |
| © Amatőr | 2005. aug. 07. 09:52 | Válasz | #561 |
|
A végállás bemeneteken 9 MOhm körüli
értékeket mértem, ez biztosan OK. A többit mailben. Köszönöm. | |
| 2005. aug. 06. 09:32 | Válasz | #560 | |
|
Végezd már el a Szervízleírás végállás
bemenetek fejezetében írtakat! Ha azok alapján a PIC jónak tűnik, akkor a
jövőhét utáni hétre küld vissza és újra bemérem az egészet!
| |
| © Amatőr | 2005. aug. 05. 20:51 | Válasz | #559 |
|
Hello! A bitkiosztásnál egy pipa sincs, utánanéztem. A ferritgyűrűt megpróbáltam de nem segített. A következő próbát végeztem el: PC kikapcsolva, a tápegység szintén, sőt az egész helyiséget áramtalanítottam, majd a vezérlő digit tápjára egy 9,6V-os fúró akksit kötöttem. Kb. egy perc múlva így is kigyullad az error led. Most mitévő legyek? Köszönöm. | |
| 2005. aug. 05. 06:54 | Válasz | #558 | |
|
Érdekes ez a portos engelyézősdi dolog! Már
más is írta ezt de nálam (2 gépen használva) sosmem jelentkezett. Ha az
error LED kigyúlad a Mach2-nél az bizony impulzus zavar! Atáp vagy nincs
jól szűrve, vagy a valami zavar a környéken (lehet, hogy maga a CNC
motorok hatnak vissza)! Füzzél ferritgyűrüt a vezérlőhöz a legközelebbi
ponton a 8V-os tápvezetékre (mindkét eret füzesd át egy közös
ferritgyűrün, több hurokban)! Az ERROR LEDNEK NEM SZABAD VILÁGÍTANIA a
Mach2 (3) alatt!!! | |
| 2005. aug. 05. 06:47 | Válasz | #557 | |
|
Ugye a pipák ki vannak szedve a port
bitkiosztásainál mindenhol (Actiwe Low)! | |
| © Amatőr | 2005. aug. 04. 21:41 | Válasz | #556 |
|
Az ábra körül egy jog módban rajzolt keret
van, itt jól látszik talán hogy mi a hiba. Üdv. és előre is köszönöm ha van valami javaslat. | |
| © Amatőr | 2005. aug. 04. 21:36 | Válasz | #555 |
|
Hello ! Túl vagyok néhány teszten és beállítás módosításon, az eredmények: A Pw=1, Pc=0 már működik, de csak akkor ha a 278 és 378 port is engedélyezve van. Teszteltem egész lassan is a gépemet (60mm/perc!), de csak annyi változott hogy az ábra most jobbra dől, ill. itt újra overdrive jelzést kapok (vagy infarktust:) ). Bekapcsolás után röviddel az error led világít, már három nyomtatókábelt próbáltam, köztük egy jól árnyékolt Hama-t is. A vezérlő közelében csak a PC van, a mobilomat elástam, már csak a petróleumlámpa világít hogy lássak a sufniban. Próbáljam egy másik számítógéppel? Valami szarvashiba kell hogy legyen, valszeg itt van az orrom előtt de nem látom. Itt egy teszt, ez még a balra dőlős fajta:  | |
| © Fehér Viktor | 2005. aug. 03. 20:32 | Válasz | #554 |
|
Üdv mindenkinek! Tanácsot szeretnék kérni a Mach2 jpg,bmp convertálójáról.Valaki esetleg tudja a beállításokat, mi micsoda.Eddigi próbálkozásaim kudarc.Vagy lefagy a Mach1 filter vagy krix-krax a vége. Még kezdő vagyok ebben a témában. | |
| 2005. aug. 03. 19:32 | Válasz | #553 | |
|
Természetesen! A weblapomat majd javítom!
| |
| © Amatőr | 2005. aug. 03. 19:13 | Válasz | #552 |
|
A weblapon ajánlott értékek: Pw=3,
Pc=0...4, ez van pirossal kiemelve a beállítások között. Most megpróbálom
az 1-0 -t is, jelzem majd mi lett az eredmény. Ha nincs túlhajtás jelzés a
vezérlőn attól még túlhajtható a motor? A sebességeket úgy állítottam be
hogy az overdrive led még nem világít. | |
| 2005. aug. 03. 12:36 | Válasz | #551 | |
|
A weblap alapján setup-old a Mach2-őt!
Pulse width=1! PreChange=0! Valamint a teszteket egész lassú motorsebesség mellett is teszteld nehogy túl legyen hajtva a motor (ez is okozhat impulzus vesztést). | |
| © Amatőr | 2005. aug. 03. 11:41 | Válasz | #550 |
|
A pulse width=3 az ami nem működik, ezt
4-re kellett állítanom. A Z tengelynél azt vettem észre hogy felfele
mozgás után, amikor már befejezte a mozgást tesz még egy lépést. Hogy
jobban érthető legyen: a fotó egy 40x8mm-es téglalapot mutat teljesen
felülnézetből, a sorok egyre inkább balra csúsznak. A PreChange=4. Ez OK?
A kimászás biztosan nem mechanikai eredetű, hiszen X=20mm elmozdulás közben Z=2mm emelkedés, ekkora szöghiba nincs a szerkezetben. | |
| 2005. aug. 03. 09:33 | Válasz | #549 | |
|
"A kottyanás okozhat egyirányú eltolódást?
" ez jó kérdés, nem tudom. Hogy hogy nem megy pulse with 1? Ezt nem értem. Mennyi a PreChange értéked? | |
| © Amatőr | 2005. aug. 03. 08:28 | Válasz | #548 |
|
Kottyanás van ugyan,de csak néhány tized,
az LPT kábel 1,5m, a pulse width=3 nálam nem működik csak 4-el. Túlhajtás
jelzés nincs,(a vezérlő felvette a maximális sebességeket)az error LED-et
ellenőriznem kell. Gyorsulás 2, sebesség 4. A kottyanás okozhat egyirányú eltolódást? Köszönöm! | |
| 2005. aug. 03. 08:01 | Válasz | #547 | |
|
Szerintem impulzis vesztésed van (ha a
mechanika tényleg nem kottyan)! Ellenőrizd a Mach2 összes beállításait (főleg a sebességek és a pulse width és PreChange értékeket)! Az Error LED nem világít kb 1 perces üzem után? Ha igen, külsö zavarod van a közelben (lásd a Servíz leírást)! Milyen hosszú LPT kábelt használsz (max 3m-legyen)? | |
| 2005. aug. 03. 01:27 | Válasz | #546 | |
|
Szia! Párhuzamosak a dolgok, illetve nem "lejt" semmi a mechanikán? - Ez ok lehet arra hogy a tű kimásszon. A rajz illetve a kimászás még arra enged következtetni, hogy nem holtjáték mentesek a hajtásaid (bár az arányok és a rajz fekvése nem egészen egyértelműen vehető ki). Ha tévedtem bocsi! Tamás | |
| © Amatőr | 2005. aug. 02. 18:40 | Válasz | #545 |
|
Hello! Van valakinek ötlete hogy egy téglalapot miért így rajzol meg a gépem?  A hiba a Z tengelynél is jelentkezik, marás közben felfele kimászik a gravírtű az anyagból. Mi lehet a hiba? Köszi! | |
| © victorhu | 2005. júl. 27. 08:43 | Válasz | #544 |
|
Köszi a választ, teljesen logikus. Üdv | |
| 2005. júl. 27. 08:30 | Válasz | #543 | |
|
Ez így van! Mármint fel lehetne cserélni de
nem teszem (már). Így a léptetési sorrend lineáris Jobról-balra vagy
fordítva. Ennek hibakeresésnél van jelentősége és persze nem akarom az
összes doksit és képet átírni mert megváltoztatnám a léptetés sorrendjét.
Ez a rengeteg kintlévő Vezérlő miatt nagy kavarodást és félreértéseket
okozna. Ez a léptetési sorrend még a fejlesztés időszakábol maradt, amikor sok ellenőrzést kellett végezni. Innét öröklődött tovább. | |
| © victorhu | 2005. júl. 26. 21:38 | Válasz | #542 |
|
Kedves HobbyCNC! Szeretem érteni mi miért van, ezért kérdezem Tőled - bár a működést nem érinti - hogy mi az oka annak, hogy a motorok két középső fázisvezetékét "keresztbe " kell bekötni a vezérlőbe. Gondolom azt a két output pint akár szoftverben is fel lehet cserélni. Ha nem tetted, annak nyilván oka van. Elnézésedet kérem a kiváncsiskodásért :-) üdv | |
| © sev | 2005. júl. 25. 18:39 | Válasz | #541 |
|
A BIOS-t frissítettem,helyzet változatlan.
Marad a gép csere. | |
| © sev | 2005. júl. 25. 17:44 | Válasz | #540 |
|
Köszönöm a gyors választ! Tegnap már
kerestem BIOS-t a VIA honlapján de nem találtam. Mach3-at még nem
próbáltam de a Master5-öt igen annál is fagy.Keresem tovább a
BIOS-t,csinálok róla egy mentést és próbálkozom,de valószínű a vége gép
csere lesz.Az asztali gépemen is észrevettem ha fut a Mach2 késik az óra.
Mégegyszer köszönöm. | |
| 2005. júl. 25. 15:00 | Válasz | #539 | |
|
Próbálj BIOS-t is frissíteni és esetleg
teszteld a Mach3-at is (lehet, hogy más a pulse drivere). Néha előfordul az ilyen Mach-okkal, álltalában nem szabványos alaplapi Timer-ek (ekzotikus chip settek) okozzák (ezt használja a Mach). | |
| © sev | 2005. júl. 25. 13:35 | Válasz | #538 |
|
Üdvözlök mindenkit! A következő problémára kersek megoldást,hátha tud valaki segíteni. Vásároltam egy Via Epia Mini ITX gépet 600-as Samuel 2 proc-al,ezzel szerettem volna vezérelni a marómat, az a gondom,hogy a Mach2 feltelepítéde után ha indítom a programot egyszerűen lefagy a gép.Kcam működik. Az asztali gépemen minden szépen működik Mach2-vel is, de ezt a Via alaplapot nam tudom egyszerűen beállítani, már letiltottam az alaplapon az összes felesleges integrált dolgot de mégsem működik.Ha találkozott valaki hasonlóval legyenszíves segítsen. Előre is köszönöm. sev | |
| © giorgiocnc | 2005. júl. 20. 08:37 | Válasz | #537 |
|
A Gimp windowsos verziója úgy néztem, hogy
nem ismeri a hpgl-t. Giorgio | |
| 2005. júl. 18. 14:00 | Válasz | #536 | |
|
Valoszinu asztfogom tenni.
| |
| 2005. júl. 18. 11:45 | Válasz | #535 | |
|
Én is 11-est használom minden gond nélkül.
Szerintem szerez be egy másik Corel11-et! | |
| 2005. júl. 18. 11:37 | Válasz | #534 | |
|
szia. Az astalavistát ismerem de hiába ha nemindul nem ez a baj egyszerüen else indul a progi szerintem már a demo rossz. Ujra telepitetem az xp de mégse, a 10-es az megy rendesen. Pedig leformáztam a vinyot! | |
| © victorhu | 2005. júl. 17. 22:14 | Válasz | #533 |
|
Meg valami: a Corel 12 legalabb Win2000-t
vagy XP-t kivan, alatta (pl. Win98) nem megy. | |
| © victorhu | 2005. júl. 17. 22:12 | Válasz | #532 |
|
Bocs az iment nem irtam: probald meg
letakaritani a demot, minden ra utralo bejegyzest torolni a registrybol,
aztan reboot, es ujra telepit. Valoszinuleg a Gimp win verzioja is tud hpgl-t, de szemelyesen nem probaltam. | |
| © victorhu | 2005. júl. 17. 22:09 | Válasz | #531 |
|
Szia Tramp! Elvileg a demonak el kene indulnia, mindennek rajta kene lennie a lemezen. Gondolom sok problema gyogyszerenek forrasat ismered: astalavista.box.sk :-)) Udv | |
| 2005. júl. 17. 22:03 | Válasz | #530 | |
|
Sziasztok! Tudna nekem valaki valamilyen progit mondani amiböl lehet HPGL file-okat Exportálni, a Corel Draw 11-en kivul. A Corel 11-et hiába telepitem fel nemakar elindulni igaz demo de ha rákattintok a Try fulre utána semmi, valami infoja van valakinek erröl a problémárol? Lehet hogy valamit még felkellene raknom a gépre? Nemtudom hogy milehet a baj. A segitséget elöreis köszönöm!!! | |
| © Szakály János | 2005. júl. 07. 22:25 | Válasz | #529 |
|
sziasztok Segitsetek. Ha rajzolok egy 3D szerszámpályát dxfbe a MACH2 csak 2Dnek látja DE Az AuTOCAD 3Dnek látja .Régen 3Dnek látta de nem tudom hogy visszacsinálni . Ujra is telepitettem. Köszi | |
| 2005. júl. 07. 14:28 | Válasz | #528 | |
|
Sajnos a képernyő nem dinamikus (nem követi
a rendszer beállításait), így sem a fontok sem a felbontás változtatása
nincs rá hatással. Szerintem írd át a képernyődet izlésednek legjobban megfelelően! | |
| 2005. júl. 07. 14:26 | Válasz | #527 | |
|
A fordítás halad, bár egy kicsit lasabban
mint szeretném (a fordítomnak családi problémája akadt sajnos), de
remélhetően felgyorsul a munka! Én ezen vagyok!  | |
| © victorhu | 2005. júl. 06. 22:30 | Válasz | #526 |
|
Szia HobbyCNC! Telepitettem a magyaritott kepernyot, ami igen hasznos dolog. Van arra valami egyszeru megoldasod, hogy "Large Font"-os kepernyo beallitassal is mukodjon? Az ember szeme sem marad mindig a regi :-() Udv | |
| © MakraZ | 2005. júl. 06. 15:13 | Válasz | #525 |
|
Érdeklődék hol tart a mach gépkönyv
fordítása!? | |
| 2005. jún. 12. 08:21 | Válasz | #524 | |
|
Csak jelzem ismét, az aktuális frissítés: Mach2 Release 6.11N ! | |
| 2005. jún. 12. 08:14 | Válasz | #523 | |
|
Sajnos már rég lezártuk a dolgot.
| |
| © Fehér Viktor | 2005. jún. 11. 20:30 | Válasz | #522 |
|
Most csatlakoztam a fórumhoz, és engem is
érdekelne a Mach2 gépkönyv honosítás.Lecsúsztam vagy lehetne még róla szó?
| |
| 2005. jún. 06. 19:35 | Válasz | #521 | |
|
Az jó, nekem is így van!
| |
| © tibirici | 2005. jún. 06. 19:15 | Válasz | #520 |
|
Köszi a gyors választ! "mach1 pulseing engine" ?-jellel szerepel az eszközkezelőben. Mit tegyek? | |
| 2005. jún. 06. 18:46 | Válasz | #519 | |
|
Valószínüleg alapból is instabil a géped.
Ellenőrizd a BIOS beállításokat (lehet, hogy a memória kezelést kellene
egy kicsit visszább venni). Előfordulhat, hogy az alaplapodat (vagy annak
driverjét) nem szereti (próbálj BIOS-t és drivert frissíteni).
| |
| © tibirici | 2005. jún. 06. 18:29 | Válasz | #518 |
|
Sziasztok! Van valakinek tanácsa, miért fagy igen gyakran a Mach2? WinXP SP2, minden hang kikapcsolva, teljesítményre optimalizált memóriahasználat, 1800MHz, 256MB RAM Már csináltam, azt is, hogy teljesen újratelepítettem és csak a MACH2-t raktam fel. A leggyakoribb, hogy indítás után fagy le, amikor az ablak megjelenik. Előfordult, hogy végrehajtás közben. Szinte kizártnak tarom látatlanban is, hogy Nektek is 10 indításra esne átlag 7 fagyás. El fog romlani a reset gombom... | |
| 2005. jún. 04. 08:14 | Válasz | #517 | |
|
Mindenki befizetése megérkezett! A teljes és
végleges lista: HobbyCNC; rc; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; tomahawk; Karsa Istvan; giorgiocnc; SIMI; MakraZ; M.Sandor; Lakatos; TAPICSKA FORG.; Szűcs Ödön; MACHSZI; RUSSIANGT; Motyoros; Zolee; SZAKALY JANOS; molyolo; V.FERENC; Bicska; Balogh Sándor. A fordítási munkát kiadtam. A fordítás elkészülte után a fenti listához tartozó itteni (fórumbeli) e-mail címekre fogom elküldeni a Magyar pdf-et! Ha lesz érdemi hír, érdekesség e témában, itt közzéteszem majd. Köszönöm mindenkinek! | |
| © Simi | 2005. máj. 31. 21:27 | Válasz | #516 |
|
Kösz. a probléma megoldódott
| |
| 2005. máj. 31. 16:39 | Válasz | #515 | |
|
Ha a Profi1-et használod akkor meg vedd le
az összes aktiv low pipát! | |
| © RINALDO | 2005. máj. 31. 14:56 | Válasz | #514 |
|
Nézd meg az activ low opciót a mach2-be.Ha
eddig nem volt kijelölve jelöld ki. | |
| 2005. máj. 31. 07:45 | Válasz | #513 | |
|
Köteles Béla = rc Így a lista: HobbyCNC; rc; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; tomahawk; Karsa Istvan; giorgiocnc; SIMI; MakraZ; M.Sandor; Lakatos; TAPICSKA FORG.; Szűcs Ödön; MACHSZI; RUSSIANGT; Motyoros; Zolee; SZAKALY JANOS; molyolo; V.FERENC; Bicska. Nincs befizetési infóm Balogh Sándorról, kérem jelentkezzen, hogy megbeszélhessük! Köszönöm! | |
| 2005. máj. 30. 17:56 | Válasz | #512 | |
|
A befizetések listálya: HobbyCNC; Köteles Béla; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; tomahawk; Karsa Istvan; giorgiocnc; SIMI; MakraZ; M.Sandor; Lakatos; TAPICSKA FORG.; Szűcs Ödön; MACHSZI; RUSSIANGT; Motyoros; Zolee; SZAKALY JANOS; molyolo; V.FERENC; Bicska Az eredeti listán még szerepelt: rc; Balogh Sándor. Pluszként jött: Köteles Béla Van e itt olyan aki nem látja a nevét és besfizetett? | |
| © Simi | 2005. máj. 29. 16:53 | Válasz | #511 |
|
Még mindig nem mozgatja a mach 2 a gépet,
számtalan beállítás és újra teletítés ellenére sem, ellentétben a mach 3-l
ami telepítés és beállítás után azonnal működött. Ha valaki tudja kérem
írja meg | |
| 2005. máj. 27. 07:14 | Válasz | #510 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; tomahawk; Karsa Istvan; giorgiocnc; SIMI; MakraZ; M.Sandor; Lakatos; TAPICSKA FORG.; Szűcs Ödön; MACHSZI; RUSSIANGT; +3db postai befizetés (neveket postán kapom meg majd később); SZAKALY JANOS; molyolo; V.FERENC; Bicska. Amint megkaptam a hiányzó neveket, teljes lesz a lista és akkor befejezetnek tekinthetjük a gyűjtést! A továbbiakat én intézem és folyamatosan tájékoztatlak benneteket. Megköszönöm ezt a páratlan összefogást és bizalmat! Mamarosan jelentkezem! | |
| 2005. máj. 26. 19:35 | Válasz | #509 | |
|
Gyakorlatilag össze jött a pénz.
Megbeszélem a fordítóval a továbbiakat!
| |
| © Bicska | 2005. máj. 26. 18:15 | Válasz | #508 |
|
Elutaltam már én is..pontosabban 1
családtagom, mert nem volt rá megint lehetőségem.... 
| |
| © tomktom | 2005. máj. 26. 17:44 | Válasz | #507 |
|
Az igazat megvallva nem hittem volna, hogy
mindenki befizeti! Gratulálok magunknak! | |
| © Molyoló | 2005. máj. 26. 17:05 | Válasz | #506 |
|
Szintúgy!!!
| |
| © Kristály Árpád | 2005. máj. 26. 09:04 | Válasz | #505 |
|
Hallihó Mindenkinek! Hurá!!!!!! Bocs, csak ezt akartam mondani! Gratulákol a csapatnak Büszke vagyok rá, hogy tagja lehetek! Hallihó! | |
| 2005. máj. 26. 08:44 | Válasz | #504 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; tomahawk; Karsa Istvan; giorgiocnc; SIMI; MakraZ; M.Sandor; Lakatos; TAPICSKA FORG.; Szűcs Ödön; MACHSZI; RUSSIANGT; +3db postai befizetés (neveket postán kapom meg majd később); SZAKALY JANOS; molyolo; V.FERENC. Most már csak Bicskára várok, de Ő jelezte, hogy a héten fizeti be. Köszönjük! | |
| 2005. máj. 25. 15:05 | Válasz | #503 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; tomahawk; Karsa Istvan; giorgiocnc; SIMI; MakraZ; M.Sandor; Lakatos; TAPICSKA FORG.; Szűcs Ödön; MACHSZI; RUSSIANGT; +3db postai befizetés (neveket postán kapom meg majd később). Köszönjük! | |
| 2005. máj. 25. 11:23 | Válasz | #502 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; tomahawk; Karsa Istvan; giorgiocnc; SIMI; MakraZ; M.Sandor; Lakatos (?valószínüleg, de majd jön postán elszámolás hozzá); TAPICSKA FORG.; Szűcs Ödön; MACHSZI; RUSSIANGT. Köszönjük! | |
| © motyoros | 2005. máj. 24. 09:51 | Válasz | #501 |
|
zolee! 17.-én feladtam postán és szintén semmi, remélem a kamatot is hozzáteszik. 
| |
| © zolee | 2005. máj. 24. 09:31 | Válasz | #500 |
|
Hatalmas csapágygolyók gördültek le a
szívemről! | |
| 2005. máj. 24. 09:27 | Válasz | #499 | |
|
Kb. egy hét szokott lenni a postás
utalásoknál. Még nem jelent meg a Te 4950 Ft-os utalásod. A posta eléggé
sz...r. De még megjöhet!
| |
| © zolee | 2005. máj. 24. 09:12 | Válasz | #498 |
|
19.-én utaltam a zs-t és még mindig nem
látom a nevemet a listán. Mi a tapasztalat, hány nap alatt kapod meg ha
póstán keresztül utalnak? A számlaszámot ellenőriztem és az ok.Én utaltam az azonosítás miatt 4950-et. Üdv! | |
| 2005. máj. 24. 07:20 | Válasz | #497 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; tomahawk; Karsa Istvan; giorgiocnc; SIMI; MakraZ; M.Sandor; Lakatos (?valószínüleg, de majd jön postán elszámolás hozzá); TAPICSKA FORG.; Szűcs Ödön; MACHSZI; Köszönjük! | |
| 2005. máj. 23. 09:26 | Válasz | #496 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; tomahawk; Karsa Istvan; giorgiocnc; SIMI; MakraZ; M.Sandor; Lakatos (?valószínüleg, de majd jön postán elszámolás hozzá). Köszönjük! | |
| © Machszi | 2005. máj. 23. 09:12 | Válasz | #495 |
|
Utaltam a pénzt, igéret szerint holnap
reggel ott lesz. Machszi | |
| © victorhu | 2005. máj. 23. 08:45 | Válasz | #494 |
|
Bocs a kerdesert, ha trivialis: ez arra jo,
hogy az otfele palyan otfele szerszammal megy vegig, kozben cserelve?
| |
| 2005. máj. 23. 07:18 | Válasz | #493 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; tomahawk; Karsa Istvan; giorgiocnc; SIMI; MakraZ; M.Sandor. Köszönjük! | |
| 2005. máj. 23. 07:06 | Válasz | #492 | |
|
Valószínüleg egy rétebe készítetted az
egész rajzot, azért látja a Mach2 is egy rétegnek. A Corelbe is több
rétegben rajzold meg. | |
| © Szakály János | 2005. máj. 22. 22:15 | Válasz | #491 |
|
sziasztok sziasztok Ha dxf (corel) rajzolok szerszámpályát( 5 pálya 5 féle szinnel) a mach2 látja entities 5 réteg de a Layer controlba csak 1 réteget ismer fel egybe veszi az egészet köszönön | |
| 2005. máj. 20. 15:04 | Válasz | #490 | |
|
Ez érdekes, a weblapon 11N van írva
letöltve és felrakva 11M-et mond a progi...
| |
| 2005. máj. 20. 15:01 | Válasz | #489 | |
|
Csak jelzem, hogy a Mach2 ismét frissült:
Mach2 Release 6.11N ! | |
| 2005. máj. 20. 06:26 | Válasz | #488 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; tomahawk; Karsa Istvan; giorgiocnc; SIMI. Köszönjük! | |
| 2005. máj. 20. 06:24 | Válasz | #487 | |
|
Csörges meg kérlek! | |
| © Molyoló | 2005. máj. 19. 21:48 | Válasz | #486 |
|
István! Holnap de. Miskolc belvárosában dolgozom. Össze tudunk futni, hogy oda adjam a lét? No meg a progit? | |
| © Bicska | 2005. máj. 19. 18:25 | Válasz | #485 |
|
Ezen a héten sajnos teljes időhiányban
vagyok, csak azért jelzem, hogy szándékomban áll befizetni..remélem hétfőn
sikerül. | |
| 2005. máj. 19. 17:56 | Válasz | #484 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; tomahawk; Karsa Istvan; giorgiocnc. | |
| © M. Sándor | 2005. máj. 19. 16:21 | Válasz | #483 |
|
Ma utaltam, remélem mielőbb +érkezik.
Köszi! | |
| 2005. máj. 19. 12:57 | Válasz | #482 | |
|
zolee: ok, figyelek rá! tomahawk: gondoltam, de a közleménybe ez van írva! :-) | |
| © tomahawk | 2005. máj. 19. 12:15 | Válasz | #481 |
|
Az a TOMAHAUK én lennék, csak a pontosság
kedvéért. :-) | |
| © zolee | 2005. máj. 19. 12:10 | Válasz | #480 |
|
István! Postán utaltam a ZS-t. A közleményböl nem hiszem,hogy be tudsz azonosítani ezért 4950 ft-ot utaltam így az azonosítás egyértelmű. Üdv! | |
| 2005. máj. 19. 07:13 | Válasz | #479 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS; TOMKTOM; recece; TOMAHAUK; Karsa Istvan. Küszönjük! | |
| © tomahawk | 2005. máj. 18. 19:59 | Válasz | #478 |
|
Én is ma utaltam, remélem holnapra már
megérkezik. | |
| 2005. máj. 18. 19:21 | Válasz | #477 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR; IFARKAS. Köszönjük! | |
| 2005. máj. 18. 12:33 | Válasz | #476 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK; GYURKA; ZIMI; KRISTALY ARPAD; SOTI; Gordon; rekalaca; REHO; AGYASII; Bertalan; AMATOR. Köszönjük! | |
| 2005. máj. 18. 08:41 | Válasz | #475 | |
|
ok, majd figyelek rá! Köszönjük! | |
| © Lakatos | 2005. máj. 18. 07:47 | Válasz | #474 |
|
A posta segítségével utaltam,így a
közleményben nem hiszem,hogy bármi is szerepelni fog.Bocs.
| |
| 2005. máj. 17. 15:36 | Válasz | #473 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK; GYURKA. | |
| 2005. máj. 17. 12:58 | Válasz | #472 | |
|
Befizetések: HobbyCNC; Köteles Béla; SVEJK. | |
| 2005. máj. 17. 08:43 | Válasz | #471 | |
|
A fordítást tudom folyamatosan
követni/segíteni ha kell. Nem gond mert az illető itt nálunk (a cégnél)
üzemmérnök és már több műszaki gépkönyvet fordított. A speckó műszaki
részt meg én is értem csak a konyhanyelvvel van gondom. | |
| © MakraZ | 2005. máj. 17. 08:37 | Válasz | #470 |
|
Köszönöm István. Este utalok.
Tapasztalataim szerint erősen meg kell gondolni kinek adod ki a fordítani valót, régebben fordíttattam egy vékonyka gépkönyvet hivatalos műszaki fordítóirodában, de az eredmény sokszor igen nagy ostobaság és zöldség lett :( | |
| 2005. máj. 17. 06:54 | Válasz | #469 | |
|
Egyedül ilyenre nem vállalkoznék mert nem
ismerek minden területet annyira, hogy érdemi információkat adhassak (pl.
mechanika, G-kódok). Ez az ötlet egyébként nem új, mástól is felmerült.
Majd kiforja magát...
| |
| 2005. máj. 17. 06:51 | Válasz | #468 | |
|
Szerintem nincs akadája! Bár már Köteles Béla Úr is befizette a 4910 Ft-ot (akkor még 33-an voltunk), de a 33 és a 34 fő között a fejkvóta 146 Ft, szerintem Ő is bele eggyezik a dologba (meghitelezem előre, de ha tévedek kérem jelezze)! Akkor ezekszerint a végleges lista: HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád; Tapicska forg.; Tomahawk; Amatőr; Reho; Machszi; Molyoló; Zolee; tomktom; rc; Lakatos; Karsa István; giorgiocnc; Szűcs Ödön; M. Sándor; ifarkas; Zimi; agyasII; RussianGT; Bicska; Szakály János; gyurka; V.Ferenc; svejk; soti; Gordon; Balogh Sándor; Simi; MakraZ. Ebből jelenleg befizetve: HobbyCNC; Köteles Béla. | |
| © MakraZ | 2005. máj. 16. 22:12 | Válasz | #467 |
|
István ! Erről nem szerettem volna
lemaradni, de sajnos az elmúlt pár hetet nem töltöttem itthon és
gépközelben sem. Így a fórumot is csak most olvasgattam újra.
Mivel éjfél még nem múlt el, bátorkodom megkérdezni : Nem lenne gond ,ha én is befizetném a 4910 Ft-ot ? Bocsánat a késlekedésért. | |
| © Amatőr | 2005. máj. 16. 20:30 | Válasz | #466 |
|
Épp most költöttem el 18k-t netes
könyvrendelésekre (sajnos az irodalom, főleg a műszaki téma nem olcsó).
István! Neked is ki kellene adnod a tapasztalataidat, a hobby CNC téma még szűz terület a könyvpiacon. Lehet hogy elsőre meredek az ötlet, de -gondolom másokhoz hasonlóan- szívesen olvasnék olyantól, aki tudja mit beszél. Vagy ez már csak napi 3 liter kávéval menne? 
| |
| 2005. máj. 16. 19:33 | Válasz | #465 | |
|
Befizetések: HobbyCNC; Köteles Béla. | |
| 2005. máj. 16. 10:20 | Válasz | #464 | |
|
Tisztelt Befektetők! A határ idő lejárt, szerintem lezárhatjuk a jelentekzéseket. Aki akart jelentkezhetett. A végeredmény: 33-an vagyunk ami azt jelenti, hogy 16200/33=4910 Ft/fő a fejenkénti fordítási költség. Tehát 4910 Ft-ot kellene minden jelentkezőnek a weblapomon meghírdetett számlaszámra átutalnia. FONTOS: Kérek mindenkit, hogy az átutalás megjegyzése rovatába adja meg az itt használatos nevét! Csak így tudom egyértelműen azonosítani, hogy ki fizetett és még ki van hátra! Amint összegyült a 162000 Ft, ki adom a munkát a fordítónak. Biztonsági okok miatt csak a teljes összeg beérkezése után indíthatom a munkát. Ha valami ok miatt nem fizetnének néhányan, akkor megtárgyaljuk a továbbiakat itt (kiegészítés, vagy tételes visszafizetés mindenkinek). Ez bizalmi kérdés tudom, de nem tudok jobbat kitalálni! Remélem ez mindenki számára elfogadható? Itt jelezni fogom naprakészen azok neveit akik átutalása már beérkezett (követhető lesz)! Tehát akkor indulhat az átutalás! Lista: HobbyCNC. | |
| 2005. máj. 15. 18:02 | Válasz | #463 | |
|
#431, a többit majd zárás után! Üdv! | |
| © Simi | 2005. máj. 15. 11:03 | Válasz | #462 |
|
Akkor jelentkezem.kinek, mit, hova,írd meg
a további részkleteket. Simi | |
| 2005. máj. 15. 09:24 | Válasz | #461 | |
|
Természetesen, hétfőn zárjuk a
jelentkezést! Veled eggyütt 33-an vagyunk, 4910 Ft/fő fejkvótával. Lista: HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád; Tapicska forg.; Tomahawk; Amatőr; Reho; Machszi; Molyoló; Zolee; tomktom; rc; Lakatos; Karsa István; giorgiocnc; Szűcs Ödön; M. Sándor; ifarkas; Zimi; agyasII; RussianGT; Bicska; Szakály János; gyurka; V.Ferenc; svejk; soti; Gordon; Balogh Sándor; Simi. | |
| © Simi | 2005. máj. 14. 20:41 | Válasz | #460 |
|
Engem is érdekelne a fordítás,lehet még
jelentkezni? Eddig nem hallottam róla. Simi | |
| 2005. máj. 14. 19:29 | Válasz | #459 | |
|
Köszönjük mindenkinek! Ezek szerint jelenleg 32-en vagyunk ami 5063Ft/főt jelent. A lista: HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád; Tapicska forg.; Tomahawk; Amatőr; Reho; Machszi; Molyoló; Zolee; tomktom; rc; Lakatos; Karsa István; giorgiocnc; Szűcs Ödön; M. Sándor; ifarkas; Zimi; agyasII; RussianGT; Bicska; Szakály János; gyurka; V.Ferenc; svejk; soti; Gordon; Balogh Sándor. | |
| © Balogh Sándor | 2005. máj. 14. 10:49 | Válasz | #458 |
|
Üdv. én is beszálok a fodításba
| |
| © Gordon | 2005. máj. 14. 10:15 | Válasz | #457 |
|
Tovább javítom az arányt, mert 31 felé
osztva ugyebár 5226 Ft/koponya. | |
| 2005. máj. 14. 08:01 | Válasz | #456 | |
|
Köszi! | |
| © recece | 2005. máj. 14. 01:00 | Válasz | #455 |
|
Ja, és a lista: HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád; Tapicska forg.; Tomahawk; Amatőr; Reho; Machszi; Molyoló; Zolee; tomktom; rc; Lakatos; Karsa István; giorgiocnc; Szűcs Ödön; M. Sándor; ifarkas; Zimi; agyasII; RussianGT; Bicska; Szakály János; gyurka; V.Ferenc; svejk; soti.
| |
| © recece | 2005. máj. 14. 00:56 | Válasz | #454 |
|
Üdv. soti! Köszönjük! Istvánnak pedig megspórolok egy kis számolgatást. 5400 Ft/fő
| |
| © soti | 2005. máj. 13. 22:43 | Válasz | #453 |
|
Sziasztok!Régóta keresek egy olyan lapot
ami CNC-vel foglalkozik és ráadásul magyarul.Gratulálok!!Mutassuk meg a
nyugatnak!Én már 12éve dolgozom a szakmában,most szeretnék egy gépet
építeni magamnak,mert a készeket aranyáron adják. Ja, szeretnék
jelentkezni a fordíttatók táborába 30. ként(jó kerek) Hajrá!
Üdv.Mindenkinek! | |
| © Kristály Árpád | 2005. máj. 13. 20:26 | Válasz | #452 |
|
Hallihó mindenkinek! Csak érdeklődni szeretnék! Érdekel e valakit a fordítás könyv alakban is, mert önköltségi áron kb. 2.000-Ft plusz postaköltség meg tudom oldani. Színes borítóval és ragasztott kötéssel Akit érdekel jelezze, hogy ne zavarjuk a fórumot a jelzést emailen kérem. Hallihó | |
| 2005. máj. 13. 10:05 | Válasz | #451 | |
|
Köszönjük! Már 29-en vagyunk, 5587Ft/fő fejkvótával! Lista: HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád; Tapicska forg.; Tomahawk; Amatőr; Reho; Machszi; Molyoló; Zolee; tomktom; rc; Lakatos; Karsa István; giorgiocnc; Szűcs Ödön; M. Sándor; ifarkas; Zimi; agyasII; RussianGT; Bicska; Szakály János; gyurka; V.Ferenc; svejk. | |
| © svejk | 2005. máj. 12. 21:18 | Válasz | #450 |
|
Sziasztok! Még ha utolsónak is, de én is szeretnék beszállni a fordíttatásba. | |
| 2005. máj. 12. 06:43 | Válasz | #449 | |
|
Köszönjük! Most 28-an vagyunk, 5786 Ft/fő fejkvóta. Lista: HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád; Tapicska forg.; Tomahawk; Amatőr; Reho; Machszi; Molyoló; Zolee; tomktom; rc; Lakatos; Karsa István; giorgiocnc; Szűcs Ödön; M. Sándor; ifarkas; Zimi; agyasII; RussianGT; Bicska; Szakály János; gyurka; V.Ferenc. | |
| © V.Ferenc | 2005. máj. 11. 22:00 | Válasz | #448 |
|
Én is jelentkezem a fordítás költségeinek
megosztásában való részvételre. | |
| 2005. máj. 11. 19:48 | Válasz | #447 | |
|
Köszönjük! Ezek szerint 27-en vagyunk, az-az 162000/27=6000 Ft/fő (szép kerek szám). A lista: HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád; Tapicska forg.; Tomahawk; Amatőr; Reho; Machszi; Molyoló; Zolee; tomktom; rc; Lakatos; Karsa István; giorgiocnc; Szűcs Ödön; M. Sándor; ifarkas; Zimi; agyasII; RussianGT; Bicska; Szakály János; gyurka. | |
| © gyurka | 2005. máj. 11. 19:06 | Válasz | #446 |
|
Üdvozlok mindenkit! Beszallnek en is a ford.koltsegebe. | |
| 2005. máj. 10. 14:52 | Válasz | #445 | |
|
Igennn... (a mult hónapot néztem)! Legyen inkább 15.-e mert akkor sosem kezdjük el! | |
| © giorgiocnc | 2005. máj. 10. 14:19 | Válasz | #444 |
|
Május 17-e keddre esik. Gondolom 15-ére
gondoltál, István? Azért szuper dolog, hogy ennyi embert össze sikerült trombitálni, így azért jóval emberközelibb ez a dokumentáció fordítás. Üdv. | |
| 2005. máj. 09. 11:16 | Válasz | #443 | |
|
Ok, várom én is! | |
| © Kristály Árpád | 2005. máj. 09. 10:46 | Válasz | #442 |
|
Hallihó mindenkinek! Várom az árajánlatot. Ahogy megvan jeletkezem. Üdv. | |
| © Machszi | 2005. máj. 09. 09:15 | Válasz | #441 |
|
Bocs csak a vasárnap éjfél maradt meg a 17.
-én átsiklottam | |
| 2005. máj. 09. 08:03 | Válasz | #440 | |
|
A határidőt meg kellene várni mert addig
még csökkenhet a fejadag!  | |
| © Machszi | 2005. máj. 09. 07:54 | Válasz | #439 |
|
Kezdhetjük az utalást? 
| |
| 2005. máj. 09. 06:42 | Válasz | #438 | |
|
Köszönjük! Tehát jelenleg 26-an vagyunk. 162000/26=6231Ft/fő. A lista: HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád; Tapicska forg.; Tomahawk; Amatőr; Reho; Machszi; Molyoló; Zolee; tomktom; rc; Lakatos; Karsa István; giorgiocnc; Szűcs Ödön; M. Sándor; ifarkas; Zimi; agyasII; RussianGT; Bicska; Szakály János. | |
| © Szakály János | 2005. máj. 08. 19:43 | Válasz | #437 |
|
Halliho mindenkinek. Én is csatlakozom a forditásba. | |
| 2005. máj. 08. 10:55 | Válasz | #436 | |
|
Milyen anyagi vonzata lenne?
| |
| © Kristály Árpád | 2005. máj. 08. 10:12 | Válasz | #435 |
|
Hallihó mindenkinek! Érdekel e- valakit, hogy nyomtatott formában (kisebb köny) is meglegyen? Hallihó mindenkinek! | |
| 2005. máj. 08. 08:49 | Válasz | #434 | |
|
Ok, akkor jelenleg 25-en vagyunk
(162000/25=6480 Ft/fő). A lista: HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád; Tapicska forg.; Tomahawk; Amatőr; Reho; Machszi; Molyoló; Zolee; tomktom; rc; Lakatos; Karsa István; giorgiocnc; Szűcs Ödön; M. Sándor; ifarkas; Zimi; agyasII; RussianGT; Bicska. | |
| © Bicska | 2005. máj. 07. 20:22 | Válasz | #433 |
|
Elérkezett az idő, hogy én is bevállaljam a
dolgot:) TEHÁT 25.-KÉNT CSATLAKOZOM.
| |
| © motyoros | 2005. máj. 07. 09:07 | Válasz | #432 |
|
Szerintem se várjunk a végtelenig ( bár a
végtelenben a fejenkénti összeg konvergál a nullához ), a fizetési konstrukció pedig
így jó ahogy van. | |
| 2005. máj. 07. 08:32 | Válasz | #431 | |
|
A jelenlegi állás 24 fő:
HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád; Tapicska forg.; Tomahawk; Amatőr; Reho; Machszi; Molyoló; Zolee; tomktom; rc; Lakatos; Karsa István; giorgiocnc; Szűcs Ödön; M. Sándor; ifarkas; Zimi; agyasII; RussianGT. Tehát 162000/24=6750Ft/fő! Messze a várakozáson felüli, köszönjük! Mivel a végtelenségig nem érdemes húzni a jelentkezés lezárását, javaslom a jelentkezés lezárását 05. 17. (vasárnap) éjfélkor! Eddig az időpontig lehet még jelentkezni, utána elkészítem a végleges létszámot és fejkvótát. Ez után kellene átutalni a fejadagokat a számlámra (tudom, hogy ez bizalmi kérdés, de valahol össze kell szedni az összeget). Mivel nagy munkárol van szó, bizonyos előleget adnom kell a fordítónak (mértéke még alku tárgya). Az átutaláskor mindenki majd megjegyzésében írja oda az itt használt nice nevét (fórumon belüli nevét), a pontos azonosítás végett!!! Válalom, hogy ha véletlenül valamiért a project kútba esne, mindenkinek visszautalom a befizetett összeget (ezen banki költséget, mint rizikót felválalom én). A fordítást csak az előleg befizetése után kezdi el és várható időtartama 2 hónap. Ha valakinek ettől jobb ötlete van a pénzzel kapcsolatban, kérem itt a fórumon írja meg és megvitatjuk közösen! Ha netán a zárás időpontján is akartok változtatni, azt is itt jelezzétek! Köszönettel: HobbyCNC | |
| 2005. máj. 07. 08:16 | Válasz | #430 | |
|
Ok, akkor marad az eredeti felállás!
| |
| © Kyrk | 2005. máj. 06. 21:37 | Válasz | #429 |
|
Hali! Beszeltem apammal. Nem vallaja :( | |
| © RussianGT | 2005. máj. 06. 21:19 | Válasz | #428 |
|
24.-ként lehet rám is számítani.
| |
| © agyasII | 2005. máj. 06. 20:00 | Válasz | #427 |
|
23. Megerősítem én is a beszállásomat a
ford. költségbe. Üdv mindenkinek. | |
| © Zimi | 2005. máj. 06. 18:45 | Válasz | #426 |
|
Üdvözlet ! 22.-ként jelentkeznék új befektetőnek ! | |
| © ifarkas | 2005. máj. 06. 17:53 | Válasz | #425 |
|
Üdvözlök mindenkit! Beszállnék én is a leírás(Mach3Mill)fordítási költségébe. | |
| 2005. máj. 06. 15:00 | Válasz | #424 | |
|
Csak jelzem, hogy megjelent a Mach2 Release 6.11M ... | |
| © recece | 2005. máj. 06. 14:57 | Válasz | #423 |
|
Üdvözlünk Sándor!
| |
| 2005. máj. 06. 13:29 | Válasz | #422 | |
|
Köszönjük! | |
| © M. Sándor | 2005. máj. 06. 13:24 | Válasz | #421 |
|
20.-ként üdvözlök mindenkit. 
| |
| © motyoros | 2005. máj. 06. 12:52 | Válasz | #420 |
|
Hurrá! ha így haladunk ingyé lessz
| |
| 2005. máj. 06. 12:45 | Válasz | #419 | |
|
Újabb jó hír, ismét jelezte (e-mailben) egy
kolléga, hogy Ő is beszál a fordítási projectbe, így már 20-an vagyunk!
Ismét kérem Tőle is, hogy ide is írja be magát. Most 8100 Ft/fő-nél tartunk!
| |
| 2005. máj. 06. 08:14 | Válasz | #418 | |
|
Köszönjük! | |
| © Szűcs Ödön | 2005. máj. 06. 06:43 | Válasz | #417 |
|
Nem csak e-mailban, hanem itt is
megerősítem 19. kénti csatlakozásomat a " befektetéshez" Üdv: Szűcs Ödön
| |
| © svejk | 2005. máj. 05. 21:13 | Válasz | #416 |
|
Az Office nem segített, viszont megoldódott
a problémusz. A NOD32 víruskergető csinálta a fesztivált. A Mach2 telepités idejére le kellet tiltani a NOD32 AMON nevű rezidens modulját. Így most már minden tökéletes. Köszönöm! | |
| © giorgiocnc | 2005. máj. 05. 19:11 | Válasz | #415 |
|
És utána telepítsd újra a Mach2-t, driver
telepít, újraindít, stb. | |
| © giorgiocnc | 2005. máj. 05. 19:10 | Válasz | #414 |
|
Svejk! Nekem irt mar ki hasonlot, összesen
6 gépre telpítettem fel eddig a Mach2-t, 3-at. Telepítsd fel az Office
XP-t vagy az Office 2000-t! giorgiocnc | |
| 2005. máj. 05. 19:03 | Válasz | #413 | |
|
Küld el az Art of CNC-nek a hibaüzenetet és
a szoftver környezetedet (részletes listában)! | |
| © svejk | 2005. máj. 05. 19:00 | Válasz | #412 |
|
Sziasztok! Újabb problémám van a Mach2-vel. Ma újratelepítettem a WIN-XP-t letöltve az összes javítást a widows update-ról. Azóta a Mach-2 instalja mindjárt az elején leáll "FATAL ERROR S302:setup cannot find SETUP.INF." hibaüzenettel. Valamelyik javítás cseszi el,mert sima SP2-vel megy.Tudtok rá megoldást? | |
| 2005. máj. 05. 18:57 | Válasz | #411 | |
|
Egy kollega jelezte e-mailbe, hogy Ő is
benne van a befektetésbe. Így 19-en vagyunk, az-az 8527 Ft/fő. Azért kérem a kollegát, hogy ide is írja be magát! Köszönjük!
| |
| 2005. máj. 05. 12:57 | Válasz | #410 | |
|
Üdvözlünk! A jelenlegi állás 18 befektető: HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád; Tapicska forg.; Tomahawk; Amatőr; Reho; Machszi; Molyoló; Zolee; tomktom; rc; Lakatos; Karsa István; giorgiocnc. Jelenleg: 162000/18=9000 Ft/fő.
| |
| © giorgiocnc | 2005. máj. 05. 11:57 | Válasz | #409 |
|
Én is csatlakoznék a csapathoz, ha jól
nézem, akkor mint 18. Üdv: giorgiocnc | |
| © zolee | 2005. máj. 05. 11:20 | Válasz | #408 |
|
Juhéééé! | |
| 2005. máj. 05. 10:38 | Válasz | #407 | |
|
A jelenlegi állás 17 befektető:
HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád; Tapicska forg.; Tomahawk; Amatőr; Reho; Machszi; Molyoló; Zolee; tomktom; rc; Lakatos; Karsa István. Jelenleg: 162000/17=9530 Ft/fő.
| |
| 2005. máj. 05. 10:35 | Válasz | #406 | |
|
Ok! Te vagy a 17. ! | |
| © Karsa István | 2005. máj. 05. 10:33 | Válasz | #405 |
|
Üdv az uraknak! Engem kihagytatok! Én is benne vagyok 10k erejéig. Halihó | |
| 2005. máj. 05. 09:52 | Válasz | #404 | |
|
Küldj egy mailt! Üdv! | |
| © Kristály Árpád | 2005. máj. 05. 08:19 | Válasz | #403 |
|
István! Fogjunk össze! CNC- biblia, van egy ötletem, óriási a hiány ebben a témában! A többit személyesen! | |
| © motyoros | 2005. máj. 05. 07:40 | Válasz | #402 |
|
Ez a könyv lesz a HOBBY CNC-sek
bibliája.
| |
| © Lakatos | 2005. máj. 05. 07:34 | Válasz | #401 |
|
Lakatos a 16-ik!
| |
| 2005. máj. 05. 06:45 | Válasz | #400 | |
|
Uraim, le a kalappal! Idáig 15-en vagyunk: HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád; Tapicska forg.; Tomahawk; Amatőr; Reho; Machszi; Molyoló; Zolee; tomktom; rc. A 16. után már a fejkvóta megy lefele!  Köszönjük! | |
| 2005. máj. 05. 06:41 | Válasz | #399 | |
|
Lentebb (jóval) ezt kitárgyaltuk és ott
több mindenki jelezte a használt gépének a teljesítményét és a teszt
diagrammot is kitettük (OCX teszt). Nálam két gépen megy kifogástalanul
(egy 600 MHz-es Celleron notebook és egy 3000+ -os Athlon asztali gépen de
előtte használtam egy 1400MHz-es Atlonos gépen is). | |
| © victorhu | 2005. máj. 04. 22:07 | Válasz | #398 |
|
Szia Jadam! A kek halalra sajnos nem tudom a megoldast, az igen sokmindentol lehet. Ezen a konfiguracion mar hasznaltad a mach2-t? Nekem is pont egy ilyen lenne erre a celra, de a program keszitoi magasabb hardver igenyt jeleznek. Mik a tapasztalataid? koszi | |
| © rc | 2005. máj. 04. 21:27 | Válasz | #397 |
|
rc a 15.-ik !
| |
| © tomktom | 2005. máj. 04. 21:13 | Válasz | #396 |
|
tomktom a 14.-ik!
| |
| © zolee | 2005. máj. 04. 21:01 | Válasz | #395 |
|
Zolee a 13. -Ezt a mázleet.
| |
| © Molyoló | 2005. máj. 04. 20:53 | Válasz | #394 |
|
Molyoló a 12
| |
| © Machszi | 2005. máj. 04. 20:45 | Válasz | #393 |
|
Machszi a 11
| |
| © jadam | 2005. máj. 04. 20:35 | Válasz | #392 |
|
Hellosztok! Olyan probléma merült fel, hogy a mach2 működése közben pl. egy egyszerű joggnál is megtörtént olyan, hogy kékhalál lett és újraindult a rendszer. De van amikor 600soros G-kódnál sem jön a kékhalál :( (P3 500mhz 384Mbram) Sajna nem egy izomgép de ez van :( Vagy egy egyszerű windows reinstall megoldás lehet? Köszönöm szépen! | |
| © Reho | 2005. máj. 04. 20:21 | Válasz | #391 |
|
Reho.:10
| |
| © Amatőr | 2005. máj. 04. 19:46 | Válasz | #390 |
|
Amatőr:9
| |
| © tomahawk | 2005. máj. 04. 18:25 | Válasz | #389 |
|
Tomahawk:8
| |
| © Tapicska forg. | 2005. máj. 04. 18:21 | Válasz | #388 |
|
7. Tapicska forg. (A hetedik te magad légy)
| |
| 2005. máj. 04. 16:28 | Válasz | #387 | |
|
Az eddigi lista (6 db): HobbyCNC; recece; rekalaca; motyoros; Bertalan; Kristály Árpád | |
| 2005. máj. 04. 16:18 | Válasz | #386 | |
|
ok, kár.. | |
| © Kristály Árpád | 2005. máj. 04. 15:48 | Válasz | #385 |
|
6.:Kristály Árpád
| |
| © motyoros | 2005. máj. 04. 15:47 | Válasz | #384 |
|
István! Bocs a 369. hozzászólásom nem kiegészítésnek szántam hanem egyszerűen a tied nem láttam. Valószinű a sajátommal kicsit sokáig babráltam. Más: kösz a bizalmat, de a TCNC ben nem vagyok annyira OK hogy bemutató cikket írjak róla, nem is sokat lehet róla mondani,talán pont az egyszerűsége az előnye.persze ha tudok segítek. Egyébként sem érek rá, az I/O feltéttel vagyok elfoglalva
| |
| © Bertalan | 2005. máj. 04. 15:42 | Válasz | #383 |
|
5.:Bertalan
| |
| © motyoros | 2005. máj. 04. 15:21 | Válasz | #382 |
|
4. :motyoros
| |
| 2005. máj. 04. 14:40 | Válasz | #381 | |
|
Köszi! | |
| © Kyrk | 2005. máj. 04. 13:59 | Válasz | #380 |
|
Hali! Holnap tudok valaszt adni (illetve lehet hogy rogton apam fogja irni ide) | |
| 2005. máj. 04. 13:11 | Válasz | #379 | |
|
A fordítási munkát csak akkor kezdi el, ha
összejött az összeg (nem szeretnék csődbe menni ).
| |
| 2005. máj. 04. 13:04 | Válasz | #378 | |
|
Kyrk! Még nem késő a pdf linkjét juttasd
már el Edesapádhoz és mondjon már rá egy összeget és határidőt is!
| |
| 2005. máj. 04. 13:02 | Válasz | #377 | |
|
Annyit még elfelejtettem mondani, hogy 2
hónapos határidővel ennyi (nagy meló)!
| |
| © rekalaca | 2005. máj. 04. 12:59 | Válasz | #376 |
|
akkor: (3)
| |
| © rekalaca | 2005. máj. 04. 12:59 | Válasz | #375 |
|
(Itt)új vagyok, egyébbként már a második
gépet (elektronikát) építem. Üdvözlök mindenkit! Rendszeresen olvasom a
fórumot nagyon jó ötletnek tartom .A mult héten regisztráltam a Mach2-t.
Istvánnak jeleztem, hogy én is csatlakozom a csapathoz. Folytatom: 2. rekalaca | |
| © recece | 2005. máj. 04. 12:58 | Válasz | #374 |
|
(2) recece
| |
| © Kyrk | 2005. máj. 04. 12:48 | Válasz | #373 |
|
Hali! Apam forditokent szokot dolgozni forditoirodaknak. Angolt,Nemetet es magyart vallal minden iranyban. Esetleg ha ugy gondoljatok megadom a szamat es kerdezzetek meg ot, hogy vallalja-e es ha igen mennyiert! | |
| 2005. máj. 04. 12:22 | Válasz | #372 | |
|
Figyelem! Hosszas mérlegelés és győszködés után a teljes dokumentumra (Mach3Mill pdf) kimondott fordítási ár 162.000 Ft! Ha legalább 16-an összejövünk akkor fejenként 10E Ft a díjja. Nem kis pénz de sokunknak ez egy befektetés lenne. Kérem mindenki jól gondolja át a dolgot és ha válalja, akkor itt a fórumon jelezze! Még senki sehova ne utaljon pénzt, csak ha kellő jelentkező szám összejött (amit én úgy is jelzek) akkor esedékes az utalás! Itt a fórumon mindig követhető lesz a jelentkezők száma, de kérek mindenkit csak felelőség és teljesen átgondoltan jelentkezzen! A megvásárolt magyar gépkönyvvel mindenki szabadon rendelkezhet (nincs korlátozás esetlegesen tovább adni, gép mellé mellékelni, stb.)! Én meg is kezdem: 1. HobbyCNC | |
| © Lakatos | 2005. máj. 04. 08:10 | Válasz | #371 |
|
Ez nagyon jó ötlet,szerintem sokunknak nagy
segítség lenne,mert pl.ha tudnám használni a TurboCNC-ét ,akkor nem kéne
komolyabb számítógépet használnom a gép vezérlésére. Az asztali gépen megtervezem,letesztelem a Mach2-vel és a TurboCNC-vel végrehajtatom. | |
| 2005. máj. 04. 07:49 | Válasz | #370 | |
|
Köszi a kiegészítést! A tizedes vesszőt
egyik CNC program sem szereti (a Machx-nél ezért kell a reg file-t
felrakni mert a makróknál a Magyar Windows miatt tizedes vesszőt generál
pont helyett). Motyoros! Te biztos többet használtad a Turbo CNC-t. Nem volna kedved a bemutató cikket írni róla? Sokunknak hasznos lehetne! Szívesen kitenném a weblapomra, természetesen a Te neveddel és elérhetőségeddel. A DOS-os terület még fehér folt itt... | |
| © motyoros | 2005. máj. 04. 07:05 | Válasz | #369 |
|
Lakatos! A szubrutin akkor jó ha sokszor ismétlődő programrészletet nem akarunk minden alkalommal megírni, hanem megírjuk egyszer, majd ezt a program végén elhelyezve ahányszor csak kell meghívjuk az M60-as kóddal.A futás ilyenkor a program végén lévő szubrutinra ugorva folytatódik ahol elvégezve a dolgát az M62 parancsra visszaugrik az azt követő sorra (mondatra) ahonnan elugrott.Tehát ez egy kényelmi dolog, de nagyon hasznos.Ismétlődő ábráknál nem keletkezik akár több százezres nagyságú G kód sorod. A turbocnc ismeri a szubrutint, a nullponteltolást (G54) mindent ismer de a tizedesvesszőt nem szereti, le kell cserélni pontra. Üdv: motyoros | |
| 2005. máj. 04. 06:43 | Válasz | #368 | |
|
Ha megnézed a G, M kódok leírásait, azokban
rengeteg utasítás található. Vannak kösztük programozást megkönnyítő
utasítások is (pl. szubrutin kezelése), amikkel ismétlődő marásokat
ciklikusan tudsz végrehajtatni anélkül, hogy pl. 500 egyforma kódrészletet
le kellene írnod. Pont ezt kihasználva én készítettem külömböző CNC
tesztelő és kalibráló rutinokat amikkel az
elektronikát+mechanikát+programokat lehet tesztelni (épp ezzel tesztelem
folyamatosan az új Mach3 hibáját). Ez a ruton pl. 100× végez egy 45°-os
elmozdulást és vissza a 0,0 pozícióba. Az elején és a végén egy ék ábrát
rajzol és az ék csúcsillesztéséből láthatóvá teszi a Dir jel időzítésből
adódó pontatlanságokat (látványosan elcsúszik a két csúcs hegye ha gond
van). Mind ezt kb. 10 sorral megírva (az 100×-os 45°-os emozdulás és
vissza összesen 4 utasítás). Na ezt pl. a KCam4 helyből csak 1× hajtja
végre mert a szubrutint kezelést nem ismeri (félek, hogy a TCNC sem, de
lehet, hogy tévedek)! Majd kiteszem a weblapomra és tesztelhetitek Ti is!
| |
| © motyoros | 2005. máj. 03. 20:25 | Válasz | #367 |
|
A TCNC spiráltesztje hibátlan.
| |
| © Lakatos | 2005. máj. 03. 20:17 | Válasz | #366 |
|
Mik voltak a spirálteszt eredményei a
TurboCNC-nek? Ez a szubrutin dolog ez mi?Mikor van szerepe? Bocs,ha alap dolgokat kérdezek,de vannak még erőssen szürke foltok. | |
| © motyoros | 2005. máj. 03. 20:13 | Válasz | #365 |
|
Victorhu! Az "öreg" PC legalább P1 es legyen vagy ha 286,-386-os a gép akkor kell bele valami koprocesszor, ami ritkaság, annak idején ez jó drága volt. A turbo cnc-vel nagyon meg vagyok elégedve egyszerű, áttekinthető, kezdésnek jó. Üdv: motyoros | |
| 2005. máj. 03. 17:00 | Válasz | #364 | |
|
TurboCNC Nézd meg! | |
| 2005. máj. 03. 16:58 | Válasz | #363 | |
|
Létezik un. CNC Player (azt hiszem valahogy
így hívják), az direkt ilyen feladatra van kitalálva (a tervezér
WinXP-> RS232-> (vagy floppy, pendrive, stb.)-> DOS-os vezérlő
progi. Ezek együtműködnek. Keres rá a Netten!
| |
| 2005. máj. 03. 16:54 | Válasz | #362 | |
|
Én annak idején probálgattam a Turbót,
működött is csak hát azt nem láttam mindig előre, hogy pontosan mit is
akar csinálni?! 0 a grafikája... Óvatosan a G-kód generálással, mert nem minden progi ismer minden G-kódot (pl. a Mach2 ismeri a szubrutinokat, a nagytöbbség pedig nem)! | |
| © victorhu | 2005. máj. 03. 16:49 | Válasz | #361 |
|
Köszi, valami ilyenre gondoltam. Valakinek
van gyakorlati tapasztalata DOS-os programmal? Itt a honlapon csak
win-esek ismerteteset latom. Udv victorhu | |
| 2005. máj. 03. 16:47 | Válasz | #360 | |
|
Használj KCam4-et, az beíri Win98-al is,
vagy TurboCNC DOS-os progit! | |
| © Denkiki | 2005. máj. 03. 14:17 | Válasz | #359 |
|
Üdv! Ell kell készíteni a G kódot az adott rajzról, amit aztán ott csinálsz meg ahol akarod. Vannak DOS-os cnc szoftverek is, amiknek kissebb a hardverigénye. | |
| © victorhu | 2005. máj. 03. 13:57 | Válasz | #358 |
|
Sziasztok! Elsokent bemutatkozom: Szepesfalvy Gabor vagyok, 49 eves, budapesti. Ujdosult cnc tulajdonos. Most keszulnek az utolso alkatreszek, aztan indulas. Kerdesem az, hogy megoldhato-e valami ertelmes modon, hogy a szoftveres elokeszitest az ember megcsinalja a lakasban, es a muhelyben attegye egy oreg pc-re, ami "csak" a mechanika mozgatasat vezerli. Zommel CorelDraw-bol kell importalnom a megcsinalni valok kepet. A Mach2-vel ismerkedem, de annak az XP miatt eleg nagy a hardver igenye. Jo lenne a muhelyben valamelyik oreg pc-t hasznalni. Elore is koszi a segitseget. victorhu | |
| © motyoros | 2005. máj. 02. 18:00 | Válasz | #357 |
|
Ja csak html-t fordít, a pdf-et át kell
konvertálni és feltenni valahova aztán lefordíttatni vele. Jó szórakozást! | |
| © motyoros | 2005. máj. 02. 17:54 | Válasz | #356 |
|
Sziasztok! Amíg elkészűl a fordítás addig segítségképpen kettyintés ide és már jön is anyanyelvünkön az egész világ.Már csak magyarról magyarra kell fordítani.Pl:cad/cam= fajankó bütyök,drivers=vezetőhajcsár stb. | |
| © Tapicska forg. | 2005. máj. 02. 10:18 | Válasz | #355 |
|
Új vagyok itt. Engem is érdekelne a fordítás. maró - 10k-ig én is jó vagyok | |
| 2005. máj. 02. 09:27 | Válasz | #354 | |
|
Megint csúszik az árajánlat. Most keddre
igéri... | |
| © Karsa István | 2005. máj. 01. 11:01 | Válasz | #353 |
|
mindkettő 10k
| |
| © tomahawk | 2005. ápr. 30. 20:22 | Válasz | #352 |
|
Engem is érdekelne mindkettő, de ha muszály
választani, akkor hát legyen maró. 10 kilóig beszállok! Üdv: tomahawk | |
| © agyasII | 2005. ápr. 30. 14:30 | Válasz | #351 |
|
Maró érdekel, 10 e-ig jó vagyok.
| |
| © recece | 2005. ápr. 30. 12:08 | Válasz | #350 |
|
engem mindkettő érdekelt volna, de hát nem
lehet mindent egyszerre... így marad a maró. | |
| © motyoros | 2005. ápr. 30. 09:22 | Válasz | #349 |
|
(10)Maró
| |
| © Lakatos | 2005. ápr. 30. 09:11 | Válasz | #348 |
|
(9)Szintén maró,jó lenne ha minnél többen
jelentkeznének ! | |
| © Zimi | 2005. ápr. 29. 20:52 | Válasz | #347 |
|
(8)maró
| |
| © Kristály Árpád | 2005. ápr. 29. 20:48 | Válasz | #346 |
|
Hallihó mindenkinek! Akkor az árban nem sokat tévedtem. Maró! Ha kell, emelem a tétet! Hallihó! | |
| © Molyoló | 2005. ápr. 29. 20:27 | Válasz | #345 |
|
Hanyan vagyunk erre a projektre? 10 pénzt
tudok adni. | |
| © rc | 2005. ápr. 29. 20:24 | Válasz | #344 |
|
(6) maró
| |
| © Molyoló | 2005. ápr. 29. 20:24 | Válasz | #343 |
|
Maró? Maró!!! | |
| © Amatőr | 2005. ápr. 29. 19:54 | Válasz | #342 |
|
5! (maró)
| |
| © tomktom | 2005. ápr. 29. 17:33 | Válasz | #341 |
|
Maró szintén.
| |
| © Bertalan | 2005. ápr. 29. 17:29 | Válasz | #340 |
|
Szintén maró | |
| © zolee | 2005. ápr. 29. 16:45 | Válasz | #339 |
|
Szintén maró. | |
| 2005. ápr. 29. 16:26 | Válasz | #338 | |
|
Részemről a maró (Mill) érdekel.
| |
| 2005. ápr. 29. 16:00 | Válasz | #337 | |
|
Uraim! Megjelent a Mach3 maró és esztergályozó felületeinek a leírásai. Bár nagyon hasonlít a Mach2-ére, de talán ezekkel kellene foglalkoznunk már. Mindkettőt (mill és turn) nem tudjuk lefordíttatni sajnos, ezért el kellene dönteni, hogy melyik érdekesebb! | |
| 2005. ápr. 29. 15:43 | Válasz | #336 | |
|
Pedig ezt is írom... | |
| © svejk | 2005. ápr. 29. 13:18 | Válasz | #335 |
|
Hát persze hogy az enter volt a baj. A franc gondolta, hogy minden értéket le kell enterezni. Köszönöm a segítséget! | |
| © zolee | 2005. ápr. 29. 09:30 | Válasz | #334 |
|
Néhány hete kénytelen voltam én is
lefordítatni 5 oldal műszaki anyagot. A műszaki fordító iroda 3,75 ft-ért/
karakter csinálta meg az 5 oldal cca. 12000 karaktert tett ki. Elsápadtam.
Falhoz voltam állítva-fizetnem kellet.Ennek fényében ez az ár, sajnos
jónak mondható.Nem kevés az összeg úgy-hogy tényleg többünknek kéne
összeadni.Én egy tizesnél nem nagyon tudok többet adni. Üdv! Zolee
| |
| 2005. ápr. 29. 09:08 | Válasz | #333 | |
|
Hétfőre lesz árajánlatom a Mach2 pdf-jére. Csak elrettentésnek: a hivatalos fordításokat 1200...1700 Ft/oldal-ért válalják. A pdf 162 oldalas (ha kivonom a képeket, akkor is marad vagy 140 oldal)!
| |
| © Szakály János | 2005. ápr. 28. 20:52 | Válasz | #332 |
|
Sziasztok és üdvözlök mindenkit.
Szakály János vagyok és uj tag. Van egy cnc gépem 1000 x1200 ha kell ekkorát marni akkor szivesen segitek. A forditásba én is beszálnék. A mach2 tényleg profi de ezt aztán lehet tanulni. | |
| 2005. ápr. 28. 17:52 | Válasz | #331 | |
|
Sehogy (nem tudom egyenlőre)...
| |
| © Molyoló | 2005. ápr. 28. 17:47 | Válasz | #330 |
|
István! a 3D ábrát miként tudom nagyitani, egér nélkül? | |
| 2005. ápr. 27. 17:08 | Válasz | #329 | |
|
Nálam működik jól! Ha nem telepíted a
tizedespont reg file-t akkor az egész wizárd nem generál G-kódot
(pontosabban generál csak tizedes vesszővel amit a Mach2 nem értelmez).
| |
| © svejk | 2005. ápr. 27. 14:15 | Válasz | #328 |
|
Ha save setting-et nyomok akkor is visszaál
minden érték alaphelyzetbe. Én a .reg fájt a mach2 könyvtárból indítottam
és azt mondta hogy hozzáadta a rendszerleiró adatbázishoz.Mi a jelenség ha
a .reg fájl nincs feltelepítve? | |
| 2005. ápr. 27. 12:24 | Válasz | #327 | |
|
Le is lehet menteni (alapértelmezetnek) a
beállításokat! Nem tudom erre gondolsz e? | |
| © svejk | 2005. ápr. 27. 10:48 | Válasz | #326 |
|
Ha nyomok entert megcsinálja a G-kódot, ki
is tudom rajzolni. De a gond az hogy ha pl.átállitom a betűnagyságot,kezdőkoordinátat,vagy betűközt utána bárhova kattintok visszaál az eredeti értékre. | |
| 2005. ápr. 27. 07:28 | Válasz | #325 | |
|
Lehet, hogy nem nyomsz egy ENTER-t a
beírások végén?! | |
| © svejk | 2005. ápr. 26. 19:18 | Válasz | #324 |
|
Sziasztok!Üdvözlöm a fórum minden tagját.
Én Németh István 39éves új tag vagyok a listán. Építettem egy "bútorlapos" gépet Magi István PIC vezérlőjével.Alapjában véve működik rendesen bár még vannak homályos részek. A Mach2-vel próbálkozom (természetesen egyenlőre a demóval)és itt elakadtam a wizardoknál.A write-nál nem enged semmi méretet átállítani. A CommaToDecimal.reg-et elindítottam. Van ötletetek mi lehet a gond? 6.11L verzióval próbálkozom. (a manual forditási költségébe én is beszálnék!) Előre is köszönet. | |
| 2005. ápr. 24. 08:09 | Válasz | #323 | |
|
Ahogy látom a cég nem vette a fárdságot
saját felület készítésére, de még a weblapja sem hibátlan (nem minden link
működik). | |
| © giorgiocnc | 2005. ápr. 23. 20:06 | Válasz | #322 |
|
Ne haragudjatok, tenyleg kimaradt az "r"
betű! | |
| 2005. ápr. 23. 18:46 | Válasz | #321 | |
 Köszi! Köszi! | |
| © motyoros | 2005. ápr. 23. 18:37 | Válasz | #320 |
|
Az" r" betű kimaradt!
| |
| 2005. ápr. 23. 18:28 | Válasz | #319 | |
|
Nekem nem megy a www.powercontol.hu cím!
Nektek elérhető? | |
| 2005. ápr. 23. 08:02 | Válasz | #318 | |
|
Mach3-at én már "stereóban" használom a
Mach2-vel. Szinte semmi külömbség nincs köztük, csak a setupban tud többet
(pl. tudja az orsó nonlinearitásának kompenzálását is, hát ez már kicsit
túlhaladja a "hobby CNC" határait). | |
| 2005. ápr. 23. 07:54 | Válasz | #317 | |
|
E-stop? Erről már volt szó, ki is veséztük
a fórumon, csak meg kell keresned! | |
| © giorgiocnc | 2005. ápr. 22. 20:21 | Válasz | #316 |
|
Sziasztok! Voltam kinn a MACH-TECH-en. Hát,
már csak a látvány miatt is érdemes volt néhány gépet nézegetni. Volt egy
Powercontrol nevü cég, akik egész komoly mechanikákat vezéreltek
Mach2-vel. Meg lehet nézni a www.powercontol.hu oldalon. Jó érzés volt
látni. Most raktam fel a Mach 3-at, valahogy sokkal szimpibb, mint a Mach 2. Plus ahogy néztem, kb. 10-szer gyakrabban rak fel hozzá frissítést az Art. Meg a support groupon is szinte csak ezzel foglalkoznak. Tud valaki valami jó kis kész E-stop elektronikát? István, ilyet nem akarsz gyártani? Jó hétvégét: Giorgio | |
| 2005. ápr. 22. 09:27 | Válasz | #315 | |
|
Etikai kódexet nincs kedvem csinálni (meg
ahoz már tényleg lusta vagyok)... Szerintem ezt mindenki megértette és el is fogadja, nem hiszem, hogy gond lenne belőle (értelmes emberek vannak itt). Szerintem a témát túl tárgyaltuk! 
| |
| 2005. ápr. 22. 09:24 | Válasz | #314 | |
|
Sajnos a szerver üzemeltetője megtiltotta a
szerződésben, hogy külső reklámokat helyezzek el a weblapomon. Már kaptam
ajánlatot ilyenre, de vissza kellet utasítani helyböl (azt sem tudom mit
akart felajánlani). Ezért még pénzért sem tehetem (nem, hogy ingyen )! | |
| © zolee | 2005. ápr. 22. 08:40 | Válasz | #313 |
|
A külső cégekhez: István, ne kíméld őket,
ők se teszik velünk! | |
| © zolee | 2005. ápr. 22. 08:36 | Válasz | #312 |
|
Szia István! Távol állt töllem a reklámozás szándéka. Úgy gondoltam más is írt már ide címeket, árakat ezért tettem fel ezeket. Nem akartam az érdekeidet sérteni! De tanulva a mostani esetböl, valamint a börzén folyó "vitából" úgylátom van egy kis zűrzavar a fejekben köztük az enyémben is, hogy mit lehet és mit nem. Ezt neked meg kéne határozni,ted fel a lapra és ehez tartjuk magunkat.Azon nem sértődhet meg senki, ha az érdekeid ellen szóló dolgokat nem szívesen látod. | |
| 2005. ápr. 22. 07:35 | Válasz | #311 | |
|
Off: Árpád, köszönöm előre is! Aludni? Pedig kéne... zolee: üdvözöllek! Kérlek ne csinálj ingyenreklámot külső cégeknek kéretlenül, mert ezt a jogot fent akarom tartani magamnak! Köszönöm! On. | |
| © Kristály Árpád | 2005. ápr. 21. 20:14 | Válasz | #310 |
|
Hallihó mindenkinek! István! Gratulálok! Mond, te mikor alszól? Küldöm a cekászt! Hallihó mindeninek! | |
| © zolee | 2005. ápr. 21. 20:13 | Válasz | #309 |
|
Üdv mindenkinek! Gyöngyösi Zoltán vagyok.bp.-i, 38 éves és nagyon lelkes. Nagyon örülök, hogy rátok találtam!Le a kalappal elöttetek srácok! Külön köszönet a szerzőnek a munkáért és a lehetőségért!! Talán hihetetlenül hangzik de lehet, hogy komoly befolyással lesz az életemre e fórum. Már régi vágyam,egy CNC és most 2 héten belül kiderül, talán komoly szükség is lesz rá. De ha meg kell építeni a gépet nagy szükségem lesz a segítségetekre, ahogy észrevettem abban nem lesz hiány. Leírok néhány címet, hátha valakinek jóljönnek: ( sajnos nem csak a cuccaik profik ) www.yeruham.hu ( CAMOZZI,IGUS,ITEM,THK,elektronika,hajtástechnika, pneumatika,gépépítő elemek, mi szem-szájnak ingere) Ezekről van CD-m ( összesen 3- mon van az anyag ) ha valakinek kell szívesen megírom és anyagárért elküldöm, de elis jöhettek érte. Bp. i vagyok. www.kiraly-torma.hu ( KIPP alkatrészek: gépekhez fogantyúk,tekrentyük,csavrantyúk, herkenytyűk,rögzítő cuccok,csőkötő ellemek stb. nagyon klasszak. )Ebböl van egy + katalógusom, szívesen odaadom valakinek ha igényli. www.eckerle-gruppe.com A fönti cím gyakorlatilag talán így ismerősebb: REXROTH BOSCH GROUP Alu. gépépítő profilok, lin vezetékek stb. www.pm-hungaria.hu alu gépépítő profilok,lin. vezetékek,cső és zártszelvény kötő elemek stb. Remélem tudtam valakinek segíteni. Moderálva: HobbyCNC | |
| 2005. ápr. 21. 19:04 | Válasz | #308 | |
|
Szívesen közzé tennék mások által készített
felületeket is!
| |
| © Bicska | 2005. ápr. 21. 18:54 | Válasz | #307 |
|
Télleg sokkal tetszetősebb lett és gondolom
felhasználó-barátibb, gratula , egyébként az elérhető funkciók változatlanok? (persze grafikusan máshogy
néznek ki...más helyen vannak) | |
| © Amatőr | 2005. ápr. 21. 18:50 | Válasz | #306 |
|
Ez tényleg jól sikerült,köszönjük!
| |
| © zolee | 2005. ápr. 21. 18:31 | Válasz | #305 |
|
Hajrá!!!
| |
| 2005. ápr. 21. 18:21 | Válasz | #304 | |
|
Teszteltem Mach3-al a Profi V2.0-ás
felületet és teljesen együtműködik vele!
| |
| © zolee | 2005. ápr. 21. 18:11 | Válasz | #303 |
|
Üdv sorstársak! Levagyok nyűgözve a csapattól! Én is szívesen beszállok a fordításba-nemtudom hányadikként. | |
| 2005. ápr. 21. 16:55 | Válasz | #302 | |
|
Ja a felületet 1024×768-as felbontásra
terveztem, az ettől nagyobb felbontás esetén használjátok a Mach2 "Auto
Screen Enlarge" opcióját! | |
| 2005. ápr. 21. 16:48 | Válasz | #301 | |
|
Profi V2.0 felület letölthető! Használjátok egészséggel!
| |
| © Lakatos | 2005. ápr. 21. 08:14 | Válasz | #300 |
|
Nagyon jól néz ki,gratulálok hozzá! | |
| 2005. ápr. 21. 07:48 | Válasz | #299 | |
|
Hamarosan! Még tökéletesítgetem és egy kis
ismertetőt is készítek hozzá. | |
| © psychobilly | 2005. ápr. 21. 00:00 | Válasz | #298 |
|
Hi All, Ötlet kéne !? Én a KCamban nagyon sokat használtam az egérrel nyomkodható nyilakat... A Mach2-ben viszont ilyen nincs... Gondoltam csinálok egyet :) Addig el is jutottam hogy mondjuk a nyilakkal a jog mértékével odébbmegy csak azt nem sikerül megoldanom hogy addig menjen amíg nyomvatartom a nyilakat !? Ehhez kérném a segítségeteket! Előre is köszi! Egyébként nagyon jó hogy lehet saját screen-t csinálni csak nagyon macerás és irdatlan sok idő kell hozzá... nemeg a képek... Üdv. Psychobilly | |
| © Amatőr | 2005. ápr. 20. 19:27 | Válasz | #297 |
|
Hozod a formád ,úgy látom Mikor lehet letölteni?
| |
| © recece | 2005. ápr. 20. 19:13 | Válasz | #296 |
|
király
| |
| 2005. ápr. 20. 19:08 | Válasz | #295 | |
|
Ilyen az új Profi2.0 felület:  Sokkal kezelhetőbb és a billentyűzetet is jobban bevontam! | |
| 2005. ápr. 20. 06:43 | Válasz | #294 | |
|
Készítek egy új grafikus Magyar felületet,
már unom a régit és javítottam néhány funkción is!
| |
| © Molyoló | 2005. ápr. 19. 23:44 | Válasz | #293 |
|
Csatlakozom Makra Zolihoz.
| |
| © giorgiocnc | 2005. ápr. 19. 23:11 | Válasz | #292 |
|
Én is szeretnék csatlakozni a kis
csapathoz! Ezek szerint eddig 14-en vagyunk?
| |
| © recece | 2005. ápr. 19. 20:58 | Válasz | #291 |
|
én legalább 13 -at számoltam össze 
| |
| © MakraZ | 2005. ápr. 19. 20:57 | Válasz | #290 |
|
10. Rám mindig számíthattok. Most is. | |
| © Bicska | 2005. ápr. 19. 18:25 | Válasz | #289 |
|
Ha jól számolom, akkor 9. vagyok:) Már csak
21 kell a 30-hoz
| |
| © jadam | 2005. ápr. 19. 17:46 | Válasz | #288 |
|
Hellósztok! Aki a magyar doksira jelntkezett azoknak mindenkinek teljes verziós Machja van? Bocs a kérdésért Köszönöm! Üdv jadam | |
| © Karsa István | 2005. ápr. 19. 15:17 | Válasz | #287 |
|
38 | |
| © jadam | 2005. ápr. 19. 15:12 | Válasz | #286 |
|
Ha jó számolok akkor én vagyok a 37. :)
| |
| © rc | 2005. ápr. 19. 14:13 | Válasz | #285 |
|
Engem is érdekel! | |
| © motyoros | 2005. ápr. 19. 12:54 | Válasz | #284 |
|
(N+1)+1 Üdv. motyoros | |
| 2005. ápr. 19. 10:58 | Válasz | #283 | |
|
Üdvözlünk egyre bővülő körünkben! | |
| © balkari | 2005. ápr. 19. 07:40 | Válasz | #282 |
|
Sziasztok! Ha már meglettem említve, akkor kötelességem üdvözölni mindenkit. Nagyon régóta csendes szemlélője és tanulója vagyok e roppant érdekes témának. Bár kimondottan fiatal nem vagyok de tanulni azt nagyon szeretek. Üdv balkari | |
| 2005. ápr. 19. 06:56 | Válasz | #281 | |
|
Nem semmi egy csapat! Köszönöm ezt az
összetartást! Igérem amint lesz konkrét árajánlatom, kiteszem és akkor újra lehet gondolni a dolgot! Sajnos hosszú lesz az átfutás, hogy minnél olcsóbb legyen. Egyébként most 62 fő a regisztrált tag amiből 3 fő csak regisztrálta magát de még nem jelentkezett be egyszer sem (Abit, balkari, Dragon). | |
| © tomahawk | 2005. ápr. 19. 06:21 | Válasz | #280 |
|
N + 1. (A magyar fordítás engem is érdekel!) Üdv: Tomahawk | |
| © Bicska | 2005. ápr. 18. 20:28 | Válasz | #279 |
|
Hmmm, mi ez a számolgatás 30-tól? Csak tippeltem és abban ti is
benne vagytok (ha benne vagytok a jóban!!). Nem tudom, hogy hány
regisztrált tag van (sztem 30 simán), ahhoz viszonyítottam...
| |
| © Zimi | 2005. ápr. 18. 19:18 | Válasz | #278 |
|
33! | |
| © Amatőr | 2005. ápr. 18. 19:10 | Válasz | #277 |
|
32! | |
| © Bertalan | 2005. ápr. 18. 18:51 | Válasz | #276 |
|
A magyar doksira én is vevő lennék!!!
| |
| © Molyoló | 2005. ápr. 18. 18:17 | Válasz | #275 |
|
Én igényt tartanék rá. Bicska szerint 30
fő, velem együtt 31. Hát akkor, hajrá! | |
| 2005. ápr. 18. 15:10 | Válasz | #274 | |
|
Csak nem mindenki tart igényt magyar
doksira (gondolom)... | |
| © Bicska | 2005. ápr. 18. 12:48 | Válasz | #273 |
|
Szerintem azért anyira nem lesz problémás a
dolog, már biztos vagyunk vagy 30an, ennyi emberre osztva csak nem lesz
olyan vészes az ár.. | |
| 2005. ápr. 18. 06:54 | Válasz | #272 | |
|
Köszönöm szándékotokat! Amint lesz konkrét
ár, feldobom a témát újra és akkor majd kiértékeljük, hogyan tovább?!
| |
| © Kristály Árpád | 2005. ápr. 17. 21:12 | Válasz | #271 |
|
Hallihó mindenkinek! Szerintem,a program árának a többszöröse lesz a forditás! Hacsak nem sikerül valakit rávenni egy kedvező áron. A hívatalos ár alatt műszaki forditást?!...Hm.... Max 5.000-Ft-ot vállalok. De legyen szerencsénk! Hallihó mindenkinek | |
| © recece | 2005. ápr. 17. 12:10 | Válasz | #270 |
|
A fordítás támogatásában rám is lehet
számítani. üdv. rece | |
| © Amatőr | 2005. ápr. 17. 10:18 | Válasz | #269 |
|
Köszönöm a választ, rövidesen megkereslek
mailon. A fordítás egyenlőre nem érdekes, majd előveszem a szótárat  A tisztel kollegák meg biztosan
segítenek ha valami nem világos. A tisztel kollegák meg biztosan
segítenek ha valami nem világos. | |
| 2005. ápr. 17. 10:11 | Válasz | #268 | |
|
A MachX regisztráció kérelem menetét a
weblapomon ismertetem, ott minden infó megtalálható (Mach2 CNC
Controller). | |
| 2005. ápr. 17. 10:10 | Válasz | #267 | |
|
Ha lenne több érdeklődő, akkor olcsóbbra
jönne ki a fordítás (fejenként)! Ee nem olcsó mulatság lesz (röhely, de
drágább lesz szerintem mint a program megvásárlása).
| |
| 2005. ápr. 17. 10:07 | Válasz | #266 | |
|
A CD2. még csak kb. 1/2-ed CD-nyi (nehéz
értelmes dolgokal megtölteni 700 MB-ot)! Köszönöm ajánlatodat! Még meg
kell várnunk az árajánlatot! | |
| 2005. ápr. 17. 10:05 | Válasz | #265 | |
|
Nem, az már egy kimult project!
| |
| © Amatőr | 2005. ápr. 17. 09:50 | Válasz | #264 |
|
Ez a virág project azt jelenti, hogy többen
megosztjuk a fordítás árt? Részemről OK. | |
| © Kristály Árpád | 2005. ápr. 17. 09:47 | Válasz | #263 |
|
Hallihó István! Jelenkezem a forditásra és annak támogatásásra. Érdeklődnék a CD++-felől, elkészült, ha igen akkor légyszíves küld el. Nagy tisztelettel! Hallihó mindenkinek! | |
| © Amatőr | 2005. ápr. 17. 09:47 | Válasz | #262 |
|
Akkor várok még, hátha nem is lesz olcsó
muri ez a fordítás, aztán meg nem is kérhetem hogy teljesen magadra vedd a
költségeket. (nem lehet mindent jó Magyar módra ingyééé.. :)))Egyébként mi
a menete a program vásárlásnak? | |
| © Lakatos | 2005. ápr. 17. 09:47 | Válasz | #261 |
|
Ha szabad javasolnom,jó lenne egy "virág"
projetchez hasonló konstrukció. A tisztelt kollégáknak mi lenne a véleménye róla? | |
| 2005. ápr. 17. 09:29 | Válasz | #260 | |
|
Ok! (csak hát, hogy minnél olcsóbban
fordítsák le a doksit, eléggé laza határidőt adtam meg (~2 hónap)) | |
| © Amatőr | 2005. ápr. 17. 09:16 | Válasz | #259 |
|
Ha valóban így lesz "a rajtam keresztül
igényelt regisztrációért ajándékba adom " máris előjegyzem magam egy
program vásárlásra. | |
| 2005. ápr. 17. 09:01 | Válasz | #258 | |
|
A letölthető pdf-ről van szó. Sajnos a
fordítást nem ingyen végzik (ezt senkitől el sem lehet várni) és elég
drága (több 10E Ft), konkrét árat még nem kaptam, most sújjozzák be. Ezt
zsebből az én kockázatomra fogom kifizetni egyben. Ezért a lefordított
gépkönyvet valamilyen elfogadható összegért fogom kínálni, és esetleg a
rajtam keresztül igényelt regisztrációért ajándékba adom (ez a tervem
egyenlőre). Még hígfolyós a "konstrukció"... | |
| © Amatőr | 2005. ápr. 17. 08:40 | Válasz | #257 |
|
A 162 oldalas doksiról van szó, amit a
program mellé .pdf-ként lehet letölteni? Ez valóban igen kellemes volna
magyarul :) Ha kész lesz egyszer ingyenes lesz, vagy fizetni kell a
fordítást?(mármint a mezei felhasználónak) A programot nem tudnád egy füst
alatt teljes egészében lefordíttatni? | |
| 2005. ápr. 16. 19:55 | Válasz | #256 | |
|
Lehet, hogy le tudom fordíttatni a Mach2 teljes gépkönyvét! Most
emésztik a feladatot és árat kalkulálnak bő átfutási idő mellett.
| |
| 2005. ápr. 13. 19:07 | Válasz | #255 | |
|
Köszönöm az elismerést! | |
| © Amatőr | 2005. ápr. 13. 18:56 | Válasz | #254 |
|
Eddig is tisztában voltam vele, hogy a
hobby szintű CNC-vel foglalkozók nagyon sokat köszönhetnek Neked, az pedig
hogy egy ilyen státuszt kaptál elismerésre méltó és még könnyebbé teszi
számunkra ( akinek még esedékes) a szoftver beszerzését.
G.R.A.T.U.L.Á.L.O.K!!!
| |
| 2005. ápr. 12. 19:41 | Válasz | #253 | |
|
Az Art of CNC
megadta nekem a Magyarországi, hivatalos OEM distributori státuszt. Így
lehetőségem nyilt a kölcségek lejjebb szorítására. Mostantol fogva nincs
banki kezelési költség! A dollár jelenlegi árfolyama mellet a program
névreszóló regisztrációs költsége 29000 Ft, mely e-mailen keresztül
igényelhető és a számlára érkezés után 24h-án belül teljesítésre kerül.
A registráció teljeskörü terméktámogatással és update lehetőségekkel jár, melyet az Art of CNC lát el a regisztrációs név ellenében! | |
| 2005. ápr. 03. 08:18 | Válasz | #252 | |
|
Jeleztem a hibát az Arto-nak.
| |
| © Molyoló | 2005. ápr. 02. 20:32 | Válasz | #251 |
|
Köszi István! Így is müködik. Köszi. Ha tudék angolul, jelezném. Holnap de. telefonon hívni foglak.Megvan amit igértem!! | |
| 2005. ápr. 02. 08:35 | Válasz | #250 | |
|
Na, utána jártam a dolognak! Valóban nem kapcsolja be nekem sem! Hiába állítod be az inportnál a Spindle pipát, a Törlés+Eddigi sorban "NO SPINDLE SPEED SET" hibát jelez és nem kapcsolja be a relét. Szerintem ez a mostani verzió hpgl import bug-ja (nem állítja be a maró fordulatszámát, egyszerüen nem kérdez rá sehol). Megoldás: a G-kód futtatása előt katt az MDI (F2) ablakra és ott alul a Spindle adatra katt, átírni (pl. 300 + Enter) és így futtatni a G-kód végrehajtást! Így jól működik! Remélhetőleg az Arto-nak jelzi valaki és majd javítják a hibát! | |
| 2005. ápr. 01. 19:45 | Válasz | #249 | |
|
Rajottem, lasd 238. A ford szabajzora? holnap utananezek, itthon nem tudok rahangolodni a Mach-ra | |
| © Molyoló | 2005. márc. 31. 22:08 | Válasz | #248 |
|
Félreértés van. Ti a DXF imprt beállitást
mondjátok.Én HPGL ( PLT kiterj.) importból generáltam G-kódot. Itt is van
spindle, amit engedélyeznem kell, már ha akarok. És indítás után nem
kapcsol a relé. Lampas! Ford. szab.de hol? Kigúvad a szemem. | |
| 2005. márc. 30. 20:39 | Válasz | #247 | |
|
Ez erdekes, mert en akarmilyen spindle
fordulatot adok, a maro all..!? Nalam csak az segit, ha ON-t irok be. (Ha
jol emlekszem, van is egy olyan valahol, hogy engedelyeztei a ford.
szabalyzast; lehet, hogy ezt kell piszkalni?) | |
| 2005. márc. 30. 19:09 | Válasz | #246 | |
|
A második gomb fentről! 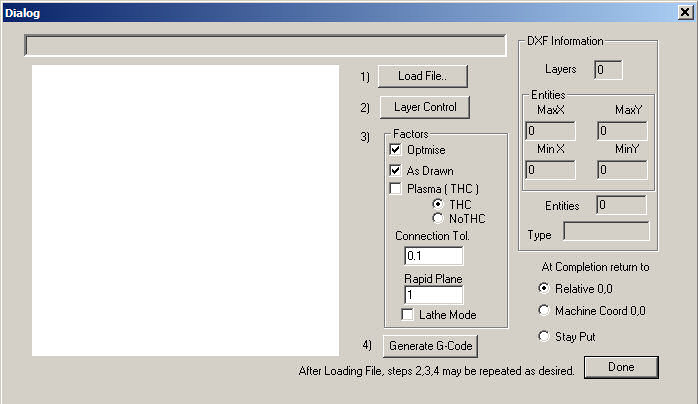 Itt majd agy valami spindle fordulatot: 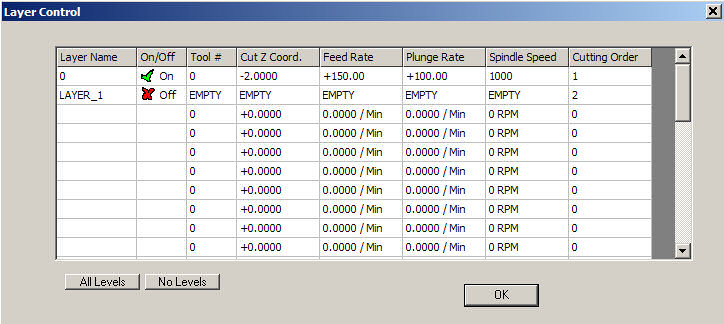
Hasonlóan. | |
| © Molyoló | 2005. márc. 30. 18:03 | Válasz | #245 |
|
De, kétszer előfordult. "Layer controlnal a marofordulat rubrikaba ON-t" nem lelem. A layer controlt sem. Lenyeltem egy sört, hátha.Sajna ezek után sem találom. Mit tegyek? | |
| 2005. márc. 30. 17:10 | Válasz | #244 | |
|
Mikor a motorjaid leallnak, nem gyulad ki
az Error led? Nekem is sokszor megtortent, mig halozati zavarszurot nem
raktam a halozati tapra. Ezt mindenkinek csak ajanlani tudom. (Regi
masolokbol kitermelheto, 10- 15A-es) | |
| © Molyoló | 2005. márc. 30. 15:01 | Válasz | #243 |
|
Én sem tudom! Laptop bekapcs. Mach2 elindit,betöltöm azt a G-kódot, amit én alkottam, futtatom- mindhárom motor müködik, maró nem.Fájlt lezárom és betöltöm azt a g-kódot amit a cdén találtam,futtatom és tökéletesen müködik minden.Ezután bármelyik G-kódot tökéletesen futtatja ( marómotort). Lépésenként megnéztem a G-kódot. Utasítások ott vannak, ahol kell. A 241# pontosítása: észre vettem a menyezeti világitáson, hogy néha vibrál ( feszültség esés), ekkor a futó progi leáll, majd a motorok mellőzésével fut tovább. | |
| 2005. márc. 30. 06:54 | Válasz | #242 | |
|
Hmm. Ezt most hirtelen nem tudom. Látnom
kellene a problémát, hogy rájöjjek. A másik kérdésedre: feszültség húzásra gondolsz? Hát ha a digitális táp összerogyna, talán. A PIC csinál egy esetet, de utána fojtatni fogja a léptetést. | |
| © Molyoló | 2005. márc. 29. 21:56 | Válasz | #241 |
|
A másik kérdesem pedig: áramingadozás (nem
áram szünet) okozhat motorleállást( összes), miközben a program fut
tovább? | |
| © Molyoló | 2005. márc. 29. 21:52 | Válasz | #240 |
|
István! Ellőriztem, bevan állítva minden, úgy ahogyan leírtad.Tehát összegzem a tapasztalatot. Mach2 elinditva, G-kód betöltve, G-kód futtatás, elindulnak a motorok a maró kivételével.File zárás, majd betöltöm a 60x60.tap-ot elindítom,minden müködik, majd File zárás, betöltöm ismét az előző G-kódot és innentől kezdve mükszik miden, beleértve az összes generált kódot.A kérdés változatlan, miért nem vezérli egyből az ujonan betöltött kód a marót? | |
| 2005. márc. 29. 19:35 | Válasz | #239 | |
|
Lentebb már kiveséztük (a spindle speed
nincs beállítva)! Kicsit keress vissza itt! | |
| 2005. márc. 29. 18:50 | Válasz | #238 | |
|
Ja igen, te a plt vel gyotrdsz, en meg ...
| |
| 2005. márc. 29. 18:46 | Válasz | #237 | |
|
Hogy a kerdesedre rogton valszoljak,
fogalmam nincs. En a Layer controlnal a marofordulat rubrikaba ON-t kell irjak, akkor bekapcsol, kulonben nem. | |
| © Molyoló | 2005. márc. 29. 18:34 | Válasz | #236 |
|
Kérdésem a következő! Corelből importálom az plt-t, a Mach2-l ahogy kell, g-kód generálás. Betöltve és inditva a marómotort nem vezérli. Spindle ok, mm ok,( G-kód előtt engedélyezve. Viszont ha a 60x60.tap-ot elindítom, utána vezérli a marót. Ez miért van? | |
| 2005. márc. 26. 18:35 | Válasz | #235 | |
|
Vagy itt egy másik: Nincs kedve valakinek egy szép Magyar képernyőt kreálnia?  | |
| 2005. márc. 26. 18:24 | Válasz | #234 | |
|
Kéne a cím mi?! cím. | |
| 2005. márc. 26. 18:21 | Válasz | #233 | |
|
Azért van aki tud ilyet is:
| |
| 2005. márc. 26. 10:57 | Válasz | #232 | |
|
Egy újabb tapasztalat: Molyoló laptopján a Mach2 driver tesztje (OCX) nagyon csúnya görbét generált és a Mach2 a motorokat néha berángatta. A gép BIOS-ában letiltottuk a Spread (terítés) funkciót és a jelalak rengeteget javult, és a motor berángások is megszüntek! | |
| © Stefán | 2005. márc. 25. 22:29 | Válasz | #231 |
|
Bocsi motyoros elírtam a neved Stefan | |
| © Stefán | 2005. márc. 25. 22:26 | Válasz | #230 |
|
szia motyros köszönöm, hogy válaszoltél, letöltöttem, és megnéztem a használati útmutatót egy kicsi megijedtem, de ez még a kissebb baj, egyenlőre a jó öreg Dos-os felület okozza a legnagyobb fejtörést, Hi, egy pár évvel ez elött ez szinte elképzelhetettlen kett volna, Xp-t használok de megpróbálok valami elfekvő alaplapot előbányászni, hátha lelket tudok bele verni. Hogy mennyi az eseéjem ??? Ha a szivemre hallgatok, szívesebben dolgoznék valami grafikus környezetben, hiszen az eredeti szakmám szűcs tehát ezzel elmondtam mindent, a hozzáértésemről. De a lelkesedés töretlen, van egy valamilyen szinten működő masina. amit én csionáltam, hi már ez is valami .3 hónap ez életemből. igaz végáláskapcsolók még nincsennek, rajta, hiszen akkor érdemes tovább építeni, ha minimális teszteken már átment. Itt tartok. és mégegyszer köszönöm. Azért nincs a megbizható Dos teljesen elvetve. Ha valakinek még lenne a 228-as kérdésre ötlete szivesen venném. | |
| © motyoros | 2005. márc. 25. 10:12 | Válasz | #229 |
|
Szia Stefán Ha idegesít a windos alatt futó progik (KCAM 4 stb)szaggatott kiszámíthatatlan zakatoló működése akkor próbáld ki a jó öreg DOS alatt futó TCNC-t (www.dakeng.com). Nincs benne semmi korlát,ingyenes, a motorok halkan szépen járnak. Nagyon megkedveltem, igaz nincs benne semmi felesleges csicsa csak működik és kész. | |
| © Stefán | 2005. márc. 24. 22:23 | Válasz | #228 |
|
Sziasztok. Örülök, hogy rátaláltam erre a fórumra. Hisz úgy éresztem magam mint egy magányos farkas. (Hi) Én is egy kis gép építésébe fogtam, már ott tartok, hogy müködik, KCam 4-el tesztelgettem, de nem igazán tetszik a motor hangja ahogy dolgozik. Kipróbáltam a Mach2 Demo változatát már sokkal kellemesebb volt az eredmény, De!!! a motor egyfolytában sziszeg, és ha nem dolgozom vele akkor is kézmeleg, a Kcamnál ez nem igy megy, helyes ez? vagy valami beállítási problámám van. Nekem L297 és 298-al megépített 3 tengelyes vezérlőm van. a másik gondomat a szoftware korlátai adják, valaki tud ebben nekem segíteni? Fáradságotokat előre is köszönöm Stefán | |
| 2005. márc. 24. 18:23 | Válasz | #227 | |
|
Semmit nem tudok még róla és nekem sincs
időm most tesztelgetni... | |
| 2005. márc. 24. 18:17 | Válasz | #226 | |
|
Mondj meg valamit, ami mellette szol!
Most nem nagyon erek ra tesztekre, van par extra marasi feladatom es itt a tavasz, minden nap irany a kert! a tobbi varhat. | |
| 2005. márc. 24. 17:11 | Válasz | #225 | |
|
Csak jelzem az érdekelteknek, hogy megjelent a V6.11L! Még ebbe
benne van a Prechange érték megadási lehetőség (tesztelné kellene ezt is).
Érdekes, most szolt előszőr a telepítéskor, hogy talált érvényes liszencet
(edig ilyen üzenet nem volt). | |
| 2005. márc. 23. 18:49 | Válasz | #224 | |
|
Jol. | |
| © Molyoló | 2005. márc. 22. 20:53 | Válasz | #223 |
|
Sziasztok! Most telepítem az XP-t. Ha jól értelmezem, akkor az multimédiás drivereket nem kell telepíteni, mert nincs rájuk szükség. Jól gondolom? | |
| 2005. márc. 19. 08:35 | Válasz | #222 | |
|
Ja, a kottyanás kompenzációt később külön
még engedélyeztetni is kell (Config/State...)! Ezt ne feljtsd el!
| |
| 2005. márc. 19. 08:30 | Válasz | #221 | |
|
A sebességeknél van néhol képzavar, mert
hol mm/s, hol meg mm/perc mértékegységet használ.
| |
| 2005. márc. 19. 08:27 | Válasz | #220 | |
|
Ha a Mach2 bárhol Unit-ot emleget, akkor az
a Config/Setup Unit... ablakban beállított értéket (EU-ban mm-t illik ) jelenti.
| |
| 2005. márc. 19. 08:24 | Válasz | #219 | |
|
A kottyanás komp. unit-ja mm! Sebessége az
adot tengely max. sebességéhez viszonyított %-os értéke.
| |
| 2005. márc. 18. 20:56 | Válasz | #218 | |
|
Vajalvajal! Ha tojas lesz, az nem kottyanas, akkor rosz valamelyik tengely beallitasa. A kottyanasnal max kis egyenes szakasz jeletkezik a qadransoknal! (kozelit a kockahoz, eted?) | |
| © DNSoft | 2005. márc. 18. 09:45 | Válasz | #217 |
|
Próbálgatom a mach-ot és amikor hungiból
vágok egy kört, akkor az tojás lesz. Megnézem a kocsit, kicsit lóg. Akkor
állítok a kottyanáson. István írta is, hogy UNIT-ban van a kottyanás, de
nem tudom milyenben. lépés, mm,... áll0tottam rajta, és nem változott
semmi (cska X=4 -et) Hol rontom el?
| |
| © RogerCo | 2005. márc. 18. 07:39 | Válasz | #216 |
|
Köszi az infót. a 7végén megnézem Visual C++ alatt mire vagyok képes :) Én eddig Deplphi-vel próbáltam megszólitani :( Roger | |
| 2005. márc. 18. 06:36 | Válasz | #215 | |
|
Csak érdekesség képp, a Master5-é
gyönyörüen megy VB-alatt is, csak hát az meg pontatlan (rossz PreChange
alapérték és nem változtatható)! | |
| 2005. márc. 18. 06:33 | Válasz | #214 | |
|
Régebben próbáltam egy régebbi (V5.9x)
verziónál VB-ben használni az OCX-jét, de akkor nem jött össze vele. Írtam
akkor egy mailt és megkérdeztem mi a baj, akkor azt válaszolta az Arto,
hogy VB-ben ne akarjam használni mert az nem igazi ob.programnyelv,
használjak VC++-t (szerintem ők is ebben programozhatnak). Csak hát C-ben
meg én nem tudok... | |
| © RogerCo | 2005. márc. 17. 21:34 | Válasz | #213 |
|
Ok, kösz. Azt a negyed oldakát néztem, de az édes kevés :( Esteleg azt lehet tudni, hogy az ocx-ét fel lehet-e használni valami programnyelvben ? Ha már ilyen szépen müködik a technika elkezdenék más is fejleszteni vele. Roger | |
| © DNSoft | 2005. márc. 17. 19:45 | Válasz | #212 |
|
Köszönöm a segítséget! Ma kipróbálom!
| |
| 2005. márc. 17. 17:00 | Válasz | #211 | |
|
A makrókról találsz leírást a Mach2
pdf-jében (Angolul). Több infó nincs róla másut. | |
| 2005. márc. 17. 16:57 | Válasz | #210 | |
|
Megtaláltam az okát! Kapcsolj az MDI panelre (leti gombsor) és
ott a SET SPINDLE RPM panelen írj be valami értéket (és Enter)! Ettől kezdve menni fog! G-kód végrehajtatásnál ez nem jelentkezik mert ott a kódban benne lesz a Spindle beállítás is. | |
| © DNSoft | 2005. márc. 17. 00:32 | Válasz | #209 |
|
Bocs, de megint megakadtam! Amikor a maró motort be akarom kapcsolni kiírja, hogy No spindle speed set! És nem kapcsolja be az izzószálat. A plasma módot is beállítottam, (nem tudom, hogy helyesen-e) | |
| © RogerCo | 2005. márc. 16. 21:57 | Válasz | #208 |
|
Sziasztok ! Foglalkozott kölzülünk valaki a Mach2 macro-ival ? Hogyan kell irni ? ill. ami vannak alapból a "macros" könyvtárban, azokat hogyan lehet meghivni ? Elöre is köszönet: Roger | |
| 2005. márc. 16. 12:29 | Válasz | #207 | |
|
Köszönjük és sok sikert kívánunk hozzá! | |
| © recece | 2005. márc. 16. 00:47 | Válasz | #206 |
 csak sikerült.. | |
| © recece | 2005. márc. 16. 00:42 | Válasz | #205 |
|
talán most
http://img.tar.hu/hobbycnc/size2/11265562.jpg | |
| © recece | 2005. márc. 16. 00:36 | Válasz | #204 |
|
ezt elbénáztam:)
| |
| © recece | 2005. márc. 16. 00:35 | Válasz | #203 |
|
Végre megdolgoztattam a gépemet és a
Mach2-őt. Ezúton mondanék köszönetet Magi Istvánnak, Veres Lászlónak, és természetesen a fórumtársaknak. http://img.tar.hu/hobbycnc/size2/11265562.jpg?1110929643&47668cc9502a4584a3366ecffcb9b78c hobby cnc, Mach2, papír, ceruza:) | |
| © recece | 2005. márc. 14. 15:42 | Válasz | #202 |
|
Sziasztok! Én is most lettem kész a gép építésével ( István féle kit3 ). A Mach2-vel bénáztam egy napot, a Z tengely nagyon szépen mozgott, az Y akadozott, az X meg jóformán semmit nem csinált. Végül is a javasolt "Minimum Pulse Width=3 uS" beállítás nem jött be nekem. Átállítottam 4-re, és most minden jó:) Azért írom, hátha a későbbíekben másnak is lenne ilyen problémája. üdv. rece | |
| © DNSoft | 2005. márc. 14. 12:38 | Válasz | #201 |
|
Én írtam egy saját HPGL feldolgozó progit,
ami egyből G kódot ad ki. Ez csak szigorúan az X Y kordinátákat adja
vissza a vágási sebességet nem. De közben rájöttem, hogy jobbra középpen
be lehet állítani a marási sebességet.
| |
| 2005. márc. 14. 11:59 | Válasz | #200 | |
|
Az importoknál beállítottad jól a marási és
befúrási sebességeket?! | |
| © DNSoft | 2005. márc. 14. 11:14 | Válasz | #199 |
|
SOS! A Mach2-t be tudtam állítani, hogy
milyen sebességgel menjen, ( a jog jó is) De amikor a G kódot elkezdem
futtatni akkor sokkal lassaban megy! Mit állítsak még be?
| |
| © Lakatos | 2005. márc. 14. 10:38 | Válasz | #198 |
|
Köszi a segítséget! Néha már félek magamtól! 800x600-as felbontást használtam(gondoltam,hogy ami gomb nem látszik,biztosan nem lényeges) Többek között a vészstop volt ami nem látszott! | |
| 2005. márc. 13. 19:57 | Válasz | #197 | |
|
A Mach2-őn mindent be Setup-oltál (lásd a
weblapoat)? A vészstoppot (RESET) kinyomtad? Az impulzus teszt (az az OCX- a mappájában), le tud futni jól? | |
| © Lakatos | 2005. márc. 13. 18:38 | Válasz | #196 |
|
Sziasztok! Most jutottam el odáig,hogy próbálgatom,ismerkedek a Mach2-vel. Sajnálattal tapasztalom,hogy nem igazán működik. G kódot generál,be tudom tölteni az elmentett programokat,viszont nem tudom elindítani a betöltött kódot.A számlálók nullán állnak és nem történik semmi. Mit csinálok rosszul,vagy mi lehet a gond? Eddig nem tulajdonítottam neki jelentőséget,mert még nem volt kész a vezérlő.Most összekábeleztem és nem műkszik.A PWM Managerrel tudok kommunikálni,megkerestem vele a fázis sorrendet,de a Mach nagyon feladta a leckét,elkelne némi segítség. Előre is köszi. | |
| © RogerCo | 2005. márc. 08. 23:30 | Válasz | #195 |
|
Nos jelentem, hogy feltettem az XP-t és ugy
tünik megjavult. már közel 1/2órája megy a Mach2 és még léptet. :)
Roger | |
| © RogerCo | 2005. márc. 08. 21:13 | Válasz | #194 |
|
Köszi az infót. Nos ez egy PII 300 Celeron és van benne egy SB.De ISA-s :) A rendszer hangok ki vannak kapcsova. És az Mp3 mellette tud szólni, az nem lassul be csak a képernyös cuccok. Ugyan ezt tapasztaltam alaptopomon is egy Dell Inspirion 8000 PII 900 Mhz 512 Mb Ram alaplapi hangkütyüvel. És még az óra is késik onnantól, hogy a Mach2 el volt inditva. De látványosan :) Most rakok fel XP-t (is) és majd beszámolok. Roger | |
| 2005. márc. 08. 18:40 | Válasz | #193 | |
|
Ez nekem is ismerős! Addig csinált ilyet a
régi alaplapomnál (Abit KT7A) mígnem az SB Live 5.1 hangkártyámat ki nem
gortam belőle (addig is csak akkor jelentkezet ha egy hang megszólalt és
utána már úgy maradt). A két driver összeakadt (szerintem közös alaplapi
időzitőt használtak valamire mert minden Timer függő alkalmazás lelassult
(szagatot) utána (pl. mozgások, hangok, stb). Az új alaplappal amin
alaplapi hangkártya van, vígan nézhetek még filet is közben, vagy mp3-mat
halgathatok, a Mach2-őt nem zavarja. Megjegyezném, hogy ugyan ilyen jó a
régi 600 MHz-es Celleronos notebook-om is (a Mach2-őt nem akassza ki semmi
ott sem). Szóval nem CPU sebesség függő a dolog, inkább alaplap és egyéb
driver környezet a döntő. | |
| © RogerCo | 2005. márc. 08. 10:14 | Válasz | #192 |
|
Kösz. Szóval müködni müködik a Mach2, csak ideig óráig :( Az alaplap drver tutti jó, mert más LPT cuccok hibátlanul müködnek. Semmilyen felesleges cucc nincs bekapcsolva. Képernyö védö nincs, Ide block nincs, hangok nincsenek. A másik tünet ezt több gépen is tapasztaltam, hogy a Mach inditása után, közben az egész gép lelassul. pl, egy egyszerü ablak minimalizálás szaggatva, és másodpercekig tart. és mindezt 0%-os (nulla %-os) CPU terheltség mellett. Roger | |
| © Denkiki | 2005. márc. 08. 10:04 | Válasz | #191 |
|
Nem ártana, ha megnéznéd van-e a PC
alaplapodhoz diver frissítés. Az ilyen problémák többnyire a
meghajtóprogramok, illesztők hibájából van. Bár sok köze nincs hozá, de
hangkártyáknál is gyakori hiba. Írtad, hogy ilyenkor a program sem számolja a lépéseket... nálam a KCam4 nem számolt, amíg be nem állítottam a megfelelő portcímet. Nézd meg a PC-d BIOS-ában, hogy mire van állítva, ne legyen automatikus! Megnézheted még a számítógép ACPI (energiagazdálkodás) beállításait. Ha az OS támogatja az ACPI-t (szoftveres), akkor a BIOS-ban ajánlott kikapcsolni az APM-et (harveres). Lehet,hogy úgy veszi nincs használatban ezért kikapcsolja. A modernebb alaplapok minden egyes eszközüket be/ki tudják kapcsolgatni. Nézd meg, hogy a probléma más programoknál is jelentkezik-e, ha nem akkor a Mach2 drivere okoz hibát. Tegnap érdekes jelenséget tapasztaltam. Leállítottam a Mach2-t, majd készenlétbe akartam tenni a gépet, mire jött a válasz, hogy a Mach2 nem engedi készenlétbe tenni a gépet. Elötte persze leállítottam, és a task-ban sem láttam. na mind1 gondoltam, és újra elindítottam a Mach2-t, hogy leálítsam mégegyszer (gondoltam viszi magával a meghajtóját is). Leállításkor viszont vitte az egész gépet. Ugyanis ahogy kiléptem a Mach-ból, a hardvervédelem aktivált és leverte a tápot, a gép pedig újraindult. Ilyen problémám utoljára az USBMON nevű USB port monitorozó programmal volt. | |
| © RogerCo | 2005. márc. 08. 07:33 | Válasz | #190 |
|
Érdemes lenne XP-t feltennem ? Mert Win2k van rajta meg Win98, de ugye az alatt nem megy a Mach2 :( Roger | |
| 2005. márc. 08. 07:06 | Válasz | #189 | |
|
Nálam egyik gépemen sem jelentkezik ilyen.
| |
| © RogerCo | 2005. márc. 07. 21:26 | Válasz | #188 |
|
Nálam nem ez van. Saját vez.elektronikám
van. És az elektronika ujra inditása nélkül csak a programot inditom ujra. Az a furi, hogy ha elinditom a progit magát, és otthagyom kb10 percig utánna már nem hajlandó számolni a lépéseket sem, és ebböl kifolyólag vezérelni sem :( Roger | |
| 2005. márc. 07. 21:13 | Válasz | #187 | |
|
Nekem ugyanilyen volt, csak kozben
kigyulladt az error led! es a vazerlo allt le, nalad nem ez van? A vezerlo leallasat halozati zavar okozta, ami egy mackos szuro beepitesevel megszunt. | |
| © RogerCo | 2005. márc. 07. 20:46 | Válasz | #186 |
|
Please Help ! A #76 hozzászólásomban kifejtettem, de válasz nem érkezett. Mitért csinálja az velem a Mach2, hogy válltozó idö eltelte után egyszerüen nem vezérel ki. és a programon belül sem megy a számláló.(a program minden más funkicója müködik, tehát nem fagy le) Ekkor (amolyan Windows-osan) kilépünk a programból,majd vissza és megint jóó egy darabig. Csak nekem van ilyen tünetem ? Ui: a reg ver is csinálja :( Köszönet: Roger | |
| 2005. márc. 07. 10:34 | Válasz | #185 | |
|
At nem tudom, hogy tudjátok e, hogy a Mach2-nek van nemzetközi
fóruma is (Mach2 fórum (Angol)! Valszeg érdemes lenne ezt is tanulmányozgatni... | |
| 2005. márc. 07. 10:32 | Válasz | #184 | |
|
A Mach2-nek van plasma beállításai több
helyen is, de én még nem teszteltem mindet, hogy mit is csinál pontosan
(nálam ki vannak kapcsolva). | |
| © Denkiki | 2005. márc. 07. 09:29 | Válasz | #183 |
|
Eddig jó :)
| |
| © tomahawk | 2005. márc. 07. 09:05 | Válasz | #180 |
|
Iges, set, step formátumban biztos tudom
exportálni. (de majd csak este, otthoni gépről) E-mail címem: arrowhaed@freemail.hu üdv: tomahawk | |
| © RogerCo | 2005. márc. 07. 08:53 | Válasz | #179 |
|
Ok, köszi. Ha tudsz Iges, set, vda, neu, step, stl, wrl.. formátumokban dobni egy export-ot az jó lenne. De szerintem folytassuk mailben. Admin@RogerCo.hu Köszi: Roger | |
| © tomahawk | 2005. márc. 07. 08:44 | Válasz | #178 |
|
Helló Roger! Ha tényleg érdekel, akkor majd este elküldöm, mert az otthoni gépemen van. A Pro/Engineer-t annyira nem ismerem, de az Inventorhoz van egy ingyenes nézegető program (Volo Wiew Express), ami kissé darabosan és életlenül, de 3D-ben képes(forgatással, nagyítással) megjeleníteni az Inventor fájlokat. A bmp-vel mentett, majd jpg-be konvertált képek szebben mutatnak. Üdv: tomahawk | |
| © RogerCo | 2005. márc. 07. 08:30 | Válasz | #177 |
|
Helló, Engem érdekelne a modelled. Esetleg valami nativ formában eltudod küldeni ? Én Pro/Engineer-rel nézném meg. Köszönet: Roger. | |
| © tomahawk | 2005. márc. 07. 08:22 | Válasz | #176 |
|
Most kezdtem építeni egy 1000x1000 mm-es
munkaterületű lángvágó (acetilén + oxigén) cnc hobby vágógépet (jelenleg
~30%-os készültségi fokon van) amit később plazmavágóként akarok
használni, mert plazmával sokkal többféle anyag vágható..... Ehhez a Profi1 2D-s változatát szeretném használni. Kérdésem a következő: a Mach2 vezérlőprogram megfelelő-e, esetleg valamilyen habvágó program az ajánlottabb? Esetleg, ha valakit érdekel, a gépről tudok 3D-s képeket (Inventor 5.3-mal terveztem) küldeni. Olvasgatva a fórumot, hasonló gép építéséről nem igen találtam adatokat. Ha esetleg még valakit ilyen problémák foglalkoztatnak, szivesen konzultálnák vele. Üdv: tomahawk | |
| 2005. márc. 07. 06:51 | Válasz | #175 | |
|
Fogalmam sincs. Linux nekem fehér folt...
| |
| © gege | 2005. márc. 06. 21:51 | Válasz | #174 |
|
Istvan!lehet,h volt mar róla szó, csak én
nem figyeltem, de Linux alól hogy lehetne megoldani a
Mach2-t?!?!?emulator??? vagy van Linuxos Mach2??
| |
| © RogerCo | 2005. márc. 06. 16:06 | Válasz | #173 |
|
Elkezdtem épiteni(már müködik) egy
Osztómüvet. rotary table. Kérdésem: Van-e valakinek gyakorlati
tapasztalata ilyen eszköz használatában. Mire kell oda figyelni a Kód
elkészitésekor, stb.. A Mach2t- ilyenkor milyen módban célszrü elinditani
? Köszönet: Roger | |
| © DNSoft | 2005. márc. 05. 14:25 | Válasz | #172 |
|
P4 3.2 3.5-ben járatva, 1 GB ram 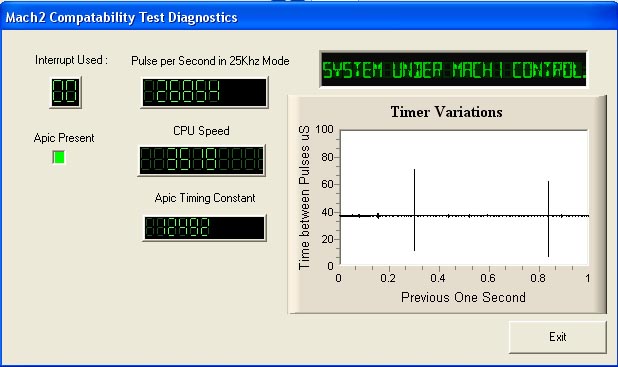
| |
| 2005. márc. 05. 09:09 | Válasz | #171 | |
|
Összehasonlátásnak egy másik: 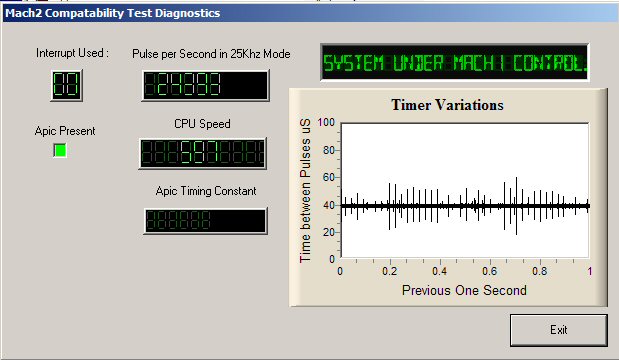 Celeron 600 (notebook) | |
| 2005. márc. 05. 08:45 | Válasz | #170 | |
|
A program neve: OCXDriverTest.exe és a
Mach2 könyvtárában található. 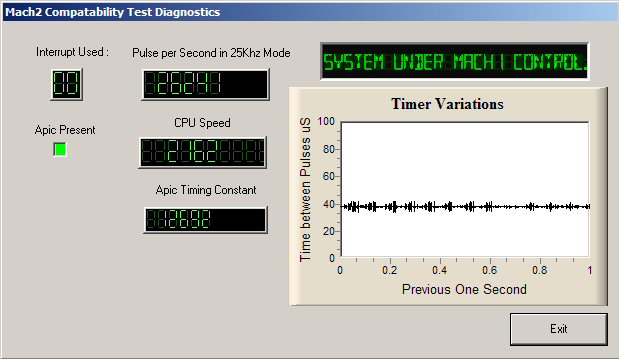 Athlon 3000+ mérései | |
| 2005. márc. 05. 08:38 | Válasz | #169 | |
|
Csak érdekesség képp: Nálam a mért érték 26144 és a tüskék alig 2-3mm-esek (szerintem ez az ideális impulzushoz képesti elcsúszás mértékét jelenti). A gép egy Athlon 3000+ és marhára megy a Mach2 (kb. 0-2% -os CPU terheléssel, lehet közben bármit csinálni) !
| |
| © RogerCo | 2005. márc. 05. 07:30 | Válasz | #168 |
|
Nos megnéztem. 24293. Akkro ez most nem jó. Ugye ? Roger | |
| © RogerCo | 2005. márc. 05. 06:11 | Válasz | #167 |
|
Megnézem majd, köszönet.
| |
| © giorgiocnc | 2005. márc. 05. 02:06 | Válasz | #166 |
|
Van egy file a Mach2 konyvtárban, valami
OCX driver.exe, vagy Ocxtest.exe, vagy valami hasonlo.(most nem a sajat
gepemnel vagyok) Az direkt arra van a dokumentacio szerint, hogy a geped
teljesitmenyet merje. Mindenbol ki kell lepi elotte, rendszerhang letilt,
es siman elinditani. Par masodperc alatt megvizsgalja a gepet, szep kis
grafikont rajzol a letrheltsegrol, es van egy szam fent kozepen (asszem)
ami ha 24600 korul mozog, akkor megfelelo a konfiguraciod Mach2
futtatasara. Az nem baj, ha kicsit ingadozik folyamatosan krulotte, megiscsak Windows-rol van szo :-) Nekem kb. 24300 korul van, es siman fut a Mach2. A grafikonon azt kell figyelni, hogy mekkorak a tuskek, azt irja Art, hogy ha fel es egy inch kozotti (bar ez biztos fugg a monitorod felbontasatol, kb: 1-2 cm) a magassaguk, akkor semmi gaz nincs. Remelem ez segit valamit. | |
| © psychobilly | 2005. márc. 04. 20:42 | Válasz | #165 |
|
Hupsz tényleg! Köszi!
| |
| © RogerCo | 2005. márc. 04. 19:58 | Válasz | #164 |
|
Megint a tanácsotokra lenne szükségem.
Mégpedig kinek milyen tapasztalata van Win2k Vs. WinXp teljesitény külömbségben ? Természetesen a Mach2-re vetitve. Ma átállitottam az elektronikámat félléptetésre és megnöveltem a Mach2 ben a motor sebesség/gyorsulás értékeket. Minden nagyon jó, csak éppen szerencsétlen processzor 110%-on megy:( Egy PII 300 512 MB RAM-mal Win2k. Érdemes XP-t (is) tennem rá, vagy dobjak össze egy nagyobb gépet neki ? Köszönet: Roger | |
| 2005. márc. 04. 19:04 | Válasz | #163 | |
|
A leírásomban van utalás erre is.
| |
| © psychobilly | 2005. márc. 04. 18:13 | Válasz | #162 |
|
Hogyan kell mach2-nek saját screen-t
csinálni? | |
| 2005. márc. 04. 15:31 | Válasz | #160 | |
|
Kérésre töröltem a virág project-et!
| |
| 2005. márc. 04. 10:44 | Válasz | #159 | |
|
Alapesetben: Folyamatos Jog = Shift + nyilak és Shift + Page Up/Down Programozot Jog (fix értékekkel) ugyan ez Shift nélkül. | |
| © DNSoft | 2005. márc. 04. 10:32 | Válasz | #158 |
|
A motort és a szárat eltaláltad. A
beállításokat kipróbálom és jelzem mit sikerült elérni. Még nem néztem (elnézést érte), de azért megkérdezem, hogy JOG-olni lehet billentyűkkel? Nyilak... | |
| 2005. márc. 04. 09:40 | Válasz | #157 | |
|
Step per Unit (a Unit=mm legyen!!!) = 266
(tehát M10-es a menetesszárat és 1.8°-os motort használsz?) Velocity (sebesség)= 1.66 (10cm/perc) ezzel kezd és majd innét növeld felfelé tesztekkel! Accel= csutka! Ne felejtsd el előtte mielőtt bármit is átírsz, kijelölni a módosítandó tengelyt (X,Y,Z) és utána átírni az adatokat, majd Save Axis Tuning gombra kattintani!!! | |
| © DNSoft | 2005. márc. 04. 09:28 | Válasz | #156 |
|
És hogy állíthatom be, hogy mi a max
sebesség. Mert a motortuningnál beállítottam valamit, de ahhoz képest
irreálisan megy. Nekem 266 lépés 1mm. A Kcam4-ben 120-200 -ra volt állítva
a TABLE SETUP-ban a vágási sebesség (Jog, vágás...). Ez mennyinek felel
meg a Mach2-ben? A gyorsítást állítottam én is, de nem vettem észre
változást. | |
| © RINALDO | 2005. márc. 04. 09:03 | Válasz | #155 |
|
Ezek szép munkák,szinte profi!Szeretnék
kérdezni Tőled néhány dolgot ha lehet. | |
| 2005. márc. 04. 08:39 | Válasz | #152 | |
|
Sajnos olyat meg nem tud, hogy Jog menetben
legyen gyorsítás, normál vágáskor meg ne legyen. Esetleg használd a liszencedet és kérdezd meg (javasold) nekik!
| |
| 2005. márc. 04. 08:36 | Válasz | #151 | |
|
Mivel gyorsulás (és lassulás) nélkül nem
tudod a motorok max sebességéig kihasználni, mert az indítási nyomatéka a
motoroknak alacsony lépésszám mellett nagy csak. Ha nagy sebességet kérsz
tőle, ott meg pici az indítási nyomaték (erre találták ki a
gyorsítás-lassítás szükségességét)!
| |
| 2005. márc. 04. 08:34 | Válasz | #150 | |
|
Accel=csutka!!! (mind 2 tengelyen) | |
| 2005. márc. 04. 08:33 | Válasz | #149 | |
|
Hát mit mondjak, talán próbáld meg a motor
tuningnál a gyorsulást maxra felnyomni  Nálam szuperül megy habvágósan! | |
| 2005. márc. 04. 08:27 | Válasz | #148 | |
|
Elvégzek én is néhány beállítási
kisérletet! Türelem! | |
| 2005. márc. 04. 08:27 | Válasz | #147 | |
|
MakraZ és psychobilly: Nagyon király, gratula! Csak legközelebb a Mechanikákhoz rakjátok légyszíííííííí Köszi! Tényleg nagyon jók! | |
| 2005. márc. 04. 08:24 | Válasz | #146 | |
|
A fórum megvalósításáért köszönet
psychobilly-nek! Csak azért nem köszöntem meg eddig, mert fogalmam sem volt, hogy ki hozta létre?! | |
| © DNSoft | 2005. márc. 03. 23:50 | Válasz | #145 |
|
SEGÍTSÉG! A Mach2-t Magi úr ajánlotta, hogy ezzel jobban megy a habvágás. Mach2 megvan. Feltelepítettem. Beállítootam, és a következőkre kérek tanácsot: Ki szeretném a gyorsítást, lassítást kapcsolni. Nekem csak egy sebesség a jó. Ha ugrasztom a "szerszámot" vissza a Gkód elejére, akkor olyan gyorsan lépteti vissza, hogy a motorok meg se moccanak, csak egy kattanás és kezdi is vágni. Biztos én rontottam el, de nem tudom hol. | |
| © MakraZ | 2005. márc. 03. 22:45 | Válasz | #144 |
|
Itt az enyém egy része is: Éa s kuplung : Csak az a fránya vezérlés menne már. | |
| © psychobilly | 2005. márc. 03. 21:55 | Válasz | #143 |
|
hupsz! na szóval így néz ki: | |
| © psychobilly | 2005. márc. 03. 21:49 | Válasz | #142 |
|
Üdv! Az biztos hogy sokat tanaulhatunk egymástól (főleg én tőletek :D) "hisz több szem többet lát" Nagyon fellelkesített most ez az egész CNC téma meg úgy maga a gépészet szóval lehet hogy még a végén gépészetet fogok tanulni :) Édesapámmla immár a 2. CNC-t gyártjuk (az 1. nem felelt meg az elvárásoknak :) ) a mostani alaktrészeinek többségét a mostani CNC-vel csináljuk és így kibővült a lehetőségek sora... Az első alumínium volt de a mostanit textilbakelitből csináljuk hisz azt sokkal könnyebb megmunkálni... A Z tengely már elkészült a többihez pedig két héten belül érkeznek az ISEL termékek :) Ime: Utóirat: Ezt a fórumot én hoztam létre csak Magi Úrnak az adtaival. Így akartam utalni arra hogy jó ötletnek tartanám egy fórum léterhozásást. Nem mintha nem lenne mindegy :) | |
| © gege | 2005. márc. 03. 21:31 | Válasz | #140 |
|
csináljunk szakszervezetet és tömörüljünk
céhekbe... VOTE HOBBY CNC! | |
| © DNSoft | 2005. márc. 03. 20:53 | Válasz | #139 |
|
Köszönöm mindenkinek! Hajrá HOBBY CNC!!!
| |
| © RogerCo | 2005. márc. 03. 20:29 | Válasz | #138 |
|
És tudja, és tudja, és tudja Köszönet minden kedves résztvevönek! | |
| © MakraZ | 2005. márc. 03. 20:06 | Válasz | #137 |
|
Ez egy jó csapat. Csak így tovább a jövőben
is. Köszönet Istvánnak is!! | |
| © Bicska | 2005. márc. 03. 19:59 | Válasz | #136 |
|
Nekem is megérkezett. ( ez a műsor nem
jöhetett volna létre, ha nincs a FÓRUM. Szóval MÉG 1X KÖSZÖNET MAGI
ISTVÁNNAK.) Bicska | |
| © Lakatos | 2005. márc. 03. 19:57 | Válasz | #135 |
|
Köszönöm a résztvevőknek.
| |
| © RogerCo | 2005. márc. 03. 19:46 | Válasz | #134 |
|
Érzem a tavasz illatát :)) Köszi: Roger | |
| © Machszi | 2005. márc. 03. 19:41 | Válasz | #133 |
|
köszönöm a lehetőséget, megérkezett
| |
| © Molyoló | 2005. márc. 03. 19:41 | Válasz | #132 |
|
Mégis szép az élet!!!!!!!!!!!! Köszönöm mindekinek, akinek része volt benne! | |
| © axis | 2005. márc. 03. 19:33 | Válasz | #131 |
|
én is köszönöm mindenkinek!!!
| |
| © psychobilly | 2005. márc. 03. 19:27 | Válasz | #130 |
|
én is köszönöm mindenkinek!
| |
| © recece | 2005. márc. 03. 19:25 | Válasz | #129 |
|
én is köszönöm!
| |
| 2005. márc. 03. 14:10 | Válasz | #126 | |
|
Lefolytattam néhány e-mail váltást az Arto-val és sok információt
megtudtam az impulzusuk időzitéseiről. A lényeg az egészből az, hogy
valóban igen lényeges változtatásokat hajtottak végre a V5.xx és a V6.xx
közötti átmenetkor. Előtte sokaknak okozot problémát a Dir jel PreChange
értéke (kevés volt) és ezért Ők megnyújtották ezt az időzítést egy teljes
megszekítási idővel ami kb. 30-40uS. Ez már kellően nagy idő a legtöbb
vezérlőnek, így nekünk is. Tehát ha a PreChange értékt 0-ra állítjuk akkor
is van kb. 30uS időzítés. A +5 feletti beállításból adódó hibát még nem
tapasztalták, de mivel jeleztem nekik, úgy döntöttek, hogy ezt a
beállítási lehetőséget (PreChange) ki fogják venni a következő verziókból.
Tehát fix értékü lesz. Jelenleg az általam közölt értékeket használjuk (0-4), így a vezérlés hibátlan lesz! | |
| 2005. márc. 03. 12:49 | Válasz | #125 | |
|
Jó vastag lesz! Egyébként a kapacitás az
nagyon fontos mert az az elsődleges paraméter ami a meredek négyszög jelet
csillapítani fogja. Érdekesség, ebből a szempontbol egy sima szallagkábel jobb! | |
| © Denkiki | 2005. márc. 03. 11:54 | Válasz | #124 |
|
Szerintem ez a téma inkább elektronika.
Viszont, ha már itt tartunk van pár méter 5mm átmérőjű 50ohm-os koax
kábelem. Azt tervezem, hogy az LPT kábel összes (adat) kábelerét erre
cserélem le, erenként árnyékolva. Végül pedig az egész kap egy
zsugorcsövet. | |
| © RINALDO | 2005. márc. 03. 10:02 | Válasz | #123 |
|
Látom erősödik a zavarszűrésbe vetett
hit,helyes. | |
| 2005. márc. 03. 08:58 | Válasz | #121 | |
|
Bocsi, talán az elektronika rovatban let
volna a helye ezeknek... | |
| 2005. márc. 03. 08:56 | Válasz | #120 | |
|
Egyébként meg vagyok győződve, hogy
jótékonyan hat az egész rendszerre, ha mindent árnyékolt vezetékkel
huzaloznánk össze! A motorokat, végállás kapcsolókat (zavart vihetnek be a digitális tápra), kijelzők, stb. Sőt, a legfontosabb, maga az LPT kábel amin a vezérlő jelek szaladgálnak! | |
| 2005. márc. 03. 08:53 | Válasz | #119 | |
|
Ki is raskom:  
| |
| 2005. márc. 03. 08:48 | Válasz | #118 | |
|
Pontosan ilyenre gondoltam én is!
| |
| © Molyoló | 2005. márc. 02. 20:59 | Válasz | #116 |
|
István! Küldenék 2db képet az
árnyékolásról, valahogy így kell kinéznie. A DC servo motoroknál fontos!!
| |
| © DNSoft | 2005. márc. 02. 15:55 | Válasz | #115 |
|
Utalás megtörtént...
| |
| © Machszi | 2005. márc. 02. 15:54 | Válasz | #114 |
|
köszönöm a visszajélzést
| |
| 2005. márc. 02. 12:03 | Válasz | #111 | |
|
A motorok kábeleinek árnyékolása jó ötlet!
Biztos csökkenti az elektroszmogot (ez tetszik ez a szó ). | |
| © RINALDO | 2005. márc. 02. 10:01 | Válasz | #109 |
|
Természetesen Kcam mellet mást nem nagyon
lehet csinálni,még az egér mozgatását is észre veszi. Egyébként a step jelalak is eltérőek a két programnál, ezért kell ügyelni Mach2-nél a zavarmentes port kábelre ill.nem árthat ha gondoskodunk a motor kábelének az árnyékolásáról(motort összekötni a hozzá vezető erek árnyékolásával). | |
| 2005. márc. 01. 19:18 | Válasz | #107 | |
|
Ha használtál már KCam4-et, akkor érted mi
a lényege a hardveres pulse generátornak (és hasonlítsd össze mellékesen a
két progi CPU terhelését is)! | |
| 2005. márc. 01. 19:00 | Válasz | #106 | |
|
Jeleztem a problémát az Arto-nak és most
heves levelezgetésben vagyunk (csak az a fránya Angol...). Érdekes
dolgokat árultak el és mostmár tisztábban látok! Már most is jó a progi,
nálam abszolút nincs hiba a közölt beállításokkal!!! Az LPT porti jelcsillapítás sajnos minden programnál létező probléma. A Mach2 csak szigorú impulzusokat állít elő elég nagyfrekivel. Eddig a Mach2 (3?) a legjobb hobbi CNC-s vezérlőprogi amivel találkoztam és nagyon fejlődik (alig győzöm letöltögetni a frissítéseket). | |
| © RINALDO | 2005. márc. 01. 18:36 | Válasz | #105 |
|
Üdvözlök Mindenkit! Meglehetősen érdekel a téma amiről itt szó van, eldöntöttem a gép megépítését is de még csak az alkatrészek beszerzésénél ill. a teszteknél tartok. HobbyCNC , ha valaki elállna a szándékától ------- ügyben kérlek értesíts biztos vevő vagyok!! Kezdésnek csak annyit, a MACH2 még nem hibátlan de gondolom kapnak visszajelzéseket és nem marad abba a prg. fejlesztése.Én sok problémának a forrását látom abban ,hogy az alaplap Pulse generátorát használják és nem software-sen oldották meg a feladatot.Kcam-al hibátlan a visszatérési pontosság még hevenyészett beállítások mellet is,viszont az nem opció dús mint a Mach2.(Ja! Véleményem szerint 74HC191 minőségén is sok múlhat ,számít a port kábel hossza és minősége ill. a port működési módja a bios-ban. | |
| © gege | 2005. márc. 01. 15:58 | Válasz | #104 |
|
én még nem prüszköltem de ha jol tudom 4. a
határidő | |
| © Molyoló | 2005. márc. 01. 15:35 | Válasz | #103 |
|
Ja! És köszönöm a türelmeteket és a
lehetőséget! | |
| © DNSoft | 2005. márc. 01. 11:11 | Válasz | #101 |
|
Bocs, hogy pont én kések, de közbe jött
valami. Holnap (azaz szerdán) utalok!!!!!
| |
| © RogerCo | 2005. márc. 01. 10:09 | Válasz | #100 |
|
I'm very boldog, hogy segíthettem az adományommal Roger | |
| 2005. feb. 28. 16:24 | Válasz | #98 | |
|
Denkiki! Mach2 orsósebesség beállítások: PWM Pulley Control. Állísd be úgy ahogyan a képen látod, mennie kell a relének! Gyere át a Profi1 témára mert ez már "Support". | |
| © Denkiki | 2005. feb. 28. 16:05 | Válasz | #97 |
|
ui.: bocs ha én vagyok érthetetlen, nem
kötöszködni akarok :) | |
| © Denkiki | 2005. feb. 28. 16:03 | Válasz | #96 |
|
Láttam a beállítást, még az elején
végigjátszottam. Ugyan a machanika még csak most épül, de az elektronika
kész van. KCam4-el és PWM manager-el működik is a motor relé. Mach2-ben
elvégeztem a portbeállításokat, és a képen látható beállítást is, mégsem
húz meg a relé. Helyette egy "No Spindle Speed Set!" üzenetet kapok. Az
üzenet valamilyen orsó sebesség beállításról szól, nade melyikről.
Hozzáteszem, hogy míg a KCam4 nél tökéletes a motorvezérlés, addig a
Mach2-nél szaggat, és gyorsítás során, elérve a max. sebességet alig pörög
a motor. A 3. nekifutásomra az X tengely motorja el sem indult. Az X
tengelyel PWM manager-ben is problémák vannak... irányt ad, de léptetést
nem. Erre úgy jöttem rá, hogy véletlenül futott a KCam4 is amikor a PWM
managert indítottam, és a motor ugrott az X tengely irányváltásaira. Aztán
KCam4-ben folyamatosan forgattam a motort, majd a PWM managerben irányt
váltottam. Tehát a PWM manager nem küld lépést az X tengelyre, csak
irányt... és ez a probléma jött elő a Mach2-nél is (+a nem működő relé).
KCam4-nél viszont mindhárom tengely kifogástalanul működik.
| |
| 2005. feb. 28. 15:42 | Válasz | #95 | |
|
Riboga! Ezt már én is kérdeztem és ezt válaszolták: Hi Istvan: The part your trying to compensate has square corners. This is illegal under compensation inside an object. You need a cam program to fillet the corners to a radius at least equal to the bit. Only controllers with look-ahead compensation can do as your trying to do, and very few can. It is the job of the cam program to do this type of compensation. Tehát ez a fajta kompenzáció amire Te gondolsz nem a Mach2 feladata! Honnan tudja, hogy egy lyuknál a lyuk kell vagy az anyag?! Teljesen jogos! Használj CNC preprocesszorokat! | |
| 2005. feb. 28. 15:13 | Válasz | #94 | |
|
Denkiki nem értelek pontosan. A beállítás
kint van. Nézd meg légyszi! | |
| 2005. feb. 28. 15:09 | Válasz | #92 | |
|
Egy 600 MHz-es Celleron-os notebook-on
remekül fut (WinXP alatt). | |
| © RogerCo | 2005. feb. 28. 11:05 | Válasz | #89 |
|
2500 Magyar valuta elutalva :)
| |
| © Denkiki | 2005. feb. 28. 10:08 | Válasz | #88 |
|
AMD AthlonXP 2000 (1800MHz-en járatva),
512MB RAM, 140GB HDD, WinXP SP2 | |
| © Denkiki | 2005. feb. 28. 10:04 | Válasz | #87 |
|
RogerCo, ez a hiba nálam is jelentkezett.
Ha már egy kisebb vagyont kérnek a programért, akkor nem lenne gond, ha
nem lenne bugos. HobbyCNC, nem lehetne majd frissíteni a Mach2 beállítási leírást az új verzióra? Még mindég nem sikerült beállítani a marómotor bekapcsolást, állandóan az az üzenet jön vissza, hogy nincs beállítva. | |
| © MakraZ | 2005. feb. 27. 22:28 | Válasz | #85 |
|
P3 766 256Mb ram XP de próbáltam Celeron 2
Ghz, ugyan olyan az eredmény | |
| © RogerCo | 2005. feb. 27. 21:20 | Válasz | #84 |
|
PII 300 256Mb RAM Win2K | |
| © Lakatos | 2005. feb. 27. 20:07 | Válasz | #83 |
|
Közvéleménykutatás: Ki milyen gépet használ a Mach2-höz? Lehetséges,hogy egy 450MHz-es PII kevés hozzá? | |
| 2005. feb. 27. 17:57 | Válasz | #82 | |
|
Megpróbálom jelezni ezt az ArtofCNC felé
is. | |
| 2005. feb. 27. 17:51 | Válasz | #81 | |
|
Mach2 (V6.11K) mérések és
következtetések: Előzmények: Két kollega jelezte felém, hogy összetettebb marásoknál pontatlanságot fedeztek fel a Mach2 alkalmazása során. Az egyik kolega uganazt tesztelte KCam4-el és az eredmény hibátlan lett. Lefuttattam a klasszikus Spiráltesztet nálam és a gyanu igazolódot (záródási pontatlanság a végeknél)! Az eredetileg meghatározott impulzus beállításokkal (V5.95 = 3uS impulzus szélesség és 8uS Dir előtöltés) valóban hibázik a gép. Az értékek mindkét irányú állításaival és folyamatos tesztekkel meghatároztam a még használható impulzus adatokat: - a minimális impulzus hosz nem kritikus, a vezérlő mindegyiket jól feldolgozza. - a Direction preChange értéke viszont kritikus és elentmondásosan viselkedik (szerintem szortver BUG)! Ennek az időzítésnek a feladata, hogy a Step jel előtt enyivel beállítsa a Dir vonalat és így a Step már egy stabilizált Dir jel mellett detektálható legyen. Magyarol az irányváltások stabilitásáért fele! Ebböl következik, hogy a maximális értéken belül maradva, minnél nagyobb időt adunk, annál biztosabb, hogy a jelnek esélye van stabilizálódnia a Step megjelenése előtt. Ennek ellenére ha 4uS felé állítjuk az időzítést, hirtelen impulzusok vesznek el! Tehát max. 4uS-ot szabad beállítani, feljebb nem lehet a mostani verziókkal menni. Teszteltem egy V6.00R2-est is és ott is ez a jelenség. Tehét ez a BUG valamikor a V5 és a V6 váltása között keletkezhetet. Az érdekesség az az egészben, hogy most ezzel az értékkel egészen 0-ra (!) le lehet menni és látszatra nincs hiba, de felfele 4 felett már látványosan hibázik, pedig egyre stabilabnak kellene lennie. Ez a "réginél" így is volt. A jelenség nem függ össze az alkalmazott PC-vel mert egy Athlon 3000+ és egy Celleron 600MHz-es gépen is teljesen egyformán jelentkezet. Teszteltem a "Enchanced Pulseing" beállítás hatását is. Régen (V5.95) a 600MHz-es gépen nem lehetet ezt alkalmazni mert csak rángatott a motor. Most megy ezen is! Viszont látható, a pontosságot befolyásoló hatását nem tapasztaltam sem a jó, sem a hibás tartományban. De a bekapcvsolását egyenlőre nem javaslom! A 4uS-os beállítással 3D-s tesztmarások is hibátlanok nálam! Összefoglalva a jelenleg javasolt Mach2 impulzus beállításai: Minimum Pulse Width = 3 uS Direction PreChange = 4 uS (vagy ez alatti) | |
| © Lepegeto | 2005. feb. 27. 17:38 | Válasz | #80 |
|
Megoldottam. Restart. Bocsi
| |
| © Lepegeto | 2005. feb. 27. 17:32 | Válasz | #79 |
|
A Mach2 telepitésénél ezt irta ki:
FATAL ERROR S302: Setup cannot find SETUP.INF Mit tegyek? | |
| © Riboga | 2005. feb. 27. 13:16 | Válasz | #78 |
|
Mach2. Szeretném használni a szerszám
átmérő kompenzációt, de nem boldogulok vele. A doksi csak minta G kódokat
mutat, meg az angolom se túl jó. | |
| 2005. feb. 26. 17:50 | Válasz | #77 | |
|
Meg kérdeztem az ArtofCNC-t mit csinál az a
"Enhanced Pulseing" beállítás? A válasz: "It smooths the pulses a bit more to allow for less resonance.." | |
| © RogerCo | 2005. feb. 26. 17:33 | Válasz | #76 |
|
Nekem olyat szokott csnálni Win2K alatt,
hogy dolgozik, egyszercsak megszünik a léptetés.. És a manuális
mozgatásnál sem számolja a lépéseket. A program müködik (nem fagy le)
bezár, ujra indit, és megint jó.. Egy darabig.. Valakinek 5lete ? Roger | |
| 2005. feb. 26. 16:25 | Válasz | #74 | |
|
Figyelem! Bug-ot találtunk a Mach2 impulzus képzésében!!!
Hamarosan részletek! Keresem a megoldást!!!!!!!!!!!!! | |
| © MakraZ | 2005. feb. 25. 23:55 | Válasz | #72 |
|
Részemről megörtént az átutalási megbízás
Magi Úr számlájára! Közleményben minden adatom. (Megbízását az OTP Bank elfogadta. Feldolgozása a Számlavezető rendszer legközelebbi nyitását követően történik meg) | |
| 2005. feb. 25. 14:44 | Válasz | #59 | |
|
A "hiba" korrigálva! (sok kép jött ) | |
| © Bertalan | 2005. feb. 25. 14:21 | Válasz | #58 |
|
Üzenet Magi Istvánnak: A magiist@freemail.hu címről rendszeresen ezt a választ kapom: Error on maildir delivery. Disk quota exceeded. A level kezbesitese nem sikerult, megtelt a cimzett postafiokja. (#5.1.4) Fontos levelet küldenék. | |
| © Machszi | 2005. feb. 25. 00:16 | Válasz | #49 |
|
köszi
| |
| © Machszi | 2005. feb. 24. 23:59 | Válasz | #47 |
|
naná
| |
| © DNSoft | 2005. feb. 24. 23:58 | Válasz | #46 |
|
A jelentkezés lezárva!!! fizetési határidő:
2005.03.04 Machszi ha jelentkezik akkor a 15+1 lesz! Beugrik, ha valaki
nem álja a szavát, ha mindenki fizet akkor a Maggi István úrnak fedezi a
fáradozásait, az átutalást, meg a kedvességet... Vélemény? Többen kérem ne
jelentkezzenek, mert ha befut még valaki, akkor már módosítani kéne az
összeget!!! Ez azért lenne gáz, mert ha vissza kéne utalni 300 Ft-ot akkor
azt a bank a Magi úrnak 250Ft-ért tenné meg. Ez meg nagyon gáz!!!
| |
| © DNSoft | 2005. feb. 24. 23:51 | Válasz | #45 |
|
Machszi komolyak a szándékok????
| |
| © Machszi | 2005. feb. 24. 23:37 | Válasz | #43 |
|
nem hiszem el hogy lemaradtam ugye nem?
| |
| © recece | 2005. feb. 24. 13:11 | Válasz | #31 |
|
| |
| © slogan | 2005. feb. 24. 12:42 | Válasz | #29 |
|
yó :)
| |
| © MakraZ | 2005. feb. 24. 11:06 | Válasz | #23 |
|
Okés DNSoft!
| |
| © gege | 2005. feb. 21. 17:09 | Válasz | #9 |
|
Üdv mindenkinek! Én is érdeklődtem a fordítási árakról és elég marósak /közel forint per karakter/!Viszont van egy tolmács haverom, megkérdezem hátha van valami haverja akivel együtt végzett és műszaki fordító.Hátha olcsóért megcsinálja.Addig is ha valaki már intézett volna valamit, rám lehet számítani egy példány erejéig. | |
| 2005. feb. 21. 12:23 | Válasz | #5 | |
|
Egyenlőre most tájékozódok a fordítási
árakról. Idáig eléggé ijesztő árakkat hallottam.
| |
| © Karsa István | 2005. feb. 20. 20:06 | Válasz | #3 |
|
Üdv mindenkinek a fórumon! Nagyon örülök,
hogy megvalósult és segíteni tudunk egymásnak. Én is beneveznék egy
példány erejéig. | |
| 2005. feb. 19. 12:16 | Válasz | #2 | |
|
A Mach2 Magyar gépkönyvére volna e igény? Volt ilyen felvetés e-mailben már töbször, hogy esetleg fizetnének is egy magyarra lefordított Mach2 leírásért. Ha többen is összejönnénk esetleg érdemes lenne lefordíttatni a teljes leírást, így a fordítási költség szétoszlana a befektetők között. Sajnos nem tudom ki és mennyiért vállalná a fordítást, de több mint 160 oldalról van szó (igaz elég sok a kép benne). Az is elképzelhető lenne, hogy nem az egészet csak a lényeget fordíttatnánk le! Ez úton is keresnék jó Angol-Magyar műszaki fordítót, aki árajánlatot tenne a Mach2 pdf. (Mach2 pdf) lefordítására!
| |
| 2005. feb. 19. 11:30 | Válasz | #1 | |
|
Nagy szívást okozott a Write wizard az új Mach2-ben mert nem volt
MINDEN paraméter beállítva a panelen (kimaradt a szöveg iránya kijelölés)
és e miatt az eredmény egy több soros 0,0 koordinátáju semmiség lett!
Szóval ha valaki nem lát semmit a képernyőn a write wizárd után, nézze át
alaposan a wizárd beállításait!!! | |