A maró korrekció a Mach3-nak egy olyan funkciója, amit a legtöbb felhasználónak nem kell igénybe venni. A CAD/CAM programok legtöbbjének meg lehet adni a szerszám névleges átmérőjét, és olyan alkatrészprogramot készít, amely kivágja az alkatrész Ön által megrajzolt körvonalát vagy a zsebet, miközben figyelembe veszi a szerszámátmérőt. Mivel a CAD/CAM program általában jobban átlátja a kivágandó formát, általában jobb munkát végez, mint a Mach3, ha el kell kerülni homorú és éles belső sarkokat.
Az, hogy a Mach3-nak van korrekció funkciója lehetővé teszi, hogy:
a) olyan szerszámot használjunk, melynek átmérője különbözik a programban lévőtől ( pl. mert újra kellett élezni)
b) olyan alkatrészprogramot használjunk, amely a kívánt körvonalat írja le és nem a szerszám-középpont pályáját (esetleg olyat, ami kézzel van írva).
Mindamellett, mivel a korrekció nem közismert és magától értetődő, ezért az ebben a fejezetben leírásra kerül, ha szükség lenne rá.
Ez a funkció fejlesztés alatt áll és jelentős változás várható a Mach3 végső verziójában.
Mint tudjuk, a Mach1 a vezérelt pont mozgását irányítja. A gyakorlatban nincs olyan eszköz (kivéve talán a hegyes gravírozótűt), ami pontszerű lenne, ezért a megmunkálás a vezérelt ponttól eltérő helyen készül, a szerszám sugarától függően.
Általában az a legegyszerűbb, hogy engedélyezzük a CAD/CAM szoftvernek ennek figyelembevételét zsebek vagy alakzatok körvonalainak kivágásánál.
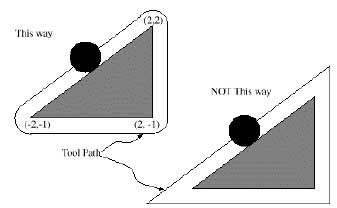
9.1. Ábra Két lehetséges szerszámpálya háromszög kivágásához
A Mach3 mégis támogatja a maróátmérő (sugár) korrekció számítását. Az ipari alkalmazások annak figyelembe vételét célozzák meg, hogy egy maró az újraélezés következtében nem pontosan olyan átmérőjű, mint az alkatrészprogram írásakor feltételezett szerszám. Inkább a korrekciót engedélyezzük a gépkezelőnek, minthogy egy másik alkatrészprogram előállítását követelnénk meg.
A felszínen a problémát könnyű lenne megoldani. Minden esetben eltolnánk a vezérelt pontot egy, a szerszám sugarának megfelelő X és Y értékkel. Egyszerű trigonometria adja a távolságot a vágás iránya és a tengely által bezárt szögtől függően.
Ez a gyakorlatban nem ilyen egyszerű. Több probléma is fennáll, de az egyik legfőbb ezek közöl az, hogy a gépnek a Z pozíciót a vágás megkezdése előtt kell beállítania, és ekkor nem tudja, hogy melyik irányba fog mozogni a szerszám. Ez a probléma megoldható az anyag hulladék részében elhelyezett „belépés előtti mozgások” (pre-entry moves) biztosításával. Ezek biztosítják, hogy a korrekció-számítások az aktuális alkatrész körvonalának kivágása előtt megtörténhessenek. Olyan szerszámpálya választása, ami simán becsatlakozik az alkatrész körvonalába, szintén optimalizálja a végső felszínt. Néha kilépő mozgással gondoskodunk a vágás végének befejezéséről.
A Mach3 két fajta kontúr korrekcióját kezeli:
¨ Az alkatrészprogramban kódolt kontúr az anyag éle, amin túl már nem történik megmunkálás. Ezt a
típust „alkatrész-él kontúrnak” nevezzük. Ez a fajta kód „kézírással” készíthető.
¨ Az NC kódban megadott kontúr a helyes sugarú szerszám által pontosan követett szerszámpálya. Ezt a típust „szerszámpálya kontúrnak” nevezzük. Ez a fajta kód CAD/CAM programmal készíthető, ha ismert az alkalmazandó maróátmérő.
A parancsértelmezőnek nincs olyan beállítása, ami meghatározza, hogy melyik kontúr-típus használatos, de a kontúr számszerű leírásában természetesen eltérés van (azonos alkatrész geometriánál) a két típus között, és a szerszámtáblában lévő átmérő értékek is különbözőek.
Ha az alkatrész éle a kontúr, az él körvonalát kell leírni az alkatrészprogramban. Ebben az esetben a szerszámtáblában lévő átmérő érték a szerszám átmérőjének tényleges értéke. A táblában lévő értéknek pozitívnak kell lenni. Az alkatrész-él kontúr NC kódja azonos, tekintet nélkül a szerszám (tényleges vagy névleges) átmérőjére.
1. Példa
Ez itt egy NC program, ami egy háromszög körvonalú anyagot vág ki a 9.1. ábra szerint. Ezen a példán a szerszámsugár-korrekció a használt szerszám valóságos sugara, ami 0,5. A szerszámtáblában lévő átmérő-érték a sugár duplája, ami 1,0.
N0010 G41 G1 X2 Y2 (a szerszámsugár-korrekció bekapcsolása és belépő mozgás)
N0020 Y-1 (a háromszög jobb oldalának követése)
N0030 X-2 (a háromszög alsó oldalának követése)
N0040 X2 Y2 (a háromszög átfogójának követése)
N0050 G40 (a szerszámsugár-korrekció kikapcsolása)
Ennek eredményeként a szerszám egy olyan pályát követ, ami egy belépő mozgásból és az ábra bal oldalán látható, a háromszöget az óramutató járásával megegyező irányban megkerülő mozgásból áll. Észrevehetjük, hogy az anyag háromszögének koordinátái megjelennek az NC kódban. Illetve azt is észrevehetjük, hogy a szerszámpálya három olyan ívet tartalmaz, amiket nem közvetlenül programoztunk, hanem automatikusan generálódnak.
Ha a kontúr egy szerszámpálya kontúr, a pálya az alkatrészprogramban van leírva. Várható, hogy (kivéve a belépő mozgások során) a pálya alkatrész geometriát akar készíteni. A szerszámpálya készíthető kézzel, vagy CAD/CAM programmal, figyelembe véve az elkészítendő alkatrész geometriáját. A Mach3-mal dolgozva, a szerszámpályának olyannak kell lenni, hogy a szerszám folyamatosan kapcsolatban maradjon az alkatrész élével, ahogy az a 9.1. ábra bal oldalán látható. Ha olyan fajta szerszámpályát használunk, mint a 9.1. ábra jobb oldalán látható, akkor a szerszám nem marad mindig kapcsolatban az alkatrész geometriával, ezért az interpreter nem tud helyesen kompenzálni, ha méreten aluli szerszámot használunk.
Szerszámpálya kontúr esetén a szerszámtáblában lévő maróátmérő értéke egy kicsi pozitív szám, ha a választott szerszám kissé túlméretes, és egy kicsi negatív szám, ha a szerszám kissé alulméretes. A végrehajtás úgy történik, hogy ha a maró átmérő értéke negatív, az interpreter a kontúr másik oldalán korrigál, mint amit programoztunk, és a megadott átmérő abszolút értékét használja. Ha az aktuális szerszám pontos méretű, a táblában lévő értéknek nullának kell lenni.
Példa szerszámpálya kontúrra:
Feltételezzük, hogy a jelenleg az orsóban lévő maró átmérője 0,97, és a szerszámpálya készítésekor feltételezett átmérő 1,0. Ekkor a szerszámtáblában lévő, ehhez a szerszámhoz tartozó átmérő értéknek -0,03-nak kell lenni. Itt az NC program, ami az ábrán lévő háromszög körvonalának megfelelő módon kivágja az anyagot.
N0010 G1 X1 Y4.5 (közelítő mozgás)
N0020 G41 G1 Y3.5 (korrekció bekapcsolása és első belépő mozgás)
N0030 G3 X2 Y2.5 I1 (második belépő mozgás)
N0040 G2 X2.5 Y2 J-0.5 (vágás a szerszámpálya tetején lévő ív mentén)
N0050 G1 Y-1 (vágás a szerszámpálya jobb oldalán)
N0060 G2 X2 Y-1.5 I-0.5 (vágás a szerszámpálya jobb alsó íve mentén)
N0070 G1 X-2 (vágás a szerszámpálya alsó oldalán)
N0080 G2 X-2.3 Y-0.6 J0.5 (vágás a szerszámpálya bal alsó íve mentén)
N0090 G1 X1.7 Y2.4 (vágás a szerszámpálya átfogóján)
N0100 G2 X2 Y2.5 I0.3 J-0.4 (vágás a szerszámpálya tetején lévő ív mentén)
N0110 G40 (korrekció kikapcsolása)
Ezek eredményeként a szerszám egy közelítő mozgást és két belépő mozgást végez, és követ egy, a 9.1. ábra bal oldalán látható pályától kissé belül, a háromszög irányába eső, óramutató járásával megegyező irányú szerszámpályát. Ez a szerszámpálya a programozott pálya jobb oldalán halad, annak ellenére, hogy G41 van programozva, mert az átmérő érték negatív.
Az első mozgáshoz használt algoritmushoz (amikor az első mozgás egy egyenes vonal) a célpontból kell rajzolnunk egy egyenes vonalat, ami érintője egy körnek, aminek a középpontja az aktuális pont és a sugara megegyezik a szerszám sugarával. Ezután a szerszám csúcs célpontja egy kör középpontja lesz ugyanakkora sugárral, mint ami érinti a célpont érintő vonalát. Ezt a 9.2-es ábrán láthatjuk. Ha a programozott pont belül esik a szerszám kezdeti keresztmetszetén (baloldali kör), hibajelzést kapunk.
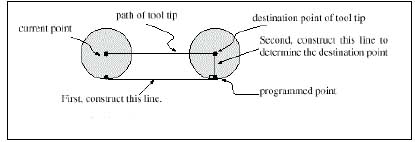
9.2. Ábra. Első maró korrekciós mozgás - egyenes
Ha a maró sugár korrekció bekapcsolása utáni első mozgás egy ív lesz, a létrehozott ív egy segéd ívből adódik, aminek a középpontja a programozott középpont, áthalad a programozott végponton, és a jelenlegi helyzetében érinti a marót. Ha a segéd ívet nem lehet megszerkeszteni, hibajelzést kapunk. A létrehozott ív úgy mozgatja a szerszámot, hogy a mozgás folyamán érintője marad a segéd ívnek. Ezt a 9.3-as ábra mutatja.
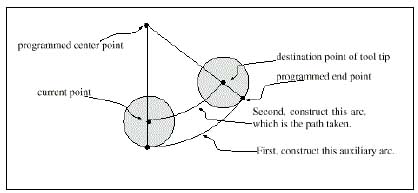
9.3. Ábra. Első maró korrekciós mozgás - ív
Tekintet nélkül arra, hogy az első mozgás egyenes vonal vagy ív, a Z tengely egyidejűleg szintén mozoghat. Lineárisan mozog, ha nem használunk maró sugár korrekciót. Forgó tengely-mozgásoknál (A, B és C tengelyek) megengedett a maró sugár korrekció, de használata nagyon szokatlan. A maró sugár korrekció belépő mozgásai után az interpreter a programozott útvonal megfelelő oldalán tartja szerszám érintőt. Ha egy konvex (domború) sarok van a szerszámpályán, egy ív illesztődik be a sarok körül. Az ív sugara a szerszámtáblában megadott átmérő fele. Amikor a maró sugár kompenzáció ki van kapcsolva, nem történik semmilyen speciális kilépő mozgás. A következő mozgás az, ami akkor lenne, ha a maró sugár kompenzációt sosem kapcsoltuk volna be és az előző mozgás a jelenlegi pozícióba helyezte volna a szerszámot.
Általában egy közelítő mozgás és két lét belépő mozgás szükséges a korrekció helyes megkezdéséhez. Ott azonban, ahol a programozott kontúr egy anyag-él kontúr, és a kontúr konvex (domború) sarkot tartalmaz, csak egy belépő mozgás (plusz esetleg egy belépés előtti mozgás) szükséges. Az elsőként leírt az általános eljárás, ami minden szituációban használható. Mi itt feltételezzük, hogy a programozó már tudja mi az a kontúr, és elvégzi a belépő mozgások hozzáadását.
Általános eljárás
Az általános eljárás egy közelítő mozgás és két belépő mozgás programozását tartalmazza. A belépő mozgások a fentiek szerint készültek egy példa felhasználásával. Itt látható a megfelelő kód:
N0010 G1 X1 Y4.5 (közelítő mozgás a C ponthoz)
N0020 G41 G1 Y3.5 (korrekció bekapcsolása és első belépő mozgás a B ponthoz)
N0030 G3 X2 Y2.5 I1 (második belépő mozgás az A ponthoz)
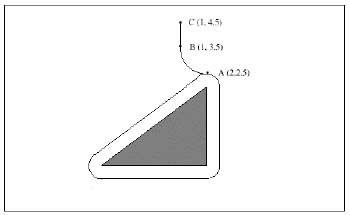
9.4. Ábra. Belépő mozgások (a közelítő mozgás mellőzésével)
Lásd a 9.4. ábrát. Az ábrán két belépő mozgás látható, de nincs közelítő mozgás. Először kiszemeljük a kontúr egy A pontját, ami alkalmas egy belépő ív csatlakoztatására. Meghatározunk egy ívet a kontúr külső oldalán, ami egy B pontban kezdődik és az A pontban ér véget, érintőlegesen a kontúrhoz (és ugyanolyan irányban halad, mint a kontúr tervezett körbejárási iránya). Az ív sugarának nagyobbnak kell lennie, mint a szerszámtáblában megadott átmérő fele. Ha kihúzunk egy vonalat B pontból az ívvel érintőlegesen a C pontba, azt úgy kell elhelyezni, hogy a BC szakasz nagyobb legyen, mint egy sugár hossza. A szerkesztés befejezése után leírjuk a kódot a szerkesztéssel ellentétes sorrendben. A maró sugár korrekció a közelítő mozgás után, és az első bevezető mozgás előtt kapcsolódik be. A fenti kódban az N0010-es sor a közelítő mozgás, az N0020-as sor a korrekció bekapcsolása és az első belépő mozgás, és az N0030-as sor a második belépő mozgás.
Ebben a példában az AB ív és BC vonal meglehetősen hosszú, de nem szükséges annak lenniük. Egy szerszámpálya kontúrnál az AB ív sugarának csak egy kicsit kell nagyobbnak lennie, mint a szerszámsugár lehetséges maximális eltérése a névleges mérettől. Szintén egy szerszámpálya kontúrnál a korrekcióhoz ugyanazt az oldalt kell kiválasztani, mint amit a túlméretes szerszámhoz használunk. A korábban említettek szerint, ha a szerszám alulméretes, az interpreter oldalt vált.
Egyszerű eljárás
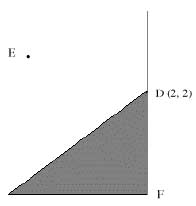
9.5. Ábra. Egyszerű belépő mozgás
Ha a kontúr egy anyag-él kontúr, és a kontúr tartalmaz valahol egy konvex (domború) sarkot, akkor lehetséges egy egyszerűbb módszer használata a belépő mozgások kivitelezéséhez. Lásd a 9.5-ös ábrát. Először kiszemeljük az egyik konvex (domború) sarkot, D-t. Döntsük el, hogy D-ből a kontúr melyik oldalán akarunk haladni. A példánkban a szerszámot a kontúr baloldalán tartjuk és F felé megyünk tovább. Hosszabbítsuk meg az FD vonalat (ha a kontúr következő része egy ív, akkor a D-ből húzott, FD ívhez tartozó érintőt hosszabbítsuk meg), hogy két részre osszuk a D közelében lévő kontúron kívül eső területet. Bizonyosodjunk meg arról, hogy a szerszám középpontja jelenleg a meghosszabbított vonal ugyanazon az oldalán van, mint a D-hez közeli kontúron belül eső anyag. Ha nem, akkor mozgassuk arra a területre. A példában E pont jelöli a szerszám jelenlegi helyzetének középpontját. Mivel a DF vonal ugyanazon oldalán található, mint a beárnyékolt háromszög, nincs szükség további mozgatásra. Most írjuk be az NC kód azon sorát, ami bekapcsolja a kompenzációt és a D pontba mozgat.
N0010 G41 G1 X2 Y2 (korrekció bekapcsolása és belépő mozgás végrehajtása)
Ezt a módszert konkáv (homorú) sarok esetében is alkalmazhatjuk, ha a jelenleg használatos szerszám túlméretezett, de nem fog működni szerszámpálya kontúr esetén, ha a szerszám alulméretes.
![]()